
Abstract
At present, many well-known brands of washing machines in the market are equipped with dye transfer inhibition washing procedures. However, there is no standardized sample available for the evaluation of the dye transfer inhibition washing procedure, and there is no comparability and access standard of the high-quality washing machine with the related functions. In this article, the certified reference materials for the evaluation of the dye transfer inhibition function will be prepared, which consist of certified reference material of white cotton fabric and that of dyed cotton fabric. The certified reference material of white fabric is made of bleached plain fabric, and that of dyed fabric is made with different reactive red dyes and dyeing processes. The size and manufacturing process of the whole set of standardized samples for the evaluation of dye transfer inhibition are selected and determined through experiments. The preparation of the standardized sample for the evaluation of dye transfer inhibition will improve the research and design of the functional washing procedure, which can better solve the pain point when dark and light clothes are washed together.
Introduction
Cotton clothing is preferred by consumers because of its comfortable and breathable characteristics. 1 Reactive dyes are widely used in the dyeing of cotton fabrics due to their wide color spectrum, bright color, and strong applicability. 2 It is precisely because people prefer cotton clothes and their fascination with colors that clothes of various colors appear on the market. Inevitably, those dark natural fiber fabrics are more prone to fading. Therefore, in the daily washing process of people’s clothes, there has always been a phenomenon of dye transfer when mixing dark and light clothes. For example, a white shirt is stained with indigo blue when jeans and white shirts are washed together, which seriously affects the beauty of the white shirt. 3 Therefore, consumers have a new strong demand for washing machines and washing procedures with color protection function. In terms of textile science and engineering, dye transfer is a complex physicochemical process for washing, which involves hydrolysis, shedding, diffusion of adsorbed dyes on the surface of fibers in dark clothes, and adsorption of free dyes by fibers in light clothes. Dye transfer is related to the structural characteristics and dyeing mechanism of cotton fibers, the stability of reactive dyes, and the influence of additives.4–6 At present, Europe has released a relevant standard for testing the dye transfer inhibition performance of laundry detergents: the revised EU Ecolabel protocol for testing laundry detergents. 7 Also, some high-end washing machines are equipped with “color protection” and “dye transfer inhibition” washing procedures. However, the evaluation of the dye transfer inhibition performance of washing machine–related standards is still in a blank stage. The existing washing machine core standard GB/T4288-2018 “household and similar electrical washing machine 8 (in Chinese)” specifies the evaluation method of cotton fabric washing performance in detail, but the standard lacks a systematic evaluation method and requirements of the dye transfer inhibition performance of washing machines in the washing process, and cannot truly realize the comprehensive evaluation of end users’ dye transfer inhibition performance requirements of washing machines. Washing machine manufacturers have adopted color protection technology as an advanced technology in high-end washing machines but as the main production. Therefore, given the lack of standardized samples for the evaluation of washing machine dye transfer inhibition washing procedures, Wuxi Little Swan Electrical Co., Ltd and Jiangnan University are preparing certified reference materials (CRMs) for the group standard “household and similar electrical washing machine—technical requirements and performance test methods for dye transfer inhibition washing.” We jointly further developed standardized samples for the dye transfer inhibition performance test of washing machines to achieve the scientific and objective evaluation of dye transfer inhibition performance.
The bleached plain fabric is selected as the raw material for the preparation of the CRM of dyed fabric and that of white fabric. 9 Reactive red dye, which is commonly used and can be easily obtained in pure cotton fabric dyeing, is selected as the CRM of dyed fabric to prepare the standby dye. 10 Furthermore, the color difference test will be performed on the prepared standardized sample. According to GB/T15000.3-2008 “Directives for the work of reference materials (3)—Reference materials—General and statistical principles for certification 11 (in Chinese),” the experimental scheme is designed to evaluate the uniformity of dyeing, determine the dyeing process of standardized samples, and carry out the experimental scheme design of distinguishability and feasibility.
Materials and methods
Experimental materials
