
Abstract
In this study, cotton and ramie knitted fabrics were dyed with reactive red 195, yellow 145 and blue 194 dyes and subsequent analyses were done. An exhaust method without alkali was followed and subsequently, spectrophotometric analysis was conducted to measure the values of substantivity% (S) of the dyes in both ramie and cotton knitted fabric dyeing. Solutions were prepared to measure the exhaustion% (E), fixation% (F) and reactivity% (R) of those dyes in cotton and ramie fabric dyeing using another exhaust method that comprises exhaustion, fixation (addition of alkali) and wash-off (treating with soaping agent) stages sequentially. Dye compatibility, colour strength (K/S), colour uniformity and colour fastness to washing and rubbing were assessed from the dyed cotton and ramie samples. All of these values were higher while dyeing cotton fabric samples. The average proportion of dye (%) of yellow, red and blue were 35.68%, 32.95% and 31.36% respectively for dyed ramie fabrics and in case of dyed cotton fabrics, the average proportion of dye (%) of yellow, red and blue were 41.45%, 33.22% and 25.33% respectively. Average K/S values of ramie and cotton were found 5.736 and 6.674 respectively and the colour uniformity was better for dyed cotton fabrics. Both cotton and ramie fabrics showed good to excellent results in terms of colour fastness to washing and rubbing. However, dyed ramie fabrics showed slightly inferior properties in case of staining to nylon-6, 6 and wet rubbing fastness. This research demonstrates the feasibility of dyeing both ramie and cotton with reactive red 195, yellow 145 and blue 194 in a union dyeing method.
Introduction
Reactive dyes are the synthetic dyes that have chromophores, each containing one or more functional groups that are capable of creating stable covalent bonds with the nucleophilic sites (e.g. hydroxyl groups of cellulose molecules) of fibres.1,2 Among the dyes that are soluble in water, reactive dyes are the best-fitting dyes for applying on cellulosic fibres like cotton and ramie. 2 According to Allegre et al., 3 greater than 50% of the textile products made with cotton fibres are dyed with reactive dyes. The reasons for the popularity of reactive dyes are their wide range of colours, bright shades, high wash fastness and suitability for various methods of application. The likeliness of fixation of reactive dyes depends on the number of functional groups present in that dye molecules. In accordance with this phenomenon, the bifunctional reactive dyes augment their chances of being fixed with the fibres as they have two functional groups. Moreover, the hetero-bifunctional dyes (having two different functional groups) exhibit higher fixation yield and offer wider tolerance range in the parameters for different application methods.4,5
Despite the proliferation of synthetic fibres, cotton reigns supreme as the world’s dominant natural textile fibre. This enduring position can be attributed to its exceptional combination of desirable properties, including remarkable tensile strength, superior moisture absorption, inherent softness, high air permeability, a pleasant hand feel and efficient water sorption capabilities. 6 Furthermore, the global consumption of cotton fibres has been on a record-breaking trajectory, underscoring its continued relevance in the textile industry.7,8 Though cotton is the crowned king of natural fibres, it faces a rising challenger, ramie. Ramie, a bust fibre derived from the Boehmeria nivea plant, holds substantial promise as a sustainable and versatile textile alternative.9,10 Primarily cultivated in China, where it is traditionally known as ‘China grass’, ramie exhibits remarkable eco-friendly characteristics. Thriving in diverse climates with minimal water and pesticide requirements compared to cotton, ramie aligns perfectly with the growing demand for responsible textile production. Moreover, its inherent hydrophilic nature facilitates dye absorption, leading to vibrant and enduring colouration. These combined attributes position ramie as a compelling candidate for advancing both the sustainability and aesthetic potential of future textiles.11,12
The reaction patterns of all reactive dyes are not similar so that dyes used for a particular shade must have to be compatible with each other to achieve the desired shade. A dye mixture is said to be compatible if the constituent dyes of similar molecular weight show roughly identical dyeing isotherm. Moreover, a set of dyes are compatible when their chemical structure and absolute rate of adsorption appear to be similar.13,14 Furthermore, Khalili et al. 14 demonstrated that compatibility of several dyes depends on the rate of diffusion into and affinity towards fibres. In addition, highly reactive dyes can hydrolyse cellulose as well as using incompatible reactive dyes causes improper utilisation of dyes and chemicals. 