
Abstract
Natural and hybrid composites are the preferred use at present and in the future in terms of enhancing environmental sustainability and reducing the use of non-biodegradable synthetic materials. From this perspective, vinyl ester reinforced chemically treated coconut and glass in powder, chopped, and fiber in weight fractions (20, 30, 40, and 50%) have been investigated to study their ability to absorb moisture by immersing them in water for 21 days and measuring their weight every day. The experimental density was less than the theoretical density across all samples, ranging from 0.249% in NSP at 40% weight fraction to 7.075% in NSF at 20% weight fraction. Additionally, the experimental density increased with the weight fraction, reaching a maximum of 1.406 g/cm3 in hybrid NSP composites at a 50% weight fraction, making them suitable for structural applications requiring high density and moisture resistance. In addition, the chemical composition of the composites was explained through Fourier Transform Infrared (FT-IR) Spectroscopy. Based on these results, the water absorption showed that hybrid composites reduced moisture uptake by 45% compared to natural composites, with the lowest absorption recorded in glass-reinforced composites. Among the tested samples, six composites have the best-balanced combination (the lowest ability of moisture absorption with little void content) among 36 types; SP20 1.19% with void content 1.775%, SCH40 1.739% with void content 2.922% and NP50 2.5% with void content 0.690%.
Keywords
Introduction
Composite materials started to play a significant role in sectors around the start of the 20th century, particularly the automobile sector. In the middle of the 20th century, the addition of natural elements to composite materials in a variety of forms (single fiber, random mat, arranged mat, chopped fiber, pieces of varying sizes) started to reinforce them as well as industrial materials. 1 The integration of thermoset or thermoplastic supporting elements with the matrix to enhance the final composite material’s mechanical and physical qualities for a variety of applications is the broad definition of composite materials. 2 To replace or at least lessen the usage of industrial materials, there is currently a strong trend toward using natural materials to support environmental sustainability. 3 Natural composite materials have been used in many aspects of life, but they are still regarded as unimportant parts of most contemporary industries and engineering disciplines, such as chemical, electrical, and civil engineering. Many scholars and professionals in this sector have been motivated by this to prepare these materials in different ways for a wide range of modern industries. 4 Natural composite materials are attractive from a sustainable standpoint because of their numerous benefits and ability to be employed in a wide industrial sector. They might, however, come into contact with a variety of circumstances that could cause deterioration; weathering may result in discoloration, a reduction in durability, deterioration in mechanical capabilities, and a drop in mass. Therefore, it is crucial to research how weathering affects composites before putting them into service. 5
Many research investigations have been carried out in this area to determine its importance and changing qualities based on the properties of the materials used in its production, the local environmental conditions, and other elements influencing its usefulness.6–8 On the other hand, the water absorption properties of barley husk and coconut shell composites were studied as reinforcements for thermoplastic (polypropylene) as an alternative or with wood fibers at a fixed ratio of 40% by Bledzki et al. 9 Tensile and Charpy impact properties of these fibers and the feasibility of their chemical treatment were also studied in addition to study their morphology SEM. It was discovered that softwood fiber absorbed more moisture during the early conditioning stages (up to 10 days) than did coconut shell and barley husk. The equilibrium moisture content of coconut shell and barley husk was 16% and 11% greater than that of softwood fiber, respectively. Rachmawati, and Gunadi 10 also studied the effect of water absorption on the mass and thickness swelling of composite samples made of chemically treated palm and coconut fibers and polyester resin. The percentage of polyester resin was fixed at 60% and the percentage of coconut and palm fibers varied between 0, 20, 40, 60, 80, and 100%. The result was that the density, percentage of water absorption and thickness swelling increased with the increase in the percentage of palm fibers in the hybrid composite. To emphasize the importance of heat and chemical treatment in improving the physical and mechanical properties of natural fibers, Renreng et al. 11 have studied the effect of microwave heat treatment and sodium hydroxide NaOH chemical treatment on coconut fibers through physical and mechanical tests of epoxy composite reinforced with 17% treated coconut fibers. In addition, the composite’s water absorption and thickness swelling were decreased by microwave treatment of the fiber for ten minutes and NaOH treatment followed by microwave treatment for twenty minutes. Also, Chandrabakty et al. 12 have used alkali and microwave treatment to amend the surface of coconut fiber as reinforcement at 17% of polyester composite. The mechanical characteristics and water absorption of the coir fiber/polyester composite were affected by these treatments. When compared to untreated fiber, the water absorption of alkali and the combination of alkali and microwave treatments of the composite decreases significantly, improving the wetting character of the composite. Chandramohan and Kumar 13 have studied hybrid epoxy composites with coconut shell, walnut shell, and rice husk powders and compared their mechanical properties with and without moisture. The results showed that water absorption was the lowest in the composite made of coconut shell and walnut shell, which is the composite that improved the mechanical properties the most and gave the highest values in tensile, flexural, impact, and shear tests, compared to the composites containing rice husk