
Abstract
Integrating synthetic fibers into yarn manufacturing has revolutionized the development of stretchable fabrics, which have become essential in the textile industry. This research explores the development of Siro-spun dual-core yarns with elastane and PBT (polybutylene terephthalate) as core materials, alongside cotton as the sheath material, using a modified W-grooved roller system. The study aims to evaluate the impact of core material feeding techniques on the properties of the produced yarns. Five different samples were created using several feeding techniques, and their properties were investigated using standard testing methods and statistical tools such as MANOVA. The MOORA (Multi-Objective Optimization by Ratio Analysis) method was also employed to rank the yarn samples based on their overall criteria across multiple quality performances. The results revealed that yarns produced using the modified W-grooved roller exhibited superior mechanical (elongation and strength) and quality properties (hairiness, unevenness, and imperfections) compared to those produced using traditional methods. This comparative study demonstrates the potential of the modified W-grooved roller to optimize yarn performance, offering innovative solutions for stretchable yarn production and meeting the growing demands of the textile market.

Keywords
Introduction
Nowadays, elastane has a remarkable role in producing stretchable textiles. The stretchable yarn production process accepts elastane and filament to be incorporated with several fibers, allowing it to achieve the elasticity levels required to meet customer expectations in stretchable fabric manufacturing.1–3 Normally, elastic yarn is used as weft yarn to produce stretchable fabrics such as denim. Hybrid yarns are created by covering a filament made of synthetic fibers with a sheath formed using various fibrous materials. 4 Products made from hybrid yarns exhibit the combined characteristics of the fibers used. The fibers used in the sheath must be carefully selected to ensure that core-spun yarns meet the specific requirements of their intended applications.5,6
Numerous researchers have explored various approaches to developing stretchable yarns and fabrics. Their studies have yielded significant results, highlighting the impact of material selection, production methods, and process parameters.7–20 Yıldırım N et al. (2021) focused on understanding the permanent elongations occurring in fabrics under repeated dynamic loads, which are crucial for determining post-fatigue behavior. The results indicated that twist is a key factor affecting the properties of yarn. 21 Hossain et al. (2024) examined the impact of core component draft ratios and deniers on the characteristics of hybrid yarns and fabrics before and after washing. The study revealed that core-spun yarns contribute to superior fabric properties, with noticeable strength and elasticity retention improvements after washing. 22 Kılıç (2024) investigated the characteristics of fabrics (denim) produced using various weft yarns, including 100% cotton ring yarns and hybrid yarns, all at the same linear density (Ne 24/1). The findings highlighted the significant impact of yarn arrangement on the mechanical characteristics of stretchable fabrics. 23
Siro yarn, a notable innovation in spinning technology, has emerged as a superior alternative to conventional ring yarn due to its enhanced structural and mechanical properties. This method not only reduces yarn hairiness but also imparts better strength and elongation characteristics, making it ideal for textile manufacturing.24,25 The importance of Siro yarn lies in its unique capability to combine the advantages of compact spinning and twin yarn production. It exhibits improved uniformity, reduced pilling tendencies, and higher abrasion resistance, ensuring better fabric quality and durability. Moreover, the smoother surface of Siro yarn enhances the aesthetic appeal and tactile comfort of fabrics, meeting the growing demand for premium-quality textiles in both fashion and technical applications.26,27
