
Abstract
Carding is a common web-forming process used for staple fibers in the nonwovens industry. Staple fibers may be produced in many different lengths. However, the effect of staple fiber length on the nonwoven carding process and structure–property relationships of carded, hydroentangled nonwoven fabrics is not well understood. During this research, polypropylene fibers with lengths ranging from 2.54 to 15.24 cm were produced, carded, and bonded by hydroentangling. All fiber lengths used during this research were successfully carded. Fabrics were characterized via scanning electron microscopy analysis as well as basis weight, thickness, and solid volume fraction measurements. Fabric performance was evaluated with air permeability and burst strength testing. Data sets were statistically evaluated with one-way and two-way analysis of variance to determine whether fiber length significantly affected fabric structure and properties. In general, the fabrics’ solid volume fractions and burst strengths were not significantly affected by fiber length. However, air permeability of the samples did show significant change with fiber length.
Introduction
Fiber length is a key raw material characteristic of nonwoven fabrics. Selection of fiber length may go on to affect nonwoven properties such as strength, solidity, and air permeability as well as ease of manufacturing. In a recent publication, we reported the effect of staple fiber length for carded polyester/polyethylene splittable segmented pie structures. 1 In this article, we report on polypropylene (PP) staple fibers of varying length.
Fibers of length 3.80, 4.80, and 5.10 cm are commonly used in carded products, with 5.10 cm (2 in) being considered the optimal fiber length for processing and achieving required performance in terms of strength. It is commonly believed that shorter fibers can be difficult to card as they do not doff easily while longer fibers can wrap the strippers resulting in challenges during carding. However, there appears to be a scarcity of data on the impact of fiber length on the process and the performance of the resulting nonwovens.
Previous research on the relationship between carding and fiber length was focused on the impact of fiber length on the performance of yarns. Exemplar studies are effect of fiber length on yarn strength,2–6 quality,2,4,7–9 hairiness, 10 elongation,4,11 and the relationship between fiber length and the carding process.12,13 Overall, results of these studies were conflicting. Some found that yarn strength increased with fiber length 2 while others determined shorter fibers produced stronger yarns. 4 Yarn quality was found to improve with fiber length by some researchers, 7 while others concluded yarns containing short fibers provided improved evenness. 4 Similarly, the effect of fiber length on processing was inconclusive. Some researchers found that during carding the number of trailing hooks increased with fiber length, 12 while others stated that the number of leading hooks increased with fiber length. 13
Hydroentangling is a mechanical bonding process which utilizes high-pressure waterjets to entangle and intertwine fibers. It is commonly believed that fibers are more easily displaced and bonded within a web when fewer fiber–fiber contact points exist. Long fibers form many contact points with neighboring fibers which may create additional frictional constraints impacting bonding. It is believed that better fiber displacement is realized when using relatively short fibers which can easily slip past one another. If short fibers are more easily displaced, it would be expected that they can be bonded at relatively lower hydroentangling manifold pressures. 14
Some studies have concluded that there exists a positive relationship between fiber length and hydroentangled nonwoven fabric strength.15,16 Researchers concluded that when fiber fineness is held constant, fabric strength increases with fiber length. In one study, maximum hydroentangled fabric strength was achieved when utilizing fibers 5–6 cm in length. 17 Similarly, another researcher concluded that maximum fabric strength is achieved in fabrics containing fibers 5.10 cm in length. 18 However, others have shown that fiber length did not significantly affect the strength of the resulting hydroentangled fabric. 19 The relationship between fiber length and hydroentangled fabrics’ structures/properties is not well understood.
Materials and methods
The PP fibers used for this research were produced by FiberVisions using commercial equipment. The fibers were crimped, provided at two different linear densities (3 and 6 denier per fiber (dpf)) and cut to six different lengths (2.54, 3.81, 5.08, 7.62, 10.16, and 15.24 cm). Table 1 provides an overview of the fibers utilized for this research.
Linear density and length of PP fibers.

PP: polypropylene; dpf: denier per fiber.
Cross-sectional views of these fibers were captured with a Hitachi S3200N variable pressure scanning electron microscope (VPSEM) and are shown in Figure 1. The images confirm that the fibers’ cross sections are circular.

