
Abstract
4D printed products can change shape under external stimulation, and the deformation design of material and structure is directly built into the material, which simplifies the manufacturing process from design concept to physical object and allows the object to be automatically assembled and conformed, realizing the integration of product design, manufacturing, and assembly. In recent years, 4D printing technology has also received widespread attention in the smart textile industry. This paper aims to promote the diversified and efficient development of the smart textile industry and expand the scope of the application of additive manufacturing technology. First, the evolution of 4D printing and its intrinsic relationship with 3D printing are examined. Then, the types of 4D printing smart textile technologies and their characteristics are presented, and the influence of relevant parameters of each type of technology on the molding quality, deformation mechanism, and driving performance of printed models is discussed. Materials for 4D printing of smart textiles are further described, including shape memory materials, hydrogels, and elastic liquid crystals. To adapt to the specific properties of textile applications, 4D printing technology has developed from the structural level of textiles to create smart textiles with adjustable shapes, properties, or functions. Then, the applications of 4D printed smart textiles in different fields are summarized. Finally, some problems currently faced by 4D printed smart textiles are discussed, and their prospects are projected.
Keywords
Introduction
Every facet of daily life involves textiles, from haute couture to medical protective gear, life-saving airbags in automobiles to parachutes in space return capsules. The fundamental requirements of people are met by textiles, and they continue to advance. The relentless pursuit of enhancing the functionality of textiles is one of the key factors supporting the sustainable development of the textile industry. Smart textiles, as textiles with special functions, have become a hot research topic today. It produces actuation, sensing, color-changing, and energy-harvesting capabilities by altering the form of the structure in response to external stimuli such as temperature, pressure, current, light, humidity, and solvent. 1 It is widely utilized in soft robots, wearable electronics, dynamic camouflage, biomedical, and other industries and has the benefits of high stress, high flexibility, high peak output rate, and stable mechanical properties.2–4
Tibbit was the first to put forth the idea of 4D printing, 5 which is closely related to 3D printing technology. With its benefits of low cost, considerable creative freedom, and a variety of material options, 3D printing has been advocated in the textile industry. This type of technology combined with smart materials with shape memory opens up a new avenue for exploring 4D printed smart textiles. The essential elements of 4D printed smart textiles, therefore, include the development and synthesis of new materials with different responsive forms using equipment and the ability to print complex shapes using advanced additive manufacturing techniques. 3D printing is also a new manufacturing technology with applications in the textile sector. 3D printed textiles differ from 4D printed textiles in that 3D printing involves digitally modeling the textile structure and form and selecting the appropriate printing technology for the object to be printed. But 4D printed textiles combine textile design with smart materials, and the microstructures printed can change according to pre-designed trajectories at specific times and activation conditions. Moreover, 4D printing can create many variations in color, volume, and shape that are impossible with 3D-printed objects. The United States Army Research Office is studying the use of 4D printing technology in textile garments that can change color or bend light to camouflage soldiers and protect them from harsh environments by altering permeability or stiffness. 6 At Singapore University of Technology and Design, Ge et al. used a light-curing device that can print multi-component and introduced bifunctional oligomers, ethylene glycol, and dimethacrylate as crosslinks as printing precursors with methacrylate as the main chain, and synthesized thermosensitive shape memory polymers under the action of trimethyl benzoy photoinitiator, and the glass transition temperature, strain, and elastic modulus of the material can be adjusted by adjusting the content of the crosslinked chains to meet certain driving properties. 7 They have used this method to make different kinds of actuator devices, and by changing the temperature of the device, they can see how the volume and shape change over time.
4D additive manufacturing technology is still in the initial stages of research, but it has great potential for application in many fields, such as textiles and apparel. This paper provides a brief overview of the evolution of 4D printing technology and provides a systematic account of the types of processes and material options for 4D printed smart textiles. The development of 4D printed smart textiles from the textile structure level is further explored. A comprehensive study of the application of 4D printing technology in smart textiles provides new possibilities for the production and manufacture of smart textiles and drives the transformation and upgrading of the traditional textile industry.
Evolution of 4D printing
3D printing is an additive manufacturing process based on digital model files that use bondable materials such as powdered metals or polymers to make products by printing layer by layer. 8 The technology is built on cutting-edge technology from numerous fields, such as information technology, precision mechanics, and materials science. It has been used in the biomedical, aerospace, digital entertainment, architectural engineering, and textile industries by merging it with manufacturing processes like CNC machining, casting, cold metal spraying, and silicone molding. 8 Depending on the manufacturing medium, the various 3D printing technologies can be categorized into three primary groups: solid, liquid, and powder additive manufacturing. 6 Solid additive manufacturing is the process of layer-by-layer printing of solid materials. The most widely used kind of solid additive manufacturing is fused deposition molding (FDM), which prints materials that are primarily thermoplastic polymers. The advantages of solid-state additive manufacturing include a minimal initial investment, a secure working environment, and a wide range of material options. However, the rough surface it has after molding, which necessitates the removal of support and polishing treatment, can raise the cost of production. The printing process of powder additive manufacturing involves heating and sintering powdered materials. The primary technological categories are selective laser sintering (SLS), selective laser melting (SLM), electron beam melting (EBM), and binder jetting (BJ), which are capable of using a wide range of powder materials, including metals, alloys, ceramics, and polymers. Fast molding speeds, improved dimensional precision, and high material utilization are all advantages of powder additive manufacturing, but it also has drawbacks, such as a rough surface from powder sintering and a difficult post-treatment process. By curing liquid materials layer by layer, liquid additive manufacturing creates 3D solids. These processes include PolyJet, DLP, and stereolithography (SLA), and the liquid materials employed include resins, waxes, polymers, elastomers, and metamaterials. Although liquid additive manufacturing offers superior surface quality, high dimensional precision, and no support structure, it still has issues with its high maintenance cost and limited material use. Although 3D printing technology can print a variety of objects using different devices and materials, the shortcoming is that the printed objects still need to be assembled, lacking flexibility and environmental adaptability, for which scientists have proposed 4D printing technology. 9
4D printing is based on 3D printing, but it is different from 3D printing, which makes static microstructures. 4D printing technology means that the structure printed by 3D technology can change its shape or structure under external stimulation, and the deformation design of material and structure is directly built into the material, simplifying the process of making things from design concepts to physical objects, allowing objects to be automatically assembled and conformed, and realizing the integrated integration of product design, manufacturing, and assembly. 5 The successful development of such dynamic functionality and performance is largely dependent on the additive manufacturing process, stimulus-response materials, stimulus factors, interaction mechanisms, and mathematical modeling, and is often used in conjunction with geometric programing for CAD and finite element analysis. 10 Among these, smart materials and their strong reaction to particular environmental stimuli are crucial factors for promoting 4D printing technology. The selection of ideal materials for 4D printing is based on three principles: printability, rapid reaction to stimuli, and common needs for specific sectors, such as biocompatibility for biomedical applications.11–13 Therefore, the materials now accessible for 4D printing include shape memory polymer (SMP), shape memory alloy (SMA), liquid crystal elastomer (LCE), and hydrogels.14–16 Moreover, the stimulus-driven deformation of 4D-printed structures is primarily split into exterior and interior stimuli. External stimuli include moisture, temperature, light, electric, and magnetic forces, whilst interior stimuli mostly consist of cellular traction. 17 4D printing combines 3D printing technology, digital modeling, and deformation-driven behavior to enable the creation of smart fabrics with multidirectional augmentation and structural flexibility.
