
Abstract
Electrically heated textiles (EHTs) utilise Joule heating to provide warmth and comfort across a range of applications, including medical, military, and industrial settings. EHTs can be manufactured using conductive threads, inks, and coatings—either individually or in combination. In this study, a method of manufacturing EHTs based on printing and stitching techniques to achieve large-area heating elements was devised. This study explores the selection of appropriate conductive threads and assesses the performance of lockstitch and chainstitch configurations for creating robust electrodes in EHTs. A variety of commercially available conductive threads were evaluated for durability, electrical performance, and functional integrity when used in various stitching configurations. Although surface-coated conductive threads offered effective electrical conductivity, their durability was notably reduced following exposure to washing and abrasion. The findings further indicate that lockstitch configurations deliver superior performance compared to chainstitch, due to the resulting lower linear resistance of the stitched electrode. Employing conductive threads in the bobbin position proved more effective in maintaining thread integrity. The study also examined the effect of increased stitch density on the structural integrity of functional ink layers, revealing potential negative impacts on heating functionality. Overall, this research offers valuable insights into material selection and manufacturing techniques, supporting the development of more reliable and scalable EHT products.
Keywords
Introduction
In electrically heated textiles (EHTs), the phenomenon of Joules heating is harnessed to provide the required functionality, i.e., heating, which is achieved when an electric current is passed through a heat-generating conductor.1,2 The application areas of EHTs include, but are not limited to, providing warmth and comfort to individuals living and working in low temperature environments, medical applications such as pain relief for patients with rheumatic disorders, military applications and other domestic and industrial applications.3–5
The technical requirements for EHTs are essentially the same as that for other types of e-textiles, particularly wearable e-textiles. Some of the more important desirable properties include light weight, mechanical flexibility and durability in end use.6,7 To meet the technical requirements in a commercially feasible EHT product, various manufacturing techniques have been adopted by researchers and product developers in both academia and industry. Broadly speaking, these methods differ in terms of the material of the heating element and the form in which it is incorporated into the textile substrate. 8 The choice of the manufacturing method is based on factors such as the cost, application area and performance requirements.9,10
Arguably, the most common approach is based on using a conductive yarn/thread as the heating element. The yarn/thread is either incorporated into the fabric structure during the web formation stage or incorporated separately by means of stitching or embroidery.11–13 Stitching of conductive yarn is known to be a quick and relatively easy method of creating flexible and complex conductive/resistive tracks on a textile fabric.14,15 Owing to such advantages, this method has gained considerable popularity and several studies pertaining to increasing the functionality, performance and durability are reported in the available literature.16,17 However, there are limitations to the applicability of this approach if the aim is to produce heating elements over large areas of fabric. The other very widely studied approach involves the use of electrically functional inks/coatings for the realisation of heating elements on textile fabrics. 18 The electrical functionality in the ink/coating is achieved using an appropriate ingredient in the formulation such as metal nano-particles, 19 metal oxides, 20 conductive polymers, 21 and carbon-based materials. 22 In this case, the functional ink can be deposited onto the fabric by various methods such as dip coating, 23 spray coating, 24 inkjet printing 25 and screen printing,26,27 etc.
One of the major challenges limiting large-scale manufacturing and subsequently widespread use of e-textiles of any type, including EHTs , is the need to use specialised materials and manufacturing methods that do not necessarily integrate in a feasible way into the existing supply chains of textile manufacturing. 28 Several studies report the use of specially formulated materials to achieve the desired functionality. Similarly, several studies report the use of modified or specially designed processes to manufacture e-textile systems.29,30 Different conventional textile techniques, particularly stitching, have been studied for their effects on the desired functionality. 31 However, a review of literature indicates that there is a need to devise an approach involving the use of conventional textile materials and at the same time the conventional manufacturing methods to produce e-textile systems, particularly EHTs, in a conventional-textile-like manner.32–35 In this context, in the present study, the formulation of carbon-based conventional pigmented ink was modified to enhance its electrical functionality and subsequently screen printed to create patches of heating elements on a textile substrate. Furthermore, for the realisation of electrodes on the printed heating patches, different conductive threads were stitched in different stitch configurations and tested to identify the most suitable configuration. Thermography, abrasion and washing tests were performed to assess the performance of the system and its components. This approach allowed an in-depth analysis of an all-textile configuration for fabrication of EHTs. It is expected that the outcomes of this study will provide guidelines for selecting suitable conductive threads and fabrication methods to achieve robust and efficient heated textiles.