VPSEM images of polypropylene fiber cross sections.
The fibers were carded and subsequently crosslapped, pre-needled, and hydroentangled. Carding, crosslapping, and pre-needling were completed at The Nonwovens Institute’s Staple Nonwovens Pilot Facility located at North Carolina State University. This facility includes a fiber feeding device, opening and blending equipment, a Trutzschler High-Speed EWK 413 Card, an Asselin Profile 415-FD Crosslapper, and a Trutzschler Nonwovens ENL (single board) Needle Loom (used for web pre-needling). The recommended fiber length for the EWK card is 15–60 mm.
During carding, samples were processed with similar settings to ideally achieve a basis weight of 125 g/m2. Overall, the carding process ran smoothly for all fiber lengths. However, some issues arose when processing the 2.54-cm-long fibers. The 6-denier, 2.54-cm-long fibers were particularly difficult to doff and resulted in the production of splotchy, non-uniform webs such as those seen in Figure 2.

Splotchy web produced from 2.54-cm-long, 6-denier PP fibers.
To achieve the desired basis weight, carded webs were folded twice (four layers) via crosslapping. Directly after crosslapping, the webs were pre-needled on the needle loom at a punch density of 50 needles/cm2.
Bonding was carried out on the Fleissner Aquajet Hydroentangling Unit, a Fleissner Through Air Dryer, and an A. Celli Windy Winder. The hydroentangling unit has five manifolds (injectors): one pre-wet manifold, two manifolds on a belt for face entangling, and two manifolds on a porous drum for back entangling. The jet strips used had one row of orifices with a diameter of 130 µm with a nozzle to nozzle spacing of 600 µm.
All webs were passed through the hydroentangling unit one, two, or three times. A portion of the fabric was removed after each pass for testing. The hydroentangling settings used for the webs containing 3- and 6-dpf PP fibers were identical.
During the web’s initial pass through the hydroentangling unit, the first jet head’s pressure was 20 bar, the second and third jets were set to 50 bar, and the final two jets’ pressures were 70 bar (20, 50, 50, 70, 70 bar). The second pass had jets set to 20, 100, 100, 100, and 100 bar. The third and final pass had jet pressures set to 20, 100, 100, 100, and 100 bar.
Structure/property analysis
SEM images were collected to observe the surface properties of the fabrics with a Phenom ProX Scanning Electron Microscope. The fabrics’ were analyzed to determine their basis weight, thickness, and solidity. Finally, all fabrics were evaluated for their air permeability and burst strength.
Basis weight and thickness
Fabric weight is defined as the mass per unit area of the fabric. Fabric basis weight is often measured in grams per square meter or gsm. In this study, five 100-cm2 fabric samples were analyzed for basis weight per ASTM D3776. A standard scale was used to measure weight of the samples. Fabric thickness is the distance between the face and back of the fabric. In this research, fabric thickness was measured according to ASTM D1777 with an Ames thickness measuring device. The five 100-cm2 basis weight samples were also used for fabric thickness measurements. Two thickness measurements were taken on each sample at random to provide a total of 10 measurements per ASTM D1777. Prior to measurements, fabrics were conditioned overnight in standard conditions according to ASTM D1776. Fabric basis weight and thickness often varies along and across a nonwoven fabric, therefore samples were taken at random along the length and width of fabric samples.
Solidity or solid volume fraction
A fabric’s solid volume fraction (SVF) is an indication of the packing density of the fabric. 15 In a nonwoven, the solidity and fiber size control fabrics’ properties such as pore size, permeability, and insulation and filtration properties. 14
The fabrics’ SVFs (μ) were calculated using equation (1)

where the mass of the fabric, M, and the volume of the fabric, V, were used to calculate the density of the fabric structure, ρfabric, and ρf is the density of the fiber. To calculate the samples’ SVF values, data from the five 100-cm2 fabric samples described in the previous section were utilized.
Air permeability
ASTM D737-04 defines air permeability as the rate of air flow passing through a fabric at a defined air pressure. Air permeability of the samples was measured by using a TexTest Instruments’ FX-3300. The specified pressure drop was set at 125 Pa and the 38-cm2 FX-3300 head was utilized per ASTM D737-04. Five fabric samples were tested in various locations along the fabrics’ widths and lengths. Prior to measurements, fabrics were conditioned overnight in standard conditions according to ASTM D1776.
Normalized burst strength
Burst strength indicates a fabric’s ability to resist rupture when exposed to external forces. To determine a fabric’s burst strength, a circular region of a fabric is subjected to uniformly distributed, unidirectional load with increasing pressure. Often, pressure is applied to the fabric via an elastic rubber diaphragm or a polished steel sphere. 20
When a diaphragm or spherical device applies a unidirectional load to a fabric, the fabric becomes subject to multidirectional forces and the fabric deforms with the pressure-applying object. Eventually, the fabric will rupture due to the applied force. The maximum pressure which causes the fabric to rupture is used to indicate the fabric’s bursting strength. 20
A fabric’s burst strength is an indication of the amount of frictional force created between bonded fibers within a fabric. The frictional forces created between entangled fibers help fabrics resist rupture. 20
The burst strength of the fabrics was determined in accordance to ASTM D6797 with the Instron 4400R ball burst testing machine. This machine forces a steel sphere through the sample at a constant-rate-of-extension until the fabric ruptures. Burst strength testing was completed with a 1000-pound load cell at a rate of 305 mm/min.
Five fabric samples were tested per ASTM D6797. Samples were taken from various locations along fabrics’ lengths and widths and conditioned overnight in standard conditions according to ASTM D1776. The burst strength values provided by the Instron were normalized according to each samples’ basis weight to compensate for basis weight variations. The normalized burst strength values (BSnormalized) were calculated utilizing equation (2)

