
Abstract
To improve the quality of industrial textile products and ensure the accuracy of the real-time collected textile production data, we first proposed a new data fitting method, which uses the integral and differential quotient operator to obtain the basic spline function and B-spline curve by operator deduction, and then used high-order approximation method for differential operator to get the precise spline fitting function. Second, a multi-agent network-monitoring system model was built, and its work principle, main function, collaborative process, and scheduling algorithm were introduced. The application results show that the proposed data fitting method is optimum and the results are accurate. Furthermore, the system structure model based on multi-agent meets the requirements of quality control of industrial textiles.
Introduction
To improve the quality of industrial textile products and ensure the accuracy of the real-time collected textile production data, it becomes the core issue problem for textile industry to be resolved [1]. For these, the countries with advanced textile production technology, such as Cuba, India, Germany, and Japan [2], have successfully adopted some advanced techniques [3] and systems [4], i.e. production data-processing, a data base for determining the evaporative resistance of clothing, and have proposed some advanced data fitting methods for industrial textile data, for instance, numerical simulation of textile flexibility testing [5], and fitting approach of the fatigue tensile response of textile composite materials. Meanwhile, they have also constructed some database management systems to facilitate data processing, for example, electronic textile systems [6], and simulation environment for electronic textiles. In general, the methods and systems above have ensured the correctness of industrial textile data. However, we know from the literature, data fitting and processing methods above are mainly concentrated on the textile property test, clothing permeability test, and moisture treatment of wool fabric, etc., reversely, data fitting approach oriented to the real-time collected industrial textile data is relatively small [7].
In China, to study data fitting and data processing method for industrial textile data, it is relatively late [8]. In 1999, an improved mathematical simulation of the coupled diffusion of moisture and heat in wool was proposed. Then, in 2008, a mathematical modeling and numerical simulation of moisture transfer in textile assemblies was put forward [9]. However, the research that improves equipment utilization and ensures the accuracy of industrial textile data is generated in 2008, for example, simulating the drawing of spunbonding nonwoven process using an artificial neural network technique [10], and numerical study of heat and moisture transfer in textile materials by a finite volume method was proposed, respectively. Although domestic textile scholars have made some significant contributions in data fitting and processing methods, they all go in for the study on textile materials testing, moisture treatment of wool fabric, etc., and cannot carry out the research on data fitting approach of industrial textiles. In 2010, data fitting method for industrial textile data was proposed.
For the textile industry, it is necessary to study data fitting method of industrial textiles, because the accuracy of production data is the basis of improving productivity and getting best profit, that is, only the correct processed production data can meet the requirements of quality control of industrial textiles. Thus, the specific treatment object is real-time collected production data, which is from all of the plant-level manufacturing workshops. The processing method is to filter, diagnose, verify, and compute production data, so as to store the processed data in the plant-level data center [11]. The aim is to make the processed data accurately reflect operating capacity of the equipment and realize data integration [12]. However, in the actual manufacturing process, there is a lot of the error factors, such as human, machine, and environment, etc., all of them have negative effect on the accuracy of production data [13]. Therefore, to ensure the accuracy and correctness of data processing result, we ought to design and develop a common software system, make the system determine whether data fitting result is ideal.
Definition
Based on the above, an agent is composed of multiple agent’s objects, while all objects can be formed a set A, and defined as A = {A1, A2, … , An}, where Ai (i = 1,2, … , n) denotes the ith object. In the collaborative process among multiple objects, we define each object complete the task Ti = {T1, T2, … , Tn} [15]. Thus, one agent can be partitioned into several sub-agents, and one sub-agent need to complete the task Ti. According to the ability Xi and resources Ri, when single sub-agent cannot achieve the task Ti, the task Ti is commonly accomplished by multiple sub-agents.
Collaborative process of multi-agent
The collaborative process of multi-agent is a complex process, which requires a number of participants, sub-services, and constraint conditions, the goal is to make the system resources be optimum. Furthermore, the entire collaborative process must make multiple agents share data resources, and accomplish the assigned sub-task together. The collaborative flowchart is shown in Figure 1.
The collaborative process among multiple agents.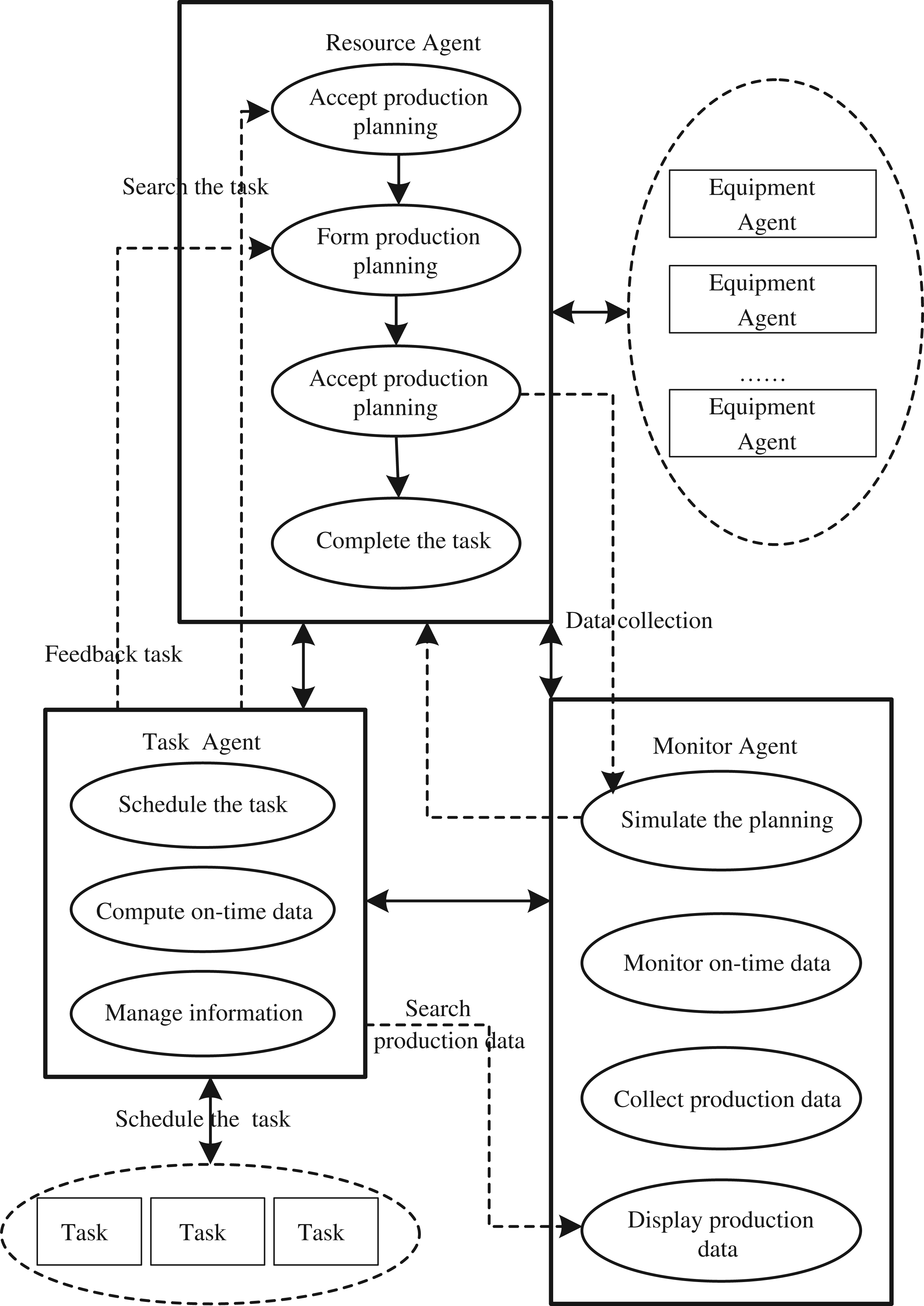
Figure 1, each agent has own knowledge base, mechanism library, property, and communication module to complete various tasks, the main roles of each agent are marked in Figure 1, respectively. Meanwhile, the oval denotes different function modules and dashed line indicates logical relationships between function modules. The work principle among agents is the following.