Types of technology for 4D printed smart textiles
4D printing technology is an advancement of 3D printing technology. 3D printing is based on printing static materials that do not change shape or form, while 4D printing is able to use intelligent materials that can self-assemble, self-heal, and self-adapt over time and under conditions such as external stimuli. 4D printed materials can be printed using 3D printing technology, and the type of technology used to print is critical to the functional properties of the printed material and the driving properties required to print the structure. Each printing technique has its own manufacturing advantages and drawbacks, as well as the type of material to which it is most suited. However, not every printing technology is suitable for printing smart textiles. It is usually affected by a number of things, such as the printing method, the speed of molding, the composition of the material, the quality of the surface, and its mechanical properties. The current additive manufacturing technologies utilized for 4D printing of smart textiles can be divided into material extrusion technology 18 and light-curing molding technology,19,20 as shown in Figure 1.

Technical schematic diagram of 4D printing smart textiles: 25 (a) fused deposition modeling, (b) direct ink writing, (c) stereo lithography appearance, (d) digital light processing, and (e) PolyJet.
Material extrusion technology
Material extrusion is the earliest and most prevalent additive manufacturing process. 21 Material is extruded from a nozzle and selectively deposited in this additive manufacturing method. Common material extrusion techniques, such as fused deposition molding (FDM) and direct ink writing (DIW), 22 are applicable to the 3D printing of textiles because they enable the rapid and simple creation of complex 3D periodic structures. 23 In addition, this type of material extrusion technology is applicable to many material systems and can use all kinds of smart materials, 24 showing great potential for application in the field of smart textiles.
Fused deposition modeling
FDM is a common additive manufacturing technique for 4D printing. It uses electrical heating to melt the filamentary material until it is semi-fluidized, extrudes it through micro-fine nozzles of different diameters, and moves along a set cross-sectional path by a three-axis control system. As the height increases, the size and form of the layer sheet profile change, and when it changes to a certain extent, auxiliary structures must be created and printed to provide positioning and support for succeeding layers. After printing a single layer, the construction platform is lowered by one layer before a new layer of cross-sectional extruded curing is performed. This process is repeated layer-by-layer until the entire solid modeling is complete, 25 as shown in Figure 1(a). FDM utilizes hot-melt extrusion heads instead of precious metal components such as lasers, resulting in lower equipment and maintenance costs. The overall system construction principle is simple, the printing process is easy to operate, and post-processing is relatively simple for technologies that require light-curing of the printed part first, since FDM can directly finish the printed part by gluing, grinding, and coating. However, this printing process is not without its drawbacks, such as a rough molding surface and weak printing vertical angles. To solve these difficulties, researchers have conducted in-depth technical and material studies. Tian et al. 26 investigated the interface, quality, and performance of printed parts, and they concluded that the optimal temperature for nozzle heating is 200°C–230°C for a material with a 27% fiber concentration and maximum bending stress of 335 MPa and a bending modulus of 30 GPa. Duigou et al. 27 manufactured continuous flax fiber/PLA reinforced biocomposites using FDM. The team also printed wood fiber biocomposites and was able to modify the FDM-induced porosity. 28 Moreover, the raster angle, extrusion rate, platform temperature, nozzle temperature, and nozzle speed affect the molding quality of 3D-printed items made with FDM technology.29–31 Among those, the extrusion rate is the rate at which the wire is extruded from the nozzle onto the build platform, and its speed directly impacts the recovery stress and shapes the recovery rate of the component. Monzon et al. 32 utilized FDM-printed TPU coils to demonstrate shape change behavior after heating, demonstrating that slower extrusion rates generate better deformation quality, resulting in higher recovery stress and shape recovery rates.
Direct ink writing
DIW is an alternative to FDM printing technology, and its printing principle is similar to that of FDM. It develops microstructures layer by layer by moving an ink-filled dispenser on a computer-controlled machine. However, DIW differs from FDM in that the ink leaves the nozzle and uses its rheological qualities to form the shape and structure of the item rather than drying or curing. DIW material extrusion methods include piston extrusion, screw extrusion, and pneumatic extrusion, as shown in Figure 1(b). The piston extrusion method uses a solid object as the piston and pushes the piston into the chamber to extrude the fluid material via the nozzle. 33 The piston extrusion method appeared the earliest, and has the characteristics of a simple structure, can effectively reduce the weight of the extrusion mechanism, and better thermal insulation measures. 34 Screw extrusion is driven by the rotation of the screw to extrude semi-fluid material from the nozzle. 25 The advantage of the screw extrusion method is the stable state of the extruded filament of the nozzle, which can speed up the pace of extruding materials with a high viscosity. Pneumatic type material extrusion is controlled by a solenoid valve to pass gas into the barrel and extrude the paste material or molten material inside the barrel from the nozzle. 25 Compared to piston extrusion printheads and screw extrusion printheads, pneumatic extrusion printheads have a simpler structure, a faster printing speed, and the ability to utilize a greater variety of molding materials. DIW can utilize materials with a variety of compositions and properties, including functional polymer systems, conductive polymer systems, and multi-substance material systems. Su et al. 35 utilized DIW to print numerous patterns of polyurethane/carboxymethyl cellulose (PU/CMC) and polyurethane/silicon dioxide (PU/SiO2) composites, such as circular lattices, stars, MU logos, squares, and three-petaled flowers. The circular lattice and MU logo were printed using eight layers of PU/CMC composite with a CMC weight ratio of 25%wt. The star pattern was printed on 27 layers of PU/CMC composite with a CMC weight ratio of 37.5% wt. The square and three-petal flower patterns were created using 10 layers of PU/SiO2 composite material with an 8% SiO2 weight ratio. The square and three-petal flower patterns were created using 10 layers of PU/SiO2, and the composite material contained 8% SiO2. Different mixes of these materials produce patterns with shape-memory properties. The circular lattice is programed to a cylindrical shape and recovers to its original shape after reheating above Tg; similar outcomes were seen for the remaining designs after deformation and heating. Chen et al. 36 produced hierarchical multi-material 4D microstructures using photomask-assisted DIW and two-stage curing techniques. The approach is utilized to physically interlock the cross-linked network of the photocurable resin and the shape memory epoxy resin to create a gradient structure consisting of many layers. In addition, adjustment of printing parameters such as print speed, print path, and deposition speed also allows for position-specific shape deformation behavior in a single material. Ren et al. 37 designed several structural shapes with different print paths and print speeds using DIW-printed LCE materials.