15 Determining the values of substantivity, exhaustion, fixation and the rate of fixation, the compatibility of dyes can be measured. If the values of these parameters become almost similar to three dyes, they are compatible with each other and act as a single dye. 16 The functions of reactive dye compatibility matrix is reported by several researchers such as, it defines the ideal dyeing parameters for exhaust dyeing using reactive dyes; measures the characteristics of dye migration; specifies the level of process control needed for consistent shade reproduction and uniform dyeing performance; and serves as a measure of dye reactivity.16–18 Gao et al. 19 studied the compatibility of reactive red 195, reactive yellow 145 and reactive blue 194 in ramie fibre dyeing where liquid ammonia was used as dyeing medium. They found satisfactory compatibility of these three dyes in liquid ammonia medium, though the compatibility is low compared to dyeing in aqueous medium. The study proves that compatibility of reactive dyes depends on the medium used in the dyeing process. Haque et al. 15 demonstrated that Remazol Red RR, Remazol Yellow RR and Remazol Blue RR reactive dyes exhibit low compatibility in case of lower concentration of electrolytes, higher concentration of alkali and higher temperature during dyeing cotton fabrics. Consequently, it was concluded that reducing the temperature and amount of alkali and increasing the amount of electrolytes are the ways to improve the compatibility of those three dyes. Chaouch et al. 20 revealed that on the basis of exhaustion and fixation yield rates, dye extinction coefficients, adsorption isotherms and adsorption kinetics, C.I. Reactive Red 238, C.I. Reactive Yellow 145 and C.I. Reactive Blue 235 dyes are compatible.
Several researches has been carried out regarding dyeing cotton and ramie fabrics with reactive dyes. Patel et al. 21 synthesised three bifunctional reactive dyes (based on phenyl urea with different coupling components, such as H-acid, Gamma acid and N Methyl J acid were used) and applied them on cotton fabric to observe the strength and fastness properties of those dyes. Zhang et al. 22 studied the dye absorption of Reactive Orange 5, Reactive Red 2 and Reactive Yellow 194 on raw ramie fabric. Another significant research was done by Lin et al. 23 and their research explored the potential of palm oil as a sustainable dyeing medium for raw ramie yarn, traditionally used in grass cloth. Their focus was to elucidate the adsorption and diffusion dynamics of the dyeing process, providing valuable insights into the interactions between the dye and the ramie fibre. By further investigating the kinetics and isotherm models of this specific dyeing setup, the research shed light on the adsorption behaviour and offers a quantitative understanding of the process. Cai et al. 2 investigated the use of liquid ammonia to dye ramie yarn, employing cationic fixation auxiliary silicone micro-emulsions to enhance dye fixation rate and fastness properties. They immersed the ramie yarn hanks in the liquid ammonia dye bath containing the micro-emulsions, followed by an appropriate fixation process. This approach aimed to improve the dyeing efficiency and colourfastness of ramie. But till date, no specific study has been done to assess the suitability and uptake rates of hetero-bifunctional reactive dyes in union dyeing of ramie and cotton fabrics.
The focus of this research was to compare the uptake rates of three hetero-bifunctional reactive dyes (Reactive red 195, Reactive yellow 145 and Reactive blue 194 dyes) and to assess the compatibility of these dyes while dyeing cotton and ramie fabrics with them. For this purpose, both ramie and cotton fabrics were dyed with the mentioned dyes following standard procedures and were carried out a series of spectroscopic analyses. By means of spectroscopy, the substantivity, exhaustion%, fixation% and reactivity of the bifunctional dyes were measured in case of ramie and cotton fabric dyeing. Furthermore, the standard curves of the dyes were established by plotting their absorbance values against the concentration (g/L). From the dyed cotton and ramie samples, the colour strength (K/S values) and colour evenness was measured and a comparative study was conducted on the obtained values. In addition, a comparison between the wash fastness of the dyed cotton and ramie fabric was represented. Most importantly, the compatibility of Reactive red 195, Reactive yellow 145 and Reactive blue 194 dyes while dyeing cotton and ramie fabrics was observed.
Experimental details
Materials
Cleaned and degummed 100% ramie and 100% cotton grey fabrics with similar specifications (plain single jersey, 180 GSM and stitch length 1.94 mm) were collected from a renowned Chinese fabric manufacturer named Hunan Huasheng Zhuzhou Cedar Company, Hunan, China. Enzymatic degumming of the raw ramie fabric was carried out by exposing to 0.15 g/L pectate lyase for 24 h at 37°C, succeeded by an alkali (0.1%) treatment for 10 minutes. Subsequently, the degummed ramie fabric was bleached with 1.5 g/L hydrogen peroxide at pH 11. Raw cotton fabrics were scoured and bleached in a single bath using 2.5 g/L caustic soda, 1 g/L detergent and 1g/L Hydrogen peroxide at 98°C for 30 min. Reactive red 195 (Figure 1(a)), Reactive yellow 145 (Figure 1(b)), Reactive blue 194 (Figure 1(c)) were selected for this experiment. Washmatic DM-1547 was used as a non-ionic soaping agent which was purchased from Dymatic Chemicals, Inc. The dyes, common salt and soda ash were purchased from Shanghai Jiaying Chemical Company, Shanghai, China. The dyes and auxiliaries purchased for this experiment were of analytical grade, therefore these were used without any further purification.

