
Abstract
Hybrid yarns combine the benefits of different fibers, enhancing strength, elasticity, and comfort, making them highly suitable for advanced textile and apparel applications. This study develops tri-core spun yarns using various core material configurations and spinning techniques, including texturing and Hamel twisting methods, to enhance the performance of denim fabrics. Yarns were manufactured with a modified (adjusted) ring-spinning system incorporating T400® (PET-polyethylene terephthalate/PTT-polytrimethylene terephthalate) and Lycra® as core elements, with cotton as the sheath. The developed tri-core yarns were used as weft in 3/1 Z twill denim fabrics woven with indigo-dyed cotton warps under standardized conditions on a Rapier weaving machine (Picanol OptiMax-i). The results indicate that tri-core spun yarns significantly improve overall properties, particularly those produced using the Hamel twisting method. Statistical analysis (one-way MANOVA) confirmed significant differences among yarn and fabric properties. The Multi-Objective Optimization by Ratio Analysis (MOORA) method identified the most suitable fabric variant, with TC-5 yarn (The core components (filament and lycra®) are combined with the Hamel twisting method, and the Lycra® is used as another core element), demonstrating optimal performance. This study provides valuable insights into the potential of tri-core spun yarns for high-performance denim and industrial applications.

Keywords
Introduction
The demand for elastane-containing denim garments is steadily rising due to their ability to provide both comfort and a perfect fit simultaneously. Today, designers prioritize the use of flexible yarns to enhance comfort while maintaining the recovery property of stretch fabrics, even after exposure to abrasion. The composition and structural arrangement of elastane yarns significantly influence the degree to which these properties are affected by abrasion. 1 To enhance the elasticity and minimize the growth properties of fabrics, elastic yarns are employed as they provide the necessary flexibility. 2
Stretchable yarns cater to the growing consumer demand for garments that ensure ease of movement and retain their original qualities even after body movement. 3 Elastic textiles are designed to stretch under everyday strains and return to their original dimensions to a substantial degree.4,5 These textiles maintain structural integrity during wear, resist excessive creasing, and preserve their size and shape even after washing and dry cleaning. 5 Moreover, these yarns are widely used in producing adaptable garments for specific applications, such as compression garments, medical braces, bandages, and therapeutic textiles.6,7
The elongation and strength properties of yarns are critical in developing innovative elastic core-spun yarns, particularly those combining filaments and lycra® as the core material. Yarns with superior elastic properties are highly suitable for various applications. 8 The core-spun yarn incorporates a minimum of two segments: a filament core and a sheath portion, whereas dual-core spun yarn incorporates three elements—an elastic polyurethane filament, a multifilament core, and a staple sheath.9,10 Tri-core spun yarn further combines three filaments (e.g., Lycra, T400®, and Lycra®) with varied elastic properties, covered by a staple sheath.11,12
Various materials, such as PET (polyethylene terephthalate), polyester, polybutylene terephthalate, polytrimethylene terephthalate (PTT), and PA6 (polyamide 6), are utilized as core components. 13 Among these, PTT/PET (T400®) exhibits superior recovery and stretch properties compared to textured yarn, 14 while PBT (polybutylene terephthalate) is known for its permanent elasticity after the finishing process. 15
Numerous kinds of research have been conducted to analyze the fabric characteristics manufactured from Hybrid (composite) yarns.16–22 Bedez Ute (2019) examined the influence of composite yarn (weft) compositions and the density of weft on the characteristics of denim fabrics and found notable findings. 23 Babaarslan et al. (2023) studied the influence of filament and elastane count in hybrid yarns and the resulting fabrics and found a remarkable impact on yarn (hybrid) and fabric. 24 Hua et al. (2018) developed a new type of composite yarn that incorporated lycra and filament as core elements, and this innovation improved elastic properties with yarn elongation. 8 Babaarslan et al. (2021) conducted a comparative study on various composite yarns containing different filaments and lycra and found several results based on filament and composite yarn type. 25 Tomljenović et al. (2023) evaluated the suitability of micro-modal and modal yarn for sock manufacturing and their impact on comfort properties. Socks made from these yarns showed superior comfort compared to those made from cotton. 26
Erbil et al. (2022) compared the quality of denim fabrics manufactured from various yarns, focusing on how yarn packing density influenced air permeability and seam slippage. This study found significant results based on different yarn characteristics. 27 Babaarslan et al. (2022) examined various composite yarns with varying blend ratios, finding that higher polyester content enhanced strength and elongation. However, adding core components reduced strength while increasing elongation. 28 Erbil et al. (2022) evaluated the properties of hybrid yarns made from elastane (Lycra®), PBT, and cotton fibers and found different results. 29 Iftekhar et al. (2023) focused on the mechanical enhancement of woven fabrics using hybrid weave patterns, showing that structural variation can significantly improve the performance of natural fiber reinforcements. 30 Baitab et al. (2023) evaluated woven honeycomb fabrics with modified ridges and picking sequences, finding that interlacement complexity improved tensile strength, puncture resistance, and moisture management. These insights underline the importance of structural design, both at the yarn and weave levels, for optimizing fabric properties. 31 Ullah et al. (2024) explored diamond and diaper twill structures, highlighting the impact of float direction and balance on thermal insulation, softness, and strength—critical parameters in denim wearability. 32 Baitab et al. (2024) studied crepe weave variants and their influence on thermal and mechanical comfort, revealing that interlacement patterns significantly impact fabric performance. 33 Khan et al. (2025) investigated the stretch and recovery behavior of combined and combination twill woven fabrics produced with hemp yarn, emphasizing the role of twill structures in achieving functional elasticity and recovery, which is highly relevant to denim applications. 34 Elrys et al. (2023) introduced tri-core yarns, a novel yarn structure incorporating three core components, offering enhanced knitted fabric performance. The study compared the comfort characteristics of fabrics (knit) manufactured from tri-core yarns with those made from dual-core and single-core yarns, highlighting the superior attributes of tri-core yarn fabrics. 35
While tri-core spun yarn has been successfully developed for knitted fabrics, its application in denim fabric remains unexplored. This study hypothesizes that developing tri-core spun yarn using several techniques specifically for denim fabric will address this gap and significantly enhance denim performance by improving elasticity, recovery, abrasion resistance, and overall comfort.