powder. Navaneethakrishnan and Athijayamani, 14 have showed the mechanical and hydrophilic properties of a new type of multi-phase composites made of vinyl ester resin reinforced with Roselle fiber and filled with coconut shell particles. Fiber reinforcement Vinyl ester composites were created by combining coconut shell at four distinct filler concentrations: 0%, 5%, 10%, and 15% with average size of 300 micron. It can be seen that the Rockwell hardness and tensile strength increases as the filler content increases. While the largest flexural strength of the composite made with 5% filler content and the smallest flexural strength of the composite made with 15% filler content. In the usage of vinyl ester resin to create particle composite specimens, Gnanaraj et al. 15 have used coconut shell powder (CSP) as a filler in vinyl ester (VE) resin with varying weights or filler contents ranging from 5% to 30%. To determine the relevant material properties, the plates underwent tensile, flexural, impact, hardness, heat deflection, and thickness swelling behavior tests. It was found that 15% of filler material produced the best mechanical properties for the composites. A scanning electron microscope (SEM) was used to analysis of the shattered the composite specimens. It was clear that some synthetic composites might be replaced by composite structures. The situations with the highest response of the specimens to swelling behavior were those with hot water, followed by salt, normal, and finally cold water. In summary, it was shown that the best environmentally friendly is 15% filler, which is appropriate for manufacturing home appliances, including panels, cover/casings, and fan blades, among other uses. Untreated and treated Banana fibers as core material in fixed ratio and Prosopis Juliflora bark and Coconut fibers as fillers in varying ratios and bonded with epoxy resin as matrix was used by Kumar and Raja 16 to study the mechanical properties of these composites. The treated and untreated composite specimens’ mechanical characteristics were contrasted. When compared to untreated composite specimens, the results of alkali-treated composite specimens exhibit higher tensile characteristics, flexural, compression, impact strength, and hardness. Stronger interphase formation and dewaxing result in a rougher and cleaner fiber surface, which in turn causes a stronger interaction between alkali fiber and epoxy matrices. The micrographs demonstrate that there is uniform mixing with three fiber-reinforced polymer composites, and the morphological results clearly showed that there is appropriate mixing of natural fibers NF with the produced epoxy resin in the bio-composites. This kind of composite material is used in the shipping sector for anchoring tiny ships, in the construction industry, in lightweight automotive parts (interiors for cars), and in packaging. Composite materials were fabricated by Balaji et al. 17 using bagasse fibers with a length of 20 mm and coconut shell particles at 50 μm in size as chemically treated reinforcement materials and were bonded with a biopolymer resin made by poly-condensation process from cashew nut shell liquid. The composites were obtained in terms of mechanical strength, including higher tensile and flexural strengths. Under its well-trapped fiber, lack of vacancies, and strong adhesion between fiber matrix surfaces, the composites exhibit superior microscopic views according to SEM. FTIR investigations show that the fiber and particles contain cellulose and lignin, cross-linked phenolic polymers that improve the bonding of the fiber and particles with epoxy resin.
Within the scope of using synthetic fibers to reinforce composites alongside natural fibers to improve their properties, which is a broad and profitable field and research is increasing significantly, Kumar et al. 18 have used Kevlar fibers at a rate of 15% to reinforce epoxy composites alongside coconut fibers at a rate of 40% with and without coconut shell powder at a rate of 5% to study the tensile and bending strengths, in addition to the density and ability of composites to absorb water. The 5% alkali treatment yielded the best tensile strengths. It is also noted that the hybridization and surface treatment of bio-fibers reduces the water absorption tendency of composites. Based on the density analysis, coconut and Kevlar fibers have a very low-density value. As a consequence, the hybrid fiber reinforcements of coconut fiber/Kevlar and coconut fiber/Kevlar fiber/coconut shell filler in epoxy resin produced composites with encouraging mechanical properties, potentially increasing their use in building and automotive industries. Three distinct composite combinations have been examined by Abrar et al., 19 first combination is epoxy resin reinforced with bamboo, linen, palm, and glass fibers. The second mixture consists of epoxy resin reinforced with glass, linen, and bamboo fibers. The third combination uses glass, bamboo, and palm fibers to support the matrix. The composites underwent tests for hardness, absorbent properties, flexural strength, tensile strength, and impact strength. Each specimen’s characteristics were tallied and compared with the cost analysis of every combination. The water absorption values ranged from the first to the third group with a value of 33.33%, 31.82%, and 27.27%, respectively.
Current research addresses the use of coconut fruit waste and glass reinforced vinyl ester resin in structural industrial applications at ratios (20, 30, 40, and 50%) of each material (coconut and glass) in three types (fiber, chopped, powder). The natural and synthetic materials were hybridized in the same mentioned ratios equally 36 groups (180 samples). One of the most important aims of this research is to make the most of coconut fruit waste in terms of the use of fiber and external cortex in the compound, as well as to research the possibility of replacing it with glass material in different forms (fiber, chopped, powder). The research also aims to verify and analyze the water absorption capacity of these compounds through weight and SEM morphology.
Experimental work
Materials
The physical and mechanical properties of coconut fiber, 20 glass fiber, and vinyl ester resin from Datasheet.