Dyeing methods
Preparation of sample solution of dyes for the assessment of substantivity(S) of dyes towards ramie and cotton fabric
Three individual dyebaths were prepared with 3% (on the weight of fabric) dyes (Reactive red 195, Reactive yellow 145 and Reactive blue 194 dyes) using the material to liquor ratio of 1:50. Since the weight of each ramie and cotton fabric samples were 4.00 g, 200 ml baths were made which included 6 ml of 20 g/l stock solution of dye and 194 ml water. 1 ml of each individual solution of three reactive dyes were kept aside as the dye solutions before dyeing. After that, the fabric samples were immersed into dye solutions and set inside the sample dyeing machine. The machine was run at room temperature for 10 min and then 40 g/l that is 8 g of salt was added to each dye solution. After running for the next 15 min, the second 1 ml sample solutions were taken out of each dye bath. Then the 3rd, 4th, 5th, 6th, 7th and 8th sample solutions (1 ml) were taken out by the interval of 5, 5, 5, 5, 3 and 2 min. Thus, the duration of the dyeing process was 50 min. After dyeing, the fabrics were dried at 60 °C temperature. The 1 ml sample solutions were mixed with water to make 25 ml dilute solution for absorption testing. The process curve is shown in Figure 2.

Process curve of ramie and cotton fabric dyeing with reactive dye (suitable method for assessing substantivity).
Preparation of sample solution of dyes for the assessment of exhaustion% (E), fixation% (F) and reactivity% in ramie and cotton fabric dyeing
Similar to the previous dyeing methodology (Section “Preparation of sample solution of dyes for the assessment of substantivity(S) of dyes towards ramie and cotton fabric”), 3% dyebaths for each reactive dyes were prepared by adding 6 ml of 20 g/l stock solution to 194 ml water. 200 ml solution was made in this way. Before dyeing, 1 ml sample solutions were pipetted out from the bath as the dye solutions before dyeing. Then the cotton and ramie fabric samples (4 g each) were immersed into the bath. The bath was then set inside the sample dyeing machine. The machine ran for 10 min. After that, 8 g salt (40 g/l) was added with each dye solution and then again the machine ran for 20 min at room temperature. Next, the temperature was raised up to 60°C. Following that, 2 g soda ash (10 g/l) was added to the bath. The second 1 ml sample was taken out after 10 min and third sample was taken after another 10 min. Then the 4th, 5th, 6th, 7th, 8th, 9th, 10th, 11th and 12th samples were taken out at the intervals of 5, 5, 5, 5, 5, 5, 3, 3 and 2 min of dyeing respectively. Then fabric samples were taken out from the solution and washed twice with 30 ml of water. These 60 ml solutions were mixed with 190 ml water to prepare 250 ml solutions. Subsequently, the fabrics were washed with a 200 ml aqueous solution of a 1g/L non-ionic soaping agent at 90°C temperature for 15 min. The samples were then cold-washed and finally dried at 60°C temperature for 4 h. The process curve of ramie and cotton fabric dyeing with reactive dye for the assessment of exhaustion% (E), fixation% (F) and reactivity% (R) is represented in Figure 3.

Process curve of ramie and cotton fabric dyeing with reactive dye (suitable method for assessing the values of E, F and R).
Preparation of solution of reactive dyes for the light absorption test
Firstly, 20 g/l solutions (Solution A) of the three reactive dyes were prepared separately by mixing 2 g of each dyes with 100 ml water in three beakers. Then three more beakers were filled with 100 ml water and 2 ml of high concentration solutions of three dyes (Solution A) were added in the individual beakers to prepare dilute solutions (Solution B). After that, 15 beakers of 25 ml were taken and divided into three groups (five beakers in each group) for three reactive dyes. In the five beakers ascertained for each dye solution, 1 ml, 2 ml, 3 ml, 4 ml and 5 ml of the respective dye solution (Solution B) were taken. Finally, the solutions for the light absorption test were prepared by adding water to all the 15 beakers to obtain a 25 ml solution (Solution C). The overall process is shown in Figure 4.

Preparation of solution of reactive dyes for the light absorption test.
Dyeing of ramie and cotton fabrics with reactive red 195, yellow 145 and blue 194
A common methodology for dyeing cotton and ramie fabric was used in this experiment. The dye baths containing 200 ml of 3% dye solutions were prepared for each dyes individually at room temperature. 1 ml of solution was pipetted out from each dye bath as dye solution samples before dyeing. After that the fabric samples were added to the bath followed by running of the sample dyeing machine for 15 min. Then, 8 g of common salt was added and the machine was run once again for another 15 min at room temperature. Subsequently, the temperature was raised to 60°C. After achieving this temperature, 2 g of soda ash was added with individual solutions. Then the machine was run for 30 min at 60°C temperature. After the completion of dyeing the second 1 ml solution samples were taken out from each dyebaths as sample solutions after dyeing. The dyeing curve for ramie and cotton fabric is shown in Figure 5.

Process curve of dyeing of ramie and cotton fabric samples with reactive dyes.
Then the fabric swatches were taken out of the solutions and washed with clean water for 5 min. After that, soaping was done in the beakers containing solutions of 200 ml water and 1 g/L of soaping agent. After soaping, the third 1 ml sample solutions were taken out as after-soaping sample. Next, the fabrics were washed at 95°C temperature for 15 min followed by a cold wash for 5 min. Finally, the sample fabrics were dried at 60°C temperature for 4 h. The process curve of soaping is shown in Figure 6. The dyed cotton and ramie fabric samples are shown in Figure 7.

Soaping of dyed ramie/cotton fabrics.