The standardized sample for the dye transfer inhibition test that we are going to develop is a set of samples, including two standardized samples, that is, the CRM of white fabric and the CRM of dyed fabric. We chose bleached plain fabric as the raw material for the preparation of the CRM of dyed fabric and that of white fabric. The fabric used is 100% cotton in fiber content, the warp yarn is (21 ± 2) count, the weft yarn is (21 ± 2) count, the warp and weft yarn density is (235 ± 5) root/10 cm, and the areal density is (140 ± 5) g/m2.
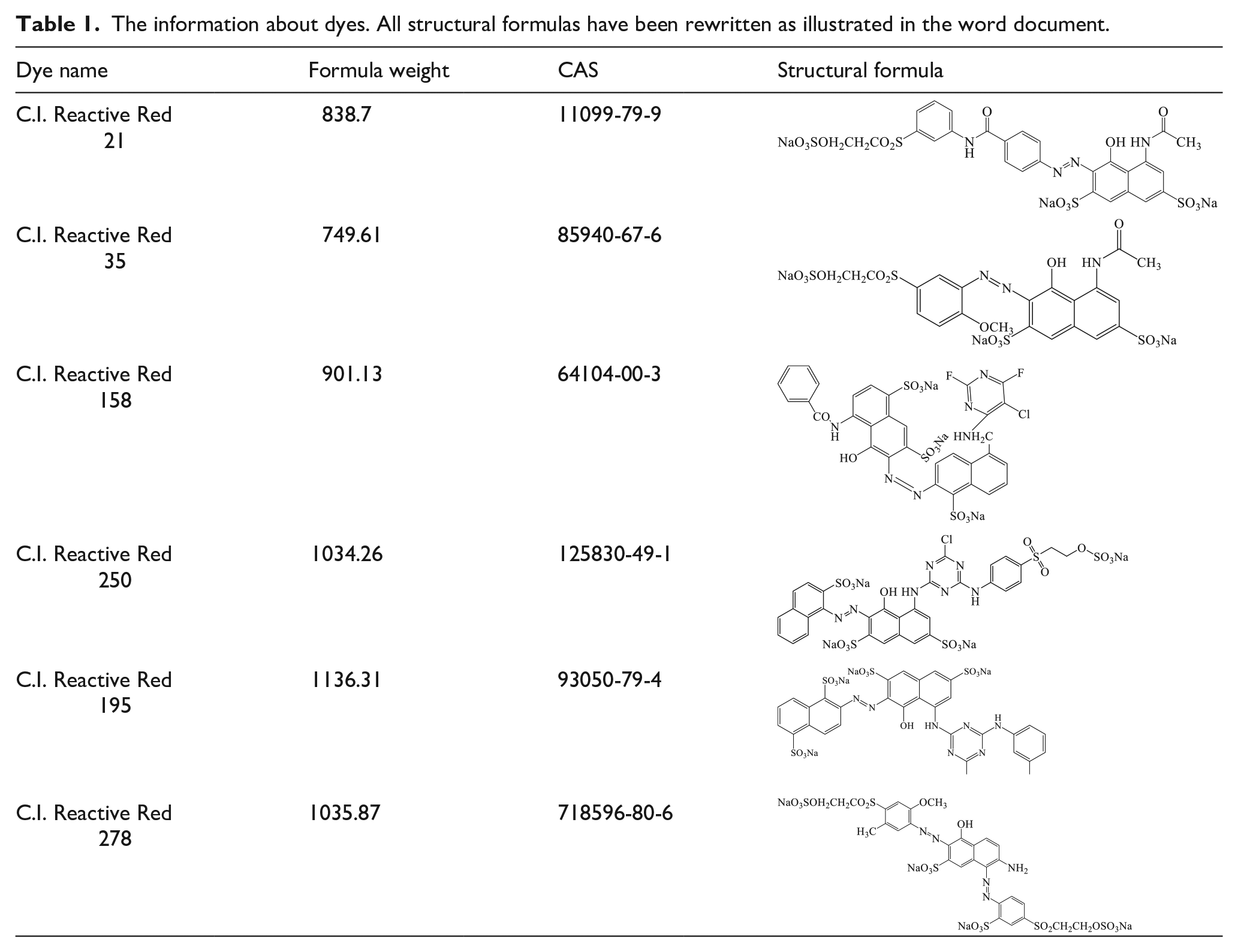
We selected six kinds of reactive red dyes that are more commonly used in dyeing cotton fabrics and are easily available as dyes for the preparation of the CRM of dyed fabrics,12,13 the active group types are vinyl sulfone type, difluoro-chloropyrimidine type, monochlorotriazine plus vinyl sulfone double active group type and divinyl sulfone type. The dyes used for preparing the CRM of dyed fabrics are given in Table 1. Among them, C.I. Reactive Red 158 was purchased from DyStar (Shanghai) Trading Co., Ltd, and the remaining dyes were purchased from Yanuo Chemical Co., Ltd.
The information about dyes. All structural formulas have been rewritten as illustrated in the word document.
The chemicals used were sodium sulfate (analytical purity; Sinopharm Group Chemical Reagent Co., Ltd), sodium carbonate (analytical purity; Sinopharm Group Chemical Reagent Co., Ltd), glacial acetic acid (analytical purity; Sinopharm Group Chemical Reagent Co., Ltd), and soap lotion (analytically purity; Suzhou Liansheng Chemical Co., Ltd). The main instruments and equipment used included an LHS-80HC-Ⅱconstant temperature and humidity box (Shanghai Yiheng Scientific Instrument Co., Ltd), a Datacolor 650 colorimeter (Datacolor), Ahiba infrared dyeing small prototype (Datacolor), a TU-1900 dual-beam ultraviolet–visible spectrophotometer (Beijing General Analysis General Instrument Co., Ltd), and a TM27BK electric sewing machine (Brother Business Co., Ltd).
Experimental method
Fabric preparation
To prepare the standardized samples, we first put the purchased experimental fabrics in a drum washing machine for cleaning. When these fabrics are washed, the weight of fabric is 5 kg, 50 g of standard detergent is added, and the cotton fabric washing program is used for washing. After washing, the fabric is rinsed twice, and, after dehydration, it is dried with a dryer for standby.
Standardized sample preparation
First, we iron the washed experimental bleached plain fabric and then cut the ironed gray fabric into samples with a size of 26 cm × 26 cm. While cutting the fabric, it should be ensured that there are no defects on the fabric and the distance from the fabric should be 15 cm or more. Then lock the trimmed sample with a width of 0.5 cm to ensure that the size of the CRM of white fabric is 25 cm × 25 cm. Finally, the CRM of white fabric is ironed and flattened, then vacuum-packed, placed in an environment at 0°C–5°C, protected from light, and should be used within 30 days of the shelf life.
The Ahiba infrared dyeing prototype uses dip-dyeing to dye the fabric, that is, put a certain weight of the fabric and the prepared dye solution into the dyeing tank at the same time in the 1:10 bath ratio, and then the corresponding dyeing procedure to dye is set. Therefore, the size of the cut dyeing sample is guaranteed to be larger than the size of the CRM of dyed fabric to be made, and the fabric surface is free of defects. The washed bleached plain fabric is used as the dyed fabric sample, and the concentration of the dyeing mother liquor and the type of dye are considered as the core factors during dyeing. 14 In the experiment, we configured two kinds of mother liquors with the concentrations of 20 and 50 g/L, respectively. When using 20 g/L dyeing mother liquor to prepare the dyeing solution, the concentrations of the added sodium sulfate and sodium carbonate solutions were 120 and 80 g/L. This is to ensure that the amounts of dye are 2% (owf) and 5% (owf), and the amount of dye represents the percentage of the dye added and the quality of the fabric. The six dyes purchased are used to dye the fabric. The dyeing steps are as follows: (1) preparation of the dyeing mother liquor—deionized water is used to dissolve the reactive dyes, and thus the dyeing mother liquor with a concentration of 50 g/L is prepared; (2) preparation of the sodium sulfate solution—deionized water is used to dissolve sodium sulfate, and thus the sodium sulfate solution with a concentration of 200 g/L is prepared; (3) preparation of the sodium carbonate solution—deionized water is used to dissolve sodium carbonate, and thus a sodium carbonate solution with a concentration of 100 g/L is prepared; (4) preparation of the dyeing solution—the dyeing mother liquor, sodium sulfate solution, sodium carbonate solution, and deionized water are compounded in the volume ratio of 1: 4: 2: 3, and thus the dyeing solution is obtained. 15 Using the bath ratio of 1:10 (the ratio of the dry fabric mass (kg) to the dyeing solution volume (L)), the fabric and the dyeing solution placed in the dyeing cup are shaken thoroughly and placed in the dyeing equipment for dyeing. 16 The dyeing process is shown in Figure 1.

