
Abstract
Electromagnetic pollution is a problem that damages all creatures and electronic devices. Most of the electronic devices we use at homes emit electromagnetic radiation. Conductive textile surfaces are used for electromagnetic shielding applications. However, to provide electromagnetic shielding, there has not been any study on the bicomponent fiber production with barium titanate. For this purpose, in this study, bicomponent yarns were produced using three different adding ratios of barium titanate. The mechanical and electrical properties of the yarns were investigated. Knitted fabrics were produced from bicomponent yarns with two different fabric densities using a circular knitting machine. The effects of the additive ratio and the fabric density on the effectiveness of the electromagnetic shielding were also investigated. The fabric with the highest content of the barium titanate and greater fabric density showed the highest shielding effectiveness, reaching 25.95 dB at 0.02 GHz.
Keywords
Introduction
With the advancement of technology, electrical and electronic devices are used everywhere in daily life emitting electromagnetic radiation which creates the problem of electromagnetic pollution. Continuous exposure of electromagnetic radiation damages all creatures as reported in the literature.1,2 In recent years, the textile industry has achieved remarkable advances in the area of high-performance textiles, fibers, and yarns. 3 The expectations from textile products are increasingly changing with the incorporation of new materials and technologies into textile technology. 4 Electrically conductive fibers and textile surfaces are widely used for industrial materials, such as sensors, electrostatic discharge and electromagnetic interference shielding in clothing, and also in military applications.5–7 Therefore, the demand for conductive textiles is rising rapidly. 3 Textiles can gain electrical conductivity with different methods such as using conductive polymers, conductive yarns, or conductive coatings. 4 Ueng and Cheng 8 produced an open-end friction core spun yarn to obtain a conductive fabric and used it for electrostatic discharge and electromagnetic shielding applications. It was found that the electromagnetic shielding and electrostatic discharge attenuation of the fabric depended on the fabric structure, the fabric density, and the amount of conductive material. Kim et al. 3 produced conductive fibers using melt spinning and coating methods. In the melt spinning process, polyaniline, graphite, and polypyrrole were used to obtain conductive polypropylene (PP) fibers. Polyaniline was also coated onto polyester (PET) fibers and better electrical properties than the PP fibers were observed. Perumalraj and Dasaradan 9 investigated the electromagnetic shielding effectiveness (EMSE) of knitted fabrics with copper core yarns. The EMSE was measured for frequencies between 20 and 18,000 MHz. Interlock fabric structure had higher EMSE than the plain and rib structures. An increase in copper wire diameter showed a decrease in EMSE values. Because copper was a rigid material, the bending of the copper thread became more difficult, resulting in openness in the knit fabric structure. Bicomponent fibers are created by extruding two polymers from the same spinneret resulting in a filament that contains both polymers. 10 The purpose of bicomponent fibers is to improve the material performance suitable for specific needs by tailoring one or more properties with minimum sacrifice of other properties. 11 Bicomponent core-sheath fibers have been attracting much attention because multifunctional properties can be imparted to these fibers without the loss of mechanical properties. 12 Either the symmetrical or asymmetrical form of this conjugation can be used to combine the properties of the core and sheath components. While core component provides particular physical properties such as the strength and conductivity, sheath component provides aesthetic, textile, adhesive, or other properties. 13
