
Abstract
Knitting forming is an advantage and distinguishing feature of knitting technology. The development of three-dimensional (3D) shaped technology and equipment, making knitted fabrics gradually developed from clothing domain to the industrial field. The automotive industry is one of the biggest markets for industrial textiles. Recently, most car seat covers in domestic market are made by cutting-and-sewing process, while, integrally-formed car seat covers are greatly far from commercial products. Therefore, this paper describes four knitting techniques for producing 3D shaped fabrics, and studies the knitting process of two types of 3D shaped geometries derived from car seat models. In present study, three-dimensional cutting method is used to unfold the two shapes in different ways and two knitting directions of one cutting method for individual 3D geometry are selected to knit on a Stoll computerized knitting machine. A mathematical relationship between 3D geometry and 2D unfolded shaping is established. After the shaping of each part is calculated, the program is made by the Pattern Preparation Unit and the knitting process is completed. The influence of two shaping techniques on the mechanical properties of the fully-fashioned fabric is evaluated, and it is found that compared with transferring-stitches technique, partial-knitting technique has superior mechanical properties. This study provides guides and references for the integrated automotive seat covers.
Keywords
Introduction
Knitting products with its good extensibility, comfort ability and softness have been applied in various fields, such as clothing, home decoration, automotive, aerospace and medical. 1 With the development of textile technology and equipment, the performance of dimensional stability and function of knitted fabrics have been improved. Meanwhile, the flexibility of flat knitting and integrally-formed technology extends the application of knitting fabric, making it developed from the fashionable field to the industrial field. 2
Knitting forming is an important feature of knitting technology, including fully integrated-forming and half integrated-forming which can directly make fabric into two and three dimensional (3D) shapes. 3 At present, the research on 3D fabric performs includes various types of tubular fabrics, 4 spherical fabric,5,6 box-shaped fabric 7 and other complex shaped fabrics. 8 But the poor mechanical properties of knitted fabrics limit its development. Therefore, the University of Minho in Portugal, Araujo develops a new technology to improve the mechanical properties by inserting straight reinforcing yarns 9 . Some researchers have begun to study on 3D shaped biaxial weft fabrics. Cebulla et al. 10 developed biaxial reinforced knitted fabrics with an open cuboid and spherical shell shape. Cherif et al. 11 created a digital connection between 3D geometry and knitting 2D shape and developed a take-down system to ensure the efficient production of 3D multilayer weft knitted fabrics.
Circular knitting machines and computerized flat knitting machines are now used to produce 3D fashioned fabric. Previously, main products of circular machine were in a tubular shape, while Simonis et al. 6 developed a way of knitting three-dimensional spherical fabrics using circular machines which was the first global invent of such technology. However, compared to circular knitting machines, computerized flat knitting machines are more suitable to produce 3D integrated production, the main advantages of flat knitting machine are listed below9,12:
Individual electronic needle selection technology;
Flexible control of loop length;
A combination of various structures and patterns;
Sinker technology and unique take-down systems.
In various application fields of textiles, one of the largest markets for industrial textiles is the automobile industry, which uses an average of 20 kg in each of 45 million cars or so produced globally each year. 13 Present car seat cover is in way of cut-and-sew, while, few researches are focused on integrally-formed car seat cover which can be achieved by functions of computerized flat knitting. However, it is a potential trend for the development of automotive interior due to the advantages of good extensibility, permeability and integrated knitting technology which can reduce the waste of materials and manufacturing costs. Therefore, this paper aimed to explore the possibility of fully-fashioned car seat cover.
The key issue to knitting a 3D shape fabric is to transform 3D shape into 2D pattern. 14 In this study, according to the 3D shape of the fully-fashioned car seat, two kinds of 3D geometry models are selected, and different cutting methods for individual shapes are explored. Meanwhile, two types of 2D cut patterns of one model are selected to be knitted on a computerized flat knitting machine, and the possibility of knitting process is explored. The present study will be a guide for the development of integrated knitting for car seat cover and industrial textiles related fields.