Light-curing molding technology
As one of the earliest technologies created in the field of additive manufacturing, light-curing molding technology has been thoroughly researched and widely implemented. It is based on the principle of photopolymerization of photosensitive materials, and the solid is formed by layer-by-layer curing with light. 38 The three main types of technologies presented here are SLA, DLP, and PolyJet, which have high spatial resolution and high manufacturing speed and are capable of printing textile-like structures and even more complex geometries with a relatively good surface finish.22,39 As technology keeps getting better, it has become possible to combine photocure molding with smart materials to make microstructures that hold their shape well and can change back to their original shape. 40
Stereo lithography appearance
SLA technology is suitable for the development of new products, the production of irregular and complex-shaped parts, the production of large parts, the design and manufacture of molds, the evaluation of product design and assembly inspection, and has a wide range of applications not only in the manufacturing industry but also in the fields of materials science and engineering, medicine, culture, and the arts. 25 SLA is based on the utilization of a powerful light source to take advantage of the properties of photosensitive materials that are hardened by light to rapidly solidify and mold them. This technique is repeated layer by layer in the SLA printing process to cure the material and form each layer of the manufactured object, as shown in Figure 1(c).SLA technique is also one of the most frequently employed technologies for 4D printing. Ge et al. 7 employed SLA to print a variety of miniature grippers with varying designs, including varied sizes, the number of bits, material location, and gripper mechanisms to achieve varying functionality. When heated, the closed (open) gripper can be set to open (close) and activate the gripping (releasing) function. Complex or difficult-to-manufacture structural geometries can be printed with SLA technology, and the printed products have superior surface quality compared to traditionally machined parts. 39 Typically, SLA employs photosensitive resin as the printing material, which can swiftly undergo a photopolymerization reaction when exposed to ultraviolet light, transforming the material from a liquid to a solid state. Resin-based materials have limited tensile strength, flexural rigidity, and thermal resistance. Hence, things created with this material are not durable. To optimize the mechanical properties of the printed object, the use of the SLA technology necessitates a post-curing treatment following the printing process. As the field of materials science continues to advance, intelligent materials are being synthesized for SLA printing to provide components with superior structural stability and driving performance. 41 Choong et al. 42 improved SME performance by introducing nano-silica into the resin material, resulting in improved shape fixation and recovery, as well as long cycle life. Zhao et al. 41 synthesized a UV-curable polyurethane prepolymer, and this polymer was used to fabricate objects with SLA. Also, Lu et al. 43 came up with a way to use magnetic-assisted stereolithography to make intelligent materials that can be used in a wide range of new ways.
Digital light processing
DLP falls under the broad category of “Liquid Resin Light Curing Molding,” which is similar to SLA. However, DLP uses a high-resolution digital light processor projector to cure liquid photopolymerization layer by layer, with each layer being exposed in a single exposure using a selectively masked light source. Curing a cross-section of a single layer of the part in a single exposure increases the printing’s efficiency significantly. The DLP printing system comprises a DLP projection system, a mechanical motion system, and a master control system with computation and control capabilities. 25 The master control system must slice the 3D model of the manufactured part into a series of 2D flat images, after which the DLP projection system is directed to project the images while the projected ultraviolet (UV) light triggers the local free radical photopolymerization, which transforms the liquid photopolymer into a solid 3D object, as shown in Figure 1(d). In the process of printing smart textiles using DLP technology, the relationship between the UV energy absorbed during UV irradiation and the curing thickness of the light-cured material is a crucial variable. Zhao et al. 44 used DLP technology to print environmentally responsive self-folding origami structures based on poly (ethylene glycol) diacrylate (PEGDA), and by adjusting the intensity of light, polymers with different degrees of cross-linking could be obtained. DLP prints faster can withstand high strain deformation, and prints complex structures with high precision. Choong et al. 45 utilized DLP technology to print tert-butyl acrylate (TBA) and ethylene glycol diacrylate (DEGDA) to develop a thermally responsive C60 bucky-ball with a 45 mm diameter, 12.5 mm per strut length, and a 3 mm diameter. The C60 bucky-ball was heated to a temperature above its Tg (65°C) in hot water, then manually opened and cooled to a temperature below its Tg (27°C) to form a temporary flat structure. The transformation from a closed shape to a completely open, flat structure demonstrated its resistance to extreme strain. The flat structure was then re-submerged in hot water and returned to its original form 11 s later. In addition, Invernizzi et al. 46 used DLP to print objects composed of polycaprolactone (PCL) and urea pyrimidinone (UPy) polymers, which exhibited excellent shape memory and self-healing properties and could be used as soft actuators.
PolyJet
PolyJet combines the two processes of liquid print molding and light-curing liquid resin molding. 25 PolyJet has the advantage over other additive manufacturing technologies in that it can configure smaller layer heights to print high-quality components with a less apparent step effect. 47 The PolyJet printing system is comprised of an ultraviolet light source, printing components, material containers, and a build platform. The printing process needs to heat the liquid material to the appropriate extrusion and molding viscosity, and then the nozzle shoots tiny droplets of the liquid material at a specific reaction rate and speed to deposit the liquid material by UV curing, 48 as shown in Figure 1(e). PolyJet printing is compatible with a broad variety of polymer materials, including those that are incompatible with other printing processes. Bodaghi et al. 49 utilized PolyJet technology to print an adaptive metamaterial lattice structure composed of SMP actuator units arranged in a periodic pattern. The lattice first undergoes lateral expansion when heated in a metamaterial construction before changing structurally. After continuous heat exposure, the DM8510-SMP fibers change the metamaterial lattice back to its original state. Because the mass of the lattice structure doesn’t change during the change, but the geometry and stiffness do, the dynamic properties of the structure can change over time. PolyJet printing mostly utilizes liquid or molten materials, necessitating the building of support structures. These support structures are removed from the fabricated parts using different methods, such as sonication in a sodium hydroxide solution, heating, or the use of high-pressure water jets. 50 According to previous research, mixing tripropylene glycol diacrylate (TPGDA) with triethylene glycol methyl ether (TGME), a solvent with a high boiling point, produces a sprayable support material. TGME is also an efficient addition that decreases the mechanical characteristics of the cured TPGDA structure by creating a porous structure. 51
Material selection for 4D printed smart textiles
Currently, 4D printing technology is in its infancy, and so is its application to textiles. The majority of the work is performed in a laboratory setting for prototyping and research purposes. Thus, the large-scale production of 4D-printed textiles has not yet been realized. Still, the 4D printing materials that are currently available can still be used in many ways in the textile field.