In Figure 1, we divide an agent into multiple sub-agents, that is, resources agent, task agent, monitor agent, equipment agent, scheduling agent, and system management agent, etc. To complete various sub-tasks, each agent has special knowledge base, mechanism library, properties, and communication module. The main functions of each agent are marked. Of which, the oval denotes the functions of the modules and dashed line indicates the logical relationship among different function modules. Thus, work principle for multiple sub-agents is the following.
Resources agent. Resources agent is responsible for receiving external task and determining whether the task can be performed and the condition is satisfied. When the task is classified, resource agent issues the tender to all equipment agents. At this time, according to the priority rules, each equipment agent will select equipment involved in the tender and form alternative processing route, while resource agent will schedule required resources to all equipment agents and make them go into production workflow to complete special task. After the task ends, the result is returned to monitoring agent, when monitoring agent receives the message [16]. Task agent. Task agent is first used to evaluate and schedule the received outside task; its specific task is to gather the task information, such as emergency degree, processing procedure, and work time, etc. Then, task agent is in charge of the task information which is submitted to resource agent. After resource agent receives the task information, it needs to confirm the information. When the operation process above is successfully executed, resources agent begins to assess each task and calls colony algorithm to calculate the stimulating degree of each task. Then, resources agent returns stimulating degree information to task agent. Finally, the stimulating degree information is accepted by function modules of production planning. Monitor agent. Monitor agent is mainly to simulate alternative production planning, which is reported by task agent. In the setting object function condition, we aim at the object, use genetic algorithm to solute the task, and make final selection processing route be returned to task agent. So, task agent begins to call monitor agent and make monitor agent be charged of dealing with equipment failure, adding new equipment, emergency task, and human control, etc. Then, task agent implements the special task. Equipment agent. After the bid of resources agent was received by equipment agent, it begins to assess production capacity (i.e. processing expertise, free time, threshold size of the different manufacturing processes, etc.) of the corresponding equipment and then returns capacity information to resources agent. Resource agent determines whether it can complete the task. If the condition is success, all agents go into production processing, and the final certain production planning task is implemented. Furthermore, equipment failure information can be submitted to monitor agent at any time.
Scheduling process and algorithm
For textile industry, to meet the requirements of production management department or other workshop, data integration process is mainly composed of the following two steps. (1) Data interface is offered by the top database management system of the various workshops. Furthermore, according to the species consistency principle, production data can be linked by the common species. (2) When assortment data is linked successfully, sharing information of production data is extracted and stored in the upper-class integration management system of the textile industry.
Thus, the process of resources scheduling and algorithm implementation is the following.
(1) In general, task information includes the number, needed task processing, and stimulation degree of sub-tasks. Task agent receives the task from the task queue, and then submits the task information to monitor agent and resources agent, the goal is to get specific sub-task and needed resources. Monitor agent retrieves the task information from own knowledge base. In this case, if the task information cannot be found in knowledge base, then the workflow will turn to step (2). Else, the task information exists in the knowledge base and monitor agent will directly inform resource agent to schedule resources, call task agent to implement the task information, and start the equipment to produce as well as do without the associated operations to determine production planning. The benefit is to reduce system workload.
After resources agent receives the task information, it will comprehensively collect production capacity, equipment capability, and other information of the single device and determine whether the device can accept the task. If the task cannot be accepted, then the whole production process will exit.
Now, suppose that the current received task set is T = {T1, T2, … , Ti} [17], where i is the total number of the received task. For any one task Tm, the processing time set of each sub-task is {tm1, tm2, … , tmr}. Meanwhile, suppose that the needed processing type set is Lm = {lm1, lm2, … , lmr}, such that r is the sub-task number of the task Tm and the resources set is R =
The total capacity judgment is
Based on the condition above, the ability judgment condition of the single device is tmr ≤ maxspt, that is, the total time of all sub-tasks should be no more than the total sum of the idle time of all the alternative equipments. Meanwhile, the equipments (machines) within the various workshops should complete the required processing type of all parts, and the completion time for any sub-task should be no more than the longest idle time of the alternative equipment. If we decide to implement the task, then the workflow should return to step (3). Else, the workflow turns to step (2).
(2) By issuing the tender, resources agent will form alternative equipment list. Now, assumed that there have n alternative equipments, the objective function that is used to determine the winning equipment in the bidding mechanism can be denoted the following formula [19].