The dyeing process parameter setting.
After the dyeing program is completed, the fabric is removed and washed twice in cold water. Then, a 2 g/L acetic acid solution is prepared, and the fabric is placed in the acidic environment, neutralized for 1 min, and then washed again. It is dehydrated and dried for use. After these dyed fabrics are ironed, the nonuniform dyed fabric samples that are visible to the naked eye are removed. Then, the remaining dyed fabric samples are sealed and stored for use in uniformity inspection.
Color difference test
We used the Datacolor 650 color measurement and matching instrument to collect the color data of the sample and then evaluated the color difference of the sample.17,18 The specific color difference test method is specified as follows: the sample to be tested is placed at a temperature of 20°C and a relative humidity of 65% at constant temperature and humidity for 24 h, under the test conditions of D65/10° for the illuminator and the observer. After folding the sample into four layers and placing it flatly, a transparent plate with a hole size of 30 mm is selected to measure the sample, and the color data of four points are measured for each cloth sample, and the average value is taken as the color index of the sample. The measured position of the sample is shown in Figure 2. When testing and analyzing the dyeing uniformity of the dyed fabric samples, the CRM of white fabric is taken as the standard sample, and the color index data are tested and recorded. Then the color index data of four test points on each dyed fabric sample are collected, and the location of the measurement point is shown in Figure 2. Finally, the color difference ΔECMC(l:c) between each test point and the standard sample will be calculated, where the value of l is 2.0 and the value of c is 1.0.