Materials and methods
Materials
Properties of cotton fiber.

Properties of the core components.

The specification of the hybrid yarns (tri-core).

Methods
Hybrid (composite) yarn (Ne 14/1) can be manufactured efficiently on standard ring spinning machines with minimal modifications; however, achieving complete integration of the core material by the sheath elements can be challenging, particularly when a heavier core material is used. 36 Although various spinning methods can manufacture hybrid yarns, the ring-spinning process remains the most widely utilized technique. 37
To produce hybrid yarn (tri-core), a specially modified (redesigned) ring spinning machine was developed, as illustrated in Figure 1. To manufacture this composite yarn (tri-core) three core elements (55 T-400®, 44 lycra®, and 44 lycra®) can be fed individually along with cotton roving or two core elements (55 T-400®, 44 lycra®) can be combined to make one using texturing/Hamel twisting method38,39 and fed the core element with 55 T-400® or 44 lycra® from two positions along with cotton roving. The speed of the Hamel twisting machine is 10,500 rpm, the draft for Lycra® is 3.5, and the twist is 500 T/M (‘Z’ direction). The texturing process was carried out using the BARMAG EFK machine operating at a speed of 600.00 m/min with a pressure of 3.80, the machine achieved an entanglement density ranging from 90 to 100 points per meter in the yarns. All machine and operational parameters were maintained at standard levels during yarn manufacturing. The spindle speed of the ring frame (Marzoli MDS1) is set at 10,500 rpm, while the twist per inch (TPI) is measured at 17.95. The composition of the produced yarns (TC-1, TC-3, and TC-5) includes approximately 81.2% cotton, 11.85% T400® filament, and 6.95% elastane, and yarns (TC-2, TC-4, and TC-6) include approximately 72.93% cotton, 23.6% T400® filament, and 3.47% elastane. Six distinct tri-core spun yarns were developed and used as weft yarns in the fabric construction. All fabrics were woven using a 3/1 twill weave structure, standard for denim production. The warp yarns in all samples were 100% cotton, Ne 14/1, dyed with indigo and processed using conventional denim washing and finishing techniques. The fabric production parameters are detailed in Table 4. Schematic presentation of modified (revised) ring spinning technique for tri-core-spun yarn manufacturing- (a) three core elements (lycra + filament + lycra) are fed separately along with cotton roving, (b) two core elements (filament and lycra®) have been combined to make one using the Hamel twisting or texturing method (2 + 1) and fed the core element with lycra® from two positions along with cotton roving. Production details of the fabric.

Each yarn sample’s characteristics (performances) were evaluated following standard testing procedures. Key properties were assessed after home washing and conditioning using standard testing methods for the denim fabrics. Fabric shrinkage was calculated based on the dimensional change in the fabric before and after washing using a domestic washing machine. The shrinkage percentage was determined using the following equation:


To statistically evaluate the performance differences among yarns and fabrics produced by various tri-core spinning techniques, advanced multivariate methods are essential. While ANOVA (Analysis of Variance) is used to compare the means of a single dependent variable across different groups, it becomes limited when multiple interrelated dependent variables are involved. In contrast, MANOVA (Multivariate Analysis of Variance) extends ANOVA by simultaneously analyzing multiple dependent variables to detect overall differences among groups. This allows for a more comprehensive understanding of how the combination of yarn and fabric properties varies across different yarn configurations. In this study, one-way MANOVA was employed due to the multivariate nature of the dataset, enabling the assessment of several fabric and yarn characteristics concurrently, thus providing a holistic view of performance differences. H0 (Null Hypothesis means there is no statistically significant difference in the combined yarn and fabric properties among the tri-core spun yarns produced by different manufacturing techniques. H1 (Alternative Hypothesis) means there is a statistically significant difference in the combined yarn and fabric properties among the tri-core spun yarns produced by different manufacturing techniques. This implies that if the p-value, representing the level of significance, is below 0.05, the observed differences are considered statistically significant. In this context, the F-value reflects the ratio between the explained and unexplained variance.
Additionally, the MOORA method was also utilized to identify the most suitable fabric among the six options based on their properties. MOORA involves a multi-objective optimization process that incorporates ratio analysis. 45 Although various MCDM techniques such as AHP and TOPSIS are widely used, the MOORA method was selected for this study due to its objective approach, ease of application, and effectiveness in evaluating alternatives based on experimental data without introducing subjectivity through weighting systems. (‘Supplementary Document' contains supporting information).
