
Abstract
In this study, three different dyeing processes were applied to knitted fabrics made of Tencel-brand lyocell fiber and cotton in different ratios. The processes in this study consisted of scouring, bleaching, and dyeing. Using fabrics consisting of various lyocell and cotton blend ratios, color and fastness properties were evaluated. The reasons for this process diversity were to develop optimal processes for these fabric blends and to investigate the possibility of defibrillation, bleach residue removal, and dyeing in the same bath. Results indicated that lyocell/cotton blended fabrics containing 50% or more of cotton could be dyed in the bleaching bath. Alkaline washing only was sufficient for fabrics with a lyocell ratio of 75% or greater, resulting in chemical and energy savings.
Introduction
Lyocell can be blended with cotton to help offset any future limitations in cotton production.
1
Tencel, which is produced using the organic solvent
Although lyocell fiber is very similar to cotton fiber, it has some significant advantages over other cellulosic fibers, including high dry and wet tenacity, and high wet modulus. Lyocell fiber has a higher breaking load and enhanced tenacity compared to cotton, due to its high crystalline/amorphous region ratio. Moreover, it has greater resistance to laundry cycles, better absorbency, inherent luster, and hand, and greater homogeneity than other fibers. When lyocell fiber is examined from a structural point of view, the elementary fibrils (composed of cellulose II crystals of ∼80 Å) are partially separated voids and the amorphous regions with high orientation are located in the fiber-axis direction. The large amount of crystalline regions in the fiber causes lateral cohesion to be low, which causes fibers to undergo fibrillation by mechanical abrasion under wet conditions. The phenomenon called “primary fibrillation” separates a fiber into microfibrils of a few microns in diameter and results in the formation of macrofibrils. When the microfibrils are treated with an enzyme formulation, they are removed from the fabric surface. “Secondary fibrillation” produces shorter and more homogenous fibrils. With this process, the fabric becomes softer, with a peach-skin effect, and its dye affinity increases. In applications, although the fiber fibrillation characteristic is shown to be advantageous due to the peach-skin effect, it causes problems in the uniformity of color uptake.2,4,5,10–21
Lenzing has three variants of Tencel-brand lyocell fiber that are non-fibrillating: Tencel A100, Tencel A300, and Tencel LF. 22 Various dyes, such as reactive and direct dyes used in cotton dyeing, are used for dyeing lyocell.2,11,23,24However, lyocell fiber provided greater color yields, with excellent fastness properties, than cotton dyed with the same amount of reactive dye. Also, lyocell can be dyed using a number of application methods.11,25–27 In 2004, the dyeing behavior of lyocell and its blends, with different reactive dyes using the exhaust method, was studied. 28 Lyocell-blended fabrics gave greater color strength and less fibrillation than 100% lyocell. In another study, color yields of lyocell, viscose, and cotton, after exhaust dyeing with reactive dyes, were examined. It was found that lyocell had a greater color yield value than cotton. 23 When dyeing with sulfur and direct dyes, the results were the same.24,29Today, it is very important economically and ecologically to provide greater color strength with the same amount of dye for textile dyeing, as the industry is under severe pressure with regards to environmentally-related issues.30,31
Understanding dyeing behavior when fibrillated lyocell fiber is used alone or in blends with other fibers is important, although fibrillation can be inhibited to some extent by open-width processing, resination, or pre-treatment with sodium hydroxide and enzymes.13,31–36
The present study examined the exhaust dyeing properties of Tencel/cotton blended fabrics using different processes. The blended knit fabrics used in this study were developed to assess new dyeing process possibilities intended for commercial release. In this study, scouring, with/without bleaching, followed by defibrillation (biopolishing treatment), and peroxide residue removal along with dyeing, using different enzymes such as Cellusoft Combi and Terminox Ultra 10L (Novozymes), in rope form was carried out with knitted fabrics containing cotton and Tencel in different ratios. The effect of process variables on the color parameters and fastness properties was investigated.
Experimental
Materials
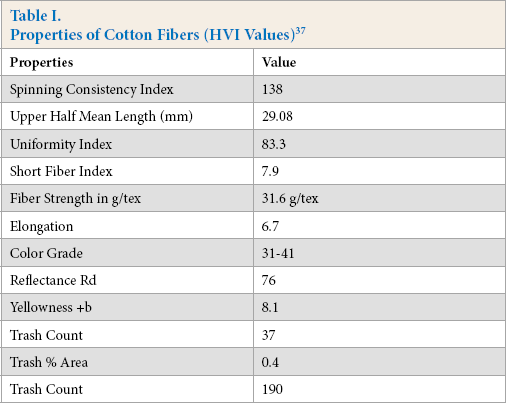
In this study, 100% combed cotton (Kipaş), 25% cotton/75% Tencel-brand lyocell fiber, 50% cotton /50% Tencel, 75% cotton/25% Tencel and 100% Tencel yarns with 600 turns/ meter were used. Tencel A 100 (Lenzing) was used in this study (fiber length = 38 mm and thickness = 1.3 dtex). HVI (High Volume Instrument) values of the cotton fiber used are given in Table I.