Most of the bicomponent fibers commercially produced today have core/sheath structures. 14 Straat et al. 15 produced core/sheath bicomponent fibers using polyamide 6.6 and conductive polymer composites (PP/carbon black–polyethylene/multi-walled carbon nanotube (MWCNT)) in the sheath and core sections, respectively. The PP/carbon black composites showed higher electrical conductivity than the polyethylene/MWCNT composites. As the spinning draw ratio increased, the electrical conductivity decreased. Yu et al. 16 produced nonwoven fabrics using sheath/core bicomponent fibers with PP and various additives (barium, aluminum, manganese, zinc ferrite, and bronze particles). Aluminum particles had limited effect on the absorption of infrared rays. The surfaces formed from fibers produced with 40% barium/manganese-zinc ferrite additive showed 9.97 dB shielding effectiveness (SE), and the surfaces formed from fibers produced with 40% manganese-zinc ferrite additive showed 4.22 dB SE value. SE values increased with barium additive. The surfaces formed from fibers produced with the bronze powder additive, and SE values increased as the additive ratio increased.
Barium titanate (BaTiO3) is a member of perovskite compounds family and has ferroelectric properties with high dielectric constants. 17 Due to its good characteristics, it is used in many applications such as capacitors, multilayer capacitors (MLCs), energy storage devices, and piezoelectric transducers.17,18 However, electrical conductivity and electromagnetic shielding properties of bicomponent PET yarns with BaTiO3 addition have not been studied. Most studies have focused on the composite structures; for example, Kilic et al. 19 produced barium titanate added PP composite filaments by melt spinning to advance electret filters. Filaments were charged with a corona instrument, and their surface potentials were measured. It was found that the BaTiO3 concentration and charging temperature influenced the electrical properties of the filaments. Yu et al. 20 prepared PP nano-composites by melt compounding where MWCNTs were chosen as the electrical component, and barium titanate spherical nano-particles were used as the ferroelectric component. The dielectric permittivity values of the PP nano-composites were improved by the simultaneous use of MWCNTs and BaTiO3. Saini et al. 21 investigated structural, electrical, and electromagnetic correlations of polyaniline-tetragonal barium titanate nanocomposites. They showed a high shielding efficiency. It was observed that the increase in the shielding effectiveness depended on the electrical properties of the barium titanate.
In this study, core-sheath bicomponent fiber production was preferred rather than composite fiber production. In composite fibers, one component is dispersed within the other. Bicomponent fibers occur when two different components are present in different constructions. The additive material was used in the core section to provide functionality to the yarn. It was aimed to use bicomponent yarn like standard PET yarn using PET in the sheath section. It was aimed to produce conductive bicomponent yarns for use in electromagnetic shielding applications, especially in general use. First, the mechanical properties of samples such as shrinkage in dry air, unevenness, tenacity, and elongation were presented since it was important how the mechanical properties changed while giving functional properties to yarns. The electrical conductivity of the yarns was also presented. The relationships between the amount of the barium titanate additive and mechanical/electrical properties of the yarns were investigated. Then, knitted fabrics were obtained from bicomponent yarns with two different fabric densities using a circular knitting machine. The effects of additive ratio and the fabric density on EMSE were investigated.
Experimental
Materials
In the bicomponent spinning process, PET chips were used at the sheath section, and the masterbatch of barium titanate (GRAFEN Chemical Industry) and polybutylene terephthalate (PBT; SASA Polyester Industry Inc.) were used at the core section. The properties of these polymers are given in Tables 1 and 2.
Properties of PET and PBT polymers.