Cotton fabric samples dyed with (a) reactive red 195, (b) yellow 145 and (c) blue 194; Ramie fabric samples dyed with (d) reactive red 195, (e) yellow 145 and (f) blue 194.
Measurement and characterisations
Light scanning absorption tests
Light scanning absorption test for substantivity (S)
If the concentration of a dilute solution is very low, a spectrophotometer can measure the concentration by passing light through the solution. 27 In this experiment, UV1100 double beam ultraviolet visible spectrophotometer was used to find the concentrations of the eight sample solutions of each dye taken at different times during the dyeing process and diluted by adding 25 ml of pure water (Figure 2). The values of concentrations in reference to the corresponding wavelength of each colour represent the rate of absorption of dye. 28 The maximum wavelengths of Reactive red 195, Reactive blue 194, and Reactive yellow 145 are 542 nm, 592 nm and 416 nm respectively. When the concentration of the dye solution before and after dyeing was found by spectrophotometry, the substantivity of the dyes was determined using equation (1).

Here, M0 denotes dye concentration before dyeing and M1 denotes dye concentration of each residual dye solution taken at different times during the process shown in Figure 2.
Light scanning absorption test for exhaustion% (E), fixation% (F) and reactivity% (R)
The exhaustion%, fixation% and reactivity% were determined from the sample solutions obtained from the process shown in Figure 3. The values of exhaustion%, fixation% and reactivity% were determined by equations (2)–(4) respectively29,30



Here, M2 denotes dye concentration before the dyeing process shown in Figure 3, M3 denotes dye concentration of each residual dye solution taken at different times during the dyeing process (Figure 3), M4 and M5 denote the dye concentration after fixation and soaping stages respectively.
Ultraviolet visible spectrometer test for reactive dyes standard curve
Spectrophotometry was used to determine the concentrations of the 25 ml dilute dye solutions (Figure 4). From each dilute a certain amount of solution was taken for the test. The UV ray absorption percentages of the red, blue and yellow dye solutions were measured by UV1100 double beam ultraviolet visible spectrophotometer (manufactured by Shanghai Yoke Instrument Co., Ltd.) at 542 nm, 592 nm and 416 nm respectively. Thus, standard curves (absorption vs g/L) were found.
Ultraviolet visible spectrometer test for measuring concentration of solutions of reactive dyes with ramie and cotton
The purpose of this spectrophotometric analysis was to find out the percentage of each dyes in the fabric and in the solutions. From the previously prepared 25ml solutions- before dyeing, after dyeing and after soaping (Section “Dyeing of ramie and cotton fabrics with reactive red 195, yellow 145 and blue 194”), certain amounts were inserted into the UV1100 double beam ultraviolet visible spectrophotometer and the concentrations of Reactive red 195, Reactive blue 194, Reactive yellow 145 were measured at their maximum absorbance wavelength, 542 nm, 592 nm and 416 nm respectively. 31 To determine the amounts of dyes in the fabric, the concentrations of the solutions after dyeing and after soaping were subtracted from the concentrations before dyeing. Subsequently, the values of the amount of dyes in the fabrics were put in the equation found from the standard curves of reactive dyes with three different wavelengths. Thus, each value of the individual samples was measured with the equations corresponding to the three different dyes.
K/S value test of ramie and cotton fabric dyed by reactive red 195, yellow 145 and blue 194
The K/S values of dyed ramie and cotton fabrics was measured by computing colour strength by using a computer based reflectance spectrophotometer (number: B41416C4710) manufactured by Hangzhou CHNSpec Technology Co., Ltd. Each sample was measured fifteen times and collected data of each point of the fabric. To get precise results, the averages of the maximum values of each point were determined. Thus the values of ‘L*’, ‘a*’ and ‘b*’ were found.
Colour fastness test of dyed fabrics
Colour staining of both cotton and ramie fabrics dyed with reactive red 195, reactive yellow 145 and reactive blue 194 were tested and assessed by means of AW multifibre fabrics following ISO 105-C06 standard. Dry and wet rubbing fastness was measured according to TS EN ISO 105 X12 standard.
Colour evenness test of reactive red 195, yellow 145 and blue 194 with ramie and cotton
K/S values of the dyed sample after washing with water and soap solution were measured to observe the evenness of dyes by means of DataColor 650 spectrophotometer. The values were taken from 15 random positions of each sample. The standard deviation of each K/S values of random areas from


Here, λ denotes the highest absorption wavelength, and n denotes the number of positions of each sample from where the K/S values were taken.
Results and discussions
Substantivity, exhaustion%, and fixation% and reactivity% of reactive dyes
Figure 8 shows the substantivities of each dye (Red 195, Yellow 145 and Blue 194) while dyeing cotton and ramie fabrics. The substantivities of the dye were increased with respect to dyeing time. However, in the 15th minute (Figure 3), the substantivities of the Red 195, Yellow 145 and Blue 194 dyes were 13.13, 17.58 and 15.07 respectively. Substantivity of reactive dyes mainly depends on number of sulphatoethylsulphone group and molecular weight. As each dye have same number of sulphatoethylsulphone group, the substantivity of Yellow 145 is highest may be because of the lowest molecular weight (1026.3 gmol−1) of it, compared to Red 195 (1136.32 gmol−1) and Blue 194 (1205.38 gmol−1) and at the end of the dyeing time the substantivity value of Yellow 145 was higher than Red 195 and Blue 194. With the lower molecular size, dyes can easily enter into the pores of ramie fibre. 33