(3) After the task is decomposed or classified by resources agent, a sub-task begins to release the tender to the equipment. The principle is the following. First of all, we retrieve the latest ability information of all equipment agents from the knowledge base and estimate ability information to complete the sub-task. Then, we make task agent issue the tender to some special equipments, instead of all the equipments, the goal is to reduce network communication burden and computational burden of the subsequent processing tender. Here, the computing of the device is equivalent to get the threshold of a processing operation, while the setting of the threshold ought to be considered from the following four factors.
1. In the processing queue, make the waiting time of sub-task as short as possible. 2. Sub-task of the same parts should be continuously processed, the aim is to reduce time-consuming of the equipment switching task. 3. The priority to process the task should have high emergency degree and should be close to task completion time. 4. The priority should be given to the equipments with processing expertise and make them process good type sub-task. Here, for the same artifacts, good type indicates that processing time is relatively short.
The calculation formula of the threshold is θij = θ′ ij + ka, where a denotes the cutover or transmission time-consuming, that is, one device is switched among different production varieties, or a variety is produced in various devices. Thus, in the waiting queue, when the varieties need not be transferred to different devices, the value of k tends to zero [20].
Derivative of θij is θ′ ij = k1 + k2tij + k3α ij , for each produced sub-task, it has one value k1, and the value k1 of a priority produced sub-task is relatively small. tij is the time-consuming to complete the sub-task. αij is the strength coefficient to affect the task ti, it comes from the device Rj. Meanwhile, the better Rj outputs a certain type of the process ti the smaller α ij is. The weighted coefficient k2, k3 depends on the time-consuming to complete sub-task, and the effect size of the specialty coefficient to act on the reaction threshold.
(4) Task agent is used to simultaneously calculate the stimulation degree S of each sub-task, and S = s0 + k4t. Of which, s0 is the initial value, t is the task time in the waiting queue, k4 is the weighted coefficient, and mainly used to determine the length of the waiting time, which affects the processed probability size of the task.
On this basis, we make all sub-tasks be packed into a queue to wait for calling. For example, in step (4), task agent calls resource agent, while resources agent judges the required resources of sub-task. In the actual production manufacturing process, the queue is called production queue. When combined with step (3), according to the formula P(θij,S) = S2/(S2 + θ2 ij ) [21], resources agent can calculate the probability size. Furthermore, the greater the probability is, the higher the priority of the task in production queue is.
Now, suppose there are m queues and n equipments, we can see from the perspective of the permutations and combinations, they form
(5) If monitor agent is called, it firstly begins to code for the received alternative processing route, and the processing line corresponds to one natural number-coded chromosomes. Then, monitor agent executes the iteration operation and makes the result generate initialization chromosomes. Thirdly, monitor agent does crossover operator to produce new chromosomes. Finally, the identical mutation operation is executed to create the new chromosomes, and the fitness calculation can do the formation of the population. Thus, fitness function called the objective function is shown as follows [22].

