
Abstract
A new knitting process is presented based on a novel yarn feeding technique. It allows the knitting of new structures: single jersey on one or both needle beds and rib structure on both needle beds in the same knitting cycle, that is the same needles. The innovative knitted fabrics were compared to standard 1 × 1 rib and plain woven fabrics made from the same material. All samples were tested for physical (grammage, air permeability), morphological (number of stitches per centimetre in wale and course directions and number of stitches per square centimetre, cover factor) and mechanical (uniaxial and multidirectional tensile behaviour) properties. Grammage was used as a reference parameter to render the results comparable. The results show that the innovative fabrics are less stretchable than the standard knitted fabrics, especially in the course direction, therefore more rigid in this direction. Furthermore, they can be mechanically balanced in course and wale directions, which is unexpected for knitted fabrics. The innovative knitted fabrics are thicker than the standard knitted fabrics for the same grammage and have a lower number of stitches per square centimetre, enabling higher production rates. Due to their lower cover factor, the innovative fabrics are expected to be easier to impregnate by resin for composite applications than the standard knitted fabrics. Based on these results and the ability to increase knitting productivity, we conclude that that this novel process can transform future processes and open the door to new markets and applications.
Introduction
Increasing the mechanical requirements for technical textiles, which can be very complex and precise, requires innovation and the development of new processes, as in the case of composite reinforcements to reduce the weight of cars or aeroplanes. However, the final cost of these products must not be too high for the target market, therefore: (i) the product needs to have a low material consumption, that is the textile performance must be high for a low grammage and (ii) the manufacturing process needs to be as fast as possible.
In the field of technical textiles, double needle bed weft knitted fabrics offer a wide range of possibilities. 1 The techniques used for technical applications such as composite material reinforcements or compression bandages or stockings, can be produced using different methods 2 : (i) some zones of these structures can be reinforced by weft insertion in course direction or at certain angles, 3 (ii) spacer fabrics by joining the two sides with yarns or knitted walls. 4
However, it is not possible to knit more than one structure simultaneously, that is, in the same knitting cycle. It is possible to knit with two, or more, yarn carriers at the same time by using individually autarkic motorised yarn carriers. Each yarn carrier can be individually positioned vertically and horizontally. This technology is only used for plating. An advantage of this technology is its flexibility in terms of carrier positioning, 5 but the different yarns still give the same structure because they feed exactly the same needles.
A previous research project 6 developed and validated a novel knitting process, which produces innovative multiply knitted fabrics and increases the productivity of standard structures. In this paper, an innovative type of knitted structure is proposed using a new feeding technology that provides a double-sided fabric. With this method, it is possible to obtain a two- or three-ply knitted fabric by knitting with two needle beds, that is, a double-sided structure. In addition, the yarns knit two different structures: a single jersey for the yarns knitting on the cylinder or dial and a rib or interlock for the yarn knitting on both needle beds. This knitting method is presented and the mechanical properties of the knitted fabrics obtained are compared with the basic two-needle bed structure, that is, 1 × 1 rib structure. Additionally, these fabrics are compared with woven samples made from the same yarns.
Innovative knitting principle
This knitting technology was previously applied for patent 7 and is described in detail by Holderied et al. 6 A standard circular or flat knitting machine has to be adapted in order to receive specific yarn carriers, developed for this process. The process for a circular knitting machine is adopted from Holderied et al. 6 as following:
For the new technology three yarn carriers are needed: a standard yarn carrier (SY3), a yarn carrier for cylinder needle insertion (CY1) and a yarn carrier for dial needle insertion (DY2).
When the needles are at their highest position (Figure 1(a)), the three yarns (F1, F2 and F3) are inserted at different positions. SY3 is in standard position and inserts its yarn (F3) in the middle above the needle cross (L). CY1 is positioned in front of the cylinder needles underneath the needles of the dial. When the needles raise, the latches (K) open and CY1 it inserts yarn F1 on the opened latches of the cylinder needles. As the yarn is underneath the dial needles, F1 is only inserted in the cylinder needles. DY2 is positioned on the dial behind the cylinder needles. It lays its yarn F2 on the opened latches of the dial needles. As the yarn carrier is positioned behind the cylinder needles, F2 is only inserted in the needles od the dial.