Properties of Cotton Fibers (HVI Values) 37
Single jersey knitted fabric samples were produced using a sample circular knitting machine with 19 gauge and 200 needles. The finishing treatments applied to these fabric samples are described in the methods section.
Cellusof Combi was used to combine bioblasting and bleach residue removal. Catalase enzyme (Terminox Ultra 10L) was used to remove peroxide residues. Both were supplied by Novozymes. Samples of Remazol Navy Blue GG 133% were kindly supplied by DyStar. Dispersing (Ruco-Tex KST 150) and wetting (Rucowet Fin Conc) agents were supplied by Rudolf Duraner. Sodium carbonate, sodium chloride, and sodium hydroxide (Merck) were general laboratory grade.
Procedures
Scouring and Bleaching
Scouring processes were carried out in a Dyetech Polybath Sample Dyeing Machine for 45 min at 90 °C with 2 g/L sodium carbonate and 1 g/L wetting agent using a liquor ratio (LR) of 20:1. The test fabrics were treated with hydrogen peroxide for bleaching in the same machine. The LR for bleaching was 15:1 with H2O2 (7.5 mL/L, Merck), NaOH (1 mL/L), and stabilizer (2 mL/L, Rudolf Duraner). Bleaching was applied to all blended fabrics except 100% Tencel, because the cotton fibers contained more impurities than Tencel fibers; Process 2 and 3 (P2 and P3) were not performed on the fabric containing 100% Tencel.
In Process 1 (P1), fabrics containing 100%, 75%, 50%, and 25% Tencel were fibrillated by scouring, then enzymatically de-fibrillated using 1.5% owf Combipolish (Novozymes), and then dyed at 2% owf dye concentration, all in the same bath. In Process 2 (P2), after scouring, peroxide bleaching was performed, followed by enzymatic defibrillation, bleach residue removal, and dyeing (2% owf), all in the same bath. Process 3 (P3), unlike P2, was used to increase the efficiency of peroxide residue removal by catalase enzyme addition during defibrillation, followed by bleach cleanup and bath dyeing. Details of the processes are given in Fig. 1.
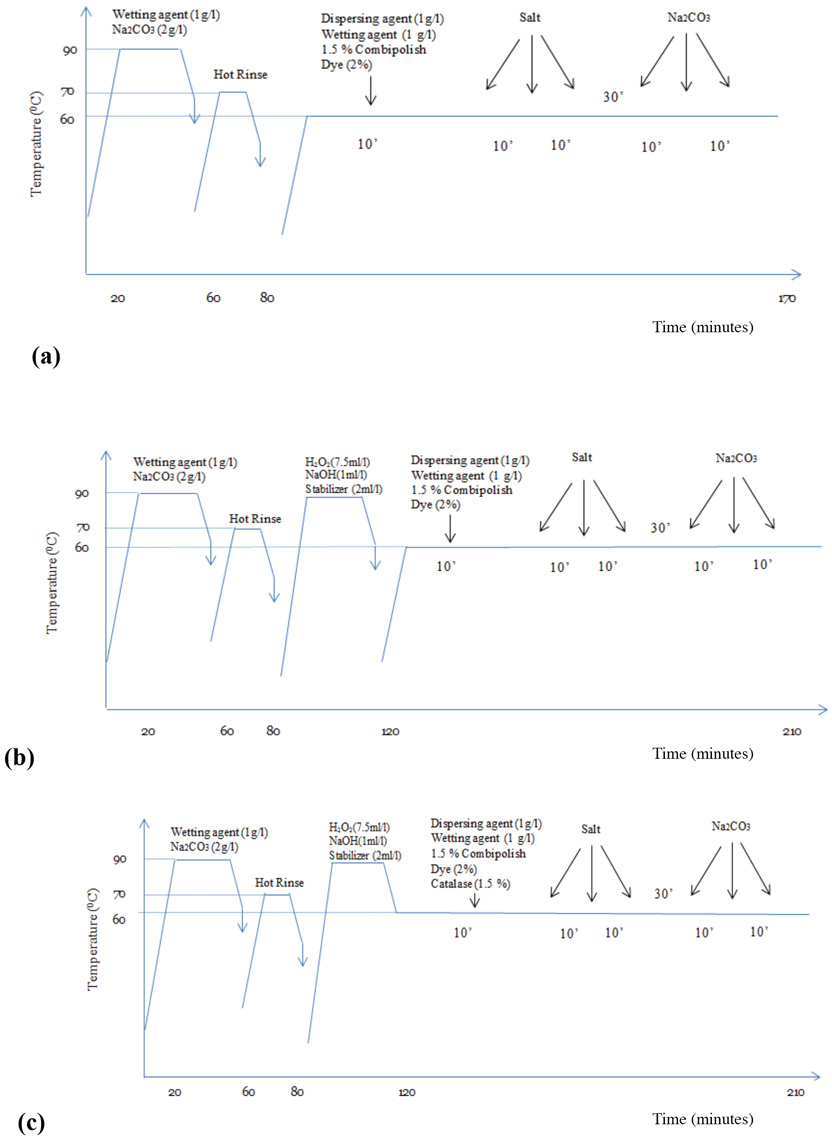
Pre-treatment and dyeing profiles for Process 1 (a), Process 2 (b), and Process 3 (c).