In this equation, BSobserved was the measured or observed burst strength provided by the Instron, BWnominal was the target or nominal basis weight (125 gsm), and BWobserved was the measured basis weight.
Statistical analysis
Analysis of variance (ANOVA) methodology is used in many fields to consider the relationship between experimental factors (independent variables) and responses. The technique is based on the use of sums of squares and the deviation of observations from their respective means. ANOVA performs hypothesis tests of significance to determine whether factor(s) influence the outcome of an experiment. 21 Data sets were statistically evaluated with one-way and two-way ANOVA analysis to determine whether fiber length significantly affected fabrics’ structures and properties.
ANOVA p values reported in bold font with an asterisk (*) are less than 0.05 and indicate that a significant relationship exists between the experimental factor(s) (fiber length or fiber length and number of passes) and the fabric structure or property parameter (SVF, air permeability, or normalized burst strength). The p values reported in bold font but with no asterisk also indicate significance. However, p values reported in bold font but no asterisk are close to the cut-off significance value, 0.05. Finally, p values written in standard, black font are greater than 0.05 and indicate that no significant relationship exists between the experimental factor(s) (fiber length or fiber length and number of passes) and the fabric structure or property parameter (SVF, air permeability, or normalized burst strength).
One-way ANOVA
One-way ANOVA testing considers the effect of one independent variable on a single response or property. This statistical methodology is used to test the differences between three or more population means. 22 The one-way ANOVA technique utilizes the hypothesis of equal means, or the null hypothesis, H0, which states that all means are the same (H0: μ1 = μ2 = . . . μI). The null hypothesis is tested resulting in an F statistic, which is used to calculate a p value. During this research, if the p value was found to be less than 0.05, the null hypothesis, H0, was rejected and it was concluded a significant difference exists between at least two of the mean values when different fiber lengths were utilized. 21
One-way ANOVA analysis was completed with the statistical software JMP to determine whether fiber length significantly affected fabrics’ SVFs, air permeability values, and normalized burst strengths. Fabrics were exposed to different levels of specific energy depending on the number of passes completed; therefore, fabric data sets were separated into three different populations (Pass 1, Pass 2, or Pass 3 fabrics) for ANOVA analysis. The one-way ANOVA analysis of the hydroentangled fabric data was completed considering mean values of all fiber lengths. The hydroentangled data sets were also analyzed only considering the mean values measured for fabrics containing fiber lengths greater than and equal to 5.08 cm (2.54- and 3.81-cm fiber length data points were excluded).
Two-way ANOVA
Two-way ANOVA methodology tests the effects of two factors and their interaction on one response variable. 23 During this research, two-way ANOVA was completed with JMP utilizing the hydroentangled fabrics’ SVF, normalized burst strength, or air permeability data. The objective of this analysis was to determine whether a significant interaction exists between the two factors: fiber length and the number of times the samples were passed through the hydroentangling unit. Unlike the one-way ANOVA analysis, the hydroentangled fabric data sets for the different fabric properties were not separated based on the specific energy fabrics that were subjected to during bonding. For each fabric property, the Pass 1, Pass 2, and Pass 3 fabric data sets were combined to determine whether a significant interaction exists between the factors when considering the different fabric properties.
In the case of two-way ANOVA, the null hypothesis is that the effect of one factor is not dependent on the level of the second factor. 23 For this research, the null hypothesis was rejected if the p value was less than 0.05. If the null hypothesis was determined to be false, it was concluded that the effect of fiber length depended on the number of passes through the hydroentangling unit, and equivalently, the effect of the number of passes through the hydroentangling unit depended on the fiber length used.
Results
SEM observations
Figures 3 to 6 contain SEM images of the hydroentangled fabrics produced with 3- and 6-dpf PP fibers. Images on the left display Pass 1 fabrics, middle images are Pass 2 fabrics, while Pass 3 fabrics are shown on the right. In addition, the fiber length utilized to produce each sample increases while moving vertically through the images. Fibers appear to become more entangled as the number of hydroentangling passes increases.