Machine set-up for the realisation of the innovative knitting technique: (a) raising position of flat knitting machine and (b) lowering the position of the needles on circular knitting machine, where CY1 is the cylinder yarn carrier, DY2 the dial yarn carrier and SY3 the standard yarn carrier (adapted from Mutschler and Weber 7 ), 4 and 5 are respectively the cylinder and the dial.
After lowering and therefore closing the needles (Figure 1(b)), there are two yarns in each needle hook (K). F1 and F3 are in the cylinder needles and F2 and F3 are in the dial needles.
As illustrated in Figure 2, yarns F1 and F2 develop a structure that is only knitted on one needle bed, thus a single jersey structure on the cylinder or dial respectively. Yarn F3 is knitted on both cylinder and dial. Therefore, a double jersey structure is created.

Innovative knitted fabric: (a) knitting pattern and (b) representative knitted structure with standard feeding and feeding on both sides (adapted from Mutschler and Weber 7 ).
This technology offers two different innovative characteristics. Firstly, it enables the knitting of completely new structures. In fact, with the conventional technology with motorised yarn carriers feeding together the same needles, all the yarns are knitted together and give the same structure. With this innovative technology, the yarns are not knitting the same structure: while yarn F3 is knitted in rib (or an interlock), the yarns F1 and F2 are knitted in single jersey. The result is a knitted fabric with different sides (Figure 2). Moreover, because the three yarns are not knitted in the same structure it is possible to knit three different yarns in terms of material, yarn count or mechanical properties. For instance, a jersey can be knitted with a given needle bed with an elastic and stretched yarn and the other with the other needle bed with a very inextensible yarn which gives a pre-stressed fabric, that is, a curved fabric.
Alternatively, this technology allows the knitting of conventional structures, such as Milano Rib (the repeat is 1 × 1 rib, face jersey and reverse jersey), but with increased productivity. In the standard production of a Milano Rib structure, three carriage strokes (flat knitting machine) or three systems (circular or flat knitting machine) are needed for one repeat. In contrast to this, the innovative technology offers the possibility of knitting the whole pattern simultaneously in two carriage strokes or systems (1 × 1 rib with one system and the two jerseys with the other system), which potentially increases productivity by 33%.
Materials and methods
Knitting machine
A preliminary study has been conducted on flat and circular knitting machines. 6 It showed the process of the knitting technology works better on a circular knitting machine than on a flat knitting machine. This is due to the continuous movement of the needles. In flat knitting, the acceleration and deceleration of the carriage causes tension variations in the yarns. 8 Therefore, the samples used for this study were produced on a circular knitting machine (Mayer & Cie. FV2.0 E 10).
The machine has a gauge of E10 and 432 needles in each needle bed, cylinder and dial. A single system was used for all the fabrics with a lowering cam adjusted at a low depth position (approximately 5 for a maximum of 30 graduations). The yarn tension was adjusted approximately to 12 cN for F1 and F2 (respectively cylinder and dial yarn carrier) and approximately to 23 cN for F3 (standard yarn carrier).
Yarn features
All knitted and woven fabrics are made of high-tensile polyamide 6.6 air-jet intermingled yarns, that is, partially oriented yarn (POY). Two different yarns in terms of yarn counts have been used. The finer yarn A has a yarn count of 235 dtex (72 filaments), and the coarser yarn B has a yarn count of 470 dtex (144 filaments). A has an average of 28 interlacing points per metre while B has an average of 33 nips per metre, that is, interlacing points. It may also be noted that the tenacity is 7.2 ± 0.1 cN/dtex for A and 7.0 ± 0.1 cN/dtex for B.
Knitted and woven fabrics
Knitted fabrics have been manufactured for this study; the details are in Table 1. Two sets of knitted fabrics have been produced: 1 × 1 rib knit structure considered and named standard knitted fabrics and fabrics produced from this new method, named innovative knitted fabrics. Both sets are knitted from the two yarns A and B described in section 3.2 but in different combinations. The 1 × 1 rib structure was chosen as standard structure in order to produce very dense fabrics as it is possible to obtain with the innovative process.
Description of the different fabrics investigated with the combination of the PA 6.6 yarns used (A = 235 dtex; B = 470 dtex).