Substantivity, exhaustion% and fixation% of (a) reactive red 195, (b) reactive yellow 145 and (c) reactive blue 194 dyes.
Ramie fibres exhibit consistently lower dye sorption compared to cotton fibres due to their highly oriented structures. Lower value of dye sorption results in lower exhaustion%. 34 Figure 8 shows that the final exhaustion values of Red 195, Yellow 145 and Blue 194 are approximately 55%, 51% and 56% respectively, in case of dyeing ramie samples. In contrast, Red 195, Yellow 145 and Blue 194 show approximately 67%, 60% and 66% exhaustions respectively while dyeing cotton samples with those dyes. High degree of crystallinity of ramie fibre is responsible for lower fixation rate as well. 34 As the particular dyes used in this experiment contain triazine groups that can react with hydroxyl groups of cellulose and form covalent bond, potentially due to the lesser number of hydroxyl groups present in ramie fibres, ramie samples exhibit a reduced fixation% of dyes in contrast to cotton samples. 35 As depicted in the graphical presentation in Figure 8, the final values of fixation% of Red 195, Yellow 145 and Blue 194 dyes are roughly 47%, 41% and 45% for ramie fabrics and 58%, 50% and 56% for cotton fabrics respectively. It is clear from the figure that the cotton fabrics have a greater fixation rate for the particular reactive dyes compared to ramie fabrics. From the experiment, the measured reactivity% values of Red 195, Yellow 145 and Blue 194 were 30.16, 37.92 and 31.63, while dyeing ramie fabrics with these dyes. The reactivity% values of these dyes in case of cotton fabric dyeing were comparatively higher than that of ramie fabric dyeing. The value of reactivity depends on several factors such as pH of the dyebath, 36 type and number of reactive groups in the structure of dye molecules. 37 Similar method (Figure 3) and the same dyes have been used for the assessment of reactivity. Therefore, the difference in reactivity values for cotton and ramie sample dyeing may be due to the variation in dye uptake. Depending on time, the ramie samples show lower dye uptake due to high crystalline structure of ramie samples compared to that of cotton samples.
The standard curve of reactive red 195, reactive yellow 145 and reactive blue 194
In Figure 9 it is seen that the behaviour of Yellow 145, Red 195 and Blue 194 dyes are not same with their maximum absorption wavelengths (416 nm, 542 nm and 592 nm). The conditions for determination of each dye differ from the maximum absorption wavelengths of other two dyes. In order to determine each dye in the presence of the other two dyes, the conditions of analysis were made according to the recommended conditions of the corresponding dye. These standard values of