Results and discussions
Properties of hybrid yarn
Unevenness (U%) and hairiness (H)
Unevenness (U%) is a critical parameter in yarn quality assessment, representing the variation in yarn thickness along its length. It directly influences fabric appearance, mechanical properties, and processing performance, making it essential to evaluate for consistent textile production. Hairiness (H) is also an important characteristic of yarn that refers to the protruding fiber ends on its surface, affecting both the aesthetic and functional characteristics of fabrics. It influences fabric characteristics in subsequent textile operations, making its evaluation crucial for quality control. Figure 2 represents the unevenness and hairiness values of hybrid yarn (tri-core) manufactured from different methods. The results indicate that yarn (TC-6) shows a lower unevenness and hairiness value when two core components are combined with the Hamel twisting method, and the filament is used as another core element (Figure 3). In contrast, yarn (TC-3) shows a higher unevenness and hairiness value when two core components are combined with the texturing method, and the lycra® is used as another core element (Figure 3). TC-1 and TC-2 yarns show nearly identical unevenness values because these yarns were produced using separate insertion of core materials (similar methods). The Hamel twisting method ensures better fiber alignment and compactness, leading to lower U% and hairiness, and the texturing method introduces crimp and bulk, increasing irregularity in yarn thickness. Additionally, the filament is used as an additional core to stabilize the yarn, reducing unevenness and hairiness, but using Lycra® as the additional core element introduces more irregularity due to its deformation and high elasticity behavior. It is also found that the unevenness of the tri-core spun yarn manufactured by all methods is lower than dual-core and single-core spun yarn.25,29 Unevenness and hairiness of the hybrid (tri-core) yarn. Microscopic image of the hybrid (tri-core) yarns (10x).

Strength (cN/tex) and elongation
Strength and elongation are key properties of yarn that determine its performance in textile applications. Yarn strength reflects its ability to withstand tensile forces without breaking, while elongation indicates its capacity to stretch under load, both of which influence the end-use performance of the fabric. Figure 4 represents the strength and elongation values of the hybrid yarn (tri-core) manufactured from different methods. The results indicate that yarn (TC-2) shows a higher elongation and strength value when core components (filament + lycra® + filament) are inserted separately along with cotton roving. In contrast, yarn (TC-3) shows a lower elongation and strength value when two core components are combined with the texturing method, and the lycra® is used as another core element. The dual filament cores provide better load distribution and reinforcement, resulting in higher strength and elongation. In contrast, when Lycra® is used as another core element in the texturing method, its high elasticity and lower tensile strength contribute to reduced overall yarn strength and elongation. Additionally, when