The measurement position of standardized sample.
Drawing the standard curve
We have drawn the standard curves 19 of these six dyes. When we draw the standard curve of C.I. Reactive Red 21, we need to accurately weigh 0.1 g of C.I. Reactive Red 21 and add an appropriate amount of deionized water to fully hydrolyze it. Then the volume is set in a 100-mL volumetric flask to obtain a mother liquor concentration of 1 mg/mL. Next, we used a pipette to accurately pipette 1 mL of mother liquor and 9 mL of deionized water in order to mix them evenly, and the concentration of the mother liquor was diluted to 0.1 mg/mL. Finally, we used a pipette to dilute the dye solution with a concentration of 0.1 mg/mL to the dye concentrations of 0.01, 0.015, 0.02, 0.025, 0.03, 0.035, 0.04, 0.045, and 0.05 mg/mL and used a spectrophotometer to measure its absorbance. We used the dye concentration as the abscissa and the absorbance value as the ordinate to fit the standard curve of C.I. Reactive Red 21, as shown in Figure 3. The standard curve drawing method of the other five dyes refers to Reactive Red 21, where the final dilution concentration can be adjusted appropriately. The five kinds of standard curve charts are shown in Figures 4 to 8.

Standard curve of Reactive Red 21.

Standard curve of Reactive Red 35.

Standard curve of Reactive Red 158.

Standard curve of Reactive Red 195.

Standard curve of Reactive Red 250.

Standard curve of Reactive Red 278.
Determination of dye concentration in the residual liquid
After washing each sample, we took 30 mL of the washing residue, filtered it with a 0.45-μm filter head, and then measured the absorbance of the residue at the maximum absorption wavelength of each dye. Then we calculated the dye concentration in the washing residue according to the corresponding standard curve.
Washing test conditions
While conducting the distinguishability test on the prepared standardized samples, a washing test is required, and the washing conditions are as follows: 20
Washing water. According to the requirements in GB/T 4288-2018 6.1, the temperature during cold water washing is (15 ± 2)°C, which is suitable for water used in the washing and rinsing processes of the drum washing machine/reference washing machine; the temperature during warm water washing is (30 ± 2)°C, which is suitable for water used in the washing and rinsing processes of the wave washing machine/reference washing machine. The hardness of water is 2.4–2.6 mmol/L.
Washing environment. Refer to the relevant requirements in GB/T 4288-2018 6.1. The washing test should be carried out in a room without external airflow, strong sunlight, and other heat radiation, the ambient temperature should be (23 ± 2)°C, and its relative humidity should be (65 ± 5)%; we should also ensure that the test water pressure connected to the water inlet of the washing machine is maintained at (0.24 ± 0.05) MPa.
Washing procedure. The sample machine should be tested using the dye transfer inhibition washing performance test procedure declared by the manufacturer. Among them, before the formal test, the tested sample machine must run four complete washing procedures; the first run does not add any test load and uses 50 g of the standard detergent following GB/T 4288-2018; no test load and no detergent were applied during the second, third, and fourth runs.
Drying of the sample. After the washing is completed, we should take the sample out of the washing machine at one time to avoid fabric pulling when the single piece is taken out, resulting in a new dye transfer behavior of the CRM of dyed fabric on the CRM of white fabric.
The tested prototype and the reference washing machine should be tested under the same environmental conditions using the same batch of dye transfer inhibition standardized samples.
Washing test procedure
To carry out the washing test, the prescribed washing steps are as follows. First, a comparative washing test was carried out. Only some CRM of white fabric was put into the prototype for washing. See Table 2 for the standardized samples. While washing, we need to choose the dye transfer inhibition washing procedure specified by the manufacturer. After the washing procedure is completed, the CRM of white fabric needs to be taken out and allowed to dry naturally, as a standard sample for testing color difference. The control test was run once.
The quantity ratio of the sample.