Shape memory alloy
Certain materials with thermoelastic or stress-induced martensitic phase transformation are in the martensitic phase state, and after a certain limit of deformation, in the subsequent heating and beyond the martensitic phase disappearance temperature, the material can be fully restored to its pre-deformation form and volume. This phenomenon is called the shape memory effect (SME). 52 Most of the time, metals that have this property are alloys made of two or more metals, so they are called SMA. is a composite material that combines “sensing” and “actuation” and is capable of sensing environmental stimuli while changing the structure’s shape autonomously. In the past few years, it has become more common to make SMAs using 4D printing technology. 4D printing technology can make SMAs with different properties and use them to make complex 3D structures that can be used to make products with special properties, like smart textiles. NASA’s Jet Propulsion Laboratory utilized 4D printing technology to make a “space textile” composed of small silver squares by printing SMA, 53 as shown in Figure 2. This textile has considerable promise for use in antennas, spacesuits, and shielded spacecraft due to its outstanding reflectivity, passive temperature management, foldability, and tensile strength, as well as its ability to alter its shape and function in response to various stimuli. The Ni-Ti alloy is the most widely researched and applied SMA material. Composed of 56% Ni and 44% titanium, it possesses an exceptional shape memory effect, super elasticity, fatigue resistance, wear resistance, corrosion resistance, and biocompatibility. Coelho and Berzowska 54 created the garments “Vilkas” and “Kukkia” using Ni-Ti-shaped memory alloy wire. The portions of the garments created with Ni-Ti shape memory alloy wire altered shape in response to thermal stimulation, and when the heating was terminated, the material reverted to its original form as it cooled. Moreover, SMA has applications in the design and manufacturing of flexible electronic components for intelligent e-textiles. Akbari et al. 55 developed SMA-driven soft actuators with variable functionalities and diverse deformations. First, two substrates with different properties were printed to regulate the flexible and rigid sections of the brake. Second, the spatial variation of the flexible and rigid segments was controlled to achieve the performance of the printed structure. The printed multi-material soft actuators can bend, twist, and stretch in many different ways.

4D printed shape memory metal space fabric. 53
Shape memory polymer
SMP is a category of smart materials that can be pre-bent and then respond to external stimuli to return to their original shape. 56 Based on the various stimulation variables, it can be classified as a thermogenic SMP, an electrogenic SMP, a photogenic SMP, or a chemosensory SMP. Compared to SMA, SMP is less dense, has a higher modulus of elasticity, is more flexible, and is more biocompatible. 57 SMP is the most researched and applied material type in 4D-printed smart textiles, such as polyurethane polymers and polylactic acid polymers, which may alter the shape in response to external stimuli. These materials are relatively inexpensive to produce and can be easily reinforced by mixing them with other materials to create composites with specified properties. In addition to simple shape changes, 4D-printed SMPs can be self-deforming, self-assembling, and self-healing through the use of predefined deformation schemes, such as target shapes, attributes, and functions. Leist et al. 58 used FDM-printed PLA to manufacture smart textiles that incorporated shape memory behavior into a mesh nylon fabric that utilized thermal stimulation (70°C) to change shape and regain its original shape after 60 s. Zarek et al. 59 employed the SLA technique to print objects made of PCL material exhibiting shape memory behavior under external stimuli, as shown in Figure 3. Figure 3(a) shows a cardiovascular stent model with dimensions of 3 cm in length, 600 µm in thickness, and a 2.5 mm × 2.5 mm aperture. The cardiovascular stent regains its normal shape when heated to 70°C using a heat gun. Figure 3(b) and (c) show models of the Eiffel Tower and a bird with a height of 6 cm and a wing span of 3 cm, respectively, and the same return to the original shape occurs when the temperature hits 70°C using the same techniques. Moreover, by manipulating the temperature, it is feasible to achieve their recurrent cycle transformations into various transient forms. Wu et al. 60 printed silicon-based polymers containing acrylate to create a shape-memory effect using the DIW method. Because the hollow shell is filled with gas, expands in response to heat, and can be fully recovered at 110°C, this type of component can be used to dampen vibrations by changing the temperature.

4D printing shape memory polymers: 59 (a) cardiovascular stent, (b) Eiffel Tower model, and (c) bird with wings.
Hydrogel
Hydrogels are three-dimensional networks of soft materials formed by hydrophilic polymers relying on physical or chemical cross-linking, with high water content and high moisture retention, which can swell but not dissolve in water and can highly simulate the natural extracellular matrix environment. Hydrogels’ water content and biomechanical properties can be adjusted, resulting in human-like tissues and porous structures, good permeability release of drugs, and influencing substances, making them attract wide attention in the fields of tissue engineering, drug delivery, regenerative medicine, and smart textiles. 25 Stimulus-responsive hydrogels are hydrogel materials whose physical or chemical properties can change in a controlled manner when subjected to specific external stimuli such as temperature, pH, ion concentration, electric field, and magnetic field. 61 Its form change is dependent on the composition and structure of the material, and when both are isotropic, the hydrogel expands in an isotropic manner. To achieve more sophisticated form changes, such as bending, folding, or twisting, an expansion mismatch in the driving component is necessary to generate internal stresses. As shown in Figure 4, Guo et al. 62 employed a precursor gel containing agarose, acrylamide (AAm), and lithium saponite to generate parts by 4D printing in the agarose sol-gel state at a temperature of 95°C. The structures that comprise hydrogels are frequently fragile and brittle as a result of their noticeable mechanical strength deficiencies. Figure 4(a) depicts the polymerization and chemical cross-linking of AAm under UV light, followed by the reversible self-assembly of agarose nanofibers below 35°C to create a robust double network hydrogel. As shown in Figure 4(d), heating the hydrogel between 55 and 85°C causes the nanofibers to degrade into flexible chains within the cross-linked polyacrylamide (PAAm) matrix, resulting in a decrease in energy storage modulus (E’). The printed object can be softened and deformed at high temperatures, then gradually hardens as the temperature drops and re-softens and deforms after re-heating; thus, the hydrogel-made parts cycle between softened and hardened states as the temperature changes, as shown in Figure 4(b) and (c). Moreover, Naficy et al. 63 combined poly (N-isopropyl acrylamide) (PNIPAM) with the thermally inert polymer poly (2-hydroxyethyl methacrylate) (PHEMA). The manufactured bilayers could convert from a flat state to a controlled three-dimensional structure below 32°C and back to a flat state above 32°C upon drying.