core elements are combined utilizing the Hamel twisting method rather than the texturing method, the produced yarns show better elongation and strength values. The Hamel twisting method ensures better fiber integration and cohesion, leading to improved tensile properties. In contrast, the texturing method, which introduces crimp and bulk, may create structural inconsistencies, leading to weaker yarn with lower elongation. It is also noticed that the elongation and strength of the tri-core spun yarn produced by all methods are higher than dual-core and single-core spun yarn.25,29 Strength, elongation, and YQI of the hybrid (tri-core) yarn.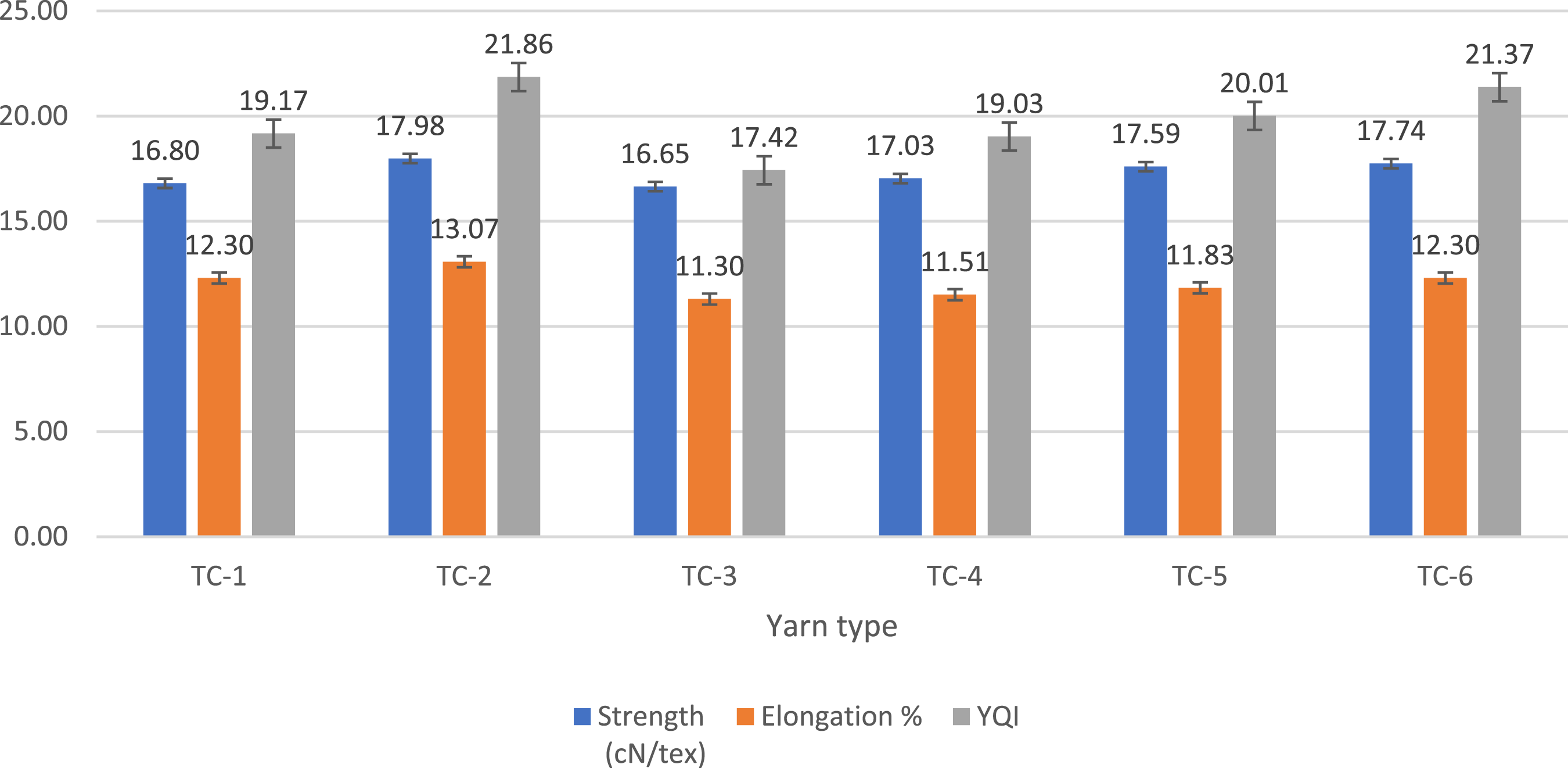
YQI
The Yarn Quality Index (YQI) is a comprehensive parameter used to evaluate the overall quality of yarn by considering key properties such as strength, elongation, and evenness. It provides a standardized measure to compare yarn performance, ensuring consistency and suitability for various textile applications. Figure 4 represents the YQI values of hybrid yarn (tri-core) manufactured from different methods. The results indicate that yarn (TC-2) shows a higher YQI value when core components (filament + lycra® + filament) are inserted separately along with cotton roving because yarn produced by this method shows higher elongation and strength values than others. In contrast, yarn (TC-3) shows a lower YQI value when core components are combined with the texturing method, and the lycra® is used as another core element because yarn produced by this method shows lower elongation and strength values and higher unevenness values than others.
Imperfection index (IPI)
The Imperfection Index (IPI) is a crucial parameter for evaluating yarn quality by measuring the frequency of thin places, thick places, and neps along its length. Typically, IPI is calculated based on thick place (+50%/km), thin place (−50%/km), and neps (+200/km). However, in this study, the occurrence of thin place (−50%/km) was negligible. Therefore, we have considered thin places (−40%/km) instead to represent the imperfections in the yarn better and provide a more accurate assessment of its quality. Figure 5 represents the IPI/km values of hybrid yarn (tri-core) manufactured from different methods. The results indicate that yarn (TC-6) shows a lower IPI value when core components are combined with the Hamel twisting method, and the filament is used as another core element along with cotton roving. In contrast, yarn (TC-3) shows a higher IPI value when core components are combined with the texturing method, and the lycra® is used as another core element. The Hamel twisting method ensures better fiber alignment and compactness, leading to lower IPI, and the texturing method introduces crimp and bulk, increasing irregularity in yarn thickness. Additionally, the filament is used as an additional core to stabilize the yarn, reducing IPI, but using Lycra® as the additional core element introduces more irregularity due to its high elasticity and deformation behavior, which has been discussed before. It is also found that the IPI value of the tri-core spun yarn produced by all methods is lower than dual-core and single-core spun yarn.