CRM: certified reference material.
Second, the dye transfer inhibition performance test will be conducted. The CRM of dyed fabric and that of white fabric are used in the test. That is, according to the water consumption of the main washing stage of the washing machine, refer to Table 2 to prepare the CRM of white fabric and that of dyed fabric for testing. We need to place the prepared CRM of dyed fabric and that of white fabric in the order of ABAABA . . . ABA in the washing machine, where A represents the CRM of dyed fabric and B represents the CRM of white fabric. Then we choose the dye transfer inhibition performance to carry out the washing test. After the washing performance is completed, the sample is taken out and dried according to the provisions in the washing test conditions. It is used as a sample for collecting the color difference.
Finally, we will evaluate the dye transfer inhibition level. The color difference is the quantitative characterization of the color difference between the CRM of white fabric standard sample and the sample after the CRM of white fabric has passed the control test and the dye transfer inhibition performance test. If the washing machine’s dye transfer inhibition function is significant, it can effectively remove the faded or hydrolyzed dyes on the CRM of dyed fabric so that it cannot be absorbed by the CRM of white fabric, and the color of the CRM of white fabric will not change significantly. Therefore, the color difference between the CRM of white fabric standard sample and the sample is used to characterize the dye transfer inhibition ability of the washing machine. The smaller the color difference between them, the higher the dye transfer inhibition level of the washing machine.
However, when calculating the color difference, we found that the value of the color difference is relatively discrete, which is different from the simple and easy-to-understand classification method. To this end, we will convert the color difference between the CRM of white fabric standard sample and the sample to the dye transfer inhibition level for intuitive evaluation. In this experiment, the dye transfer inhibition level is divided into three levels, namely, level 1, level 2, and level 3. Among them, when the dye transfer inhibition level is 1, the dye transfer inhibition effect is the best. When the test result of the tested washing machine is not within the specified level range, the dye transfer inhibition performance is not qualified. The relationship between color difference and the dye transfer inhibition grade of the washing machine is shown in Table 3.
The dye transfer inhibition grade of the washing machine.