Lu et al. (2019) focused on the strength distribution superiority of compact-Siro spun yarn. Their study confirms that compact Siro spinning enhances yarn strength compared to standard Siro and ring-spun yarns due to improved fiber alignment and reduced hairiness. 28 Regar et al. (2019) assessed the characteristics of Eli-Twist and Siro yarns produced from polyester and its blend with cotton. Their findings indicate that the spinning method significantly influences yarn performance, with Eli-Twist demonstrating distinct advantages in terms of strength and uniformity compared to conventional Siro yarn. 29 Yanhong et al. (2020) explored the influence of spinning processes on yarn structure and found that combining complete condensing spinning with Siro-spinning improved yarn stability and enhanced shape retention compared to conventional spinning methods. 30 Kim (2021) analyzed the properties of fabrics (woven) manufactured from composite yarns, including Siro-spun yarns. The findings revealed that Siro yarns significantly enhanced wear comfort due to their smooth surface and structural consistency, outperforming traditional ring staple yarns. 31 Irfan et al. (2023) discussed the characteristics of hybrid yarn. They found that Siro core-spun yarns having elastane showed superior tensile properties and elasticity compared to other yarns, making them suitable for stretchable fabric applications. 32
Zhang et al. (2023) examined the Siro yarn quality and its impact on fabric characteristics. The findings showed that Siro yarn improved the surface quality of the fabric, enhancing its aesthetics and functionality. 33 Jin et al. (2024) highlighted that Siro core-spun yarns demonstrated superior tensile strength and durability under extreme conditions compared to traditional spinning methods. 25 Tusief et al. (2024) explored a comparative study on the properties of yarn spun using Siro and conventional spinning methods. The study revealed that Siro-spun yarns exhibited better tensile properties than ring-spun yarns, with machine variables such as spindle speed significantly influencing yarn quality. 34 Han et al. (2025) investigated the quasi-static fatigue mechanism of several wool yarns, including Siro yarn in warp-knitting using finite-element simulation, highlighting the impact of yarn guide elements on yarn strength and the relationship between yarn tension and machine settings. This research provides a fundamental understanding of yarn fatigue under repetitive stress, contributing to advancements in yarn engineering. 35
A novel W-grooved roller feeding mechanism was introduced in our previous studies to improve the production of elastic composite ring yarns. 36 This method optimizes the feeding of multicomponent cores, offering an alternative to the conventional V-grooved roller mechanism, and aims to enhance yarn performance for commercial applications. In our other study, we tried to explore innovative core insertion techniques in producing hybrid ring yarns. 37 By integrating core elements side by side during yarn manufacturing using a modified roller system (W-grooved roller), the research demonstrated the influence of various configurations on the characteristics of the yarn.
Therefore, the present research aims to develop a Siro dual-core spun yarn using a modified pulley system (W-grooved roller) to feed the core materials alongside each other in conjunction with the conventional technique and examine the yarn’s properties. Such an analysis has not yet been found in the academic literature. Additionally, this work examines the influence of core component feeding in various positions together with the conventional method on the performance of Siro dual-core spun yarn. Hybrid/composite yarn structures are preferred due to their ability to enhance yarn and, consequently, fabric performance characteristics. Although hybrid yarn structures have been known and used in the textile industry for a long time, the combination of components and their integrated spinning, as explored in this study, still holds significant innovation potential. From this perspective, this study is expected to contribute significantly to both the academic literature and the industry.