29
IPI of the hybrid (tri-core) yarn.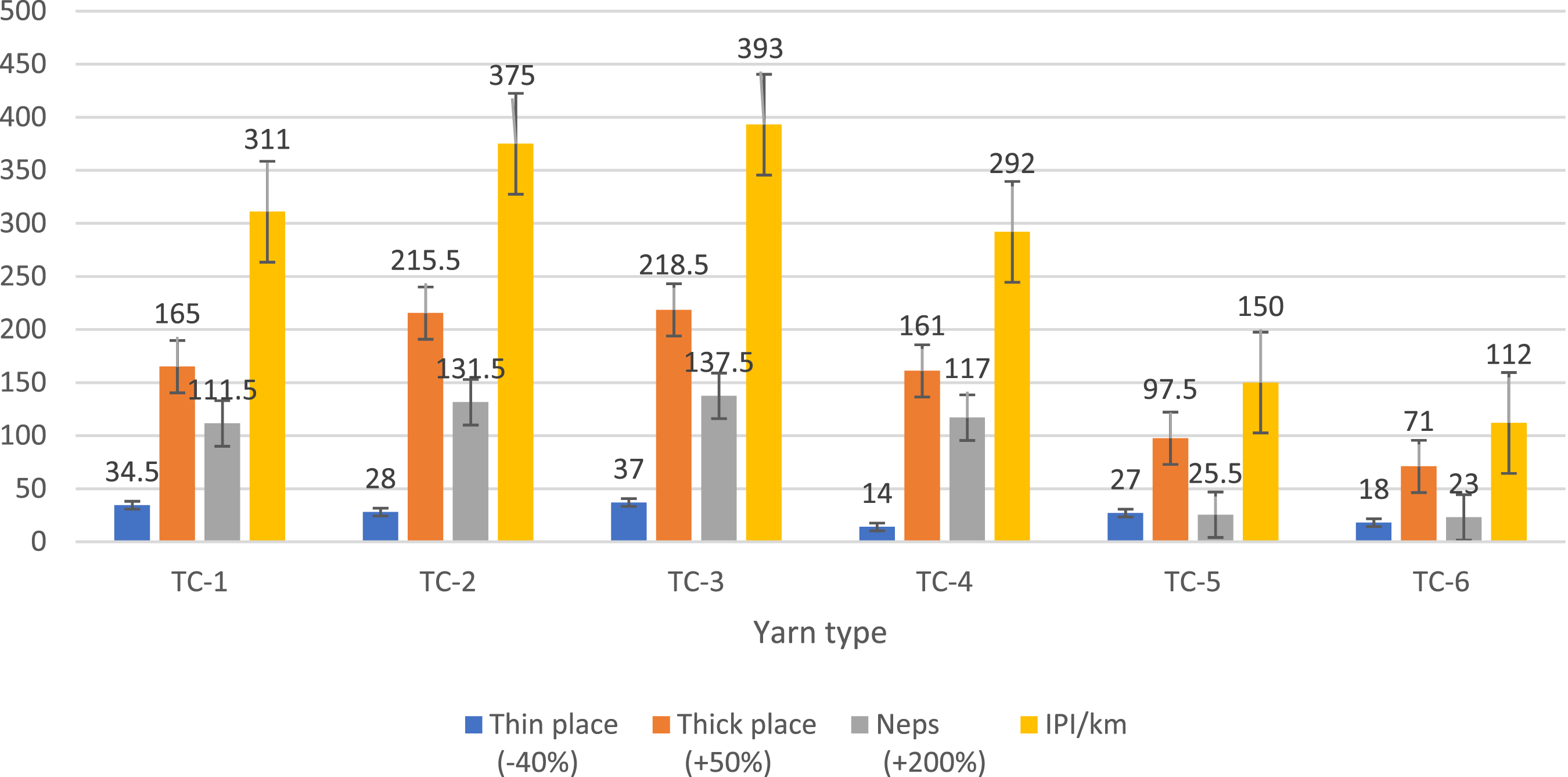
Statistical analysis
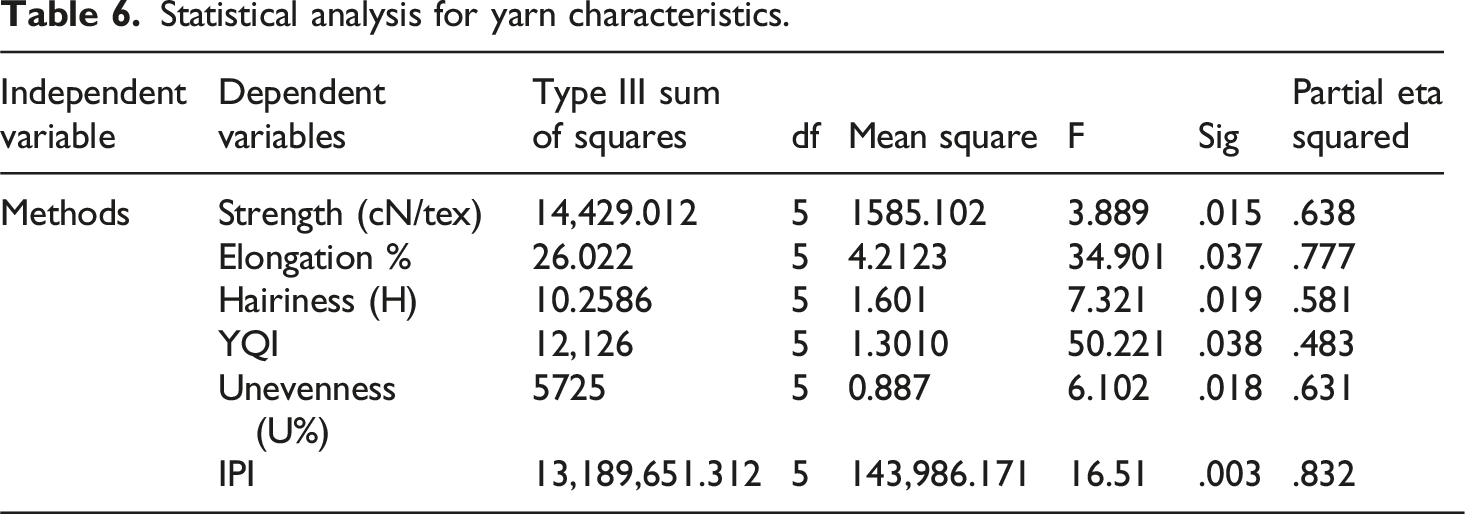
Statistical analysis for yarn characteristics.