Chemical treatment processing of natural fibers
Chemical treatment with a NaOH solution is one of the efficient techniques that has been shown to improving and enhancing mechanical and physical characteristics in acceptable ratios, as stated by numerous studies.21,22 To ensure the removal of all dirt and particulate matter embedded in the fibers and crusts, pre-treatment preparation commences with an extensive washing using distilled water. Then drying them by positions them in front of the heater and stir periodically for a minimum of 24 hours. In chemical processing, distilled water (at (27 ± 2°C) is combined with 5% NaOH and allowed to settle for a while, stirring occasionally to guarantee complete solubility and homogeneity. After dipping completely into the sodium hydroxide solution for a full day, the fibers and shells are thoroughly cleaned and set aside to dry in front of the heater until they are suitable for use again. Figure 1 illustrates the operation of the chemical treatment method. The chemical treatment process: (a) Added NaOH to water, (b) Waiting for NaOH-water interaction, (c) Marinating natural materials in water for 24 hours, and (d) Washing natural materials into water to remove NaOH residue.
Preparation of materials for fabrication
Hand scissors were used to cut glass and coconut fibers, then a grinder was used to grind the coconut crusts, as shown in Figure 2. Table 2, presents the weight fractions and sample code. The materials were thoroughly combined using the (SCARLETT ENGLAND / Model SC-510) mixer. 2% of the hardener was added to the resin; pour the mixture into an acrylic mold measuring 25 × 25 cm. After that, the mold was left until dry for 24 hours (with applying 5 MPa weight) to get the plate ready to cut (using a CNC machine) into samples as per ASTM standards for each tests. Each test was conducted on five specimens per composite type, and the average values were reported to ensure the accuracy and reliability of the results. The shape and size of the reinforcement materials: (a) Coconut fiber (30 mm), (b) Coconut shell particles (2.36 – 4.75 mm), (c) Coconut shell powder (<75 µm), (d) Glass fiber (30 mm), (e) Glass chopped (5 mm), and (f) Glass powder (<75 µm). The weight fraction of fabrication of the powder, chopped, and composites.