SEM of PP 3-dpf hydroentangled fabrics produced with 2.54, 3.81, 5.08 cm fiber lengths.

SEM of PP 3-dpf hydroentangled fabrics produced with 7.62, 10.16, 15.24 cm fiber lengths.

SEM of PP 6-dpf hydroentangled fabrics produced with 2.54, 3.81, 5.08 cm fiber lengths.

SEM of PP 6-dpf hydroentangled fabrics produced with 7.62, 10.16, 15.24 cm fiber lengths.
Basis weight and thickness
Basis weight results are shown in Figures 7 and 8. The basis weights appear somewhat inconsistent and vary when different fiber lengths are utilized. Overall, the results confirm the observations that were made when the webs were carded. During carding, the webs’ basis weights were difficult to control, especially when processing fibers shorter than 5.08 cm. However, when using fibers beyond 5.08 cm in length, the web processing became more stable resulting in more consistent weights closer to the desired basis weight of 125 gsm.

3-dpf hydroentangled fabric weight versus fiber length.
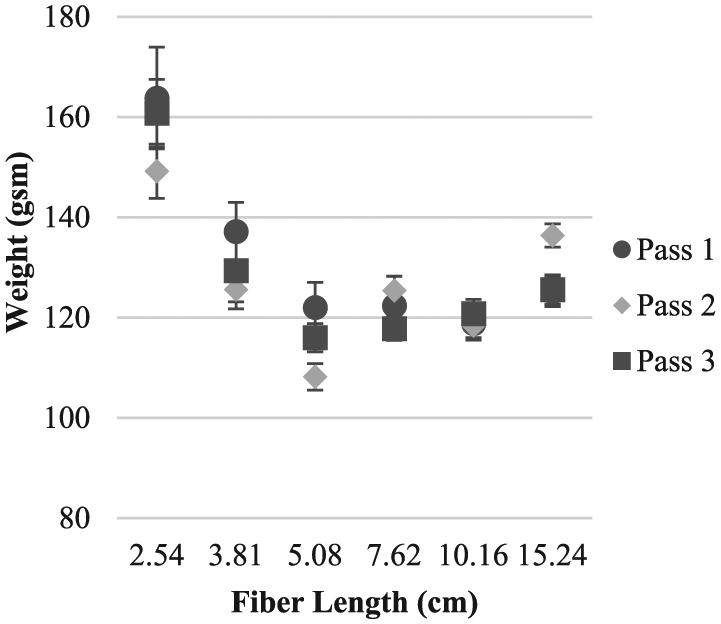
6-dpf hydroentangled fabric weight versus fiber length.
Fabric thickness results are shown in Figures 9 and 10. The thicknesses of fabrics produced with the 3-denier PP fibers are more consistent when compared to the 6 denier. When considering fabrics produced with 6-denier PP fibers, the fabrics’ thickness values follow a similar trend compared to their weight. Thickness variations may occur because a fiber’s ease of movement throughout the carding process is affected by its length. When shorter fiber lengths were processed, 2.54 and 3.81 cm, the thickness measurements vary more than when using longer fibers, 5.08 cm and greater. The thickness values of fabrics containing fibers 5.08, 7.62, 10.16, or 15.24 cm in length appear to be more similar and change less when the fiber length is altered.
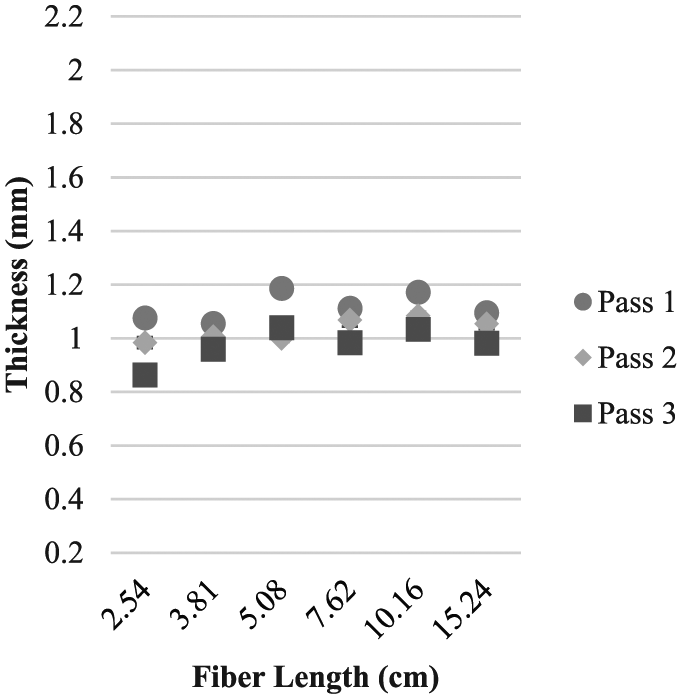
3-dpf hydroentangled fabric thickness versus fiber length.