The standard yarn carrier knits with both needle beds and the cylinder yarn carrier or dial yarn carrier knit with the cylinder or the dial respectively. Even though the lowering cam positions were the same for all samples, there are small variations of stitch lengths, which are probably due to the different total yarn count in the hook depending on the number of yarns and the yarn count of each of them.
Moreover, for overall comparison, plain woven fabrics were produced from the same two PA 6.6 yarns. In fact, some of the knitted fabrics obtained are very dense, as can be woven fabrics.
Measurement methods
The textile fabrics have been characterised to evaluate their physical (grammage and air permeability), morphological (thickness, number of stitches per cm in wale and course or warp and weft directions and tightness) and mechanical (uniaxial and multidirectional tensile behaviour) properties. All these measurements have been performed according to standards or adapted from standardised methods and after a dry relaxation during at least 24 h in the standard textile environment (20 ± 2°C, 65 ± 5% relative humidity).
Physical properties
The grammage was measured on five samples with a size of 100 cm2. 9 The air permeability was measured to evaluate the fabric porosity.
The air permeability was measured on 10 samples of each specimen with an area of 20 cm2 and various depression values depending on the air penetration resistance of the tested specimen. 10
Morphological properties
The thickness was measured under a pressure of 1 Pa; however, SK6 was too stiff to be measured with a pressure of 1 Pa, therefore, a higher pressure of 6.9 Pa was used. 11
The number of wale and course stitches per cm was counted on five different areas on the knitted samples. 12 The tightness was calculated based on the cover factor.
Additionally, the tightness of the knitted fabrics is calculated by considering the cover factor K.
For a fabric with a single yarn, the cover factor is:

It gives:

Where:
di: yarn diameter in cm,
L: stitch length (cm/stitch),
C: number of courses per cm,
W: number of wales per cm.
The yarn diameter (in cm) relative to the yarn count can be expressed as:

Where:
Finally, the cover factor for a yarn is:

The cover factor of a structure made with several yarns knitted in one fabric is as follows, adapted from Knapton and Fong 13 :

For the knitted fabrics used in this study:

Where:
tjd: the yarn count (tex) of the single jersey structure on the dial,
tjc: the yarn count (tex) of the single jersey structure on the cylinder,
tr: the yarn count (tex) of the rib structure,
Ljd: the stitch length of the single jersey on the dial,
Ljc: the stitch length of the single jersey structure on the cylinder,
Lr: the yarn count (tex) of the rib structure.
Therefore:

To compare different fabrics made with different structures and yarns knitted together if the fibres and the structure of the yarns are constant, the cover factor can be simplified as:

It should be noted that an increase in the tightness increases fabric durability in terms of strength and surface abrasion.
Mechanical properties
For tensile testing, uniaxial tensile tests were conducted in wale and course directions as defined in Figure 3.

Tensile test in course direction is defined horizontally along courses and in wale direction is defined vertically along wales (adapted from Weber and Weber 15 ).
The maximum tensile force and maximum tensile elongation in the course and wale direction were measured. 16 According to the standard, five samples with a size of 100 cm² were taken from each knitted and woven fabric in the course and wale direction, weft and warp respectively. The standard was adapted to determine the maximum tensile elongation. The specimen was not clamped with a preload. The measurement of the elongation started directly. This prevented elongation measurements from being lost due to the preload.
The modulus of the knitted fabric is calculated from the force–elongation values. For this purpose, the straight zone was determined and the corresponding final slope was calculated for each sample using the least squares method (Figure 4). From this final slope in load dimension (N), the corresponding final modulus in Pa was calculated by dividing the force by the corresponding cross-section, by considering the width and the thickness of the samples. Therefore, the final modulus obtained corresponded to the tangent modulus for large deformation. The determination coefficient R² obtained between the real corresponding zone of the curve and the straight line is at least 0.97 for IK and at least 0.81 for the SK.

Determination of the final slope in blue from a force–elongation curve.
The multidirectional tensile behaviour was evaluated by bursting strength and bursting distension. 17 Four samples were tested on a surface area of 7.3 cm2, according to the standard. As all samples withstand the maximum pressure without bursting, the deformation is measured at the maximum burst pressure.
Results
Physical properties
Grammage
Grammage is chosen to be the reference parameter because it is one of the most important features in a technical sheet and moreover it is directly correlated with the price of the fabric.
Since grammage can be regarded as a reference parameter for comparing fabrics, this criterion is considered first.
The results presented in Figure 5 show the woven fabrics are very light in comparison to the knitted fabrics. The lightest knitted fabrics SK1 and SK2, which are 1 × 1 rib fabrics, and the plain-woven fabrics W1 and W2 are manufactured with a single yarn, respectively the finer yarn A for SK1 and W1 and the coarser yarn B for SK2 and W2. As expected, the woven fabrics are lighter than the 1 × 1 rib. To compare the innovative and standard fabrics three groups can be defined: (i) IK1 compared to SK3, (ii) IK2, IK3, IK5, IK6 compared to SK5 and (iii) IK4 compared to SK4. These groups are considered for the other criteria measured.