Of which

The resulting chromosome corresponding to the processing route is final selection route. According to the selection route, monitor agent informs resources agent to schedule the equipment to produce.
Based on the above, the algorithm we proposed has a lot of the weighted coefficients [23], while these coefficients need to be decided by the specific production requirements and actual situation of the textile industry. In addition, some causal factors and non-quantifiable factors need to be treated via production management experience of the operators. Therefore, the model we proposed has introduced man-machine interface, and the operator can modify the weighted coefficient by the experience and specific circumstances, the goal is to enhance the usefulness and applicability of the model.
Data fitting
With the restructuring and transformation of the textile industry of China, production manufacturing process among various workshops and divisions get complex. This change leads to the finished and semi-finished product processing being gradually altered, which is from simple process control of a single process to the complex process of multi-process and multi-index. Under this production process, we must ensure the correctness and accuracy of production data, because data is timely retrieved from the equipments (machines) of the various departments and workshops.
Prior to this, we have mainly used two kinds of mathematical algorithms (average filtering and weighted arithmetic average filtering) to match production data of industrial textiles. Meanwhile, production data includes: (1) dropper stopping time, weft stopping time, selvage stopping time, and other stopping time; (2) operating status, and standing status; and (3) roller pulse of the equipment.
Real-time production data of the loom.

It can be seen from Table 1, the desired results cannot be obtained, and a large deviations between the collected production data in the monitoring system and actual production data of industrial textiles existed. Furthermore, real-time operating efficiency of the loom is slightly higher, and even some of them are beyond 100%. In the actual manufacturing process of the textile industry, this phenomenon is unreasonable. The root of the problem is the following.
First, data filtering algorithms is irrationally selected. Second, all factors completely failed to treat, because there probably exists some confounding factors to affect the correctness of production data. To solve this problem, the basic approach is to select appropriate data fitting method to process real-time acquisition production data of industrial textiles, the goal is to completely get rid of these confounding factors, which are also called white noise. Thus, in Table 1, aim at the fact that operation efficiency of the loom is beyond 100%, this is a phenomenon that data fitting algorithm is selected unreasonably, and production data is handled ineffectively. As a result, the collected production data cannot truly reflect actual operating efficiency of the loom. In this case, to ensure the correctness of production data, we proposed a new data fitting method, and its building process is the following.
Truncated monomial
In theory, the calculation formula of the valid work efficiency is shown as follows.

The calculation formula that is the theory yield per hour (TYPH) of each eye (spindle) is the following.

The calculation formula of real yield per hour (RYPH) of each eye (spindle) is shown as follows.