Properties of fabric
Strength
Fabric strength, including tensile and tearing strength, is a crucial mechanical property that determines the durability and performance of textiles in various ways. Tensile strength reflects the fabric’s ability to withstand stretching forces, while tearing strength indicates its resistance to localized force, which is essential for ensuring fabric longevity and functionality. Figures 6 and 7 present the strength (tearing and tensile) of the fabric in both directions. Although the designed yarn has been used only in the weft position, it has an impact in both directions. The results indicate that fabric shows a higher value of strength (tearing and tensile) in all directions made from weft yarn (TC-2), which is manufactured when core components (filament + lycra® + filament) are inserted separately along with cotton roving. In contrast, fabric shows a lower value of strength (tearing and tensile) in all directions (TC-3), which is produced by combining the core components using the texturing method, and lycra® is used as another core element. This is because the yarn (TC-2) has higher strength, and the yarn (TC-3) has lower strength (Figure 4). Additionally, fabric shows a higher value of strength (tearing and tensile) in all directions made from weft yarns, which are manufactured when core elements are combined utilizing the Hamel twisting method rather than the texturing method because of the higher strength of the respective yarn (Figure 4). It is also found that the strength in all directions produced by the tri-core spun yarn for all methods is higher than fabric made from dual-core and single-core spun yarn.
25
Tensile strength of fabric. Tearing strength of fabric.

Elasticity and growth
Growth and elasticity percentage are key properties that define a fabric’s ability to stretch and recover after deformation. Both of these are critical for fabric comfort, fit, and durability. Figures 8 and 9 present the elasticity and growth percentage after a 2-h waiting period. The results indicate that fabric shows a lower value of growth and elasticity made from weft yarn (TC-3), which is manufactured when core components are combined with the texturing method, and lycra® is used as another core element. In contrast, fabric shows a higher value of growth and elasticity made from weft yarn (TC-2), which is manufactured when core components (filament + lycra® + filament) are inserted separately along with cotton roving. This is because the yarn (TC-3) has a lower elongation, and the yarn (TC-2) has a higher elongation value (Figure 4). Incorporating scientific reasoning, it is important to note that the elastic behavior and recovery properties of the fabric are directly influenced by the load-extension behavior of the underlying yarns. Yarns with higher elongation and better recovery (as observed in TC-2) transmit these properties into the fabric structure, enabling it to stretch under load and return to its original shape after removal of the force. Elasticity% of fabric. Growth% of fabric (2°).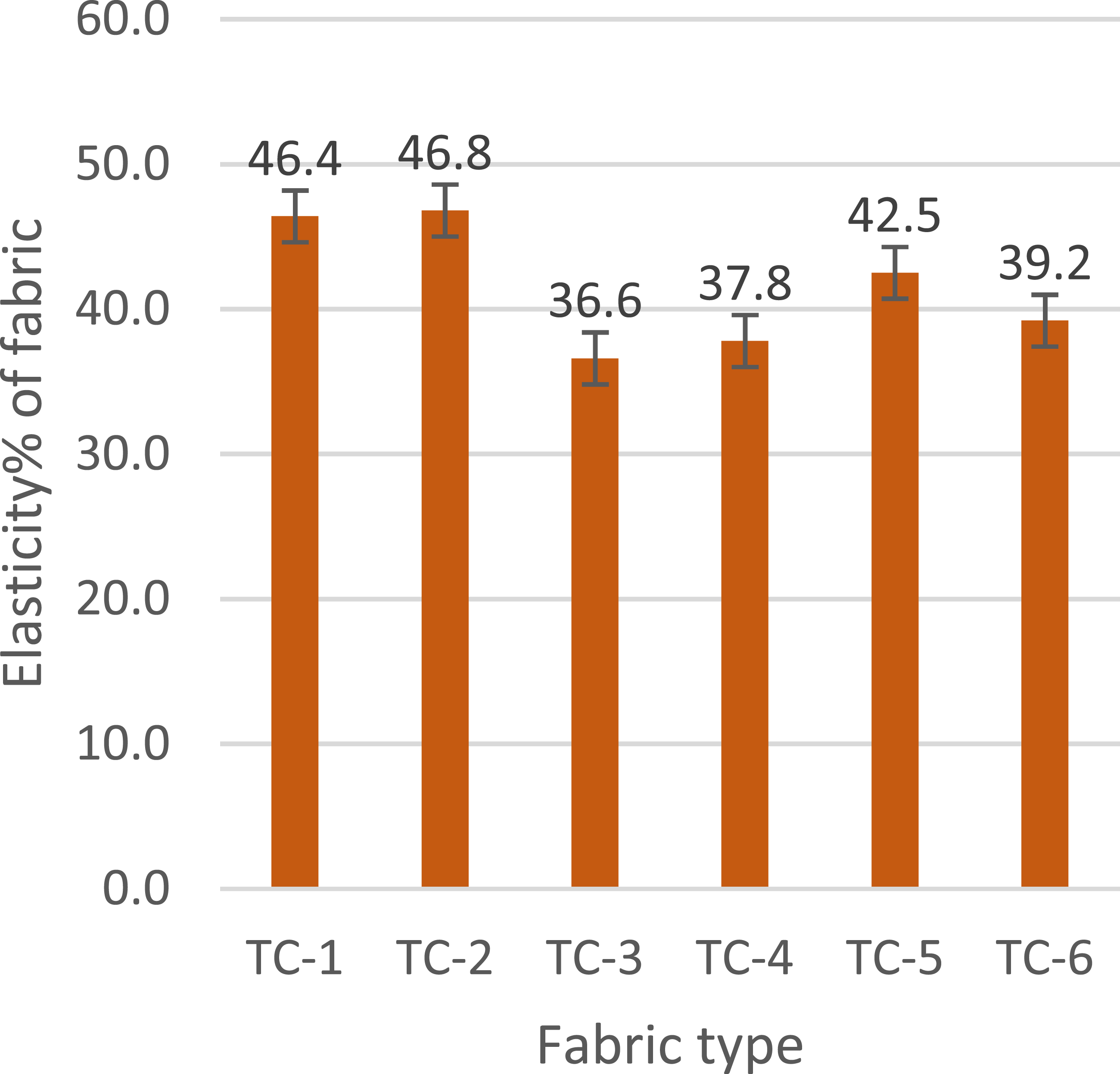

Conversely, yarns with lower elongation and poorer recovery (as in TC-3) restrict the fabric’s overall elastic response, resulting in reduced stretch and increased growth after repeated deformation. This correlation confirms that the composite structure and internal load-bearing ability of the yarn play a crucial role in defining fabric-level performance. Additionally, fabric shows a higher value of growth and elasticity made from weft yarns, which are manufactured when core elements are combined utilizing the Hamel twisting method rather than the texturing method because of the higher elongation of the respective yarn (Figure 4). It is also found that the growth of fabric produced by the tri-core spun yarn for all methods is lower than fabric made from dual-core and single-core spun yarn. 25
Stiffness