Dyeing Procedure
Tencel and cotton blended fabric samples were dyed with reactive dyes at 2% owf concentration in a Dyetech Polybath Sample Dyeing Machine, using an LR of 20:1, according to the methods shown in Fig. 1 with Remazol Navy Blue dye. Process 2 is the conventional dyeing process. After dyeing, the fabric samples were thoroughly rinsed with cold and warm water, then washed for 30 min at 95 °C at an LR of 10:1. The fabric samples were then rinsed with warm and cold water again.
Analytical Methods
After scouring, bleaching, and dyeing, the fabric samples were conditioned under standard conditions (20 ± 2 °C and 65 ± 2% relative humidity) and then tested as follows.
Color Characteristics
Using ColorMission v.3.4.1 (Argetek) software with a Konica Minolta CM-3600D spectrophotometer (illuminant D65; 10° standard observer) for reflectance measurements, the
The color difference (∆

Δ
Washfastness
Washfastness testing (staining and alteration) of the dyed fibers was carried out with a Rotawash Color Fastness Tester (SDL Atlas), using the TS EN ISO 105-C06/A1S standard test method. An SDC multifiber fabric strip (SDCE) was used as an adjacent material. The samples were sequentially washed three times using the same piece of multifiber strip for each washing. After washing, the samples were visually assessed to determine the degree of wash-down and cross staining using gray scales according to ISO 105-A02 and ISO 105-A03.
Crockfastness
This test method determines the amount of color transferred from the surface of colored textile material to another surface by rubbing (crocking). Testing was carried out according to TS EN ISO 105-X12. Both dry and wet crock-fastness tests were carried out. The test specimens were assessed using the visual gray scale.
Statistical Analysis
The SPSS program was used for all statistical analysis. ANOVA was used to compare measurements during processes. The Student-Newman-Keuls post–hoc test was used for evaluation of results found to be significant by repeated-measures ANOVA. All of the results were assessed at the 5% significance level (
Results and Discussion
Color Characteristics
The colorimetric parameters (
Evaluation of L*, a*, b*, c*, and h° Values
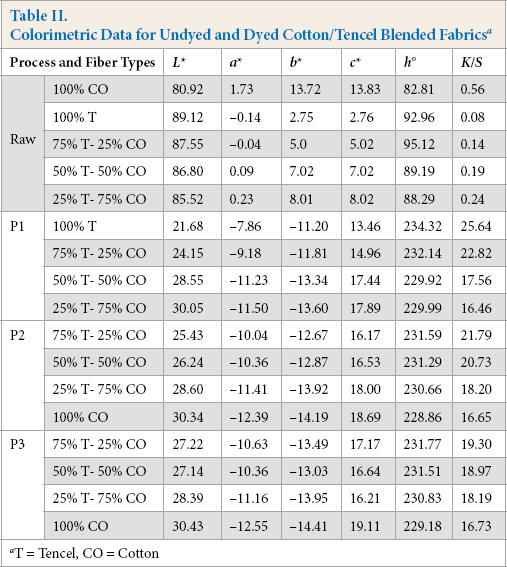
Table II shows the colorimetric data obtained for the five undyed (raw) samples. It was evident that although 100% Tencel had the greatest
Colorimetric data obtained for the 2% owf dyeings with the reactive dye on cotton/Tencel blended fabrics were evaluated. Fig. 2 shows that there was an inverse relationship between the
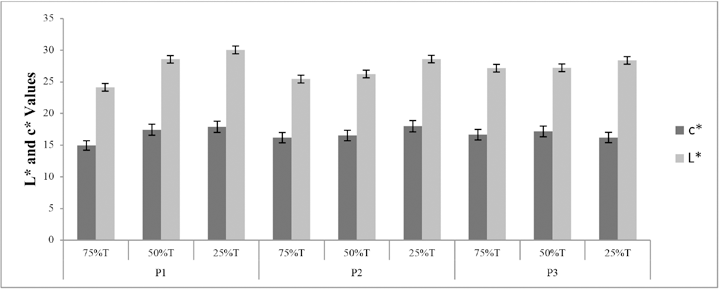
Evaluation of processes and L*and c* values. T = Tencel.