4D printed thermally responsive hydrogels: 62 (a) self-assembled nanofibers, (b) whale-shaped hydrogel, (c) octopus-shaped hydrogel, and (d) storage modulus of the hydrogel material during heating and cooling cycles (E’) Evolution.
Liquid crystal elastomer
When covalently bonded into a flexible polymer network, LCE enables liquid crystals to acquire certain features in elastic materials, such as reversible drive, soft elasticity, and anisotropic response.64–66 These materials have an obvious advantage over other polymers in that they can perform reversible actuation without the need for reprograming to establish temporary forms. 67 The stretch-deformation function of LCE is based on the primitive orientation of liquid crystals, and liquid crystal elastomers with a higher degree of orientation ordering exhibit greater deformation rates. 68 Typically, liquid crystal substrate orientation techniques include surface friction, electric field, magnetic field, mechanical stretching, and optical orientation methods. However, these techniques are limited in the thickness of the material that can be oriented, and as the thickness of the liquid crystal elastomer increases, the orderliness of its substrate orientation deteriorates gradually. 68 As for 4D printed LCE materials, uncross-linked liquid crystal oligomers are extruded via the nozzle, and the shear stress generated during the extrusion process allows the liquid crystal elements to align spontaneously along the printing path. By programing the local alignment of liquid crystal mesocrystals, not only is the molding quality of LCE enhanced, but its deformation mode is also enriched. 69 Ambulo et al. 70 were able to effectively regulate the spatial monocrystal order of the LCE structure and the stimulus-response response of the manufactured component by designing the print path utilized to create the 3D object. In addition, LCE materials may follow various paths in one construction, although they usually have the same properties, which are mostly dictated by printing factors such as printing temperature, nozzle size, and distance between the nozzle and the build plate. Setting the important printing parameters can change the printed object’s properties, like driving strain, driving stress, and mechanical stiffness. Ren et al. 37 fabricated several structural shapes using 4D printed LCE materials, and by setting up different print paths and print speeds separately, they generated localized regions with different degrees of distortion and bending. LCE also has tremendous application potential in the realm of smart textiles. Roach et al. 71 developed a method for printing reversibly driven LCE fibers with DIW. In this case, LCE was made from a thiol and a bifunctional acrylate monomer through a two-stage thermal light-curing process. Long fibers are produced by extruding LCE ink combined with nanoclay to improve viscosity through a nozzle onto a revolving mandrel. After printing, the fibers are initially thermally cured, followed by mechanical stretching and light curing to align the liquid crystal chains for stress-free reversible activation. Knitted, stitched, and woven LCE fibers create a variety of smart textiles, as shown in Figure 5.

Various smart textiles made of LCE fibers: 71 (a) parallel knitted shrink textiles, (b) textiles with LCE/Agsis conductive fibers, and (c) activatable flower-like blooming textiles.
Design ideas for 4D printed smart textile
4D printed smart textiles use smart materials with special qualities to make shape changes or drives and then print the smart materials into specific structures that are regulated to change the shape or configuration of an object in response to environmental stimuli. The hierarchy of traditional textile manufacturing is fiber material, yarn structure, and textile form. Based on the structural level of textiles, intelligent 4D-printed textiles are created by transforming 1D materials into 2D threads and 3D shapes.4D printing permits the manufacture of dynamic textile constructions with modifiable forms, properties, and functionalities. This capability depends greatly on the combination of intelligent materials in 3D space. 72 From the material point of view, there are two main ways to use 4D printing technology to manufacture textiles from the material point of view, namely, using flexible smart materials to directly print three-dimensional textile structures, or printing textiles by mixing textile fiber materials with smart materials such as hydrogel, carbon nanotubes, graphene, and dual wafers during the printing process, which maintains the basic characteristics of textile fiber materials and also adds the characteristics of new materials. Tibbits 5 prints a single-stranded structure that can turn into the letter “MIT” in water by self-folding matrix, transforming its shape from 1D to 2D, as shown in Figure 6(a). This construction is comprised of both rigid and intelligent materials. The intelligent material is a hydrogel that swells when submerged in water, whereas the rigid material remains unchanged in water. This difference creates a mismatch in stress and causes the entire form to shift in a certain direction. The position and volume of smart and rigid materials in the structure can be designed to achieve different directions of shape transformation. Using the same principle, Raviv et al. 73 constructed the letter “MIT” to distort over time into a preset format resembling “SAL,” as shown in Figure 6(b). In addition, as shown in Figure 6(f), a sheet structure capable of generating both stretching and folding behaviors is created. Due to the material properties and pre-set geometry, the structure exhibits self-deforming behavior, and the changes in behavior appear recurrent and reversible under the effect of stimuli. Zhang et al. 74 built a variety of helical structures with varying helical angles, as shown in Figure 6(c). The flat composite sheet is rolled into a spiral shape after being heated to 105℃ on a heating plate and cooling to room temperature. The 2D sheet is heated and twisted into a 3D spiral structure, which shows that fibers can be printed at an angle to induce twisting. Tibbits 5 and Raviv et al. 73 have also used alternating upper and lower parts of expandable material to make a lattice planar structure. The lattice sheet can be distorted into a hyperbolic surface when stimulated by water, as shown in Figure 6(d) and (e).