Results and discussion
Screening of the CRM of dyed fabric
Uniformity analysis of the CRM of dyed fabric
According to the sampling regulations in GB/T15000.3-2008, we randomly selected eight samples of dyed fabric from each preparation scheme, and a total of 96 samples were taken, with the sampling amount accounting for 50% of the total. Then, the dyeing uniformity analysis of the 96 dyed fabric samples taken was used to discuss the rationality of the CRM of the dyed fabric preparation process proposed in this experiment. After we completed the operation of the above color difference test method, we calculated the standard deviation of the 32 color difference data corresponding to the eight dyed fabric samples prepared under each dyeing process, which was used to evaluate the uniformity of dyeing. The smaller the standard deviation value, the better the dyeing uniformity. See Figure 9 for specific data.
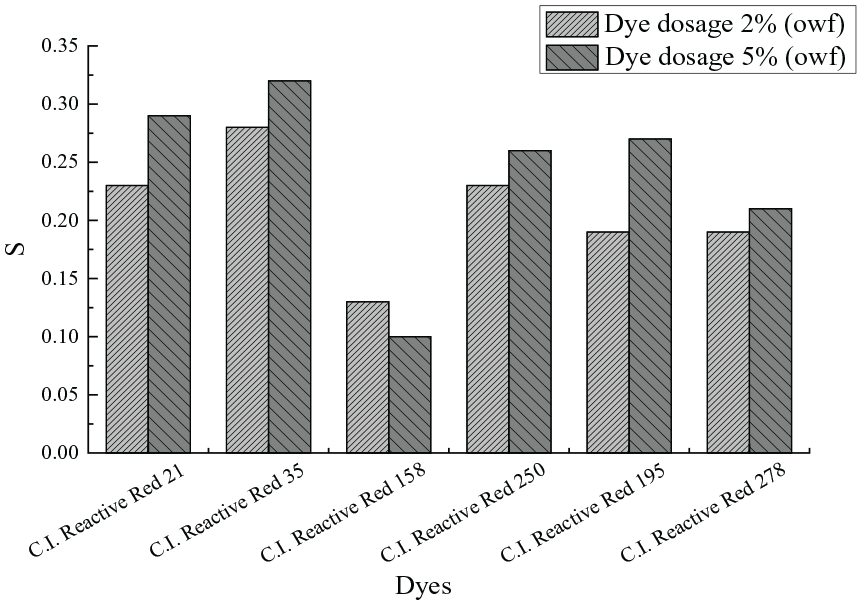
The standard deviation of samples dyed with different dyes.
The data in Figure 9 show that when the reactive dye C.I. Reactive Red 158 with a dye amount of 5% (owf) is used to dye the fabric, the standard deviation of the prepared CRM of dyed fabric is small, that is, the dyeing uniformity is relatively good. This may be due to the reactive dye C.I. Reactive Red 158 containing fluorine atoms. Due to the strong electronegativity of fluorine atoms, the electron cloud density of carbon atoms on the hybrid ring is low. 21 The nucleophilic substitution reaction is more likely to occur, and the dye is more reactive. Therefore, the level of the dye has been improved.
Dye release analysis of the CRM of dyed fabric
According to the amount of main washing water in Table 2, only a corresponding number of samples of the same CRM of dyed fabric are selected for washing. The cotton fabric washing program is used. During each washing process, the washing residue in the main washing stage is collected and the number is recorded. The collected sample is shown in Figure 10. The Reactive Red dyes are abbreviated as RR. According to the determination method of the dye concentration in the residual liquid specified in section “Determination of dye concentration in the residual liquid,” we calculated the dye concentration in the residual liquid after washing the CRM of dyed fabric prepared under each process to characterize the dye release performance of the CRM of dyed fabric. See Figure 11 for specific data.

Sample collection of washing waste.

Dye release data of the CRM of dyed fabric.
The data in Figure 11 show that when the fabric is dyed with the reactive dye C.I. Reactive Red 158 with a dye amount of 5% (owf), the dye release ability of the prepared CRM of dyed fabric is superior to other processes. The dye release ability after dyeing with a 5% (owf) dye dosage is better than a 2% (owf) dye dosage under different processes of the same dye. This is because reactive dyes are used to dye cotton fabrics, and the color is obtained by reacting to the dyes with fibers to form covalent bonds. 22 At the same time, some dyes will also rely on hydrogen bonding or van der Waals force to adsorb on the surface of cellulose fibers or gather in the pores between cotton fibers. When the CRM of dyed fabric is washed with water, these unreliable binding methods can easily cause the dye to fall, which is manifested by the concentration of the dye in the residual liquid.
Stainability analysis of standardized samples
We chose the cotton fabric washing program and put in the corresponding number of the CRM of dyed fabric and that of white fabric for washing according to the main washing water in Table 2. After washing, the stained sample is air-dried and numbered, and then the color data are measured according to the test method specified in section “Color difference test.” The test results are shown in Table 4. Then we calculated the color difference ΔECMC between the stained sample and the control sample based on the data in Table 4, as shown in Figure 12.
Color data of the CRM of white fabric after staining.

CRM: certified reference material. L*, a*, b* are the color coordinates.