Grammage for the different investigated fabrics: innovative knitted (IK) in blue, standard knitted (SK) in green and woven fabrics W in grey (Table 1). The error bars correspond to the standard deviation. Three groups of knitted fabrics are marked out by the coloured zones.
It is expected that IK3 (BBA) and IK5 (ABB) achieve almost the same values in each case the standard yarn carrier and one special yarn carrier are knitting the coarser yarn and the other special yarn carrier is knitting the finer yarn. For IK2 (ABA) and IK6 (BAB), the results are almost the same. This result is also expected as in both cases, there is one coarser and one finer yarn in each needle.
Contrary to the assumption, SK2 (1 × B) and SK3 (2 × A) don’t achieve the same values although they contain the same number of filaments. SK2 is lighter than SK3 while there is no significant difference in their fabric thickness (Figure 7). The difference in their grammage is significant. A possible explanation is that the two yarns are air-jet intermingled yarns, therefore a combination of two fine yarns doesn’t have the same structure as a yarn with a yarn count twice bigger.
Air permeability/porosity
Figure 6(a) shows the air permeability varies drastically for the different fabrics; between the knitted fabrics as well as between the knitted and the woven fabrics. For the knitted fabrics, SK1 (1 × A) has the highest air permeability, and SK6 (3 × B) has the lowest air permeability for the knitted fabrics. However, the woven fabrics whatever the yarn – fine or coarse – have the lowest air permeability. This result is expected as woven fabrics usually have a lower air permeability than knitted fabrics with the same mass. 18

Air permeability for the different fabrics investigated (a) with the error bars corresponding to the standard deviation and (b) relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.
Figure 6(b) shows that the air permeability of the knitted fabrics decreases when the grammage increases. Their correlation is strong (R = 0.94). Moreover, it can be observed that inside the three groups of knitted fabrics for the same range of grammage, the air permeability is similar.
Morphological properties
Thickness
The results show that the thickness is very different for knitted and woven fabrics, with the woven fabrics being very thin (Figure 7(a)). Although SK1 is the lightest of all the samples, it is thicker than some samples with higher grammage. Due to its very loose stitches, the knit is loose; therefore, it is bulkier and more irregular than other samples. SK6 is the thickest of all samples. This is expected as it contains the most yarns (3 × B). SK2 (1 × B) and SK3 (2 × A) have the lowest thickness of the knitted fabrics. They both contain the same number of filaments (144 filaments).

Thickness of the different fabrics investigated (a) with the error bars corresponding to the standard deviation and (b) relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.
For the same range of grammage, that is, in the same group, the innovative knitted fabrics are thicker than the standard knitted fabrics (Figure 7(b)). This is due to their multi-layered structure which has two separated layers of single jersey connected by a layer of 1 × 1 rib. Therefore, the innovative knitted fabrics are lighter for the same thickness which could be interesting for lightweight applications.
Because, the fabric thickness influences various factors such as the drapability, air permeability, moisture absorbance and heat transfer. 19 It can be expected the innovative fabrics have higher thermal insulation than the standard knitted fabrics, as they are thicker. 20
Number of stitches per centimetre
Both the number of wales and courses per centimetre were measured for all knitted fabrics.
The number of wales per cm of the standard knitted fabrics is higher than the number of wales per cm of the innovative fabrics (Figure 8). In normal knitting with two yarns, they have the same structure. The 1 × 1 rib structure of the standard knitted fabrics makes them contract like an accordion, which increases the number of wales per centimetre. 21 SK3 (2 × A) has the highest absolute value meaning that it contracts the most while SK6 (3 × B) achieves the lowest absolute values and therefore doesn’t contract as much as the other samples. With the innovative technology, one yarn is 1 × 1 rib, and the other two yarns form a single jersey structure. Single jersey structures don’t contract as much as rib structures. Therefore, the innovative knitted fabrics are locked by the single jersey structure in their width resulting in a smaller number of wales per centimetre.