Materials and method
Materials
Conductive thread
Conductive threads used for stitching of electrodes.

Resistive ink formulation
Resistive ink formulation.

Substrate
Plain woven, 100% cotton, bleached fabric having a GSM of 106 g/m2 was used as the fabric substrate in all the experiments.
Method
Sample preparation for testing of conductive thread
It is well known that in addition to the intrinsic electrical resistance of a conductive thread, the type of stitch has a direct impact on the resistance per unit length of the final stitched pattern. In addition, it is also well known that as a conductive thread runs through different parts of a stitching machine, its resistivity could considerably increase. This can occur due to mechanical abrasion resulting in damage to the coated conductive layer or fraying of the fibres from the surface. Therefore, in the present study, the durability of the selected conductive threads was assessed to identify the most suitable thread for the intended application. For this purpose, the threads were stitched onto the unprinted substrate in the chain stitch 101 and lock stitch 301 configurations. Kansai DFB 1404PMD was used for chain stitch, and Juki 7000 A and Singer 8280 were used for lock stitch. In case of lock stitch, the stitch length was varied while the thread was used in the bobbin of Singer 8280 and in the needle of Juki 7000 A. For chain stitch, conductive thread was used in the looper. The linear resistance of the stitched pattern (electrode) was measured using the 2-point probe method, and compared with the linear resistance of the conductive threads in their as supplied form.
Analysis of optimal stitch density
To achieve proper electrical heating in the entirety of the heating element, optimum contact between the stitched conductive thread (the electrode) and the printed resistive ink layer (the heating element) is a requisite. It is well known that the contact between the fabric substrate and the stitch depends on factors such as thread tension and stitch length. It is also well-known that needle piercing in stitching can cause a localised damage to the fabric. However, for a direct reference in the context of the present study, optical microscopy was carried out to qualitatively examine the damage to the ink layer caused by the needle in the case of lock stitching.
Preparation of printed heating elements for thermography
To prepare the samples of heating elements the following approach was adopted. A binder primer layer was screen printed onto the fabric substrate to provide a smooth surface onto which the ink layer could be deposited. After air drying the binder primer layer, the resistive ink was printed in the form of rectangular stripes of 1.2 cm × 10 cm. Five layers of the resistive ink were screen printed on top of each other and with intermediate air drying between successive print cycles. Subsequently, the printed substrate was cured at 150°C for 18 min.
Based on the results obtained from the analysis of conductive threads in different stitch configurations, electrodes were lock stitched onto the printed substrates such that the gap between the electrodes was 1 cm while the length was 10 cm, as shown in Figure 1. The dimensions of the heating elements were optimised by the authors in a separate study.
36
Structure of heating element prepared for thermography.
Testing and characterization
Abrasion testing of conductive threads
For abrasion tests, the selected conductive threads were stitched onto the substrate directly and the test samples, as shown in Figure 2, were cut out as per the procedure outlined in the relevant test standard. For abrasion testing of the printed ink, test sample was cut out from a larger swatch of fabric onto which the resistive ink layers were deposited following the procedure outlined in the preceding section. The test was carried out using Martindale abrasion tester while the test standard ISO 12947-2:2016 was followed. A load of 9 kPa was used and the test was carried out up to 500 cycles. Three replicates of each of the samples were tested for their resistivity at intervals of 50 cycles. Abrasion test samples of conductive threads.
Washing test
To evaluate the effects of washing on the electrical conductivity of the conductive threads, washing tests were carried out as per the A1M test condition specified in the test standard ISO 105-C06:2010 (E). Samples for the washing test were prepared by stitching the selected conductive threads onto the substrate that was then cut in the sample size specified in the test method. Linear resistance in ohms per meter (Ω/m) of three samples of each of the threads was measured before and after the washing test. The average percentage increase in the resistivity of the threads was recorded.