The preliminary preparation and process of 3D shaped fabric
The process of developing 3D knitted fabric
Figure 1 shows the process of knitting a 3D fashioned fabric, and it can be seen that the first step is to transform the 3D geometry into a 2D pattern which can be realized on a knitting machine. A 3D geometry can be accomplished by different 2D patterns, and the suitable 2D shapes can be selected based on the industrial experience of integrated knitting and the actual difficulty of the knitting process. A mathematical relationship can be established between 3D geometry and 2D shape to help to calculate the specific knitting process, subsequently. At last, we can make programs by a Pattern Preparation Unit to manufacture 3D knitted products by a computerized flat knitting machine. In knitting process, some knitting parameters need to be adjusted to ensure the successful knitting of the fabric, such as take-down tensions, knitting speeds, loop length and configuration of yarn carries.

The procedure for the development of 3D knitted fabric.
Techniques for 3D shape knitting
At present, there are four kinds of techniques for knitting a 3D-shaped product, they are 2 :
Using different knitted structures.
Using different loop lengths.
Changing the number of needles.
Partial knitting technique.
All the above knitting techniques can be realized by employing the flat knitting machine by the technology of flat knitting.
Using different knitted structures
Fabrics with different knitted structures have different geometrical dimensions on the condition that the yarns and stitch densities are same. However, the size range of different structures is limited, it is generally used in combination with other techniques.
Using different loop lengths
The loop length determines the tightness of the fabric. Fabrics with the same structure have different geometrical dimensions under different loop lengths. For example, tubular fabric with variable cross section can be developed by changing loop lengths. 15 While considering the knitting process smoothly, the loop length should be adjusted within a certain range.
Changing the number of needles
This technique is mainly used to change the width by increasing or decreasing the number of operating needles. It is a common technique for knitting 2D and 3D shaped fabrics. There are two methods to change the number of needles, which are achieved by transferring loops. Figure 2(a) and (b) shows an example of the narrowing. One of them is that the number of narrowed needles is equal to the number of loops transferred (Figure 2(a)), and the other is that the number of narrowed needles is less than the number of loops transferred (Figure 2(b)). Compared with first method, the edge of the fabric with the second method has no overlapping loops.

The techniques of shaping by decreasing the number of needles: (a) without finishing marks; and (b) with finishing marks.
Partial knitting technique
Partial knitting technique is a preferred method to connect the edges of 2D semi-finished products to form a 3D geometry. 16 Figure 3 shows the partial knitting technique, it can be seen that when decreasing some needles, these needles stop knitting temporarily but hold loops for a period of time until starting to knit again. Partial knitting can lead to elongation of the loops, so controlling the tension is necessary. And in the knitting process, it is found that the most suitable yarn tension is 2g.

Partial knitting technique.
Development of 2D pattern cuts for specific 3D geometries
Selection of specific 3D geometries
Considering several shapes on the edge of the common car seat models, two types of 3D geometries (Model A and Model B) are summarized for the study of knitting 3D-shaped weft knitted fabrics shown in Figure 4. The edges of different car seat models have different curvatures. For the aim of convenience and representativeness, the curve radian of the two models are estabilished in a regular quarter arc.

Two types of 3D geometries summarized from car seat models.
Different ways to transfer a 3D geometry into a 2D pattern
The key to knit 3D shaped fabric is to transform a 3D geometry into a 2D pattern. In present paper, the 3D cutting method shown in Figure 5 is used to obtain the 2D pattern. First, the models are made by 3D printing technology after the sizes are determined according to the actual car seat. And then the shape of the fabric to be knitted is present by paper according to the model, as shown in Figure 5(b). It can be seen in Figure 5(c), a 2D cut pattern can be obtained by cutting and expanding the paper pattern.

The method of transferring a 3D geometry into a 2D pattern: (a) the prototype of 3D geometrical mode; (b) paper covering on the 3D model; and (c) paper covering expanded into 2D cut pattern.