6-dpf hydroentangled fabric thickness versus fiber length.
As expected, Pass 1 fabrics possess the greatest thickness values. The webs passed through the hydroentangling unit two (Pass 2 fabrics) or three times (Pass 3 fabrics) were exposed to higher bonding energies than the fabrics only run through the system once (Pass 1 fabrics). As the hydroentangling energy is increased, more energy is transferred from the water jets to the fabric resulting in greater fabric consolidation and lower fabric thickness.
SVF
The relationships between fiber length and the SVFs of hydroentangled fabrics produced with PP fibers are shown in Figures 11 and 12. Figure 11 suggests there may be an increase in SVF with fiber length for fabrics produced from 3-denier PP fibers while Figure 12 presents a less apparent trend between 6-denier fiber length and SVF. Overall, the changes in SVF are minor (~2–3%) and values remain relatively similar despite changes in fiber length.

PP 3-dpf hydroentangled fabric solid volume fraction versus fiber length.

PP 6-dpf hydroentangled fabric solid volume fraction versus fiber length.
Table 2 shows that when considering the samples produced with 3-denier PP fibers, there is a split between significant and insignificant p values. However, it should be noted that two of the p values indicating significance, while less than 0.05, are relatively large possibly indicating a weaker statistical significance. Samples containing 6-denier fibers possess ANOVA p values which are largely greater than 0.05 indicating that fiber length does not significantly affect the SVFs of these fabrics. As a general statement, considering both samples produced with 3- and 6-denier PP fibers, the relationship between fiber length and SVF is for the most part, statistically insignificant. However, fabrics containing 3-denier fibers are more significantly influenced by fiber length when compared to 6 denier. The SVF increase for fabrics produced with 3-denier PP fibers can likely be attributed to the fact that longer fibers are able to form more fiber entanglements during bonding. An increasing SVF trend with fiber length may be visible in 3-denier fiber samples and not in the 6-denier fiber samples because 3-denier fibers are more prone to bending. Whereas 6-denier fibers, which are larger, stiffer, and possess a greater bending rigidity, are less likely to form entanglements.
ANOVA p values of hydroentangled fabrics containing 3- or 6-dpf PP fibers (SVF).