Shape change from 1D to 2D to 3D: (a) straight line to letter “MIT” shape 5 , (b) “MIT” shape to “SLA” shape 73 , (c) 2D planar sheet twisted to 3D helical structure 74 , (d) swellable and deformable network structure of the upper and lower segments 5 , (e) deformation of mesh planes in water into surfaces with double curvature 73 , and (f) stretching and folding behaviors in a single structure. 73
The textile industry is behind other industries when it comes to using additive manufacturing technology. This is because it is hard to get the required strength, flexibility, and other qualities. By directly printing materials with smart properties or structures with specific qualities on textiles, one can satisfy both the inherent properties of textiles and give them new functionalities. 75 The principle is based on the interplay between the elastically tensioned textile surface and the bending-enhancing material’s characteristics. 76 In 4D printing, the textile surface’s elastic pre-tension is exploited as an anisotropic spring reservoir to absorb potential energy. When Schmelzeisen et al. 77 release the pre-tension after printing on a particular area of the textile, a reversion force opposing the elastic stiffness of the reinforcing material in the printed area is generated in the textile. Consequently, the formation of an energy-balanced state results in the transformation of a two-dimensional printed structure into a three-dimensional spatial configuration, as shown in Figure 7(a). Koch et al. 76 managed the variation of the structure’s circumference during the prestress release of the printed fabrication in order to produce a dome-shaped surface, as shown in Figure 7(b). In addition, the structure can switch between two or more suitable states by applying an initial force. The adhesion between the textile substrate and the print substance is crucial for 4D printing on textile substrates. The textile substrate’s surface tension, roughness, fiber shape, twist, yarn hairiness, pore geometry, elasticity, and fabric morphology have a direct impact on the print’s structure, size, and quality. In addition, the impact of the printing technology’s process parameters, such as the nozzle’s temperature and flow rate, the distance between the nozzle and the fabric, the printing speed, and the filling density, must be considered. The Institute for Textile and Clothing Research at the University of Applied Sciences Niederrhein uses additive manufacturing to develop microstructures on textiles that change mechanical properties over time, combining the printing process’s versatility in terms of materials, processes, and dimensions with pre-stretched hyperelastic textiles as energy storage, as shown in Figure 7(c). 4D-printed components can be utilized as actuators due to their capacity to change form and function through materials and architectures. In Figure 7(d), the combination of the fabricated parts printed by Neuß et al. with textiles can result in a localized drive. 78 Three important things are taken into account: the strength of the force that causes the deformation, the effective amplitude of the motion, and the time when the motion happens.

Structures 4D printed on textiles: (a) the driving structure is printed using elastic prestress on the textile surface 77 , (b) the dome-shaped surface is formed by controlling the perimeter of the structure when the prestress is released 76 , (c) the time-varying microstructure structure 78 , and (d) local actuators. 76
4D printed smart textiles application
Soft robot
Soft robots are a new type of soft robot that can adapt to various unstructured environments and interact with humans more safely. 79 The robot body is made using soft materials, which are generally considered to be materials with a young’s modulus lower than that of human muscles. 80 Unlike conventional robot motor drives, the drive method of soft robots depends mainly on the smart material used. Generally, there are dielectric elastomers (DE), ionic polymer metal composites (IPMC), shape memory alloys (SMA), and shape memory polymers (SMP). 81 The objects formed can exhibit properties similar to soft natural biological substances and can maintain their initial operating state even when the robot is stretched and squeezed. 82 Most importantly, these materials are well-compatible with 4D printing technology. 83 Currently, related researchers use 4D printing technology to make soft robot actuators. Lei et al. 84 developed a multifunctional and mechanically compatible skin-like sensor by integrating 3D-printed thermal hydrogel into a capacitive circuit. The prepared smart skin can amplify the capacitive sensor response by tailoring the fiber diameter so that it can sense body temperature, gentle finger touch, and finger flexion motion. In addition to this, sensors and digital integrated circuit (IC) chips can be printed on the surface of textiles, giving them new properties of intelligence. Lopes et al. 85 used textiles to simulate a prosthetic surface on which embedded soft actuators were printed. The circuit of the actuator is printed on transfer tattoo paper or hydrographic paper. The printed circuit is placed in water with the completed circuit. The circuit is separated from the paper and can then be transferred to the water tank by contact with the textile. Although 4D printed smart textiles can be used in soft robots, the driveability and durability of these smart textiles are still challenges that need to be solved for wide application in this field. The LCE fiber developed by Roach et al. 71 uses a conventional loom weaving procedure to create smart textiles and is woven together with standard cotton fibers for soft robots, which can effectively solve problems in terms of driveability and durability.When the textile is heated to 80°C, the LCE fibers shrink, causing voids to be created in the textile, as shown in Figure 8(a). After cooling, the fabric of LCE fiber returns to its initial state. They also placed LCE fibers were placed between two holes designed at the biceps insertion point to simulate the activation properties of the muscle during contraction and relaxation, as shown in Figure 8(b). Smart textiles based on LCE fibers with fast, reversible, and highly controllable actuation can create tougher and more damage-resistant muscles for soft robots.
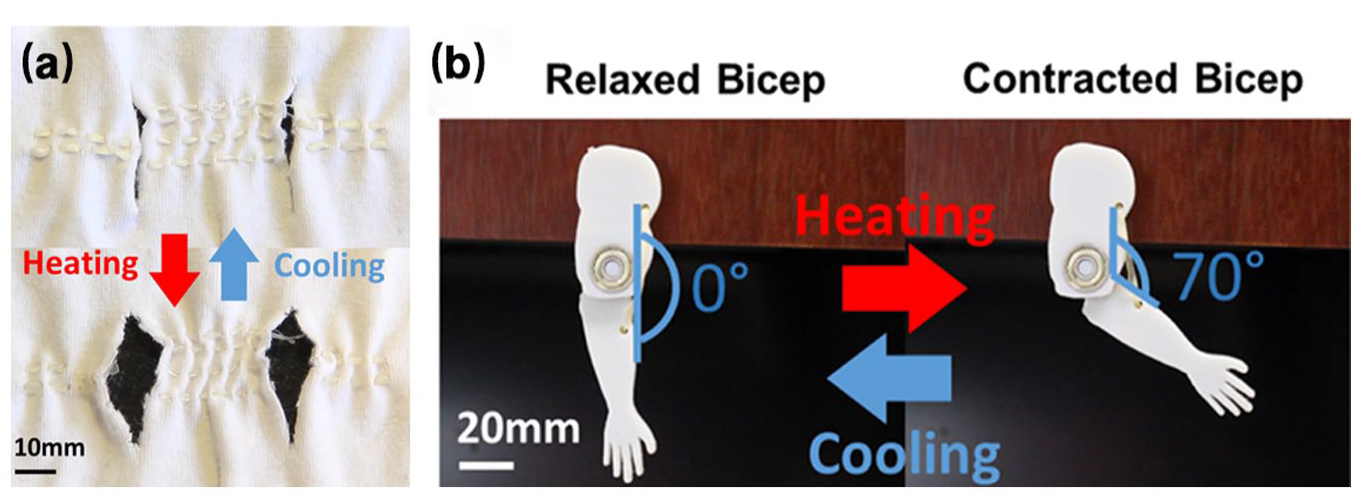
Application of DIW printed LCE fibers: 71 (a) LCE fiber smart textiles create voids when heated and (b) LCE fibers simulate relaxation and contraction of the biceps during heating and cooling.