Different cutting methods can be used to obtain different 2D pattern cuts. Figure 6 shows several cutting methods of models A and B and their corresponding 2D pattern cuts. Both models A and B are consisting of cuboids and quarter cylinders. And two cutting methods (A1 and A2) for model A and three cutting methods (B1, B2 and B3) for model B are developed. The paper patterns are cut along the blue marking lines in Figure 6, and some of the cutting methods cannot be formed into 3D geometry directly. After knitting process, an opening edge will be formed (such as the place marked by red line in B1), which can be connected subsequently according to needs.

Illustration for selecting parting lines of different positions to obtain different 2D pattern cuts.
Table 1 listed the knitting techniques used in different 2D patterns of models A and B. It can be seen that the knitting techniques used for the same 2D pattern cut are also different when knitting in different directions. As shown in Table 1, vertical and horizontal directions are marked in different colors, in which, vertical direction is described in blue color and horizontal direction is in orange color.
The knitting techniques used in different 2D patterns.
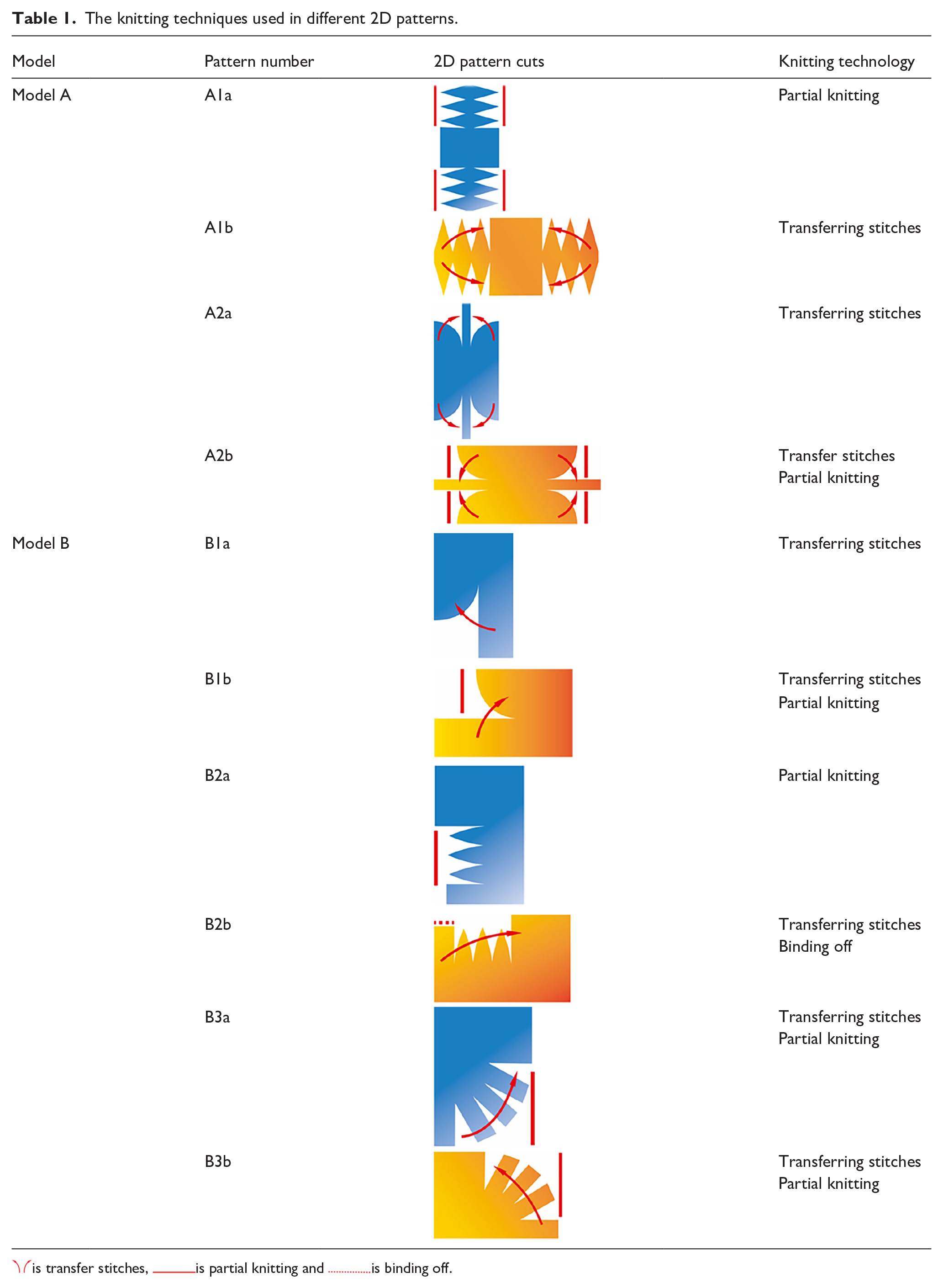
 is transfer stitches,
is transfer stitches,  is partial knitting and
is partial knitting and  is binding off.