Properties of barium titanate nanoparticle.

Before starting the spinning process, PET and PBT chips were dried at 160°C for 6 h, and the barium titanate masterbatch was dried at 130°C for 5 h.
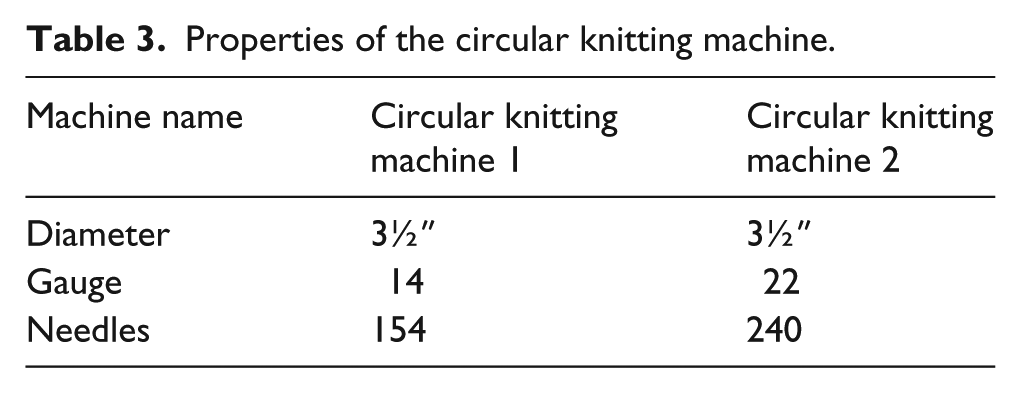
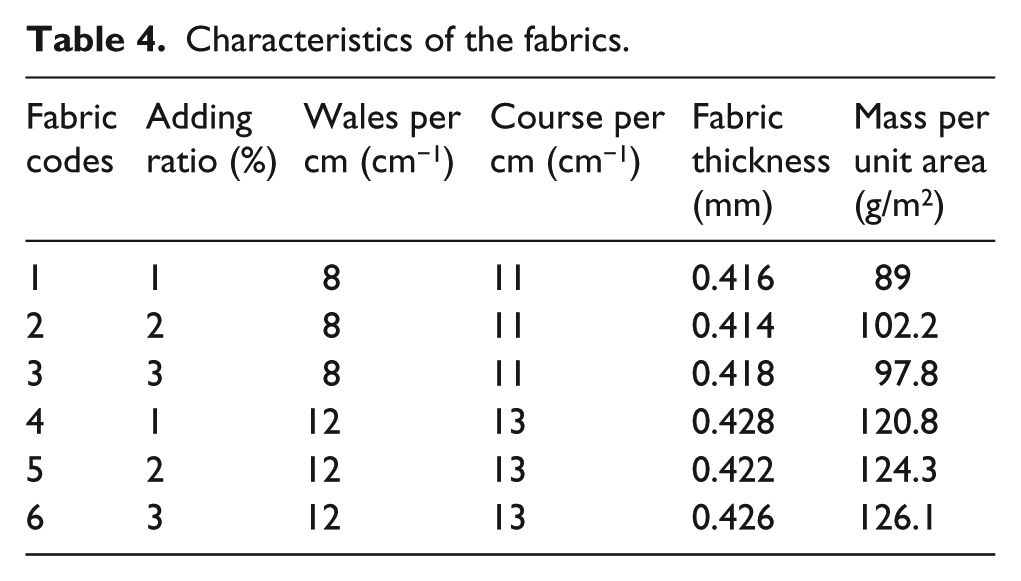
In order to investigate the effect of knit density on the electromagnetic shielding efficiency, knitted fabrics were produced on circular knitting machines (HARRY LUCAS) with different machine gauges (E14 and E22). The properties of these machines are provided in Table 3. Six knitting fabrics with the same fabric structure (plain knit) were used. The details of the fabrics are provided in Table 4.