each dye were used to calculate the percentage of dyes in the fabrics and dye bath when two or more dyes were used in same dye bath. From Figure 9, it is observed that when the concentration of dyes is higher, then Abs values are also higher. In addition, according to the findings from absorbance in different wavelengths of dyes, it shown that the diffusion of Reactive Red 195 was higher than of the other two classes of dyes. Measuring the absorbance of the dye bath at certain wavelengths over a period of time in order to monitor the amount of dye being absorbed by the fabric.38,39 Therefore, it is also evident by the different wavelengths absorbed by different dyes, the Reactive Red 195 showed the higher diffusion rate.
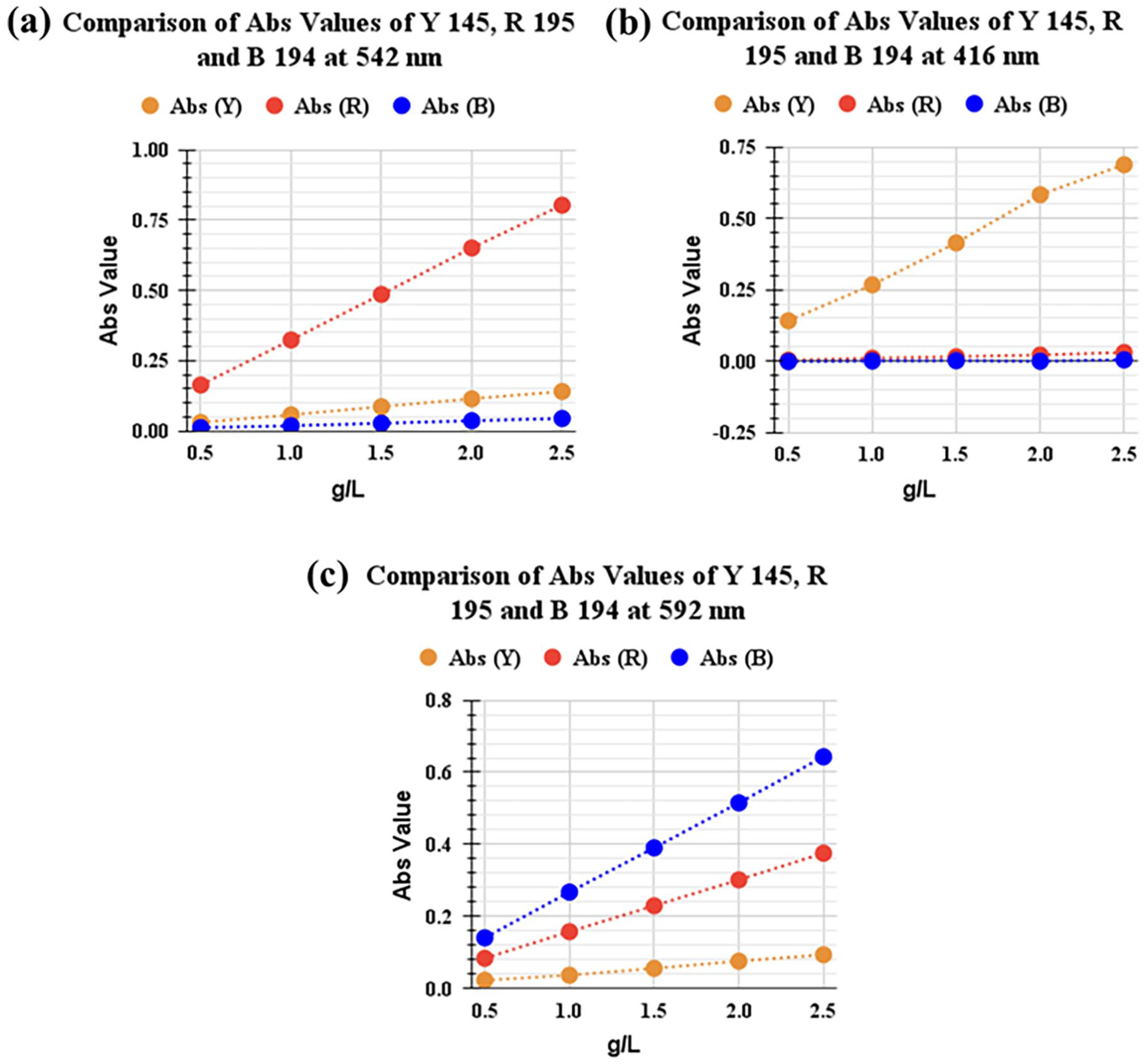
Comparison of absorbance values of reactive yellow 145 reactive red 195, and reactive blue 194 dyes at (a) 542 nm, (b) 416 nm and (c) 592 nm wavelengths.
Compatibility and absorption percentage of reactive red 195, Yellow 145 and Blue 194 with ramie and cotton fabric
After even dyeing of five ramie fabric samples with Reactive yellow 145, Reactive red 195 and Reactive blue 194, it was found that the average proportion of dye (%) of yellow, red and blue are 35.68%, 32.95% and 31.36% respectively. Nevertheless, it can be concluded that the three dyes exhibit almost similar compatibility in dyeing ramie fabric.
For assessing compatibility of yellow, red and blue dyes, even dyeing of cotton and ramie fabrics was carried out thrice using 1% (owf), 2% (owf) and 3% (owf) concentrations of each dyes. The optimised concentration for even dyeing was 3% (owf) since the best result of compatibility was found using this concentration. After even dying of cotton fabric samples with the three dyes, the average proportion of dye (%) of yellow, red and blue is 41.45%, 33.22% and 25.33% respectively. This indicates that the Reactive yellow dye shows the highest absorption rate and Reactive blue dye shows the lowest absorption rate in both ramie and cotton fabric dyeing. This may be due to the variation of molecular weights and dissimilarity of chemical structures of the particular dyes.13,14 Another reason is the high degree of molecular arrangements in ramie fibres which may retard dye diffusion rate. 14 From Figure 10 it is evident that the particular three dyes exhibit better compatibility in case of dyeing cotton samples. Crystallinity of fibres plays a vital role in the dye uptake into the fibres and compatibility of dyes while dyeing.40,41 Several researchers performed XRD (X-ray diffraction) analysis of cotton and ramie fibres and it was shown that the crystallinity index of ramie is higher than cotton which makes ramie fibres comparatively difficult to dye.42,43