Materials and methods
Materials

Characteristics of core materials. 37

Methods
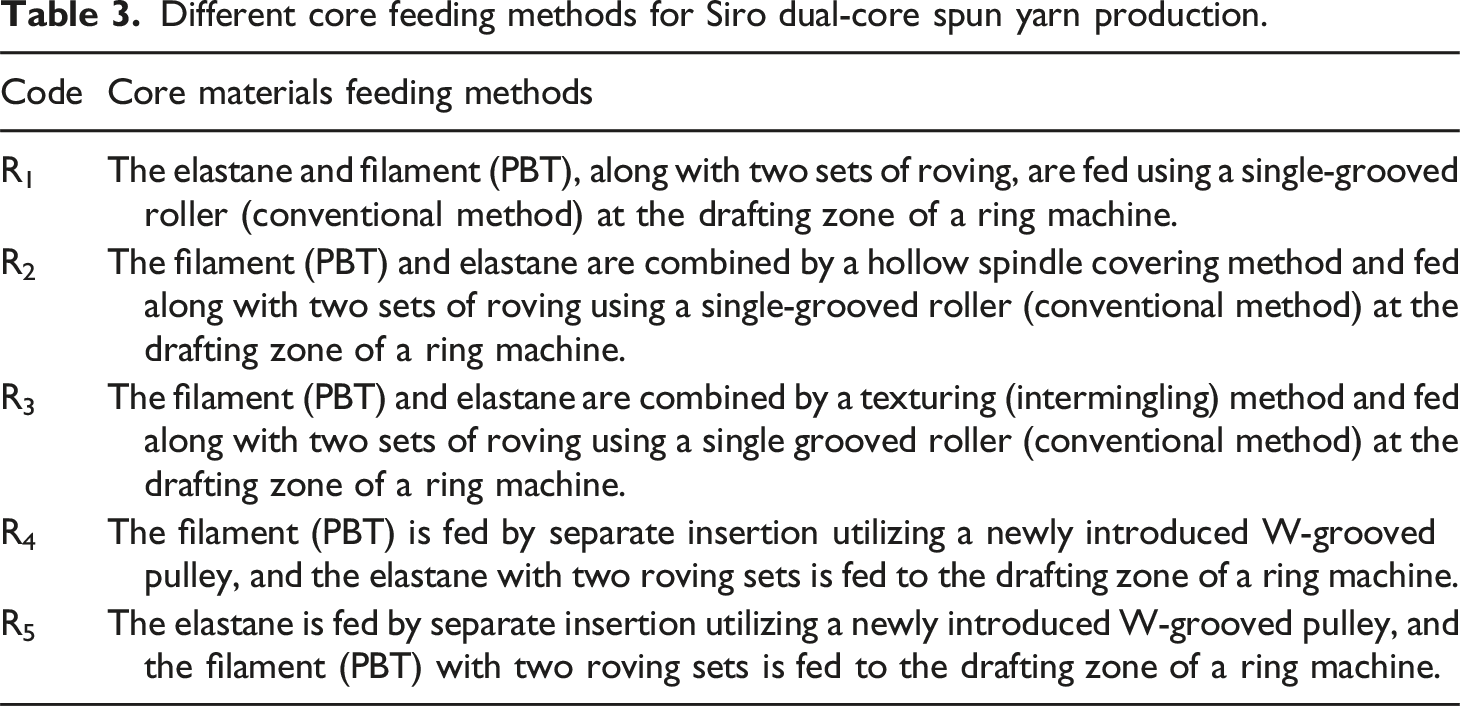
In the research context, various core materials inserting methods developed a Siro-spun dual-core yarn (carded) with a count of Ne 16/1. The reason for selecting the count of Ne 16/1 yarn is its suitability for medium-to-heavy-weight textile applications, including denim and upholstery fabrics. In our previous study, a modified W-grooved pulley was introduced for placing core elements differently for ring dual-core spun yarn.36,37 This newly introduced W-grooved roller contains two insertion points for core material feeding. Two sets of cotton roving, elastane, and PBT produced Siro dual-core spun yarn. Figure 1 illustrates the modified spinning method for manufacturing Siro dual-core spun yarn. Five distinct techniques were employed to incorporate core materials (elastane and PBT) and two sets of cotton roving into a modified ring-spinning machine using the developed W-grooved roller, as illustrated in Figure 2. This study produced five different Siro dual-core spun yarns with similar counts, and the five core insertion methods are outlined in Table 3. The different core insertion methods influence key yarn properties such as evenness, strength, elongation, and durability. The conventional methods (R1, R2, and R3) have limitations in core material control, while the newly introduced W-grooved pulley methods (R4 and R5) provide better core stability and enhanced performance. In the conventional insertion mechanisms (R1, R2, and R3), where a single-grooved roller is used, the core materials are fed without precise alignment control due to the presence of only one feeding position. In contrast, the newly introduced W-grooved roller methods (R4 and R5) offer more stable positioning of the core materials by providing two dedicated feeding positions, which help minimize fluctuations during feeding. The comparison of these methods allows for the identification of the most effective technique for optimizing the properties of Siro dual-core spun yarns. Schematic presentation of the modified ring spinning process of Siro dual-core spun yarn production: (a) modified illustration of spinning, (b) drafting system of Siro yarn,
39
(c) front view of drafting unit with a single grooved roller (conventional method), (d) front view of drafting unit with W-grooved roller (new method). Core component insertion using various techniques with a yarn cross-sectional view. Different core feeding methods for Siro dual-core spun yarn production.

Blowroom to ring frame for production and selected parameters.

All tests were performed in a controlled environment, maintaining the standard testing conditions of 20°C ± 2°C temperature and 65% ± 2% relative humidity to ensure the accuracy and reliability of the results. The irregularity (CVm%) was evaluated based on the TS ISO 16549 standard using the capacitance method with the Uster® Tester 4. In addition, thin and thick places, neps, and hairiness were evaluated with the Uster® Tester 4. The test length is 400 m, and the testing speed is 400 m/min. Meanwhile, the elongation and strength were analyzed following the TS EN ISO 2062 standard using the Uster Tensorapid-3. The test length is 50 cm, and the testing speed is 500 cm/min. The yarns produced consist of 80.19% cotton, 14.17% filament (PBT), and 5.64% elastane. Additionally, microscopic images of the yarns were captured using a Trinocular Light Microscope (TLM).