Properties of the circular knitting machine.
Characteristics of the fabrics.
Method
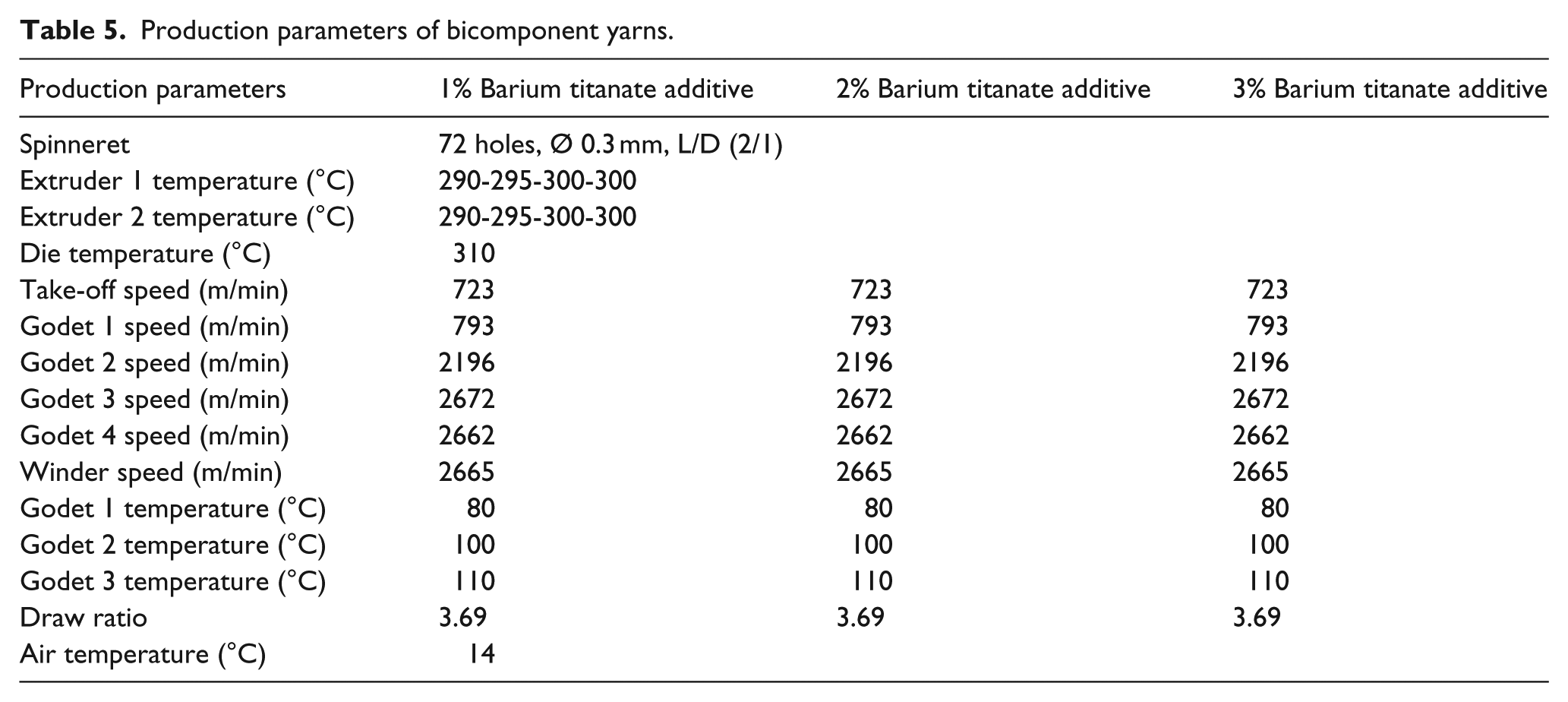
Bicomponent yarns were spun using the Spinboy melt spinning machine. A schematic of the melt spinning pilot plant is shown in Figure 1. A barium titanate masterbatch was fed from the first hopper to the Extruder 1, and PET chips were fed from the second hopper to the Extruder 2. Three different adding ratios of the barium titanate masterbatch (1%, 2%, and 3%) were tested. The core/sheath ratio was 30/70 controlled through adjustment of the speed of gear pumps. Detailed production parameters are given in Table 5.