Compatibility of reactive yellow 145 reactive red 195, and reactive blue 194 dyes in (a) ramie and (b) cotton fabrics.
K/S value test result of ramie and cotton fabric
The L* (lightness) values listed in Table 1, range from 33.18 to 33.61 demonstrating that all the ramie fabric samples are toward the dark part of lightness scale. The values of a* (red/green) were negative and showed a narrow range (−0.30 to −0.58) which indicates that the dyed ramie fabric samples have green tint with minimal deviation among them. The value of b* (yellow/blue) were negative as well and showed a slightly wider range (−2.37 to −2.59) in comparison with the values of a*, suggesting that the dyed ramie samples have blue cast with slightly wider deviation in comparison with that of the green cast. The sample to sample ΔE* (colour difference) values vary between 0.25 and 0.41 (less than 2.0) indicating small difference in colours.
Colorimetric data analysis for reactive red 195, yellow 145 and blue 194 with ramie sample. Here S0 is the undyed ramie fabric (standard) and S1 to S5 represents five random points of a dyed ramie sample.

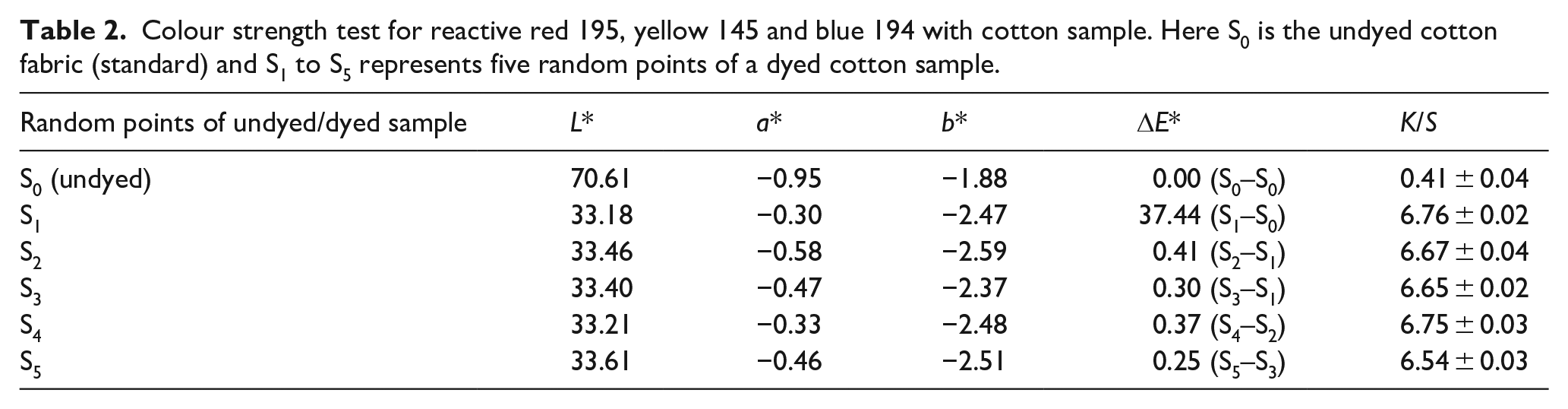
From Table 2, the values of L* vary between 35.79 and 36.35 pointing that the dyed cotton samples exhibit darker colour than ramie samples do. In case of the dyed cotton samples, the range of the value of a* (−0.55 to −0.92) denotes that the samples possess a green cast with slight variations among them. The b* values for the dyed cotton fabric samples (−2.53 to −2.85) indicate that the dyed cotton samples have blue cast with slightly wider variation in comparison with that of the green cast. Similar to dyed ramie fabrics, the dyed cotton fabrics exhibit such a range of ΔE* values (0.36–0.55) demonstrating small difference in colours. It was found that the average K/S value of five cotton fabric samples is 6.674 (Table 1) with a standard deviation of 0.0907 and average K/S value of five ramie fabric samples is 5.736 with a standard deviation of 0.0891 (Table 2). Therefore, it indicates that the mass abortion of reactive red 195, yellow 145 and blue 194 dyes are much better on cotton fabric than ramie fabric as the reactive dyes show better SERF values while dyeing cotton fabrics.
Colour strength test for reactive red 195, yellow 145 and blue 194 with cotton sample. Here S0 is the undyed cotton fabric (standard) and S1 to S5 represents five random points of a dyed cotton sample.
Colour Evenness test of dyed Ramie and Cotton fabric
Colour evenness or colour uniformity of dyed fabric was measured after washing and it was found that after dyeing both ramie and cotton fabrics with Reactive red 195, blue 194, and yellow 145, a clear difference emerged in colour evenness (Figure 11). Cotton displayed excellent harmony and remarkable consistency in the standard deviation of the K/S values taken from 15 random points across the five samples. In contrast, ramie exhibited moderate uniformity and significant fluctuations among the standard deviations of individual samples, ranging from 0.11 to 0.27. This suggests that while both fabrics achieve acceptable colour, cotton offers superior uniformity. 44 As ramie fibres exhibits the properties like high polymerisation and crystallinity, the amount of dye uptake, penetration and colour intensity of dyed ramie fabric is lesser. 45 On the other hand, cotton fibres possess relatively higher amorphous region resulting in better dye uniformity in contrast with ramie fabrics. 46
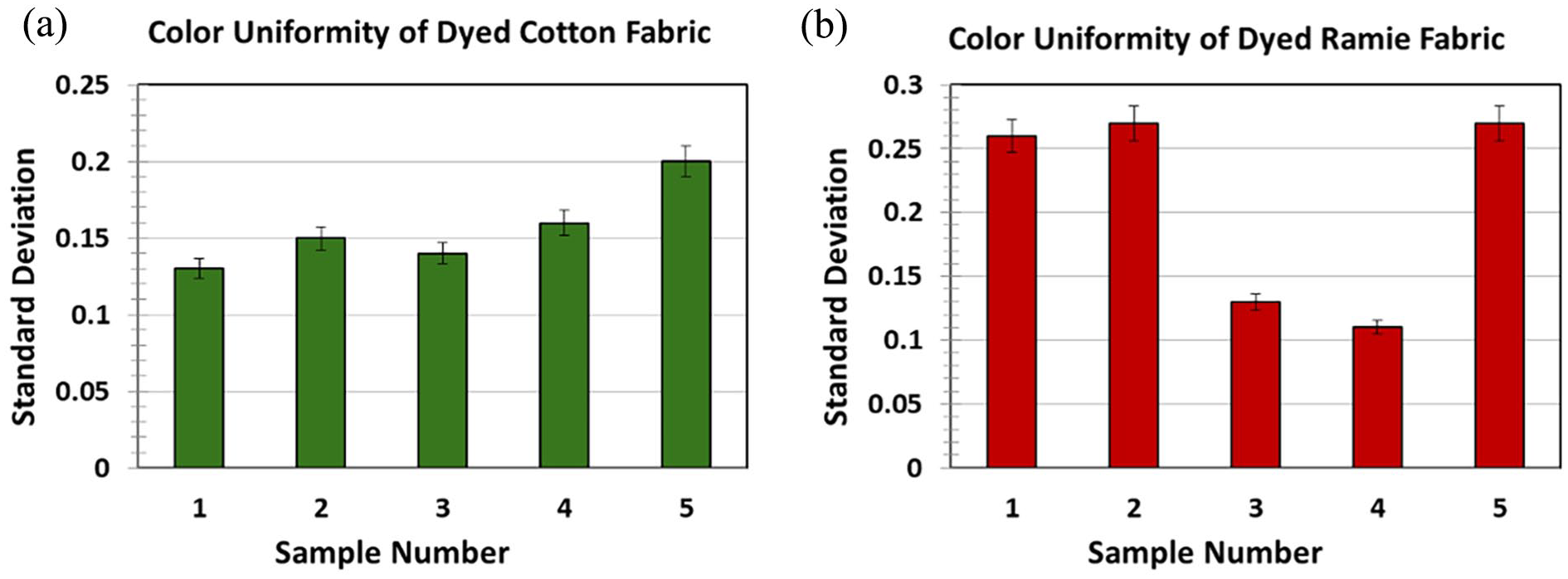
Graphical presentation of colour evenness of dyed (a) cotton and (b) ramie fabric. Y-axis denotes the standard deviations of the K/S values taken from random points of the dyed fabrics and X-axis denotes sample numbers.
Wash fastness test of dyed fabrics
The graph shown in Figure 12 presents that the rating of shade change and colour staining to wash for the dyed ramie samples were ‘excellent’ against all fibres except nylon-6, 6. On the contrary, dyed cotton fabric exhibits ‘excellent’ colour fastness against all the fabric parts in the AW multifibre fabric. 47