The physical tests
Density test
The theoretical (ρth.), experimental (ρexp.) density and void content of composite material samples are calculated using the following equations below according to ASTM D 792:


Water absorption test
After measuring the weight of the samples in the air, five samples for each composite were submerged in distilled water at laboratory temperature, and their weight was measured every day for 21 days, according to ASTM D 570. The percentage of the sample absorbing water is calculated by the following equations below:
Assuming that the absorption process is linear during the early phases of immersion, the slope of the water absorption curve can be used to calculate the Fickian diffusion coefficient (D) in (mm2/s), which plots by the square root of time against the gradients of the water absorption % at linearly early stages. Measured in mm2/s, the diffusion coefficient, also known as diffusivity (D), is calculated using equations below, according to ASTM D5229/D5229M:

Scanning electron microscopy (SEM) test
Has been done using (Phenom G2 Pro, Thermo Fisher, Netherlands). These tests were carried out at the Iraqi Center for Cancer Research and Medical Genetics.
Fourier Transform Infrared (FT-IR) spectroscopy
This is one of the spectral methods that deals with the infrared region of the electromagnetic spectrum and includes the absorbance (peaks up) and transmittance (peaks down) techniques. This spectroscopy is used to determine the active groups in the compounds under study. It uses electromagnetic waves with a wavelength between 1000 microns and the shortest microwaves, about 0.76 microns. Samples were used after casting in the solid state. Samples were prepared before testing using the pinch method. 1-5 mg of the solid sample was ground with 5 g of potassium bromide KBr in an agate mortar. Using a press, the samples were disced into a transparent form free of fractures and then placed in the spectrometer and FT–IR radiation was passed over it for measurement. Figure 3 shows the FT-IR spectrometer device specifications, basic components, and sample preparation process. The theoretical and experimental density of powder composites.
Results and discussion
Density test
Figure 3 Presents the results of the theoretical and experimental density of coconut shell powder composites (NP), glass powder composites (SP) and hybrid composites from both (NSP). As the reinforcement weight fraction increases from pure (0%) to 50%, all materials exhibit an upward trend in density. For NP, the experimental density rises from approximately 1.86 g/cm3 at 0% to about 1.283 g/cm3 at 50%, while the theoretical density increases more sharply, reaching around 1.29 g/cm3. SP demonstrates the highest density values, with Exp. SP starting near 1.186 g/cm3 and climbing to nearly 1.578 g/cm3 at 50%, closely following the trend of Th. SP. NSP densities show a similar increase but with lower values compared to SP; Exp. NSP grows from around 1.186 g/cm3 to about 1.406 g/cm3, while Th. NSP follows slightly higher. These findings are consistent with the study by Kumar et al., 16 which highlighted an increase in density with higher filler content due to the higher specific gravity of the fillers compared to the matrix. Variations between theoretical and experimental densities could be attributed to void formation or filler dispersion issues during fabrication.
The percentages of voids, experimental and theoretical densities for powder composites.
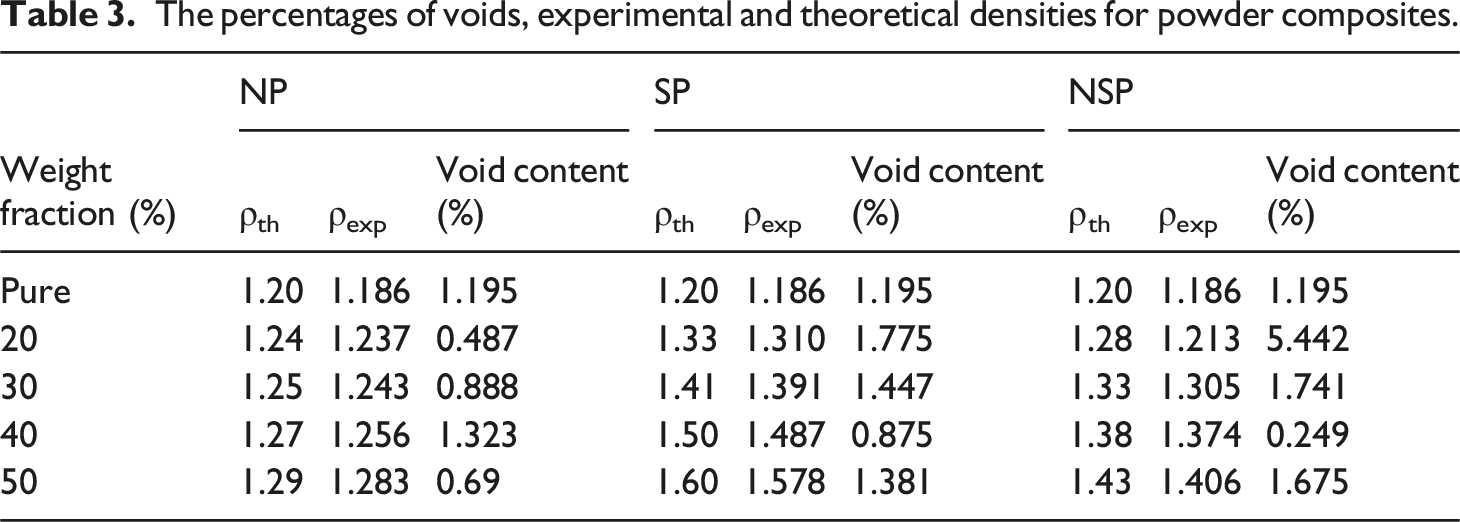
Figure 4 shows the theoretical (Th.) and experimental (Exp.) densities of chopped composites (NCH, SCH, and NSCH) at varying weight fractions. For pure composites, all materials show consistent experimental densities of 1.186 g/cm3, slightly below the theoretical value of 1.20 g/cm3 due to minor voids or imperfections. At 30%, SCH continues to lead with a density of 1.367 g/cm3, achieving 31% of its theoretical density, while NSCH lags slightly at 1.290 g/cm3, suggesting better filler packing in SCH. At 40% and 50%, SCH consistently demonstrates the highest experimental densities (1.456 g/cm3 and 1.554 g/cm3, respectively), while NCH exhibits slower gains, with its experimental density reaching only 1.248 g/cm3 at 50%. These findings are consistent with Onukwuli et al.
20
which reported higher experimental densities for well-dispersed fillers, particularly in spherical or uniform-shaped particles. Discrepancies between theoretical and experimental values across all materials highlight the influence of voids, filler distribution, and composite processing conditions, due to better filler-matrix adhesion and reduced void content. The theoretical and experimental density of chopped composites.
Voids, experimental and theoretical densities for chopped composites.

The largest difference values between theoretical and experimental density results that expressed in the voids content were found in the fibers group as shown in Figure 5 and Table 5, which highlight the theoretical (ρth.) and experimental (ρexp.) densities and void content (%) for fiber composites (NF, SF, and NSF) across various weight fractions. With significant differences observed between theoretical and experimental values, particularly in void content. For NF, experimental densities are consistently lower than theoretical values, with the highest void content of 5.789% at 20%, decreasing to 2.802% at 50%, suggesting poor matrix-fiber bonding. SF demonstrates the best performance, achieving the highest experimental density (1.564 g/cm3) at 50%, with void content decreasing from 4.519% at 20% to 2.255% at 50%, indicating superior compaction and filler-matrix adhesion. NSF shows the largest void content, reaching 7.075% at 20% and reducing to 5.343% at 50%, reflecting challenges in filler dispersion. These findings align with Kumar et al.,
16
which also reported higher void content in fiber-reinforced composites due to the difficulty in achieving uniform wetting and compaction. The largest differences between theoretical and experimental densities, as seen in NF and NSF, highlight the impact of fiber morphology and orientation on void formation. Theoretical and experimental density of fiber composites. The percentages of voids, experimental and theoretical densities for fiber composites.