In formula RYPH, n is front roller speed (r
We can see from the formula TYPH, D, π, tex are const, while roller speed n is variable, and E is from n. Thus, n not only is a key control index but also is an efficient evaluation index, which is to assess operating efficiency of the machine. This fully demonstrates that the entire operating process of the system is related with the roller speed n.
Now, suppose that roller speed pulse signal of the machine is in a custom-limited range [a, b], where a > 0, b > 0, and both hold b ≥ a, then we can divide the range [a, b] into n sub-intervals and make it become a = x0 < x1 < ··· < xn = b. In the interval [x0, x1], k power polynomial can be written as follows.

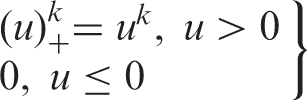
At this point, the coefficient in S0(x) is arbitrarily selected, and the sum is k + 1. We can introduce the following truncated monomial notation [24].
Using this notation, in the interval [x1, x2], the expression formula based on x1 can be denoted a unified sub-node k-polynomial, which is S1(x) = a0 + a1x + ··· + a k xk + b1(x − x1) k +, of which a0, a1, ··· , ak and b1 is the undetermined coefficients. They have k + 2, and are required k − 1 k-order continuous derivative at the point x1, that is, there exists k constraint conditions, and there are 2(k + 1) − k = k + 2 freedom degrees. Obviously, in the internal [x0, x1], there exists the relationship S1(x) = S0(x).
In general,

From this, (1, x, … , xk; (x − xj) k + , j = 1, 2, … , n − 1) forms basic function group of k-spline function space, which is based on the node x0, x1, … , xn. However, the basic functions have many defects, for example, they lead to non-banded matrix, poor condition number, etc. So, we need to search for another base.
Operator deduction
For numerical analysis, one of the important tasks is to seek the relationship and transforming between micro and plot. Based on the Section Truncated monomial, to derive and define the relationship among several basic operations, we introduce the following notation [25].

Provided that
Therefore, E = 1 + 
So, we can obtain
Similarly, we can create the following equation of the operator.

Note that Talor’s expansion expression is the following.

Hence, there is E = ehD, and hD = lnE.
Basic spline function
In general, for a large number of functions f(x), we can obtain 
Here, the integral operation can turn unbounded function into bounded function, and alter rough function into smooth function. If dirac generalized function f(x) =
We can see from 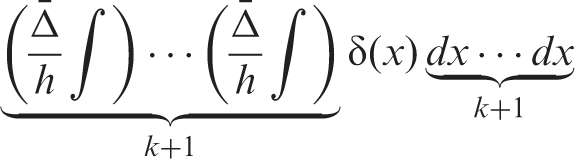
We name h = 1 and make difference quotient operator and integral operator can switch the order with each other. Then, we get
By the operator, we first gain E

We call Fourier transformation and inverse transformation of

The function
High-precision basic spline function
We know from B-spline curve function, when we use differential operator D to approach the function,
In fact, we also use higher order approximation to fit differential operator D and obtain high-precision polished operator. To this end, the expansion formula of x is written as follows [30].

To understand this expansion of x, we name 
In the expansion expression of x, we use 
Hence, D =
In this way, the first part of 
Thus, the formulas of
Here, P0(
Data fitting result with the function S(t).

After being processed, we can see from Table 2, the roller speed pulse data makes the calculation results be close to the actual value of the devices, there exist inefficient machines, which are denoted with white, and the efficiency of the abnormal looms are lower than in Table 1. Being compared with the collected production data, we find that data fitting method is correct, the computation result is true, and the system model meets the actual requirement of production management. Meanwhile, the results in Table 2 shows that data fitting function can effectively suppress and remove the interference factors mixed in roller speed pulse and effectively ensure the useful part of the pulse.
Conclusions
According to the complexity of the business workflow of industrial textiles, we set up a networking monitoring system model based on multi-agent, the aim is to strengthen the interactivity role of both the user and the system, meet the requirements of production management, intelligent decision, and personalized service. In this system model, we proposed a new data fitting method for real-time collected industrial textiles data, which first uses the integral and difference quotient operators to obtain the basic spline function and B-spline curve by operator deduction and then makes use of high-order approximation method for differential operator D to get the precision spline fitting function. As verified by application, the accuracy of production data of industrial textiles is guaranteed effectively and the utilization rate of the equipment is increased substantially. Finally, on the basis of the local area network (LAN) of the textile industry, we developed a networking monitoring system. In this system, each agent is either independent or linked with each other; this characteristics makes the system’s maintenance and upgrading easy, overcomes the limitation of the existed monitoring system, effectively integrates system data resource, and solves the problems which are information isolation, complex production process and inefficient personalized service, and so on.
Footnotes
Funding
Project supported by Science Research Program for Education Department of Shaanxi Province of China (Grant No.11JK1055), and Guiding Program for Textile Industry Association of China (Grant No.2011081).