Statistical analysis revealed that the differences among the
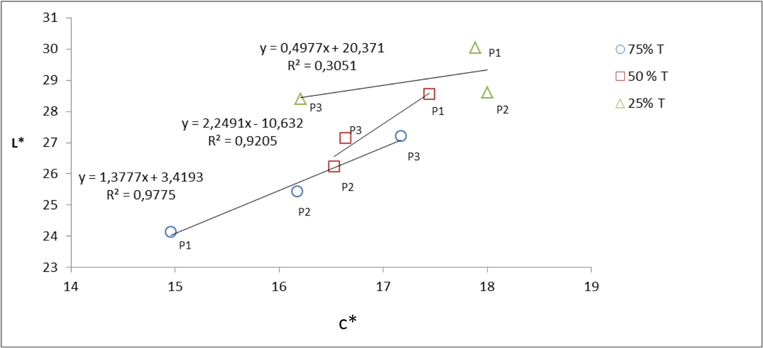
Fabric content dependent regression analysis of L* and c* values. T = Tencel.
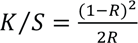
Color Strength (K/S)
The
The
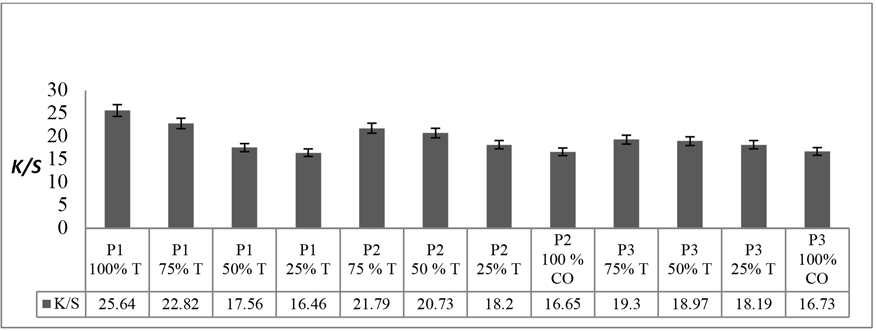
Effects of fiber types and processes on color. T = Tencel and CO = cotton.
Color Differences (∆E*)
Fabrics dyed using P2 (the conventional method) were used as a reference in the color differences measurements of Fig. 5. It was observed that the color differences between the 25% to 50% Tencel and 100% cotton fabrics using the P2 and P3 processes were negligible. The absence of color differences among these fabrics showed that the dyeing of the same could be done successfully with the addition of catalase after peroxide bleaching without bath drainage. This result also was supported by the
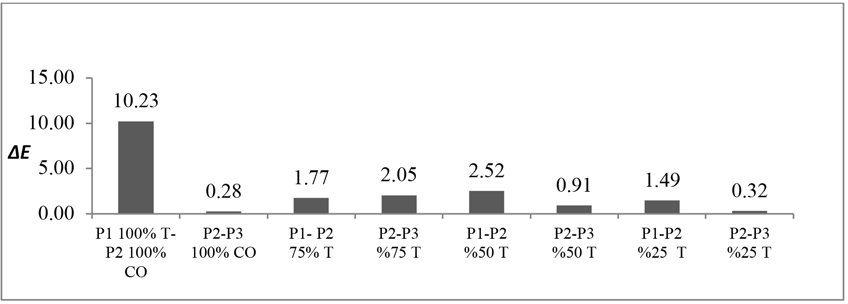
Comparison of color differences for various processes of fabrics with the same fiber ratios. T = Tencel and CO = cotton.