ANOVA: analysis of variance; dpf: denier per fiber; PP: polypropylene; SVF: solid volume fraction.
In addition, p values which only analyzed SVF data from fabrics containing fiber lengths ⩾5.08 cm are always larger than p values which considered all fiber length data. This suggests that the hydroentangled fabrics’ SVFs become more consistent when utilizing fibers 5.08 cm in length or greater.
Both two-way ANOVA p values are less than 0.05. This indicates a significant interaction that exists between fiber length and the number of passes through the hydroentangling unit when considering the fabrics’ SVFs. In other words, statistical evidence suggests that the effect of fiber length on SVF is different depending on the number of hydroentangling passes the fabric is subjected to. Although the two-way ANOVA p values are both borderline significant values, suggesting the interaction between the variables is weak.
Air permeability
The relationships between fiber length and the air permeability of hydroentangled fabrics produced with PP fibers are shown in Figures 13 and 14. Significant changes in air permeability occur with fiber length. This observation is supported by the ANOVA p values shown in Table 3. The majority of the ANOVA p values are less than 0.05 indicating that air permeability values vary significantly when different fiber lengths are utilized.
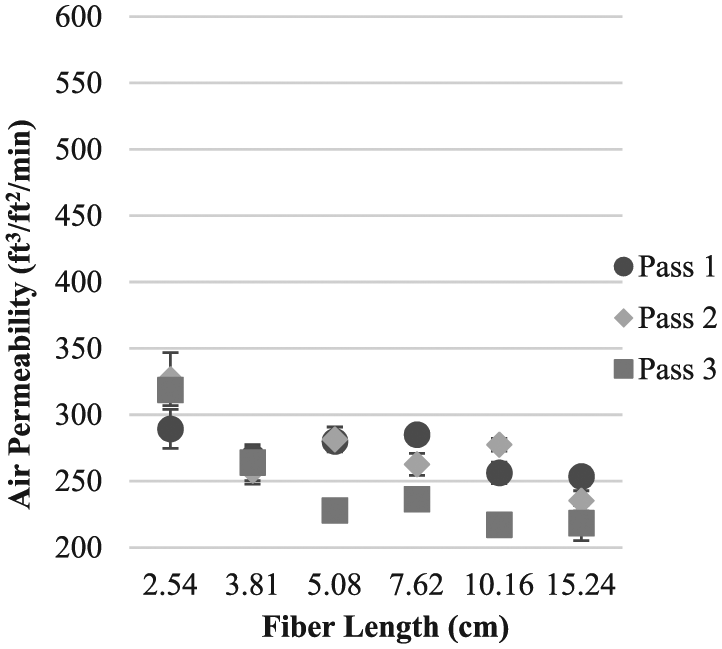
PP 3-dpf hydroentangled fabric air permeability versus fiber length.
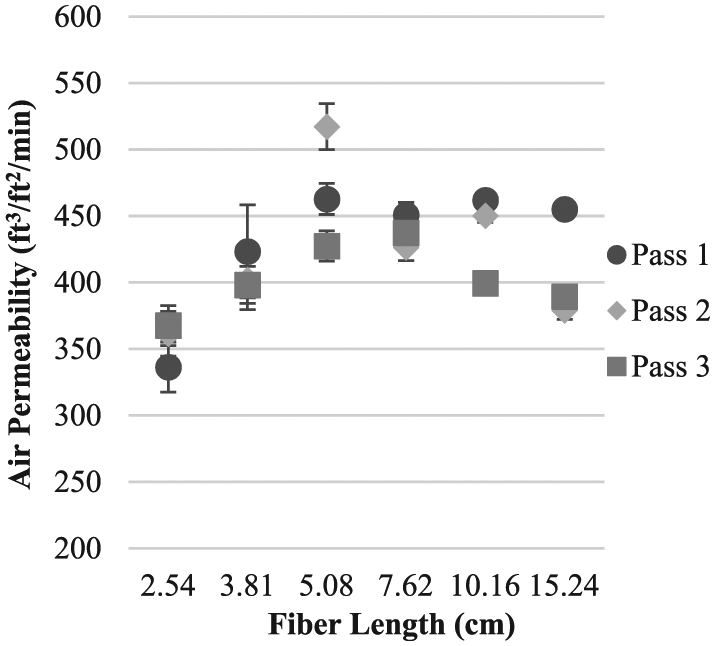
PP 6-dpf hydroentangled fabric air permeability versus fiber length.
ANOVA p values of hydroentangled fabrics containing 3- or 6-dpf PP fibers (air permeability).

ANOVA: analysis of variance; dpf: denier per fiber; PP: polypropylene.
As seen in Figures 13 and 14, air permeability values become similar when fabrics use fibers 5.08 cm or longer. This observation is verified by the calculated ANOVA p values. In most cases, the p values which only analyzed air permeability data from fabrics containing fiber lengths ⩾5.08 cm are larger than p values which considered all fiber length data.
The air permeability values of hydroentangled samples produced with 3-denier PP fibers appear to decrease with fiber length. This may possibly be explained by the small increase in SVF observed in Figure 11. However, as stated previously, the change in SVF values for samples produced with 3-denier fibers was not clearly statistically significant. Therefore, it is unclear if statistically significant changes in air permeability are a result of small rises in SVF. These changes in air permeability may in fact be due to variation in fabric weight and thickness (see Figures 7 and 8).
Alternatively, the air permeability values of hydroentangled samples produced with 6-denier PP fibers appear to slightly increase and then plateau or decrease as fiber length increases. This can likely be explained by weight and thickness changes in the fabric with fabric length, as shown in Figures 8 and 9. Fabrics with a greater weight and thickness generally displayed reduced air permeability which theoretically makes sense. Fabrics with greater thickness and weight pose greater resistance to air passage, thus reducing air permeability.
Both two-way ANOVA p values are less than 0.05. This indicates that a significant interaction exists between fiber length and the number of passes through the hydroentangling unit when considering the fabrics’ air permeabilities. In other words, statistical evidence suggests that the effect of fiber length on hydroentangled fabrics’ air permeabilities is different depending on the number of hydroentangling passes the fabric is subjected to.
Normalized burst strength
The relationship between fiber length and the normalized burst strength of hydroentangled fabrics produced with PP fibers is shown in Figures 15 and 16.