is binding off.
The knitting techniques used above include partial knitting, transferring stitches and binding off. The first two techniques have already been mentioned previously. Binding off technique is similar to reducing the number of needles, while the different is that it is decreasing needles in a continuous process. Due to continuous loop transfer, the yarn and fabric may be damaged, so the loop length should be increased appropriately.
The knitting of 3D shaped fabrics
In order to try out the three knitting techniques mentioned above (partial knitting, binding off and transferring stitches), two directions of pattern B2 are selected for knitting. The specific knitting process was described blow.
Materials
Polyester is currently the most used types of materials in the automotive industry. The properties of polyester, which make it an ideal material for automotive interiors, include high tensile and tear strengths, low moisture absorbency, and good abrasion and UV resistance. 17 Therefore, in present study, 300D draw textured polyester is selected to knit the 3D shaped fabrics.
Equipment
With the rapid development of computerized flat knitting machine, it has a great of advantages in knitting 3D integrated fabric. At present, brand of Stoll and Shima Seiki represent the most advanced technology in flat knitting machines. 18 Figure 7 shows a Stoll ADF machine which possesses the most advanced functions of computerized flat knitting. 19 The computerized flat knitting machine used in this research is STOLL ADF 530-32W E7.2 (Reutlingen, Germany).

The characteristics of Stoll ADF computerized flat knitting machine. 19
The knitting of the pattern cut B2a
The knitting technique used in pattern cut B2a is partial knitting as shown in Table 1. Before developing the knitting program, the number of needles of each part and knitted course should be calculated based the mathematical relationship between the 3D geometry and the 2D pattern.
In this study, plain knitted structure is selected to knit the 3D integrated fabric and the sample piece is prepared in previous to determine the wales per centimeter (Pa) and courses per centimeter (Pb). Combined with Figure 8, the calculation formulas of each part of pattern cut B2a are as follows:




Where

Calculation of knitting process for pattern cut B2a: (a) is the 3D model, (b) is 2D pattern cut and (c) is plain view of model corner.
Combined with Figure 8(b) and (c), the calculation formulas for increasing or decreasing the number of stitches in the partial knitting part are as follows:


Where
The program is developed by STOLL M1 plus 6.8 Pattern Preparation Unit. Figure 9(a) shows the image of knitting program of the pattern B2a, and before knitting on the machine, there are some parameters need to be adjusted:
The knitting direction of carriage in partial knitting part. Figure 9(b) shows the right knitting direction, and when the kntting direction is opposite, floating thread will be produced.
Take-down system. During partial knitting process, it is necessary to open and close the take-down system for a period of time, so that the fabric is pulled again to ensure the take-down can be uniform.
Knitting speed of carriage. Compared with other parts, the knitting speed of partial knitting part should be reduced.

Knitting process of pattern B2a: (a) is the image of knitting program; and (b) is knitting direction of the machine in partial knitting part.
The knitting of the pattern cut B2b
Figure 10 shows the calculation of pattern B2b knitting process. Compared to pattern B2a, pattern B2b is rotated 90 degrees clockwise, so the knitting method is also different.