Washfastness
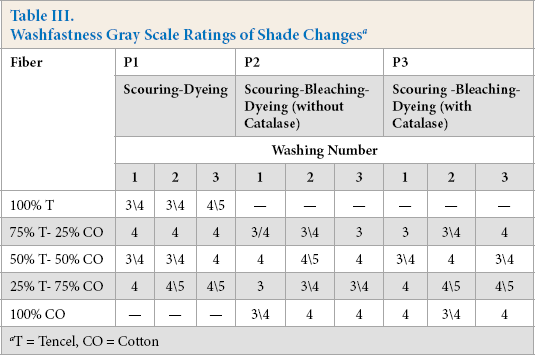
Colorfastness to washing of blended fabrics treated with different processes was measured after sequential washings and the results are shown in Table III. For samples treated with the three processes used in this study, the treated blended fabrics showed overall color differences from 3 to 5 washing fastness results. Moreover, no significant effect of the fiber ratios on washfastness values was observed.
The extent of staining on the adjacent multifiber strip after three wash tests are given in Table IV. The washfastness values were found to be high in all processes, with little staining resulting from use of the three processes.
Staining Assessments of each Process and Fiber Type a
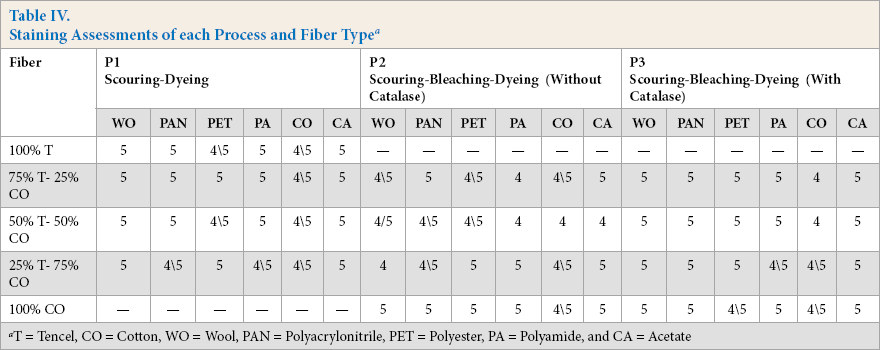
T = Tencel, CO = Cotton, WO = Wool, PAN = Polyacrylonitrile, PET = Polyester, PA = Polyamide, and CA = Acetate
Crockfastness
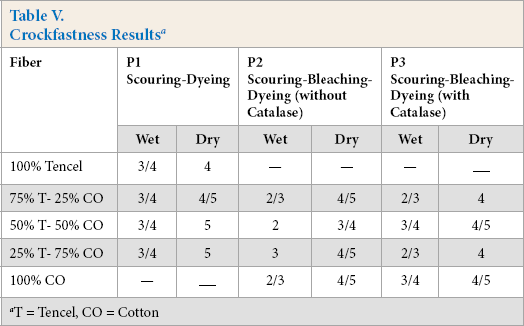
The results in Table V show that the P1 process had better wet crockfastness than the other processes, while the dry crockfastness values of P1 had nearly the same grades as the other processes. The effect of the additional catalase enzyme used in P3 gave higher wet crockfastness values on average. This might be due to decomposition of reactive dye with peroxide residues. It can also be seen from these results that all samples had good dry crockfastness regardless of the fiber involved. As a result, using environmentally-friendly dyeing methods, it is possible to obtain adequate levels of dry and wet crockfastness values. Moreover, further improvement in wet crockfastness may be achieved by a more careful dye selection.
Conclusions
As in all modern industries, including textiles, the process of developing environmentally-friendly and sustainable processes is becoming increasingly important. The increased use of Tencel-brand lyocell fibers, although in many respects similar to other cellulosic fibers such as cotton and linen, reflects this trend. For this reason, this study developed environmentally-friendly dyeing processes for different ratios of cotton/Tencel-blended knitted fabrics.
When the change in the
As the Tencel ratio in the mixture increased, the
The fact that there was no difference in ∆
When the crockfastness values of the processes were evaluated, there were no differences in the dry crockfastness values, whereas the wet crockfastness values for P1 were better than those for P2 and P3. It was thought that this difference could be minimized by selecting a different dye.
In summary, the most important results from this work were that the environmentally-friendly P3 process could be used as an alternative to the conventional P2 process in fabrics with 25% to 50% Tencel content in blends with cotton, and fabrics having 75% or greater Tencel content in blends with cotton could be treated with P1 as an economic and environmentally-friendly alternative to the conventional P2 process.