Moreover, the YQI (yarn quality index) was determined for all yarns utilizing the following equation3,40,41:
A one-way Multivariate Analysis of Variance (MANOVA) was conducted using SPSS 25.0 to evaluate whether significant differences exist between groups based on multiple dependent variables. The core-feeding techniques served as the independent variables, while the yarn properties were the dependent variables. Unlike ANOVA, which is applied to a single dependent variable, MANOVA is performed when multiple dependent variables need to be analyzed simultaneously, making it suitable for more complex statistical evaluations.
The decision regarding statistical significance is made based on the F-value and the p-value. If the p-value is found to be less than the predetermined significance level (α = 0.05), the null hypothesis (H0: means are equal) is rejected, indicating that a significant difference exists among the groups. However, if the p-value exceeds 0.05, H0 is not rejected, but the alternative hypothesis (H1: means are different) is rejected, suggesting that no statistically significant difference is present.
The MOORA method was also employed to identify the most suitable yarn among five options based on their characteristics. MOORA involves a multi-objective optimization process that incorporates ratio analysis. 42 This method was selected due to its ability to handle multiple conflicting criteria efficiently, making it highly suitable for optimizing yarn properties in textile applications. MOORA provides a systematic approach to ranking alternatives by incorporating both beneficial and non-beneficial attributes. This method utilizes a matrix representing the responses of alternatives to various objectives, with ratios applied to the matrix. 42 The process involves several stages-
First stage: Construction of a Decision Matrix – This matrix is developed based on the objectives or attributes and the corresponding alternatives (Equation (2)).
Here, (Y1, Y2, Y3, ........, Yn) are attribute / objective and (X1, X2, X3, ........, Xn) are alternatives. The Rpq is the rating of qth alternatives related to pth objective.
Here, p = 1, 2, 3, 4, 5, 6, …, m, and q = 1, 2, 3, 4, 5, 6, ……, n.
Second stage: Normalizing the Decision Matrix:
The equation used to normalize the decision matrix is as follows (Equations (3) and (4)):
Here, (q = 1, 2, 3, 4, ………., n)
Third stage: Calculation of Weighted Results:
In this stage, the weighted result for each objective is obtained by multiplying each objective’s value by its corresponding weight (Equation (5)).
Fourth stage: Calculation of the Assessment Value (Yi)
The Yi value is determined using the following calculation (Equation (6)):
In the fifth stage, the alternatives (X1, X2, …., Xn) are ranked based on their Yi values, with the decision being based on these rankings. The option (alternative) with the highest Yi value is assigned the top rank, considered the best, while the one with the lowest Yi value is ranked last, considered the worst.
In this study, five different yarns were developed, resulting in five alternatives. The properties of the yarns (IPI/km, unevenness (U), strength (cN/tex), hairiness, YQI, and elongation%) are considered as the evaluation criteria (attributes).
Result and discussion
Elongation and strength of yarns
Yarn elongation is an important characteristic for evaluating yarn quality, as it significantly influences the fabric’s performance. Similarly, yarn strength is crucial for assessing yarn performance during fabric manufacturing. Figure 3 illustrates several yarns’ elongation and strength (cN/tex) values. It was noticed that yarn (R5) exhibits higher elongation and strength values compared to others when the elastane is fed by separate insertions utilizing a newly introduced W-grooved pulley, and the filament (PBT) with two sets of roving is fed to the drafting zone of a ring machine to produce yarn. Positioning elastane separately (right side insertion) enhances fiber binding, reducing fiber shift under tensile force and increasing yarn strength.
37
Elongation and strength of different Siro dual core-spun yarns.
Since the elongation of the elastane is greater than that of sheath materials (cotton) (as shown in Tables 1 and 2), separate insertion (right side insertion from rovings) of elastane also increases the resultant yarn elongation more effectively compared to other techniques. Similar findings have been reported in previous studies, where ring dual-core spun yarn structures improved elongation and strength due to optimized fiber distribution.36,37
Yarn imperfection
The yarn imperfections index (IPI) is determined by the total count of neps combined with thin (−50) and thick places (+50)/km in the yarn.43,44 In this study, the thick (+50) and thin place (−50)/km values for all yarns were nearly negligible; therefore, the investigation focused on the thick place (+35) and thin place (−40)/km values. Figure 4 illustrates the IPI values of several yarns. It was noticed that yarns (R4 and R5) exhibit lower values compared to others when the filament or elastane is fed by separate insertion (right side insertion of cores) utilizing a newly introduced W-grooved pulley of a ring machine to produce Siro yarn. The precise placement of elastane or PBT filament helps in better control of fiber movement, reducing irregularities in the yarn structure. Imperfection (IPI) of different Siro dual core-spun yarns.