Calculation of knitting process for pattern cut B2b: (a) is the 3D model; (b) is 2D pattern cut; and (c) is plain view of model corner.
Pattern B2b is also knitted with plain knitted structure, and due to the different knitting direction, the calculation process of each part will also different. The calculation formulas of each part of pattern cut B2b are as follows:






Where T is total number of knitting needles, H is total number of knitted courses,
Figure 11 shows the image of knitting program of pattern cut B2b, transferring stitches technology is used in the knitting process and the contrast before and after transferring stitches is shown in Figure 11(a). In the process of transferring stitches, multiple stitches are gradually selected to decrease the stitches along the two sides of the triangle in the cutting pattern. In order to decrease multiple stitches, a certain number of stitches should be transferred to the back needle bed first, and then the back needle bed move one pitch to the left and the stitches are returned to the front needle bed. In this way, it can be seen that the one stitch is reduced as shown in Figure 11(b).

Knitting process of pattern B2b: (a) is contrast before and after transferring stitches; and (b) is the process of transferring multiple stitches.
This method of knitting includes binding off and transfer stitches, so some parameters should be adjusted before knitting, they are:
Loop lengths. In order to confirm the stitch will not be damaged, the loop length should be appropriately increased during the process of binding off and transferring stitches.
Take-down system. The same method as partial knitting part is used to adjust the take-down system in transferring stitches process to ensure the smooth transfer of the stitches.
Knitting speed of carriage. During the transferring stitches process, the knitting speed should be reduced to ensure the loops will not be damaged.
Figure 12(a) and (b) show the knitted 3D integrated fabrics of model B developed from cut pattern B2a and B2b and the detailed of their corners. These cutting methods will create an opening at the edge of the fabric, so it is linked after knitting.
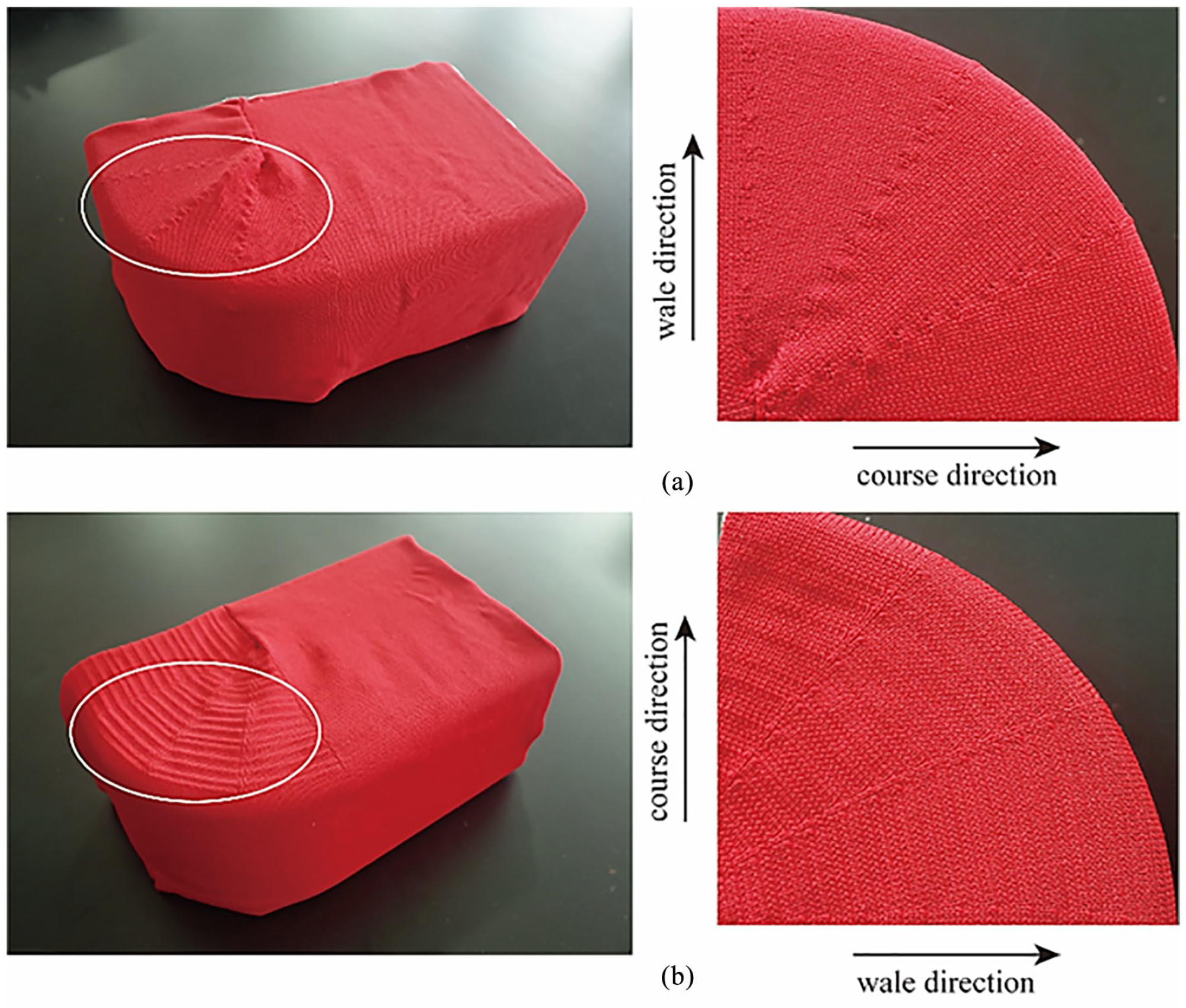
3D integrated knitted fabric of model B: (a) is the image of B2a and (b) is the image of B2b for the pictures of fabrics and detailed of corner developed by partial knitting and transfer stitches technique.
Comparison of two shaping techniques
Two shaping techniques
Partial knitting and transferring stitches techniques used in this paper are all shaped by changing the number of needles. Different from changing the number of knitting needles by transferring stitches, partial knitting is to hold the stitches on the needles and do not drop the loops. After the knitting is completed, these needles re-enter the knitting. The textures of the fabrics developed by two different shaping techniques are shown in Figure 13.
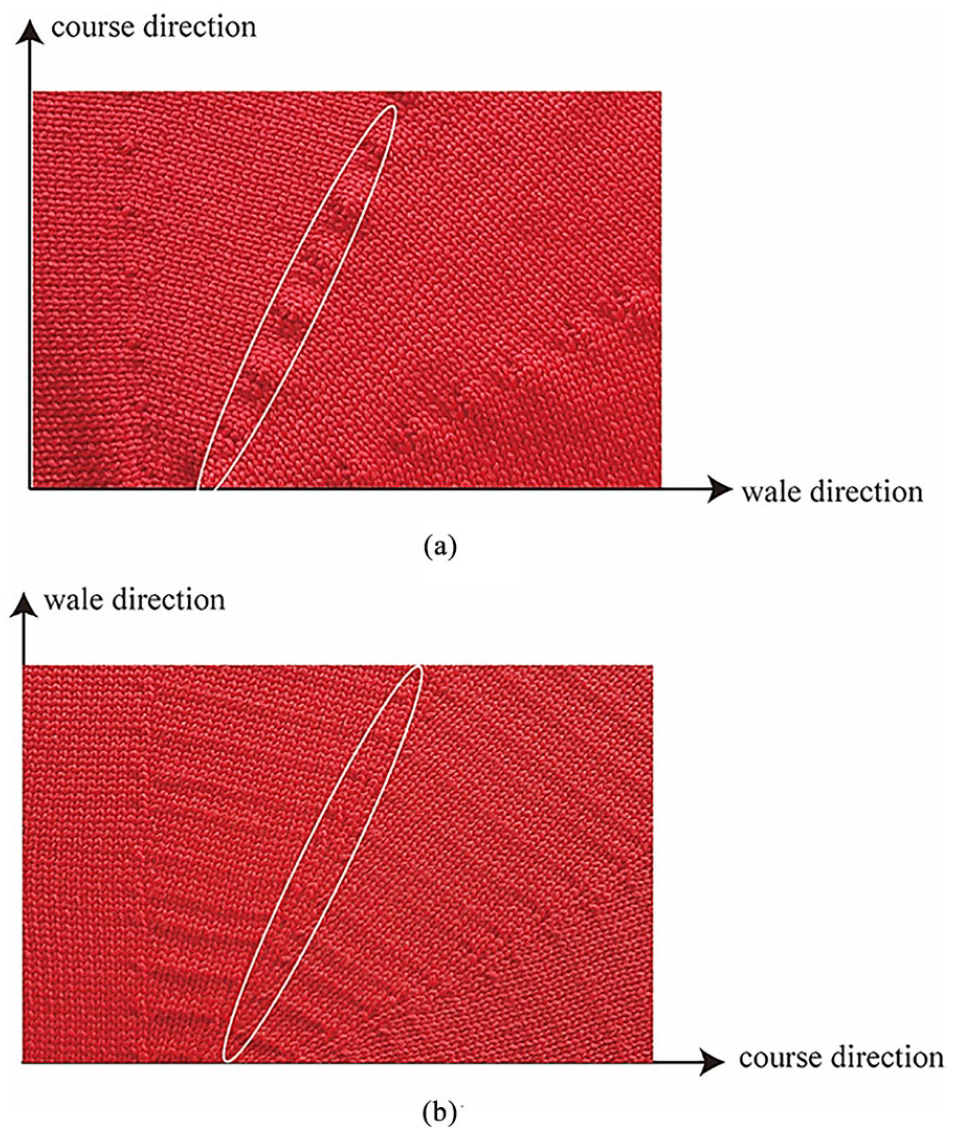