Thermography
In the present study, thermography of the printed heating elements was carried out using a FLIR T530 thermal imaging camera, to achieve multiple objectives as follows. (a) To assess whether the selected conductive threads were comparable as electrodes for supplying DC current to the printed resistive patches, resistive ink patches were screen-printed as described in the preceding text. The threads were then lock-stitched onto these patches to form the electrodes. The samples were subsequently tested to determine whether the different threads delivered similar electric currents and thus produced comparable temperture increases in the heating elements. (b) To measure the maximum temperature attained in the heating elements at different voltages. The samples of heating elements were provided 5 V and 10 V, the current draw was also recorded. These tests were carried out in an air-conditioned space where the temperature was maintained at 25°C. Current drawn and thermographs were recorded after 10 s of applying the test voltage.
Results and discussion
Effect of stitch type on the resistivity of conductive thread
Linear resistance of conductive threads before and after stitching in different configurations.

Effect of stitch density
The contact between the electrode and the printed layer can be directly affected by the stitch density, which in turn would affect the flow of electricity between the stitched electrode and the printed resistive layer. This could affect the heating performance of the large area heating elements as proposed in the present study. Optical microscopy was done to qualitatively assess the damage to the ink layer as a result of stitching of conductive thread onto it. It was observed that the points where the needle pierced through the substrate, the ink layer was considerably damaged as shown in Figure 3. It was evident that while high stitch density might result in increased contact between the stitched electrode and the printed functional (resistive) ink layer, the overall damage to the ink layer integrity could potentially outweigh the benefits of this increased contact. This is a crucial aspect to consider, particularly applicable to any approach aimed at utilising conventional textile techniques such as stitching, to manufacture e-textiles. Thus, for the reported work, the maximum possible stitch length, i.e., 4 mm, was maintained on the domestic lock stitch machine. Micrograph showing damaged to ink layer caused by the needle.
Abrasion testing of stitched electrodes
Textiles are normally subjected to excessive mechanical abrasion during end use. Thus, it was considered important to analyse the effects of abrasion on the electrical properties of the conductive threads that were selected in the preceding analysis. Abrasion tests were performed for AGSIS, Bekinox 2 and Shieldex 4 and the results are provided in Figure 4. These results show a very clear trend that the increase in the linear resistance of Shieldex 4 thread was by far the highest followed by AGSIS thread. This can be attributed to the fact that in both these threads, the conductive layer is in the form of a surface coating which is likely to damage relatively easily as a result of mechanical abrasion.
38
In contrast, Bekinox is a steel filament throughout its bulk and thus the linear resistance does not increase as much as it does in other cases, as evident from the corresponding values for Bekinox 2 thread. This shows that a thread which is completely made up of conductive material, such as Bekinox, is better for use in case conventional stitching is employed to develop electrodes for EHTs. Results of abrasion testing of the printed resistive ink layer, provided in Figure 5, show that the printed resistive ink layers were durable showing an increase of approximately 70% in the electrical resistance after 400 abrasion cycles. In the context of the present work, an interesting observation is that the increase in the resistance of the printed ink is comparable to the increase in the resistance of Bekinox conductive thread. This implies that a combination of these is technically feasible for the stated application, i.e., flexible electric heaters. Percentage change in linear resistance after abrasion test of conductive threads in stitched form. Percentage increase in the resistance of printed ink.

Washing tests of stitched electrodes
Textiles are frequently subjected to washing and thus, tests were performed to analyse the increase in resistance of the conductive threads as a result of washing. The graph presented in Figure 6 shows the average percentage increase in the linear resistance of AGSIS, Bekinox 2 and Shieldex 4. It was observed that there was a marked increase of approx. 45% in the linear resistance of the stitch made using Shieldex 4. While in case of AGSIS and Bekinox 2 the percentage increase in resistivity was less than 15%. This shows that the electrodes developed using AGSIS and Bekinox 2 can be durable. Percentage change in linear resistance of conductive threads after washing test.
From the analysis of the results of abrasion tests and washing tests, it was established that among all the conductive threads that were tested, Bekinox 2 was the most suitable conductive thread for stitching of electrodes, as it showed the least increase in the linear resistance. AGSIS silver-coated Nylon thread also performed satisfactorily and could be used for applications in which washing and wearing are less intense.