Stiffness plays a crucial role in assessing the fabric’s drape, handling characteristics, and suitability for various textile applications. Figure 10 presents the stiffness values of the fabric. The results indicate that fabric shows a higher value of stiffness made from weft yarn (TC-3), which is manufactured by applying the texturing method to combine the lycra® and filament, and the lycra® is used as another core element. In contrast, fabric shows a lower value of stiffness made from weft yarn (TC-2), which is manufactured when core components (filament + lycra® + filament) are inserted separately along with cotton roving. This is because the yarn (TC-3) has a lower elongation, and the yarn (TC-2) has a higher elongation value (Figure 4). Additionally, fabric shows a lower value of stiffness made from weft yarns, which are manufactured when core elements are combined utilizing the Hamel twisting method rather than the texturing method because of the higher elongation of the respective yarn (Figure 4). The greater elongation capacity of yarn results in a less rigid and softer fabric construction, making it suitable for applications prioritizing flexibility and comfort. Stiffness of fabric.
Flexural rigidity is a key factor that determines a yarn’s resistance to bending, which in turn directly affects the stiffness of the resulting fabric. Yarns with higher flexural rigidity contribute to stiffer fabrics due to increased internal resistance to bending deformation. In the case of TC-3 yarns, the combined core structure produced via the texturing method introduces more compactness and reduced flexibility, thereby increasing yarn-level bending stiffness and leading to a higher stiffness in the final fabric. Conversely, TC-1 and TC-2 yarns, with separately inserted core elements, exhibit improved elongation and reduced bending resistance, resulting in lower flexural rigidity and, consequently, softer and less stiff fabric.
Crocking fastness and abrasion resistance tests
The Martindale Abrasion Tester Martindale (M325)-SDL ATLAS was used to evaluate the fabric’s resistance to abrasion, and no visible signs of abrasion were observed up to 25,000 cycles in both the weft and warp directions. As warp yarns predominantly covered the fabric surface, the influence of weft yarn properties on abrasion resistance was minimal. Additionally, a crocking fastness test, conducted under wet and dry conditions according to the AATCC8 Standard, showed that the dry crocking fastness of all samples ranged from 4 to 5. In contrast, the wet crocking fastness remained consistently at ‘3-4’. No significant differences in rubbing fastness were detected, which can be attributed to the 3 × 1 twill (warp-faced) fabric structure. Since all samples utilized the same indigo-dyed warp yarns, the color fastness values were similar, and the weft yarns had a negligible effect on these results.
Fabric shrinkage
Fabric shrinkage directly affects garment fit, stability, and performance, making its evaluation essential for ensuring fabric quality and durability. Figure 11 presents the shrinkage value of the fabric in both directions. Although the designed yarn has been used only in the weft position, it has an impact in both directions. The results indicate that fabric shows a lower value of shrinkage in all directions made from weft yarn (TC-3), which is developed by merging filament and Lycra® to form the core using the texturing method, and lycra® is used as another core element. In contrast, fabric shows a higher value of shrinkage in all directions made from weft yarn (TC-2), which is manufactured when core components (filament + lycra® + filament) are inserted separately along with cotton roving. This is because the fabric manufactured from the weft yarn (TC-3) has a lower elasticity, and the fabric manufactured from the weft yarn (TC-2) has a higher elasticity value (Figure 8). Additionally, fabric shows a higher value of shrinkage in all directions made from weft yarns, which are manufactured when core elements are combined utilizing the Hamel twisting method rather than the texturing method because of the higher elasticity of the respective fabric (Figure 8). Shrinkage of fabric.