PP 3-dpf hydroentangled fabric normalized burst strength versus fiber length.
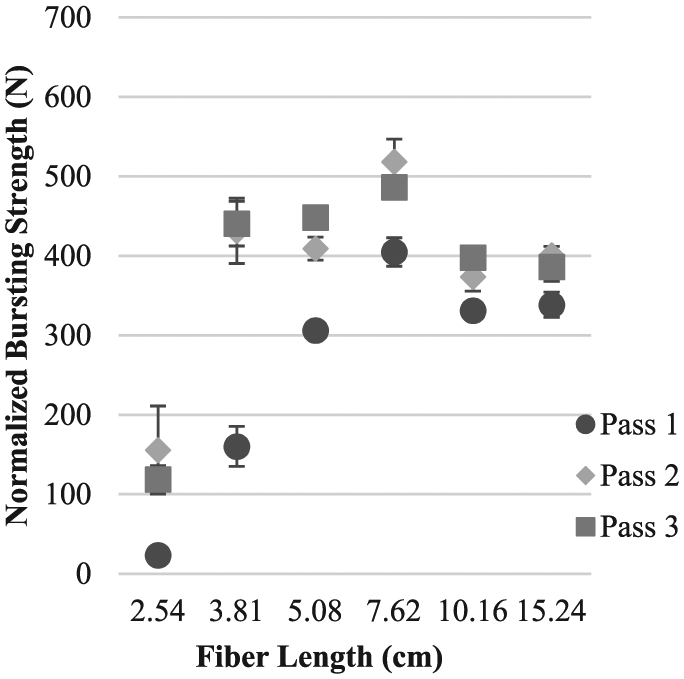
PP 6-dpf hydroentangled fabric normalized burst strength versus fiber length.
The burst strength trend observed for Pass 2 and Pass 3 fabrics is different than the trend observed for Pass 1 fabrics. Generally, the normalized burst strengths of Pass 2 and Pass 3 fabrics remains consistent despite changes in fiber length. This is particularly true for the hydroentangled fabrics produced with 3-denier PP fibers. Regardless of the 3- or 6-denier PP fiber length used to produce Pass 2 and Pass 3 hydroentangled fabrics, fibers remain entangled in the structure until broken rather than pulling out of the structure prematurely. Therefore, these fibers provide consistent fabric strength even when short fiber lengths are utilized.
However, it is important to note that the Pass 2 and Pass 3 data points for fabrics produced with 2.54-cm, 6-denier PP fibers are quite low. As previously mentioned, the 2.54-cm, 6-denier PP fibers were difficult to card and produced non-uniform webs. This likely explains the exceptionally low burst strength of these samples.
Unlike the burst strength of Pass 2 and Pass 3 fabrics, the normalized burst strengths of Pass 1 fabrics appear to increase with fiber length until reaching a peak burst strength at 5.08- or 7.62-cm fiber length. Unlike Pass 2 and Pass 3 fabrics, the PP fibers within the Pass 1 hydroentangled fabrics are not adequately entangled at all fiber lengths to provide consistent burst strength values. Pass 1 hydroentangled fabrics produced with short PP fibers, do not possess sufficient fiber entanglements. Therefore, short PP fibers within Pass 1 fabrics simply pull out of the nonwoven structure when exposed to an applied load rather than supporting the load.
Table 4 displays the p values associated with the normalized burst strengths of hydroentangled samples comprised of 3- or 6-denier PP fibers. Primarily, the normalized burst strength of hydroentangled fabrics produced with 3-denier PP fibers is not significantly influenced by the fiber length utilized. However, all p values considering fabric data from samples produced with 6-denier PP fibers are less than 0.05. This indicates that the normalized burst strength of Pass 1, Pass 2, and Pass 3 fabrics produced with 6-denier PP fibers are significantly affected by the fiber length utilized. This is true when statistical analysis considers data from 6-denier samples produced with all fiber lengths as well as p value calculations which only consider data from fabrics containing fibers ⩾5.08 cm, although p values which only analyzed normalized burst strength data from fabrics containing fiber lengths ⩾5.08 cm are always larger than p values which consider all fiber length data. This suggests that the hydroentangled fabrics’ burst strengths become more consistent when utilizing fibers 5.08 cm in length or greater.
ANOVA p values of hydroentangled fabrics containing 3- or 6-dpf PP fibers (normalized burst strength).