These findings are supported by David et al., 23 who also emphasized the potential of hybrid composites for such applications. Additionally, glass composites (fiber, chopped, and powder) exhibited high densities, with density increasing proportionally to the glass content. In addition, they align with Ibrahim and Hassan, 24 who similarly observed the relationship between increased glass reinforcement and enhanced composite density, supporting the versatility of these materials for diverse industrial applications, especially for automobiles.
Water absorption test
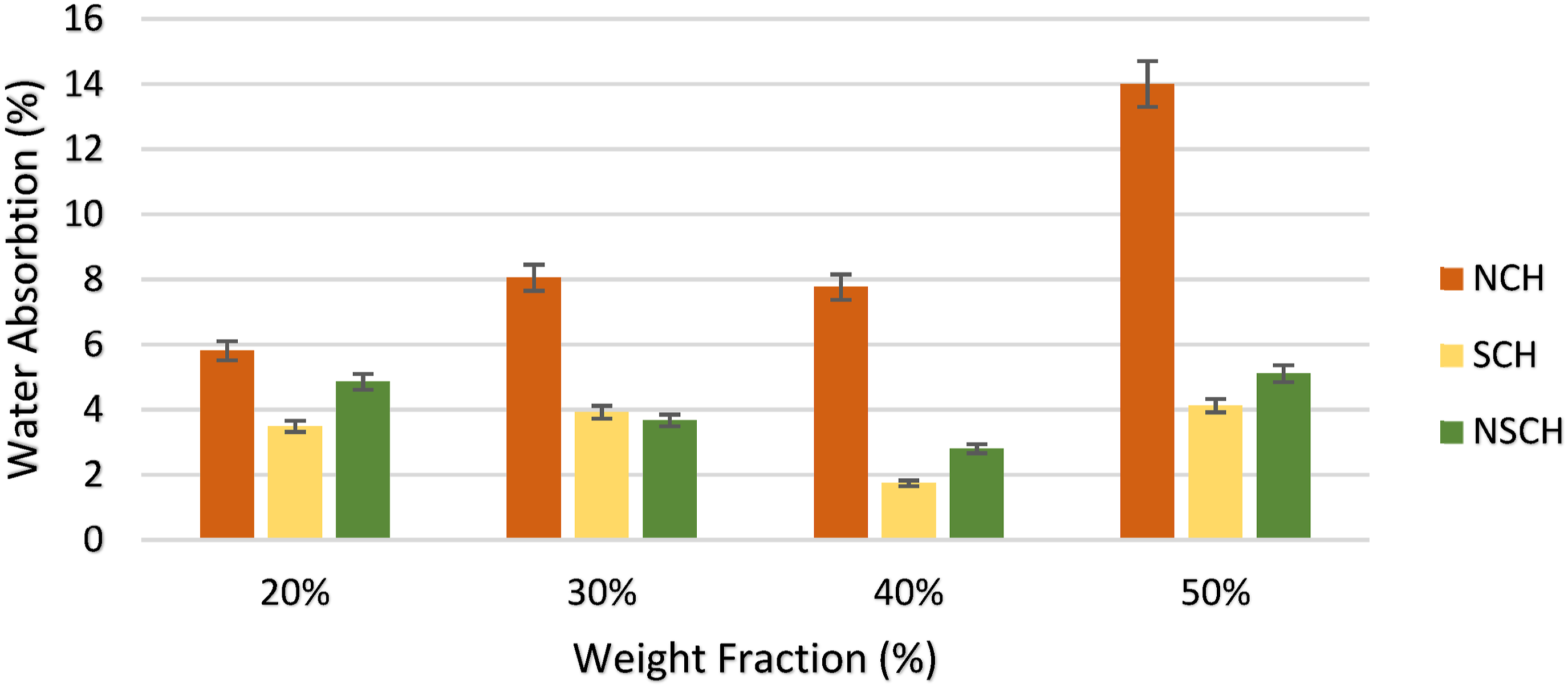
Each composite material differs in its water and moisture absorption rate depending on the materials used, their nature, and their ability to absorb water and moisture, in addition to many factors that can make the composite absorb more or less moisture. The voids that appear in the casting process of the composite are one of those factors. Figures 6–8 show the maximum absorption value for all composites over different days. The saturation time for each composite type varied significantly based on the reinforcement materials and weight fractions, as shown in Table 6. Vinyl ester composites reinforced with coconut (NP, NCH, and NF) have shown the highest water absorption percentages in each group and, reaching values of 12.371% at 20% and peaking at 16.942% for 50% weight fraction in NF composites. In contrast, composites reinforced with glass powder (SP, SCH, SF) consistently showed the lowest water absorption, with values as low as 1.19% – 4.396% across all weight fractions. Hybrid composites (NSP, NSCH, NSF) exhibit moderate water absorption characteristics, particularly noticeable at 40% and 50% weight fractions, where absorption ranged between 2.8% and 8.57%. These results align with findings by Kai et al.,
25
who reported that plant-based reinforcements like coconut shells and fibers exhibit water absorption due to their microporous structure and hemicellulose content. Despite this, coconut-based composites remain among the lowest water absorbers when compared to other plant fibers and shells, confirming their suitability for applications requiring moisture resistance, as stated by Ekpechi et al.
26
Water absorption (%) as a function of weight fraction for NP, SP, and NSP composites. Water absorption (%) as a function of weight fraction for NCH, SCH, and NSCH composites. Water absorption (%) as a function of weight fraction for NF, SF, and NSF composites. Saturation time (in hours) for various composite samples reinforced with natural fibers, powder, and glass fibers.