Yarn hairiness and unevenness
Yarn hairiness is another critical parameter due to its significant impact on the quality and performance of finished products.45,46 The hairiness values of various yarns are illustrated in Figure 5. The result indicates that yarns (R4 and R5) exhibit lower hairiness values compared to others when the filament or elastane is fed by separate insertion (right side insertion of cores) utilizing a newly introduced W-grooved pulley. It is also noticed that yarns (R4 and R5) exhibit an improved appearance compared to the other samples (Figure 6). Positioning the elastane by separate insertion (side insertion) enhances the binding of fibers, making it more difficult for them to shift within the yarn structure, leading to reduced yarn hairiness.
37
Hairiness (H), unevenness (U%), and YQI of different Siro dual core-spun yarns. Microscopic images of several yarns (10×) showing yarn hairiness.

Yarn evenness is another important characteristic for evaluating yarn quality, as it significantly influences the fabric’s performance. The unevenness (U%) of several yarns is illustrated in Figure 5. The result indicates that yarns (R4 and R5) exhibit lower values compared to others when the elastane or filament is fed by separate insertion (right side insertion of cores) utilizing a newly introduced W-grooved pully. Positioning filament or elastane by separate insertion (side insertion) enhances fiber binding within the yarn, preventing fibers from easily shifting and contributing to lower unevenness. 37 Previous research also supports that structured core insertion in hybrid yarns minimizes hairiness by stabilizing the core-sheath interaction, leading to improved yarn evenness.36,37
Yarn quality index
Assessing the Yarn Quality Index (YQI) is crucial for understanding yarn quality. Figure 5 displays the YQI values for various yarns. It can be seen that yarns (R4 and R5) produced when the filament or elastane is fed by separate insertion (right-side insertion of cores) utilizing a newly introduced W-grooved pully exhibit higher YQI values compared to others. This is attributed to their superior strength and elongation properties, as previously discussed. Previous studies have also confirmed that structured insertion of elastane and filament improves YQI by reducing defects and enhancing fiber cohesion. 37
Statistical analysis
Statistical analysis for yarn characteristics.

Interpreting these results in an industrial context, the statistical significance highlights the practical implications of core insertion methods on yarn performance. For instance, the significant differences in elongation and yarn quality index suggest that manufacturing methods directly influence yarn performance. The substantial variability observed in the imperfection index indicates that certain methods yield more uniform and defect-free yarns, which is critical for high-quality textile production.
Selecting the most suitable yarn solely based on the previously discussed properties is challenging. To identify the optimal yarn, the MOORA method was applied, taking into account the yarn characteristics. All calculations were conducted in Excel following the standard MOORA method formula. The process begins with the creation of a decision matrix, which is outlined as follows:
Here, Yarns (R1, R2, R3, R4, and R5) are alternatives, and yarn properties are objectives/attributes. The properties are categorized based on their impact on yarn quality: (a) beneficial properties, such as Yarn quality index (YQI), strength(cN/tex), and elongation% are desirable, meaning higher values indicate better yarn performance, (b) non-beneficial properties, including imperfection index (IPI/km), unevenness (U%), and hairiness (H), are undesirable characteristics, meaning lower values are preferred for improved yarn quality.
In the second stage, the matrix is normalized using the following equation. 