Schematic view of the melt spinning pilot plant.
Production parameters of bicomponent yarns.
Tenacity and elongation of the yarns were measured with Textechno Statimat Me+ instrument, according to the DIN EN ISO 2062 standard. Shrinkage in dry air was measured with Textechno Texturmat Me+ instrument, according to the DIN 53866 standard. Unevenness was measured with Evenness Tester 80 instrument, according to the DIN 53817 test standard. Each of the measurements was repeated 10 times. Statistical analysis was performed using single-factor variance analysis for shrinkage, unevenness, tenacity, and elongation. Optical microscopy images of bicomponent yarns were taken with Projectina optical microscope with an objective of 40× and shown in Figure 2.

Optical cross-section images of bicomponent yarns (Mag = 40×).
The four-point probe technique was used for the electrical conductivity measurements. ENTEK Electronics Four Point Probe instrument was used with a typical probe spacing of s ~1 mm. In this method, “the four metal tips are part of an auto-mechanical stage which travels up and down during measurements. A high impedance current source is used to supply current through the outer two probes; a voltmeter measures the voltage across the inner two probes to determine the sample resistivity.” 22
The electrical conductivity of the bicomponent yarns was calculated according to equation (1)

where σ is the electrical conductivity, l is the distance between the probes, d is the thickness, V is the voltage decrease through the probes, I is the current, and W is the probe length. Conductivity was measured along the fiber axis. The measurements were repeated five times.
Electromagnetic shielding efficiency (EMSE) was measured according to the ASTM D 4935 standard. The diameter of the test instrument was 44.3 mm (Figure 3). Using this instrument, measurements could be made for frequencies between 10 MHz and 4.5 GHz. SE was determined for 450 different frequencies. The measurement was carried out at three different locations on the knitted fabrics. The SE values of the fabric samples were calculated according to equation (2)

where E0 is measured without the fabric sample and E1 is measured with the fabric sample on the test area.
Electromagnetic shielding test instrument.
Requirements for electromagnetic shielding textiles are specified and classified (Table 6) by the Functional Technical Textiles Standard. 23 To test the EMSE of the textiles, the coaxial transmission line method specified in ASTM D 4935 was referred to in this classification.
Functional technical textile standard. 23

SE: shielding effectiveness.
According to Table 6, professional uses include medical equipment, quarantine material, professional security uniform for an electronic manufacturer, electronic kit, or other new applications; general uses include casual wear, office uniform, maternity dress, apron, consumptive electronic products, and communication-related products.
Results and discussion
Physical and mechanical test results
As described earlier, bicomponent yarns were produced for three different doping adding ratios of barium titanate. Table 7 summarizes the physical and mechanical test results to provide a clear view of the results.
Physical and mechanical test results of the bicomponent yarns.

SD: standard deviation.
The effect of adding ratio on yarn shrinkage is shown in Figure 4. Yij = µ + τj + ϵij (Yij = Shrinkage), H0: τj = 0, HA: τj ≠ 0. According to the variance analysis of yarn shrinkage, FRATIO = 35.7 > FPROB. (3, 36, α = 0.05) = 2.88; therefore, H0: τj = 0 hypothesis is rejected. This means the additive concentration affected the shrinkage of the yarn statistically. Bicomponent yarns had bigger shrinkage values from standard PET yarn.

Effect of adding ratio on yarn shrinkage.
The effect of adding ratio on yarn unevenness is shown in Figure 5. Yij = μ + τj + ϵij (Yij = Unevenness), H0: τj = 0, HA: τj ≠ 0. According to the variance analysis of yarn unevenness, FRATIO = 138.1 > FPROB. (3, 36, α = 0.05) = 2.88; therefore, H0: τj = 0 hypothesis is rejected. Additive concentration affected the unevenness of the yarn statistically. Bicomponent yarns had bigger unevenness values from standard PET yarn.

Effect of adding ratio on yarn unevenness.
The effect of adding ratio on yarn tenacity is shown in Figure 6. Yij = µ + τj + ϵij (Yij = Tenacity), H0: τj = 0, HA: τj ≠ 0. According to the variance analysis of yarn tenacity, FRATIO = 331.2 > FPROB. (3, 36, α = 0.05) = 2.88; therefore, H0: τj = 0 hypothesis is rejected. Additive concentration affected the tenacity of the yarn statistically. Bicomponent yarns exhibited less tenacity compared to standard PET yarn. However, the tenacity did not change among the different adding ratios (1%, 2%, and 3%).