Water absorption (%) of all different composite types with varying weight fractions (20%, 30%, 40%, and 50%).

Chemical treatment plays an important role in the specifications and properties of natural materials, including physical properties such as density and moisture absorption capacity and mechanical properties including tensile, bending, impact, hardness, etc. 9 It is clear, based on other researchers (sources) that moisture absorption in composites reinforced with chemically treated natural materials is less than that of untreated ones, the same applies to density. It also increases the adhesion of the chemically treated material to the matrix or other reinforcing materials of the composite, this leads to better dimensional stability when the composite remains in a humid environment, as moisture and water absorption affect the mechanical properties of the composite by damaging the adhesion between the reinforcing material and the matrix. Many researchers agree with these results.11,12, 22 The ability of composites to absorb water is a critical factor that must be taken into consideration in the selection and use of composites in applications in general and in particular in applications that deal directly with water.
Figures 9–17 show the behavior of vinyl ester composites reinforced with coconut shell and fiber, powder and glass fiber, and hybrids of both, towards the water absorption percentage for 21 days. All composites exhibited rapid absorption behavior in the first 7 to 10 days, followed by saturation and increasing slowly. The entire time of 21 days includes removal of excess water and weight loss at different times depending on the composite, perhaps due to the nature and properties of the materials used and the processes that occurred in the casting process. Renreng et al.
11
also found the same behavior of coconut fibers despite the difference in resin and use of polyester. The response of composites reinforced with coconut shell and fibers in water absorption ranges from the highest NF composites followed by NCH composites and the lowest NP composites. The NF and NCH composites respond to water absorption from the first day at a higher rate than the NP composites in which the water absorption rate increased in some of their composites after the first to the third day. The composites reinforced with powder and glass fibers SP, SCH, and SF are similar in their behavior fluctuating between their response to water absorption from the first and second days, then saturation and stability, and then completely or partially emptying their water content and returning to water absorption again. Regarding the water absorption capacity of glass powder, it should be noted that glass itself is a non-porous material and therefore naturally waterproof. In other words, the water absorption capacity of glass powder is very low or non-existent because glass has no pores to absorb water. However, some factors may affect the absorbability such as the size of the particles, the smaller the particles, the greater the porosity between the particles and thus it may trap water on the surface or in the spaces between the particles, but it is not considered actual absorption. At the same time, the small particles are better dispersed in the composites, which makes the fibers and glass chopped contain more spaces, and these spaces may hold larger amounts of water. However, the absorption remains superficial and not significant. The hybrid NSP, NSCH, and NSF composites have the common nature and behavior between the natural materials (coconut shells and fibers) and the synthetic materials (glass powders and fibers) which are used in hybridization at the same percentage in the hybrid composite. It is noted that it has a greater absorption capacity than composites reinforced with synthetic materials (SP, SCH, and SF) and less than composites reinforced with natural materials (NP, NCH, and NF). In addition, its behavior is more unstable than NP, NCH, and NF composites, but more stable than SP, SCH, and SF composites. The results of the water absorption capacity in hybrid composites encourage manufacturers to use them more in structural applications, especially in automobiles. Weight gain (%) versus immersion time (√s) for NP composites with varying weight fractions (20%, 30%, 40%, and 50%). Weight gain (%) versus immersion time (√s) for SP composites with varying weight fractions (20%, 30%, 40%, and 50%). Weight gain (%) versus immersion time (√s) for NSP composites with varying weight fractions (20%, 30%, 40%, and 50%). Weight gain (%) versus immersion time (√s) for NCH composites with varying weight fractions (20%, 30%, 40%, and 50%). Weight gain (%) versus immersion time (√s) for SCH composites with varying weight fractions (20%, 30%, 40%, and 50%). Weight gain (%) versus immersion time (√s) for NSCH composites with varying weight fractions (20%, 30%, 40%, and 50%). Weight gain (%) versus immersion time (√s) for NF composites with varying weight fractions (20%, 30%, 40%, and 50%). Weight gain (%) versus immersion time (√s) for SF composites with varying weight fractions (20%, 30%, 40%, and 50%). Weight gain (%) versus immersion time (√s) for NSF composites with varying weight fractions (20%, 30%, 40%, and 50%).








Water diffusion coefficients (m2/s) of different composite types with varying weight fractions (20%, 30%, 40%, and 50%).


The K values of powder composites.

The K values of chopped composites.