The third stage involves calculating the weighted values by multiplying each column by 0.1667. This is based on the assumption that all characteristics hold equal significance, with identical weight values of 0.1667. The weighted results are as follows:
The fourth stage involves calculating the assessment values, Yi, utilizing the following formula: 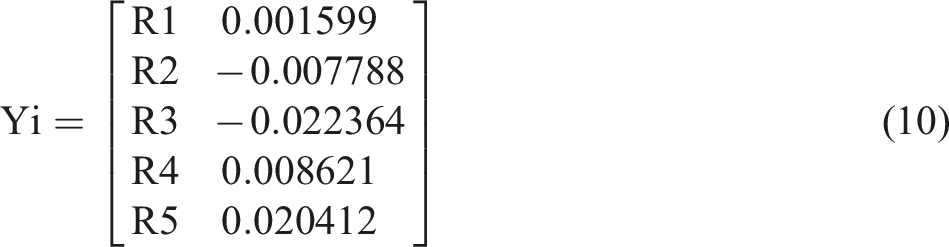
In the fifth stage, the alternatives (options) are ranked based on their Yi values. The ranking of the options is as follows: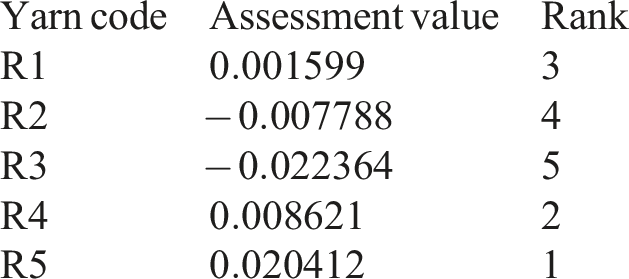
This analysis reveals that the R5 yarn, produced by side-feeding the elastane using a newly introduced W-grooved roller while inserting two sets of cotton roving with the filament in a ring frame, achieves the highest Yi (assessment value). In contrast, the R3 yarn, created by combining filament and elastane using the texturing (intermingling) technique and incorporating them with two sets of cotton roving, exhibits the lowest Yi among the samples. Consequently, R5 yarn demonstrates superior properties, whereas R3 yarn performs the poorest. The notable outcome of this study is the higher assessment value achieved by the yarn produced with the newly developed W-grooved roller.36,37 The R5 yarn, characterized by the separate insertion of elastane, emerged as the most optimal sample, achieving the highest assessment value.
Conclusion
The development of Siro dual-core spun yarns using a modified W-grooved roller has significantly improved yarn quality and performance. Among the five-core material feeding techniques examined, the side-feeding method utilizing the modified W-grooved roller produced yarns with superior properties, including higher elongation, strength, and YQI, as well as reduced hairiness, unevenness, and imperfections. Statistical analysis confirmed significant differences in yarn properties across the feeding methods, with the modified W-grooved roller consistently outperforming conventional techniques. The Partial Eta Squared value demonstrates that the core inserting methods have a tremendous impact on the variability in elongation and the imperfection index. Additionally, the MOORA method identified R5 and R4 as the most optimal yarn structures, achieving a balance between mechanical strength and quality parameters. The ranking analysis indicated that R5 and R4 exhibited the highest overall performance based on multiple criteria, including elongation, strength, and evenness while minimizing imperfections. This study provides a valuable contribution to the field of hybrid Siro dual-core spun yarn manufacturing, demonstrating that innovative core-feeding methods can significantly enhance yarn quality.
However, since PBT and elastane are wrapped around the yarn (R4 and R5) rather than being positioned at the exact core, this structure may influence the dyeing process, potentially causing variations in color absorption. Future research should investigate how this yarn configuration affects dyeing uniformity, penetration, and overall fabric appearance. Examining different dyeing techniques and their compatibility with this yarn structure would be beneficial to optimize industrial dyeing processes. Additionally, evaluating the feasibility of using this mechanism in different yarn spinning setups, including compact spinning, could further expand its utility.
Moreover, the end-use applications of these yarns must be carefully considered. Given their high elongation and elasticity, these yarns are particularly suitable for stretch fabrics used in activewear, denim, and sportswear.
Future research should explore the applicability of the modified W-grooved roller to other fiber combinations and production techniques, as well as its potential for scalability in industrial applications. The insights gained from this study can guide textile manufacturers in optimizing production processes to achieve high-quality hybrid yarns for a wide range of applications. This study, however, does not include an analysis of the fabric’s characteristics. A thorough evaluation of fabric properties is necessary to draw definitive conclusions about the performance of both yarn and fabric. This aspect will be addressed in our next research.
Footnotes
Acknowledgments
All experiments were carried out in Bossa Ticaret ve Sanayi İşletmeleri T.A.Ş, Adana, Turkey and the authors would like to thank the employees of the Company.
Statements and declarations
Authors contributions
The authors contributed equally.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
The authors confirm that the data supporting the findings of this study are available within the article.