Effect of adding ratio on yarn tenacity.
The effect of adding ratio on yarn elongation is shown in Figure 7. Yij = µ + τj + ϵij (Yij = Elongation), H0: τj = 0, HA: τj ≠ 0. According to the variance analysis of yarn elongation, FRATIO = 0.12 < FPROB. (3, 36, α = 0.05) = 2.88; therefore, H0: τj = 0 hypothesis is rejected. Additive concentration did not affect the elongation of the yarn statistically. Bicomponent yarns showed almost same values with standard PET yarn. The decreasing of mechanical properties could be associated with the lack of adhesion between two different polymers.
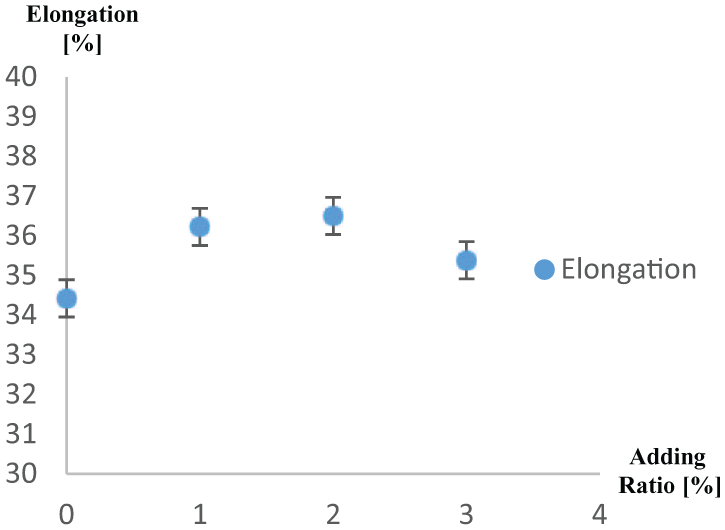
Effect of adding ratio on yarn elongation.
Conductivity test results
Electrical conductivity is a crucial parameter of conductive textiles, which often determines the scope for application of a given material. 5 It is well known that conductivity depends on the amount of the conductive component. The effect of the adding ratio on the bicomponent yarns’ electrical conductivity was investigated, and it is shown graphically in Figure 8. Consistent with former studies,19,21,24 barium titanate additive increased electrical conductivity. Electrical conductivity values of yarns (reference, 1% and 2%) showed similar results. However, it was observed that the electrical conductivity value increased slightly between reference, 1% and 2% yarns. The highest electrical conductivity value (1.26 × 10–3 S/cm) was obtained with 3% barium titanate adding bicomponent yarn.
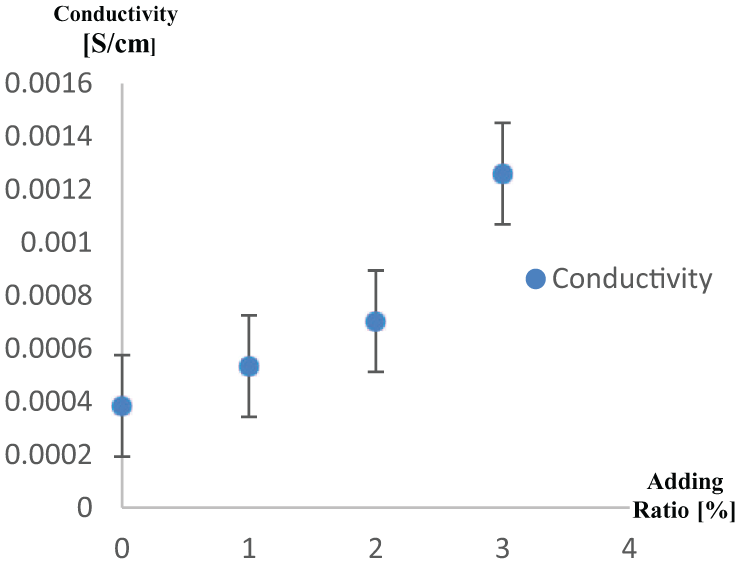
Effect of adding ratio on the yarn’s electrical conductivity.
EMSE test results
SE measurement results, belonging to the plain knit fabric knitted from bicomponent yarns, are shown graphically in Figures 9 and 10. SE test results were obtained in the 0.01–1.30 GHz frequency range.