The textures of the fabrics developed by two different shaping techniques: (a) is by partial knitting; and (b) is by transfer stitches.
It can be seen that some ‘lines’ are created on the fabrics by both two techniques. Fabrics developed with partial knitting technique had slightly raised in the marked part of Figure 13(a), this is because in the partial part, a tuck stitch should be added when the carriage returns to repair the holes caused by the partial knitting. Meanwhile, the loops are elongated in this part and tuck stitches increase the thickness of the fabrics.
As shown in Figure 13(b), horizontal stripes will appear on the surface of the fabric developed by stitches transferring, this is because the loops elongation and pulling unevenness will be caused in the process of stitches transfer. This phenomenon can be improved by adjusting the take-down system and heat setting in the last stage.
Bursting test
In order to test the influence of two shaping techniques on the mechanical properties of fully-fashioned fabric, the bursting properties of the parts without fully-fashioned, with partial knitting and with transferring stitches are tested respectively on a YG026MB-250 electronic fabric strength tester (Changzhou Dahua Electronic Instrument Co., Ltd., Changzhou, China) according to the standard GB/T 19976-2005 (China). For every part, five samples are cut into a circle with a diameter of 115 mm, and the testing results are shown in the Table 2.
Bursting strength of different parts of fully-fashioned fabric.