The K values of fiber composites.
In a comprehensive comparison of the three reinforcement types (coconut, glass, and hybrid), it is evident that composites reinforced solely with glass (SP, SCH, and SF) exhibit the best water resistance. However, hybrid composites (NSP, NSCH, and NSF) offer an optimal compromise, combining improved water resistance with enhanced mechanical properties. Composites reinforced solely with coconut are less effective for applications requiring high water resistance but may still hold potential for other purposes.
Diffusion coefficient (D) values (m2/s) for powder, chopped, and fiber composites at varying weight fractions (20%, 30%, 40%, and 50%).


The D values of powder composites.

The D values of chopped composites.

The D values of fiber composites.
On the other hand, composites reinforced with glass in the form of powder SP or fibers SCH and SF, display significantly lower diffusion coefficients, indicating superior resistance to water diffusion. For SP composites, D values remain relatively low, ranging from 8.64E-06 at 20% reinforcement to 4.94E-06 at 50%. Glass powder, being non-porous and hydrophobic, effectively reduces the pathways available for water penetration. SCH composites, reinforced with glass chopped fibers, show a same trend. At 20% reinforcement, the D value is relatively high at 8.64E-06, possibly due to lower chopped content and weaker fiber distribution. However, as the reinforcement ratio increases, D values drop significantly, reaching 2.8E-06 at 50%. For SF composites, reinforced exclusively with glass fibers, D values range from 1.46E-06 at 20% to 5.02E-06 at 50%. This further confirms the effectiveness of glass fibers in significantly lowering water diffusion, making them an excellent choice for applications requiring high water resistance.
The hybrid composites NSP, NSCH, and NSF, which combine coconut shell powder or fibers with glass, present an intermediate performance. The NSP composites, combining coconut shell powder and glass powder, exhibit D values ranging from 5.76E-06 at 20% to 2.14E-06 at 50%. This balanced performance is attributed to the complementary properties of the two reinforcements, where glass reduces diffusion while coconut shell powder contributes to structural and mechanical properties. Similarly, NSCH composites, combining coconut shell and glass chopped fibers, show relatively stable D values between 4.18E-06 at 20% and 4.65E-06 at 50%, reflecting a consistent balance between the reinforcements. NSF composites, which use a hybrid of coconut shell fibers and glass fibers, have D values ranging from 1.14E-05 at 20% to 1.67E-05 at 50%. This behavior underscores the importance of the synergy between the reinforcements in optimizing both water resistance and mechanical properties.
Overall, the composites exhibit distinct water diffusion behaviors based on the type and ratio of reinforcement used. Composites reinforced with glass, whether in powder or fiber form, show the lowest diffusion coefficients, making them the most effective in resisting water penetration. Hybrid composites, which combine coconut and glass reinforcements, offer a good compromise between water resistance and other desired properties, such as cost-effectiveness and improved mechanical performance. Composites reinforced solely with coconut shells or fibers have higher diffusion coefficients, reflecting their organic and porous nature. However, these materials may still be viable for applications where water resistance is not the primary concern.
Scanning electron microscopy (SEM) test
The Figures 24–26 show the ability of the composites at 50% weight fraction after fracture to absorb water depends on their nature and shapes that enhance the matrix. It also depends on the gaps in the sample and as shown in the previous tables in calculating void content. The hollow shape of the coconut fibers from the inside makes them more capable of collecting water than the shell particles. In contrast, the chemical treatment of these materials highlights properties that enhance the capabilities of the composite.
27
As previously mentioned, the chemical treatment produced clean surfaces for the coconut fibers and shells that enhanced their adhesion and cohesion with the matrix, and significantly reduced their water absorption compared to other studies. It is generally clear that there is a good bond between the reinforcing materials and the resin, which was greatly enhanced by chemical treatment, and some voids resulting from particle withdrawal upon fracture or air bubbles produced during the hand lay-up process. In the powder composites NP and NSP, a good distribution of coconut shell powder and glass powder is observed with agglomerations in some places, and the little fractured surface cracks begin slightly as shown in Figure 24. It is also observed that the different sizes and shapes of the particles vary and do not exceed 75 µm, which enhances the synergy between the particles and the matrix. SEM photos of (a) NP and (b) NSP composites after fracturing. SEM photos of (a) NCH and (b) NSCH composites after fracturing. SEM photos of (a) NF and (b) NSF composites after fracturing.