Electromagnetic shielding effectiveness of 1, 2, and 3 coded fabrics.

Electromagnetic shielding effectiveness of 4, 5, and 6 coded fabrics.
It could be seen that the SE values of 1, 2, and 3 were above 10 dB in the frequency range of 0.01–0.03 GHz. The SE values of 1, 2, and 3 were above 7 dB in the frequency range of 0.03–0.34 GHz. The highest SE value was recorded 24.39 dB at 0.02 GHz.
The SE values of 4, 5, and 6 were above 10 dB in the frequency range of 0.01–0.11 GHz. The SE values of 4, 5, and 6 were above 7 dB in the frequency range of 0.11–0.77 GHz. The highest SE value was recorded 25.95 dB at 0.02 GHz. The fabric with the highest concentration of conductive component and the highest fabric density (6) showed the highest shielding efficiency.
Additive concentration is a parameter which affects the SE values of fabrics. In the literature, the effect of additive concentration on EMSE results was investigated.3,16 When shielding efficiency was compared in the same fabric density, barium titanate–added fabric had higher EMSE value compared with the reference fabric. This showed barium titanate had significant effect on EMSE value. However, when different barium titanate concentrations were compared at the same fabric density, all samples had close EMSE values. This situation was same in two fabric densities. There was no significant change between the 1–2–3% concentrations tested. Fabric density is another parameter which affects the SE values of fabrics. In the literature, the effect of fabric densities on EMSE results was investigated.8,9,25 With the increase in fabric density, EMSE values increased slightly for each concentration rates.
SE results of fabrics showed that SE values generally have a decreasing tendency depending on the increasing frequency.
Previous studies stated that fabric structures have higher EMSE in low frequencies.26–28 When the frequency increased, the wave length decreased, and depending on this, SE value decreased. 28 Also, tightness/porosity of the fabric became more important with decreasing wave length. 29
Conclusion
In this study, the mechanical and electrical properties of bicomponent yarns and electromagnetic shielding properties of knitting fabrics were investigated. With the increase in barium titanate concentration, shrinkage and unevenness values of bicomponent yarns increased. Tenacity values of yarns decreased in comparison with the reference yarn. However, tenacity did not change among the increasing adding ratios. Elongation values of yarns had almost the same results with reference yarn. These results were proved statistically.
The conductivity results confirmed that there was a relationship between the quantity of the additive material and electrical conductivity. 1.26 × 10–3 S/cm value was obtained at 3% adding ratio. Bicomponent yarns showed semi-conductor properties.
It was found that barium titanate in the bicomponent yarn structure is a parameter which affected electromagnetic shielding properties of fabric samples. Fabrics including barium titanate showed higher SE than fabrics without barium titanate. When it is considered in conjunction with previous studies,21,24,30,31 barium titanate could be a promising electromagnetic shielding material.
EMSE values of 1, 2, and 3 coded fabrics were obtained more than 10 dB up to 0.03 GHz and more than 7 dB up to 0.34 GHz. EMSE values of 4, 5, and 6 coded fabrics were obtained more than 10 dB up to 0.11 GHz and more than 7 dB up to 0.77 GHz. The range of 10 dB ⩾ SE > 7 dB EMSE is classified as “moderate” and 20 dB ⩾ SE > 10 dB is classified as “good” in “General Use” by The Functional Technical Textiles Standard. These fabrics can be used as casual wear or office uniform.
In future research, the adding ratio will be increased, knitting fabrics will be produced with different fabric densities and structures, and the effects of dyeing and washing processes on electromagnetic shielding efficiency will be investigated.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.