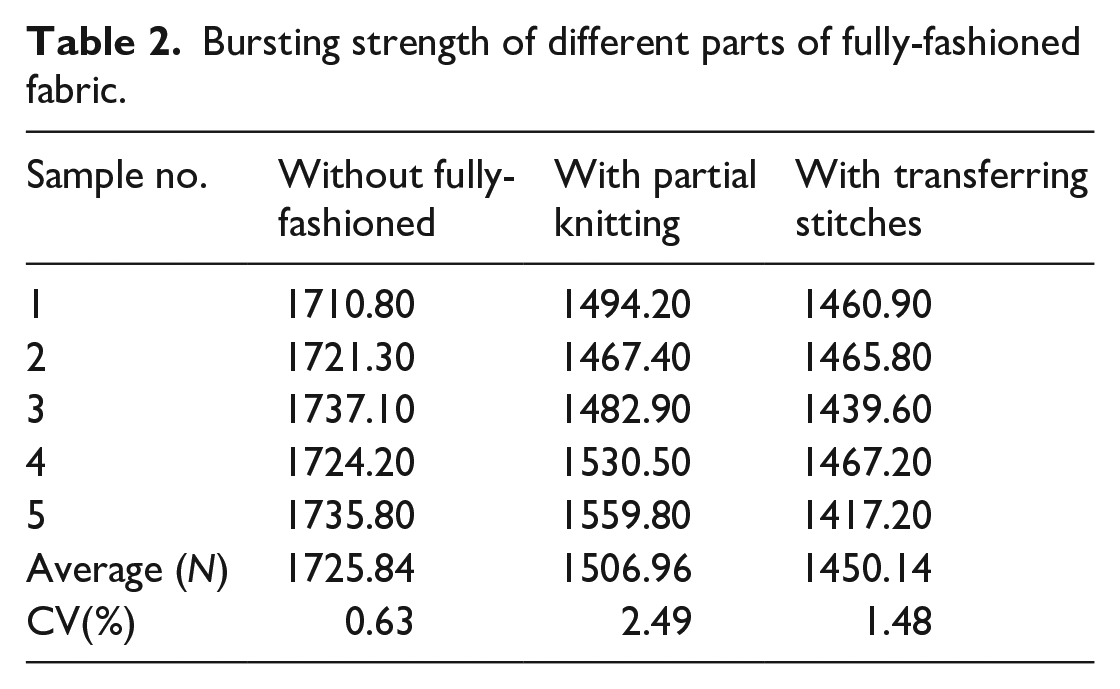
It can be seen from Table 2 that three parts all have high bursting strength, which the part without fully-fashioned has the highest bursting strength, while the partial knitting and transferring stitches techniques can affect the mechanical properties of the fabric. In the bursting process, the deformation of the fabric increased with the increase of bursting height, and the loops are tightened and separated. When the bursting height continued to increase, a part of the yarn will break and the loops will gradually fall apart until the fabric is broken.
Partial knitting and transferring stitches will cause the elongation and deformation of the loops, which will lead to the uneven loop and decrease the tightness between the loops, therefore the bursting strength will be reduced. Compared with partial knitting technique, transferring stitches technique is transferred by multiple loops, which has a significant effect on the mechanical properties of the fabric, so its bursting strength is the lowest.
Conclusion
The main content of this paper is to study the knitting methods of two types of 3D shaped geometries which are derived from the car seat. It has introduced the process of knitting a 3D shaped fabric and four knitting techniques for 3D integrally-formed fabric knitting. The key to knitting 3D shaped fabric is to transform a 3D geometry into a 2D pattern cut. In present paper, paper cutting method is used to realize 2D pattern and two knitting directions of one cutting method for one model are selected and prototyped by a Stoll computerized knitting machine. The conclusions are as follows:
The key to transfer a 3D geometry into a 2D pattern is to determine the appropriate cut lines. For the selection of cut line, the boundary line of each plain can be selected such as the cutting methods of A2 and B2. For the regular part of the 3D shaped fabric, it can also be divided into N equal parts at the curve portion such as the cutting methods of A1, B2 and B3.
The same pattern cut can be knitted in two different directions with different knitting techniques. The appropriate knitting direction and techniques can be chosen before making the knitting program.
The calculation of knitting process for pattern cut can be combined with the size of 3D geometry and cut method to establish a mathematical relationship between the 3D geometry and 2D pattern cut.
Two shaping techniques are compared and the bursting properties test is carried out. Compared with partial knitting technique, transferring stitches technique has a lower bursting strength and is more likely to cause fabric damage under the condition of a large external force.
To sum up, this paper can provide some guidance and reference for the fully-integrated knitted car seat cover and related 3D shaped knitted products. And it can greatly help the development of industrial textiles and automotive seat cover materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.