Healthcare
In recent years, 4D printing technology has been successfully applied in the medical field, playing a key role in the prevention and treatment of some diseases that require implant transplantation. The personalized customization feature allows it to be closer to the patient’s needs, providing a solid foundation for establishing a good bond between human tissue and implants. Chen et al. 86 used additive manufacturing printing technology to prepare MXene reinforced nanocellulose-based smart fibers and fabrics with better control of size and morphology. It is shown that the MXene/nanocellulose composite smart fibers and fabrics have excellent photothermal and electrothermal responses. Moreover, the responsiveness of the fiber fabric becomes more and more obvious with the increase in NIR light intensity and input voltage. When printed composite fiber fabrics are assembled into sensors, real-time monitoring of human motion such as finger flexion, wrist flexion, swallowing, and pronunciation can be achieved. Compared to traditional implant manufacturing processes, 4D printing technology offers significant advantages such as speed, lower cost, better biocompatibility, and less inflammatory response. In addition, 4D printing can create “active” and more complex engineered tissue structures that closely resemble natural tissue structures.4D printing technology in the field of health care applications means that, in addition to assisting medical personnel in the treatment process for patients with physical defects, you can also order suitable rehabilitation props to accurately repair the damage or help such people live a normal life. Lee et al. 87 used 4D printing to create a grip-assist glove for people with reduced hand function. The grip-assist glove used a knitting technique to convert 2D materials into 3D fabrics and used the curvature properties of 3D shapes over time as an aid to human function. In addition to using smart materials to give printed objects shape memory capability, structural design can also enhance the shape memory capability of printed objects. Langford et al. 88 prepared herringbone inlay origami structures using 4D printed PLA fibers to develop minimally invasive delivery of functional biomedical scaffolds with high shape recovery, as shown in Figure 9. The volume of the herringbone tessellated origami structure when compressed and unfolded is depicted in Figure 9(a) to (c). The usual constant recovery rate of PLA filaments is about 61%, while the recovery rate of the herringbone inlay origami structure is increased to about 96%. The results show that the herringbone inlay origami structure combined with the natural cancelous bone core inside meets the design requirements of biomedical scaffolds.

4D printing herringbone inlay origami structure shape memory object: 88 (a) 4D prints of herringbone inlay origami structures, (b) folded herringbone inlay structure, and (c) herringbone mosaic structure after shape restoration.
Aerospace
4D printed materials can amazingly influence people’s daily lives. Printed products can adapt to changing environmental conditions (humidity, temperature, pressure, moisture, etc.) while keeping in mind user needs. In addition, 4D printed materials consume less volume, so they will require less space and labor to transport and arrange. 89 The products are self-capable and self-healing after use, allowing them to meet new demands. Their application in space-related projects has great potential. In the process of space flight, the increase in the weight of the spacecraft load is a particularly difficult problem. Just flying out of the atmosphere will require a multi-stage rocket stage by stage to help, and the final payload sent into space may not even be a 10th of the total weight of the rocket, which has led to high launch quotes. A kilogram of cargo launch price will generally exceed $10,000. 90 And in order to save costs, engineers then try to minimize the weight of the payload as much as possible. 91 Previously, NASA has experimented with an inflatable capsule, relying on internal brackets that can be modified into any structure. In addition, NASA’s Jet Propulsion Laboratory has invented a three-in-one function for the foldable metal weaved material, which will further enhance the efficiency of space transportation. 53 The metal fabric also has different properties on both sides. The front side is a series of flat squares with a metallic sheen, which is used to reflect heat and light. The back side is a series of interlocking rings that help the fabric absorb heat. The two sides together make the material like a super strong shield, strong enough to protect astronauts and spacecraft from the deadly damage of space junk. Alba Orbital 92 printed Polyamide-based material glass-filled Windform GT using additive manufacturing technology, as shown in Figure 10. On the basis of this, Alba Orbital also printed and prepared Windform XT 2.0 carbon fiber composites using additive manufacturing technology. It has the advantages of high stiffness, strength and light weight, making it particularly suitable for demanding applications such as racing cars, aerospace and drones. This carbon fiber composite, which can be made into textiles, offers improved mechanical properties based on Windform XT, with an 8% increase in tensile properties and a 46% increase in elongation at break. It meets UL94 flammability testing and has been rated “HB” by CRP Expertise, indicating that it has the heat and flame resistance properties critical to many high-temperature aerospace applications.

Windform XT carbon fiber composite application. 92
Smart furniture
4D printing is a new human-computer interaction technology that uses the properties of 3D printing materials to create self-bending and driving interfaces by creating shape changes over time triggered by external factors such as heat. 93 These characteristics constitute a 4D printing behavior that can be useful in everyday applications such as adaptive kitchen design and adjustable homes with foldable furniture. Skylar Tibbits and his lab at MIT suggested early on that 4D printing might enable people to buy furniture, take it home and watch it assemble itself. 94 These furnishings could change according to relative humidity, temperature, or natural light intensity throughout the day or the seasons of the year, thus optimizing space utilization. An et al. 95 developed a new method for printing complex, self-folding geometries. The thermoplastic composite material was printed using FDM technology to manufacture an automatic folding chair, as shown in Figure 11. Figure 11(a) shows the printed flat chair. When heat is applied to it, the flat chair becomes soft and solidifies after cooling. Figure 11(d) to (f) depicts the automatic folding chair folding process from flat to chair form. Figure 11(b) and (c) show the 3D chair after automatic folding. This method of printing folding furniture not only saves up to 60%–87% of printing time, but this type of folding furniture also has advantages in terms of savings in shipping and packaging costs. Based on this, Deshpande et al. 93 proposed a hybrid manufacturing method using a combination of digital manufacturing and manual process methods. Foldable multifunctional seats were manufactured using 4D printing technology, using partial shape molding with channel inserts in furniture configurations to accommodate all people’s uses. Designers can embed heating elements (nichrome wire) in PLA models to promote heating of entire sections of the panel. By heating different parts of the seat panel, designers can create a variety of seating options, such as cribs, recliners, stools, or window seats. In addition, through the application of 4D printing technology, a higher quality model manufacturing small sample can be obtained, to a certain extent to speed up the production of custom furniture manufacturing speed, and in the initial model application stage will be the number of resources and materials used to effectively reduce. Accelerating green production also has important significance.

FDM printing automatic folding chair: 95 (a) printed flat chairs, (b,c) 3D chair after automatic folding, and (d-f) heating and folding process of automatic folding chair.