Number of wales per centimetre for the different fabrics investigated (a) with the error bars corresponding to the standard deviation and (b) relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.
The number of courses per centimetre for both standard and innovative knitted fabrics are similar for the same grammage (Figure 9). This can be explained by the fact that for whatever plain jersey or 1 × 1 rib structure, the height of a course does not change for a given stitch length. 22 SK2 (1 × B) achieves the lowest value. As shown in Figure 8(b), the difference between the innovative fabrics does not vary as much as the values of the standard knitted fabrics.

Number of courses per centimetre for the different fabrics investigated (a) with the error bars corresponding to the standard deviation and (b) relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.
Number of stitches per square centimetre
The number of stitches per unit area, that is, stitch density, was investigated (Figure 10) and it was observed that the number of stitches per square centimetre is higher for standard knitted fabrics due to the accordion effect, which is reduced by the single jersey of the innovative structures. SK6 (3 × B) achieves the lowest values meaning that it contains the least stitches per cm² and therefore the largest stitches of all samples.

Stitch density per unit area relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.
Tightness/cover factor
The cover factor for the different knitted fabrics was calculated following equation (8) and is illustrated relative to the grammage in Figure 11.
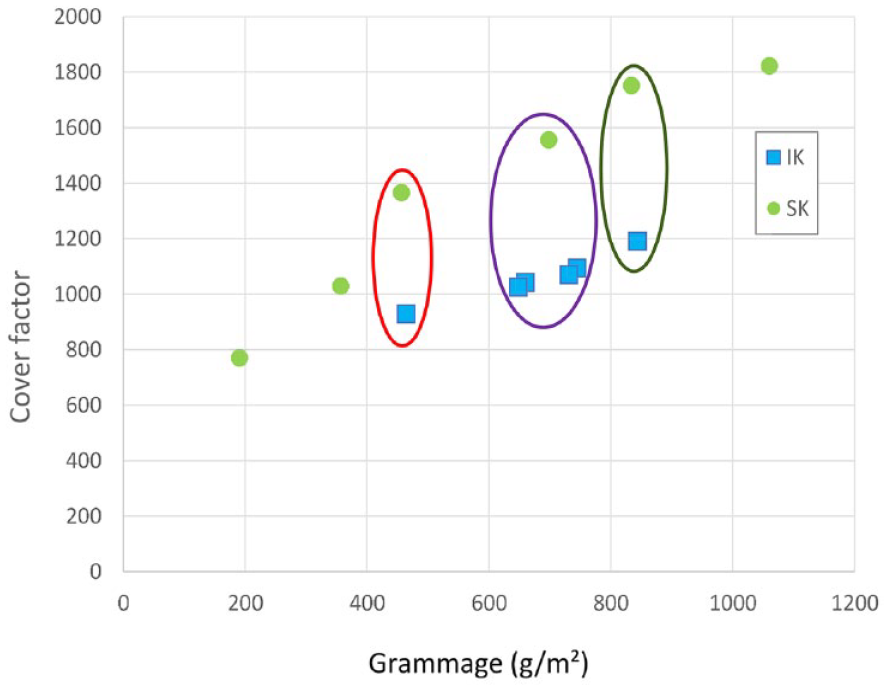
Cover factor for the different fabrics relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.
The innovative knitted fabrics have lower cover factor values than the standard knitted fabrics. This is expected as they are thicker for the same grammage. Therefore, they have a lower grammage and tightness for the same thickness.
As regarding literature 13 our cover factors are very high because, we have several yarns and we consider each yarn as a layer.
Mechanical properties
Burst properties
During the burst test, all the samples withstand the maximum burst pressure (approx. 700 kPa) and none of the samples burst. Therefore, the deformation at the maximum burst pressure is considered (Figure 12).

Deformation at the maximum burst pressure (700 kPa) for the different fabrics investigated (a) with the error bars corresponding to the standard deviation and (b) relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.
SK1 has the highest deformation at maximum pressure, the woven fabrics achieve the lowest values (Figure 12(a)). The standard knitted fabrics show higher values with greater variability. The innovative knitted fabrics show a lower deformation than the standard knitted fabrics (Figure 12(b)). Their values are significantly lower for the same grammage compared to the values of the standard knitted fabrics and closer to the values of the woven samples. This means that the innovative knitted fabrics have less multidirectional deformation. These results were expected as single jersey structures have a lower elongation than rib knit structures.
Maximum tensile force and maximum tensile elongation
The results are presented from Figures 13 to 16.

Tensile strength in the wale (or warp) direction for the different fabrics investigated (a) with the error bars corresponding to the standard deviation and (b) relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.