The results indicate that the weft-wise shrinkage of the fabric is significantly higher than the warp-wise shrinkage. This can be scientifically explained by the fact that the specially designed triple core-spun yarns incorporating elastic components were used exclusively in the weft direction. These yarns possess higher extensibility and elastic recovery, which, upon washing and relaxation, tend to contract more than conventional yarns, resulting in increased shrinkage. In contrast, the warp yarns used are standard non-elastic yarns, which are more dimensionally stable, leading to lower shrinkage values in the warp direction. It is also found that the shrinkage of fabric in the weft direction produced by the tri-core spun yarn for all methods is lower than fabric made from dual-core yarn. 25
Weight of fabric
Fabric weight, both in dry and wet conditions, is a crucial parameter that influences its performance, handling, and end-use applications. Figure 12 presents the dry and wet (washed) weight value of the fabric. The results indicate that fabric shows a lower value of dry and wet (washed) weight made from weft yarn (TC-3), which is produced through the combination of filament and Lycra® in the core structure using the texturing method, and lycra® is used as another core element. In contrast, fabric shows a higher value of dry and wet (washed) weight made from weft yarn (TC-2), which is manufactured when core components (filament + lycra® + filament) are inserted separately along with cotton roving. This is because the fabric manufactured from the weft yarn (TC-3) has a lower elasticity and shrinkage value, and the fabric manufactured from the weft yarn (TC-2) has a higher elasticity and shrinkage value (Figures 8 and 11). Additionally, fabric shows a higher value of dry and wet (washed) weight made from weft yarns, which are manufactured when core elements are combined utilizing the Hamel twisting method rather than the texturing method because of the higher elasticity and shrinkage value of the respective fabric (Figures 8 and 11). It is also found that the weight (dry and wet) of fabric produced by the tri-core spun yarn for all methods is higher than fabric made from dual-core and single-core spun yarn.
25
Weight of fabrics.
Statistical analysis
Statistical analysis for fabric characteristics.

Results of the MOORA method.

The Analysis (MOORA method) reveals that fabric made from weft yarn (TC-5) achieves the highest assessment value (Yi) and fabric made from weft yarn (TC-1) achieves the lowest assessment value (Yi). Consequently, fabric made from weft yarn (TC-5) demonstrates superior properties, whereas fabric made from weft yarn (TC-1) performs the poorest.
Conclusion
This study successfully develops and evaluates tri-core spun yarns for denim fabric applications, demonstrating their properties. The modified ring-spinning process enabled the integration of multiple core components, with variations in filament and elastane configurations influencing yarn and fabric performance. Yarn analysis revealed that samples produced using the Hamel twisting method exhibited superior properties, including lower unevenness and hairiness, and samples produced by inserting three core elements separately exhibited superior properties, including higher strength, elongation, and YQI values. In contrast, yarns manufactured using the texturing method demonstrated lower strength and higher irregularity due to crimp-induced inconsistencies.
Denim fabric woven with tri-core yarns exhibited significant improvements in mechanical properties. Fabric strength and elasticity percentages were notably higher in samples with separately inserted filament and elastane core elements (TC-2) or those produced using the Hamel twisting method. Fabric growth and shrinkage percentages were notably lower in samples when filament and lycra® were combined with the texturing method. Statistical analysis confirmed significant differences in yarn and fabric characteristics, supporting the hypothesis that the spinning technique plays an important role in assessing yarn and fabric performance. The MOORA method confirmed that the fabric made from TC-5 yarn achieved the best overall performance.
The findings highlight the potential of tri-core spun yarns in denim applications, providing an innovative approach to improving fabric elasticity, strength, and overall wearability for industrial applications.
While the present study offers valuable insights into the structural and performance characteristics of tri-core spun yarns under standardized laboratory conditions, future research should aim to evaluate these yarns under simulated real-use scenarios. This includes testing their behavior after repeated washing, abrasion, exposure to moisture, and thermal cycling to assess long-term durability and functional performance. Additionally, future investigations may explore the use of advanced or alternative core materials, as well as further optimization of spinning parameters, to enhance the overall quality and performance of denim fabrics. Moreover, given the industry relevance of this work, it is recommended that upcoming studies incorporate manufacturing feasibility and economic analysis to better understand the complexity-benefit trade-off and determine the practical scalability of the developed yarn structures.
Supplemental Material
Supplemental Material - Investigation of triple core-spun yarn and its impact on denim fabric performance
Supplemental Material for Investigation of triple core-spun yarn and its impact on denim fabric performance by Osman Babaarslan, Ahsan Habib and Funda Cira Sabanci in Journal of Industrial Textiles.
Footnotes
Acknowledgments
All experiments were carried out in ÇALIK DENİM Textile AŞ., Yeşilyurt/Malatya, Turkey, and the authors would like to thank the employees of the Company. The authors also extend their gratitude to ÇITEKS TEKSTIL, Yüreğir, Adana, Turkey, for their support in preparing the core materials.
Author contributions
Conceptualization: Osman Babaarslan; Methodology: Osman Babaarslan and Ahsan Habib; Formal analysis and investigation: Ahsan Habib and Funda Cira Sabanci; Writing - original draft preparation: Ahsan Habib; Writing - review and editing: Osman Babaarslan; Resources: Funda Cira Sabanci; Supervision: Osman Babaarslan.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The authors confirm that the data supporting the findings of this study are available within the article.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.