Wash fastness results for dyed ramie and cotton samples, (a) wash fastness rating of dyed ramie fabric for shade change, (b) wash fastness rating of dyed ramie fabric for color staining, (c) wash fastness rating of dyed cotton fabric for shade change and (d) wash fastness rating of dyed cotton fabric for color staining.
Colour fastness to rubbing of dyed fabrics
Tables 3 and 4 summarise the dry and wet rubbing fastness of the dyed ramie and cotton fabrics respectively, which were generally acceptable with some minor variations. Notably, all fabrics exhibited superior dry rubbing fastness compared to wet rubbing fastness. The test was performed according to TS EN ISO 105 X12 standard. 48 Grey scales for staining and shade change were used for the measurement of colour fastness to rub. After conducting dry rubbing fastness test of dyed cotton and ramie fabrics, it was observed that both fabrics showed satisfactory rubbing fastness (Table 3) in terms of shade change and staining. However, dyed cotton fabrics exhibited slightly better rating compared to dyed ramie fabrics. In case of wet rubbing fastness tests, both dyed cotton and ramie fabrics showed marginally inferior performance (Table 4). It was expected that in rubbing fastness tests, cotton fabrics will show somewhat better results as the dye fixation values in case of cotton fabrics were higher than that of ramie fabrics (Section “Substantivity, exhaustion%, and fixation% and reactivity% of reactive dyes”).
Dry rubbing fastness test for dyed ramie and cotton fabrics.

Wet rubbing fastness test for dyed ramie and cotton fabrics.

Conclusion
In this experiment, reactive dyes on cotton and ramie fabrics were applied with a view to assess and compare the compatibility of those dyes in cotton and ramie fabric dyeing. The fabrics were dyed in systematic approaches and several tests were conducted on the dyed fabrics and liquor samples used before-, during- and after dyeing. As the substantivity, exhaustion and fixation values were almost similar with the dyeing time, it can be concluded that they were compatible to dye in the same bath. From the starting of the dyeing time all values were coherent with each other. Furthermore, it was found that the wash fastness of both dyed ramie and dyed cotton fabric was excellent though dyed ramie fabric stains colour to nylon-6,6 fabric to a small extent.
There are some limitations regarding this research work that can be resolved by further works. The dyes were used without further purification for this experiment, however, better results may be obtained if purified dyes are used. To improve SERF values and colour uniformity, ramie fabrics can be dyed prior to a swelling process where the fabric is treated with caustic soda. In this experiment, both cotton and ramie fabrics were dyed in conventional method using water as a solvent, avoiding swelling process. To improve dye permeability, liquid ammonia can be used as dyeing solvent.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the Researchers Supporting Project Number (RSP2024R441), King Saud University, Riyadh, Saudi Arabia.