Maximum elongation in wale (warp) direction for the different fabrics investigated (a) with the error bars corresponding to the standard deviation and (b) relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.

Tensile strength in the course (weft) direction for the different fabrics investigated (a) with the error bars corresponding to the standard deviation and (b) relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.

Elongation at the break in the course (weft) direction for the different fabrics investigated (a) with the error bars corresponding to the standard deviation and (b) relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.
Figure 13(a) shows that the values of the standard knitted fabrics vary significantly. The tensile strength of SK1 has the lowest absolute value, and SK6 has the highest value. The standard deviations of the standard knitted fabrics are higher than those of the innovative knitted fabrics and the woven fabrics meaning that they break at very different tensile forces.
The woven fabrics present the best results relative to the grammage (Figure 13(b)). Compared to their grammage, the standard knitted fabrics have a higher wale-wise tensile strength than the innovative knitted fabrics. In general, the higher the grammage, the higher the wale-wise (or warp) tensile force.
The maximum elongation relates to the value of the maximum tensile force before breaking. Figure 14(a) shows the woven fabrics have the lowest warp-wise elongation. SK1 reaches the highest wale-wise elongation while having the lowest wale-wise tensile strength. SK2 displays the lowest wale-wise elongation. For all the knitted fabrics, the maximum tensile elongation is similar for the same grammage.
The results of the course-wise (weft) tensile strength are displayed in Figure 15.
W2 has the highest weft-wise tensile strength (Figure 15(a)). For the standard knitted fabrics, SK6 achieves the highest values, SK1 the lowest. As with the wale-wise tensile strength, the standard deviations of the standard knitted fabrics are higher than those of the innovative knitted fabrics.
The innovative knitted fabrics have a slightly higher tensile strength than the standard knitted fabrics with the same grammage, with the exception of IK2 (Figure 15(b)). It has a lower tensile strength than the fabrics with the same grammage.
Figure 16 shows, as expected, that woven fabrics have the lowest elongation at break in the weft direction, and almost as low as the break elongation of the innovative knitted samples. The break elongation in a course-wise direction is much higher for standard knitted fabrics than innovative knitted fabrics. This is due to the accordion structure of the 1 × 1 rib structure. 2
Final modulus
It can be seen that the final modulus in the wale direction of the SK first increases sharply with higher grammage and then decreases. The modulus of the IK changes much less as a function of grammage. Overall, the modulus of the SK is higher for the same grammage. The difference between the moduli decreases with increasing fabric weight (Figure 17).

Modulus in wale direction for the different fabrics investigated (a) with the error bars corresponding to the standard deviation and (b) relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.
For both SK and IK, the modulus in the course direction increases with increasing grammage. The slope of the IK is stronger than the slope of the SK. Overall, the moduli of the IK are significantly higher than those of the SK for the same grammage (Figure 18).

Modulus in course direction for the different fabrics investigated (a) with the error bars corresponding to the standard deviation and (b) relative to the fabric grammage; the three groups of knitted fabrics are marked in different coloured circles.
In summary, the modulus of the IK increases strongly with increasing grammage in the course direction, while it remains relatively constant in the wale direction. In contrast, the modulus of the SK increases less strongly with increasing grammage in the course direction, while it even decreases with increasing grammage in the wale direction.
Discussion
All the results obtained show a smaller change in the different physical, morphological, and mechanical properties for innovative knitted structures than for standard knitted structures, except for the final modulus in course direction.
The results obtained are summarised in Figure 19. The innovative and standard knitted fabrics in the same group of grammage are compared regarding the different parameters.