Fashion design
3D printing technology is used in fashion design to develop prototypes, haute couture, and personalization, providing consumers with an interactive choice of experiences. In the process of building the product, it is necessary to consider the factors affecting the molding quality, material characteristics, and post-processing ease of different process types, and also to take into account the characteristics of the printed model, printing time, and other factors. 4D printing technology gives 3D-printed items a new shape-changing feature and helps 3D printing technology grow in the fashion design field. Nervous System design studios in the United States used 4D printing technology to create a dress. 96 Through the software set on the shape memory alloy model, it can achieve automatic extension and complex deformation in a specified time, can be a very good dynamic fit on the body, and can really meet the needs of one-piece customization. Yao et al. 97 demonstrated that bacteria-powered garments can respond to the body’s needs through prototypes worn by dancers. The garment responds to heat and sweat in real-time with tiny vents that can be rolled open or pressed flat to close depending on the level of movement. In addition, Bastian Müller, a technology company in Munich, Germany, has developed a 4D printing solution called GRDXKN. 6 This technology of theirs can transform a number of substrates into printing materials, which can then be combined with special printing pastes that can provide additional technical features for various textiles such as cotton, polyester, nylon, or blended textiles such as aramid cotton. since this material is very light. Under the action of an external force, its structure will change and play a protective role. Using this fabric, various kinds of clothing can be made, especially for urban transportation, such as motorcycle suits. 4D printing technology has shown that it has a lot of potential for use in products other than clothing. Zarek et al. 98 used DLP technology to print a set of temperature-responsive rings. When the flowers on the rings are heated above the transition temperature of the SMP material, they cause the flowers on the rings to bloom, and when the temperature drops, the flowers gradually shift back to a closed state, as shown in Figure 12. In addition, they also printed a multifunctional shoe with a high heel and a flat heel in two states of the heel. The heel is attached close to the heel above the contact layer with the floor so as not to interfere with normal walking. If the wearer wants to raise the heel, the SMP attachment is heated and the heel transforms into a high heel form.
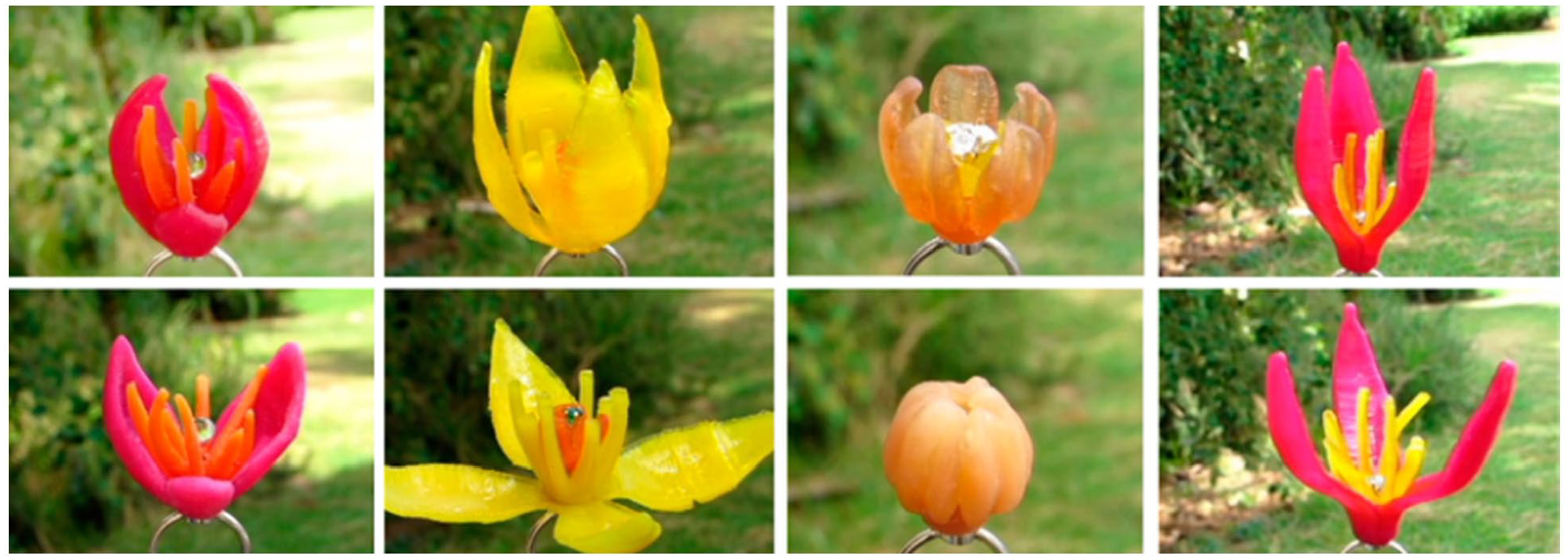
4D printed shape memory floral series ring. 98
Conclusion and prospect
4D printed smart textiles are based on 3D printing technology, and the manufactured textiles can drive shape change by changing size, shape, and function in response to external stimuli. Due to its dynamic properties overcoming the limitations of traditional manufacturing techniques, it has been used in soft robotics, grippers, drug delivery, scaffolds, tissue engineering, and textile and apparel applications. While some progress has been made in 4D printed smart textile research with the potential to solve many problems, many challenges in this area remain to be overcome.
4D printed smart textiles are currently limited by additive manufacturing technology and active materials. Additive manufacturing technologies should be continuously improved to meet the requirements of high resolution, printing speed, and multi-material manufacturing. Although both material extrusion, and light-curing molding technologies print 3D objects layer by layer, the printing speed, material type, parameter settings and post-processing are different for each technology. 99 Therefore, the limitations of production and manufacturing are different and have varying degrees of influence on the mechanical properties, molding quality, and service life of the manufactured parts. Such as FDM molding surface roughness, the need to cooperate with the post-polishing treatment, the smallest parts or fine parts when the accuracy is not as good as SLA, and the DIW resolution range are between 100 and 200 μm, mainly by the nozzle diameter restrictions. The PolyJet can print multiple materials at the same time, but this affects the resolution of the printed part. DLP allows the use of high-resolution digital light processor projectors to create high-precision objects. Another major limitation is the restriction imposed by the desired shape or function transformation on the mechanical properties of the 4D printed structure. The structural changes in the fabricated part are not only related to the type of printing technology chosen, but also to the ratio of active materials and the arrangement of such materials in the structure. Therefore, the development of active materials that can be used for 4D printing is essential to advance the 4D printing of smart textiles.Various materials, including shape memory alloys, shape memory polymers, stimulus-responsive hydrogels, and elastic liquid crystals, have been widely used for 4D printing, but the slow response, inaccurate actuation, lack of control over the intermediate state of deformation, and limited availability of materials have hindered further development of 4D printed smart textiles.
At present, 4D printed smart textiles can only achieve partial self-assembly and self-deformation according to external stimulation conditions. With the innovative development and use of smart materials and the further development and improvement of additive manufacturing technology, 4D printed smart textiles will fully realize the full degree of freedom, locally controllable and arbitrary sequential movements limited by traditional mechanical structures. With the help of both academia and business, as well as joint research in materials physics and chemistry, mechanical engineering, textile engineering, and other fields, it is thought that the study of 4D printed smart textiles and their uses will enter a new era in the near future.