ANOVA: analysis of variance; dpf: denier per fiber; PP: polypropylene.
Conclusion
Carded, hydroentangled fabrics were produced with 3- and 6-denier PP fibers. Samples were produced with six different fiber lengths (2.54, 3.81, 5.08, 7.62, 10.16, and 15.24 cm) to determine the impact of fiber length on the carding process and the structure–property relationships of carded, hydroentangled nonwovens. All fiber lengths were successfully carded, although processing the 2.54-cm fiber length was challenging due to lower degree of fiber to fiber cohesion. Despite these issues, webs were produced for hydroentangling.
When considering the effect of fiber length on SVFs of fabrics produced with 3- and 6-denier fibers, trends and statistical significance are somewhat unclear. In general, changes of SVF with fiber length were relatively small, in the range of 2%–3%. Statistically speaking, samples produced with 3-denier fibers displayed a split between significant and insignificant p values. Samples containing 6-denier fibers possess ANOVA p values which are largely greater than 0.05 indicating that fiber length does not significantly affect the SVFs of these fabrics. As a general statement, considering both samples produced with 3- and 6-denier PP fibers, the relationship between fiber length and SVF is, for the most part, statistically insignificant. However, fabrics containing 3-denier fibers are more significantly influenced by fiber length when compared to 6 denier. The small, yet apparent increase in SVF for fabrics produced with 3-denier PP fibers can likely be attributed to the fact that longer fibers are able to form more fiber entanglements during bonding. This trend may be visible in 3-denier fibers and not in the 6-denier fiber samples because 3-denier fibers are more prone to bending. The 6-denier fibers, which are larger and stiffer possess a greater bending rigidity and are less likely to form entanglements.
Air permeability of hydroentangled PP fabrics was significantly affected by fiber length. In almost every ANOVA analysis, p values are less than 0.05, indicating that air permeability values vary significantly with fiber length. The sources of air permeability variability with fiber length is somewhat unclear. Samples produced with 3-denier PP fibers may have experienced greater resistance to air due rises in SVF. However, changes in SVF were relatively small and not overwhelmingly statistically significant. Therefore, changes in air permeability may be attributed to variations in fabric weight and thickness. Fabrics produced with 6-denier PP fibers largely did not show statistically significant change in SVF with fiber length. Therefore, changes in air permeability were likely not due to SVF and can likely be explained by trends in weight and thickness changes with fiber length.
The impact of fiber length on hydroentangled fabrics’ burst strength depends on the number of passes the fabric is subjected to and the linear density of the fibers. The normalized burst strength of Pass 1 fabrics comprised of 3- and 6-denier fibers increase until reaching a peak burst strength at 5.08- or 7.62-cm fiber length. Pass 1 fabrics’ ANOVA p values indicate that hydroentangled fabrics exposed to one bonding pass are significantly affected by the fiber length utilized during processing. The normalized burst strength of Pass 2 and Pass 3 fabrics comprised of 3-denier PP fibers are not significantly affected by fiber length which is supported by the ANOVA p values. Similarly, the normalized burst strength of Pass 2 and Pass 3 fabrics comprised of 6-denier PP fibers appear to remain relatively consistent when compared to the burst strength values of Pass 1 fabrics. However, ANOVA p values indicate that the normalized burst strength of all hydroentangled fabrics produced with 6-denier PP fibers are significantly influenced by the fiber length utilized.
The p values which only analyzed data from fabrics containing fiber lengths ⩾5.08 cm are typically larger than p values which considered all fiber length data. This suggests that hydroentangled fabric properties (SVF, air permeability, and burst strength) become more consistent when utilizing fibers 5.08 cm in length or greater.
In most situations, the two-way ANOVA p values are less than 0.05. This indicates a significant interaction that exists between fiber length and the number of passes through the hydroentangling unit when considering the fabrics’ SVF, air permeability, and normalized burst strength values. In other words, statistical evidence suggests that the effect of fiber length is different depending on the number of hydroentangling passes the fabric is subjected to.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Funding for this research was provided by The Nonwovens Institute and all fibers were produced by FiberVisions. Their support is greatly appreciated.