Comparison of IK and SK for the different parameters; the same parameters are in the rows and in the columns from 1 to 13. The cell has the colour of the knitted fabrics with the highest values, that is, green for SK and blue for IK, and the cell is yellow when the values are similar. The lighter the colour the smaller the difference.
The air permeability remains the same despite the fact that the innovative knitted fabrics are thicker. Moreover, the cover factor, which is related to porosity, is lower for IK. Therefore, it can be expected that liquid resin impregnation during the composite material manufacturing process should be better for IK than for SK for a given grammage.
For the same grammage, the innovative knitted fabrics have 10%–20% less stitches per cm² than the standard knitted fabrics. It can be concluded the stitches are 10%–20% larger. This indicates that they produce a larger area of knitted fabric for the same knitting speed and knitting time. Therefore, productivity is higher for innovative knitted fabrics than for standard knitted fabrics.
Overall, SK fabrics are deformed more easily than IK fabrics as shown by the burst deformation results, that is, in all directions, or more precisely in course direction. This property is a disadvantage for technical applications.
SK fabrics have better properties in the wale-wise direction as shown by strength and modulus. For strength, it could be because in the 1 × 1 rib knit all the yarns are in the same shape. If one of the filaments breaks, it is still supported by the other filaments. In innovative knitted fabrics, the yarns are isolated, so they are less able to reinforce each other. The standard deviations of the wale-wise tensile strength of the standard knitted fabrics are larger than the standard deviations of the innovative knitted fabrics. Although they withstand a higher wale-wise tensile force, the breaking force cannot be defined as accurately as for the other samples.
However, IK fabrics are more rigid and resistant course-wise. This feature is very interesting because that is the weakness of weft knitted structures. Figure 20 shows the modulus of wale and course direction in comparison. As seen in previous graphs, the elastic modulus of the standard knitted fabrics is higher in the wale direction, while the modulus of the innovative knitted fabrics is higher in the course direction. It can be observed the moduli of the IK are of the same order of magnitude in both directions, wale and course, which is not the case for SK. Moreover, for a specific IK, that is, IK2, the modulus is the same in both the wale and course directions (red circle); this knitted fabric is perfectly balanced. It means in both course and wale directions it has the same modulus, that is, the final slope (Figure 3). This property can be very interesting for several applications, for example, composite materials. This behaviour is typical of woven fabrics but not of knitted fabrics. Nevertheless, it can be achieved by inserting weft and warp inlay yarns in a knitted structure, 23 but the drapability is reduced because of the reduction of course-wise deformation.

Modulus of wale and course direction in comparison; the line represents equality between both moduli; the red circle corresponds to IK2 moduli and the green circle is for IK1 and SK6.
It can be observed from Figure 20 for IK, if the modulus in course direction increases, the modulus in wale direction stays stable in a range between 20 and 30 MPa. However, for the SK, the modulus in the wale direction is higher than the modulus in the course direction. If the modulus in the course direction increases, the modulus in the wale direction decreases rapidly. None of the standard samples achieves as balanced results as IK2. The two patterns in the green ring are very close to each other. The pattern closest to the balanced modulus (IK2) is SK6 with a grammage of over 1000 g/m². The adjacent IK1 has a grammage of only 463 g/m² and is therefore only about half as heavy as SK6. This innovative technology makes it possible to achieve a balanced modulus with a grammage of under 700 g/m². A balanced modulus is not achieved with standard knits; the nearest is over 1000 g/m².
Conclusion and outlook
In this paper, a new knitting technology is presented producing innovative knitted structures. The fabrics obtained are compared in terms of physical, morphological and mechanical properties to 1 × 1 rib knit fabrics made from the same yarn with the same process parameters. The grammage is used as the reference factor because it is an important part of the price of a knitted product and the other properties are compared concerning this reference.
The studies show that innovative knitted fabrics exhibit useful characteristics for different applications, especially for technical applications such as composite reinforcements. They are expected to be easier to impregnate than standard knitted fabrics. They are less stretchable than standard knitted fabrics, especially in the course direction, and are also more rigid in this direction.
A very interesting characteristic is they can be mechanically balanced in course and wale directions and, when the grammage increased, the modulus in the wale direction remained almost constant while the modulus in the course direction increased. This makes them interesting for applications where high dimensional stability is needed, that is, composites, medical textiles as bandages.
The innovative knitted fabrics are thicker than the standard knitted fabrics. They have a smaller number of stitches per square centimetre which results in a higher production in the same knitting time. Furthermore, the innovative knitted fabrics are less tight.
Furthermore, the two different sides of the innovative knitted fabrics provide many other applications such as shaped textiles (with elastic material on one side), reversible fashion garments (with two different coloured sides) and functional clothing (one side warming, other side cooling; one side water absorbent, other side water repellent), reversible home textiles (e.g. blankets, room dividers) or medical textiles (one side is knitted with antibacterial material).
The results presented above, the ability to knit different structures and yarns with a separation in between as well as the ability to significantly increase the productivity of knitted fabrics make them an attractive technology for the future of knitting.
Footnotes
Acknowledgements
The authors thank PHP fibres GmbH for providing the yarns and the woven fabrics.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The project was funded by the European Regional Development Fund (ERDF) (ERDF funding code: EFRE – 0400310).