Color difference data between stained samples and control samples.
After a comprehensive analysis of the K/S value and color difference data, we found that, after the fabric was dyed with C.I. Reactive Red 158 with a dye amount of 5% (owf), the color change of the CRM of white fabric caused by the dye dropped during the washing process is the most obvious. This is because the reactive dye molecule has water-soluble groups such as sulfonic acid, which can be diffused and dyed according to the pore diffusion model. The reactive dye C.I. Reactive Red 158 has high planarity of dye molecules, so the dye may be more easily combined with cellulose fibers by van der Waals attraction. Also, there are hydroxyl groups, azo groups, and so on in the dye molecules, and there are many hydroxyl groups in the cellulose fiber molecules. The large number of hydrogen bonds formed between them is also one of the reasons that cause the dye to dye. 23
With a comprehensive consideration of the above points, we chose the reactive dye C.I. Reactive Red 158 with a dye amount of 5% (owf) to prepare the CRM of dyed fabric. We dye the fabric using the specified dyeing process and then carry out the lock-in process to make a CRM of dyed fabric with a size of 25 cm × 25 cm. The standardized samples are ironed and flattened, then vacuum-packed, stored in an environment at 0°C–5°C, and protected from light, and the shelf life is 30 days. The CRM of dyed fabric is used together with that of white fabric.
Distinguishability analysis of the standardized sample
Using the entire set of standardized samples as experimental materials, we selected three different brands of washing machines that all claimed to protect the color of the clothes to carry out dye transfer inhibition function tests to verify the distinguishability and feasibility of this set of standardized samples. The test procedures of the three prototypes are denoted as Procedure 1, Procedure 2, and Procedure 3. The numbers of the CRM of dyed fabric and that of white fabric for the three program tests are selected according to Table 2. According to the requirements in the test steps, we first conduct a control test to obtain the standard sample of the CRM of white fabric after each prototype is washed; the dye transfer inhibition performance test was conducted to obtain samples of the CRM of white fabric washed after the dye transfer inhibition washing program, and each program was run three times.
After washing, we use the Datacolor 650 colorimeter to collect the color data of the CRM of white fabric of the standard sample and the sample and then evaluate the color difference of the samples. We will operate according to the color difference test method in section “Color difference test” and record the color difference result of the standard and the sample as X. The dye transfer inhibition performance test was run three times, and the color difference results of each run were denoted as X1, X2, and X3, and the arithmetic average of the three test results was taken as the test result of the dye transfer inhibition performance test. The color difference of CRM of white fabric and the corresponding dye transfer inhibition grade are shown in Table 5.
The test results of the CRM of white fabric.

CRM: certified reference material.
By analyzing the test data in Table 5, we can see that the color difference test results of the three test programs are 0.95, 1.96, and 2.56. Only one program is within the dye transfer inhibition level range, and the other two test results are unqualified. This shows that this set of standardized samples adopts the specified dye transfer inhibition test method to distinguish the color care (dye transfer inhibition) function of different washing machines, and has good operability and feasibility.
Conclusion
Most consumers are plagued by the dye transfer phenomenon caused by the mixed washing of dark and light clothes. If people wash the light and dark clothes separately every time, it not only makes the home washing process more cumbersome, but also directly leads to a doubled increase in the amount of water used for washing. Although laundry manufacturers have developed dye transfer inhibition washing programs to solve this problem, the dye transfer inhibition effect brought by different dye transfer inhibition washing procedures is not satisfactory, and whether it can help consumers overcome or improve the daily problem of mixed washing of dark and light clothing lacks scientific verification. Therefore, the development of dye transfer inhibition standardized samples for the washing test and the specification of dye transfer inhibition grade evaluation are of great significance for objectively evaluating the dye transfer inhibition effect of different brands of washing machines. At the same time, it will guide the washing machine companies to develop high-performance clothing dye transfer inhibition washing technology and truly realize the fine washing of clothing, considering the cleaning and dye transfer inhibition performance, to meet the consumers’ requirements for mixed washing of different colors of clothing.
During the washing process, the dye transfer behavior between the standardized samples has a very high degree of uncertainty, and it is difficult to ensure that the dyes faded from the CRM of dyed fabric are evenly contaminated on the CRM of white fabric. Therefore, there are certain defects in the color difference calculation method we adopt, and the evaluation method used needs to be further improved.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.