Thermography
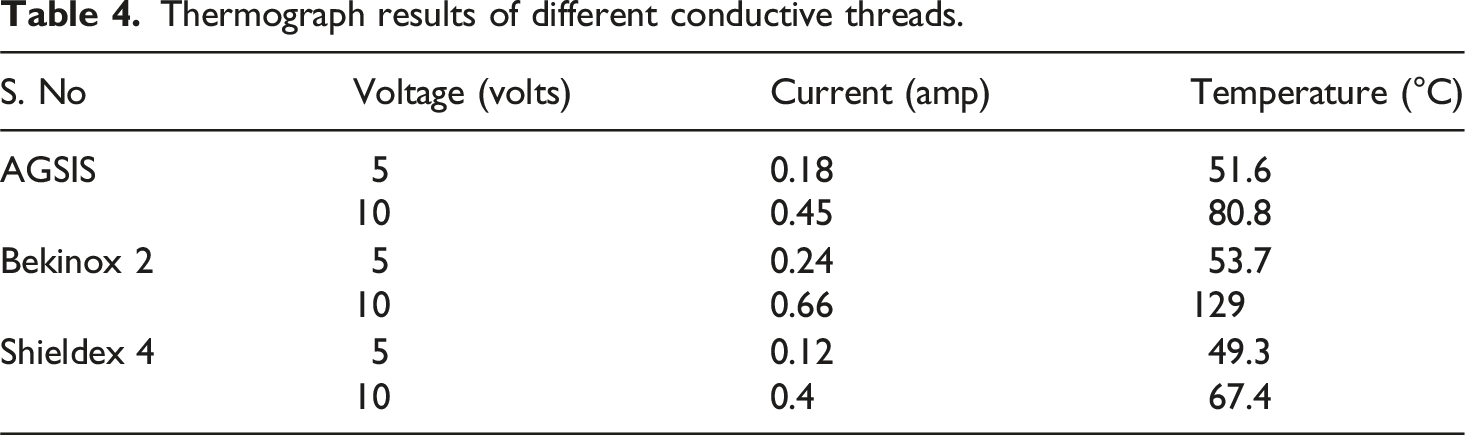
Thermograph results of different conductive threads.

Thermographs of samples stitched using different conductive threads.
Conclusion
This study identified suitable conductive threads and stitch configurations for e-textile applications, with a focus on heated textiles. Different commercially available conductive threads were evaluated for their suitability in manufacturing textile-based heating elements. A certain variety of Bekinox, a steel-based conductive thread, demonstrated an increase in linear resistance of only 15% after 100 abrasion cycles, rising to 89% after 500 cycles. In contrast, silver-coated threads exhibited resistance increases several orders of magnitude higher under the same conditions. Washing tests further confirmed the superior durability of the steel-based thread, with resistance increasing by less than 15%, substantially lower than that observed for coated threads. The results indicate that while steel-based conductive threads are suitable for end use applications requiring high endurance, the coated yarns can still be considered useful for low-wear applications such as disposable or limited-use products. Among stitch configurations, the lockstitch pattern consistently resulted in lower linear resistance compared to the chain stitch. Additionally, using the conductive thread in the bobbin proved more practical, as it minimizes abrasion and broadens the range of usable thread types. Thermal imaging results demonstrated that a very high stitch density (i.e., shorter stitch length) is not essential for maintaining consistent current flow. In fact, moderate stitch density can help preserve the structural integrity of the heating layer. Temperature measurements confirmed the heating efficiency of the system: temperatures of 53.7°C were achieved at just 5 V, and up to 129°C at 10 V. These results validate the technical feasibility of the proposed textile-based heating elements for low-voltage, large-area heating applications. Overall, the findings offer valuable insights for selecting robust conductive threads and appropriate fabrication methods in the design of durable and efficient heated e-textiles.
Supplemental Material
Supplemental Material - Evaluation of conductive threads and stitch configurations for heated e-textile applications
Supplemental Material for Evaluation of conductive threads and stitch configurations for heated e-textile applications by Muhammad Ali, Muhammad Owais Raza Siddiqui, Elif Ozden Yenigun and Areeba Shakeel Khan in Journal of Industrial Textiles.
Footnotes
Acknowledgements
The authors would like to acknowledge Pakistan Science Foundation and NED University of Engineering & Technology for facilitating the research activities.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.