The surface of the coconut shell particles in NCH composites has high toughness and does not break easily as shown in Figure 25 and is well bonded to the matrix. This results in a winding surface and a wavy fracture with few cracks. In NSCH composites, agglomeration of the glass chopped aggregates is evident with extremely good adhesion to the resin, which supports this composite more and reduces its elasticity to fracture.
Coconut fibers greatly enhance the flexibility of composites and this property is shown in Figure 26 where the fibers inclined break due to strong dislocation during fracture. The strength of the stiffness in NSF composites is shown by the glass fibers that greatly enhance the strength and stiffness of the composite and enhance its cohesion with the natural fibers.
FT-IR spectroscopy
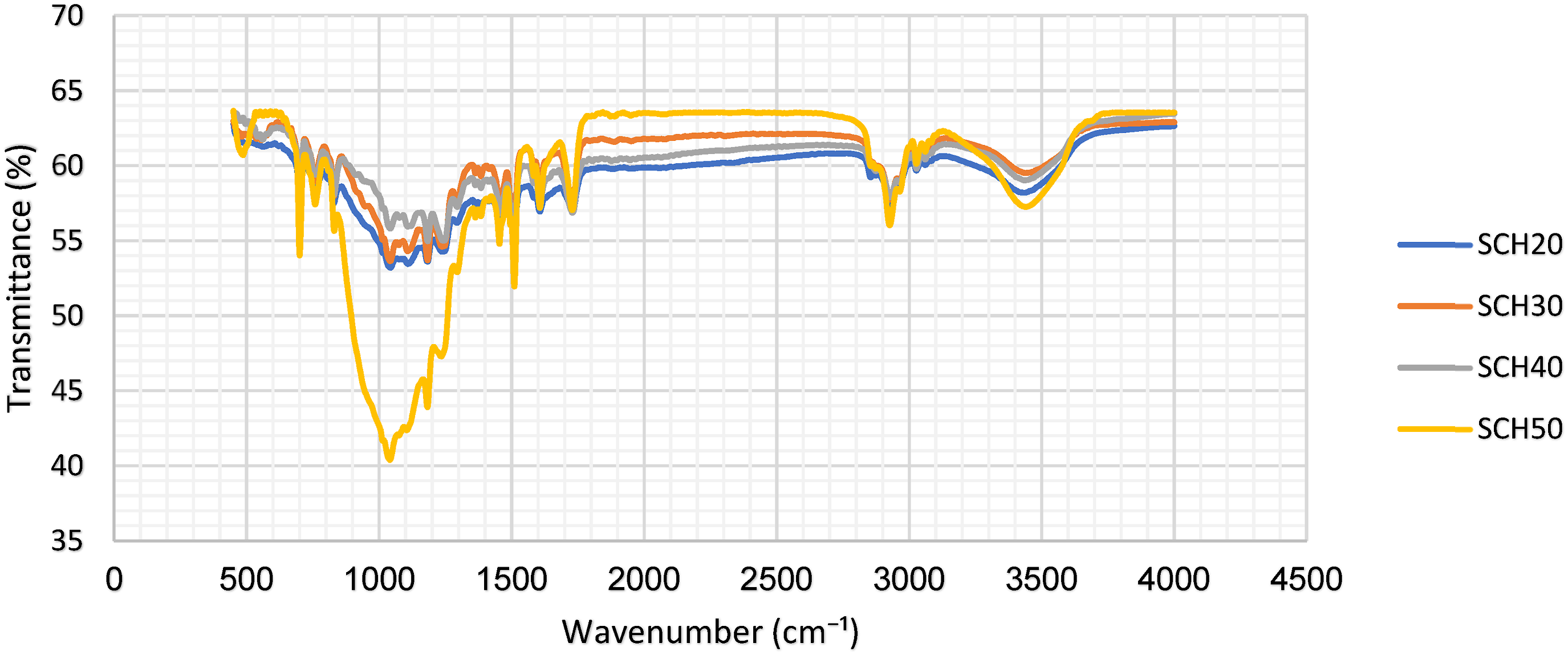
Figures 27–35 show the analysis of the spectra for all composites reinforced with chemically treated coconut and glass fibers, reveals the chemical and mechanical changes that occur due to the added reinforcement materials. When vinyl ester is reinforced with chemically treated coconut shell powder NP or fibers NF, noticeable changes in the spectra appear, especially in the peaks associated with functional groups. A strong peak at around 3450 cm−1 indicates an increase in hydroxyl (-OH) groups, which results from the removal of lignin and other impurities from the coconut fibers during chemical treatment. This increase in hydroxyl groups improves the interaction between the natural fibers and the vinyl ester matrix, leading to the formation of stronger interfacial bonds. Chemically, this enhances the adhesion between the fibers and the matrix, while mechanically; it improves tensile strength and flexibility, reducing the likelihood of cracking or failure under stress. The spectra of the natural and hybrid composites show the absorption bands characteristic of the functional groups present in the lignocellulosic materials. These observations are consistent with other FTIR studies on natural fibers which have demonstrated that the filler content increases with the percentage of lignocellulosic in coconut powder.
28
In vinyl ester composites enhanced with glass powder SP or fibers SF, as glass does not contribute new functional groups. However, it significantly enhances mechanical properties due to its inherent rigidity. Glass powder increases the stiffness and resistance to deformation, while glass fibers contribute to improved tensile and bending strength by reinforcing stress transfer within the material. However, these composites may lack the necessary flexibility, making them less effective for applications requiring dynamic properties. The results of FT-IR spectra of NP composites. The results of FT-IR spectra of SP composites. The results of FT-IR spectra of NSP composites. The results of FT-IR spectra of NCH composites. The results of FT-IR spectra of SCH composites. The results of FT-IR spectra of NSCH composites. The results of FT-IR spectra of NF composites. The results of FT-IR spectra of SF composites. The results of FT-IR spectra of NSF composites.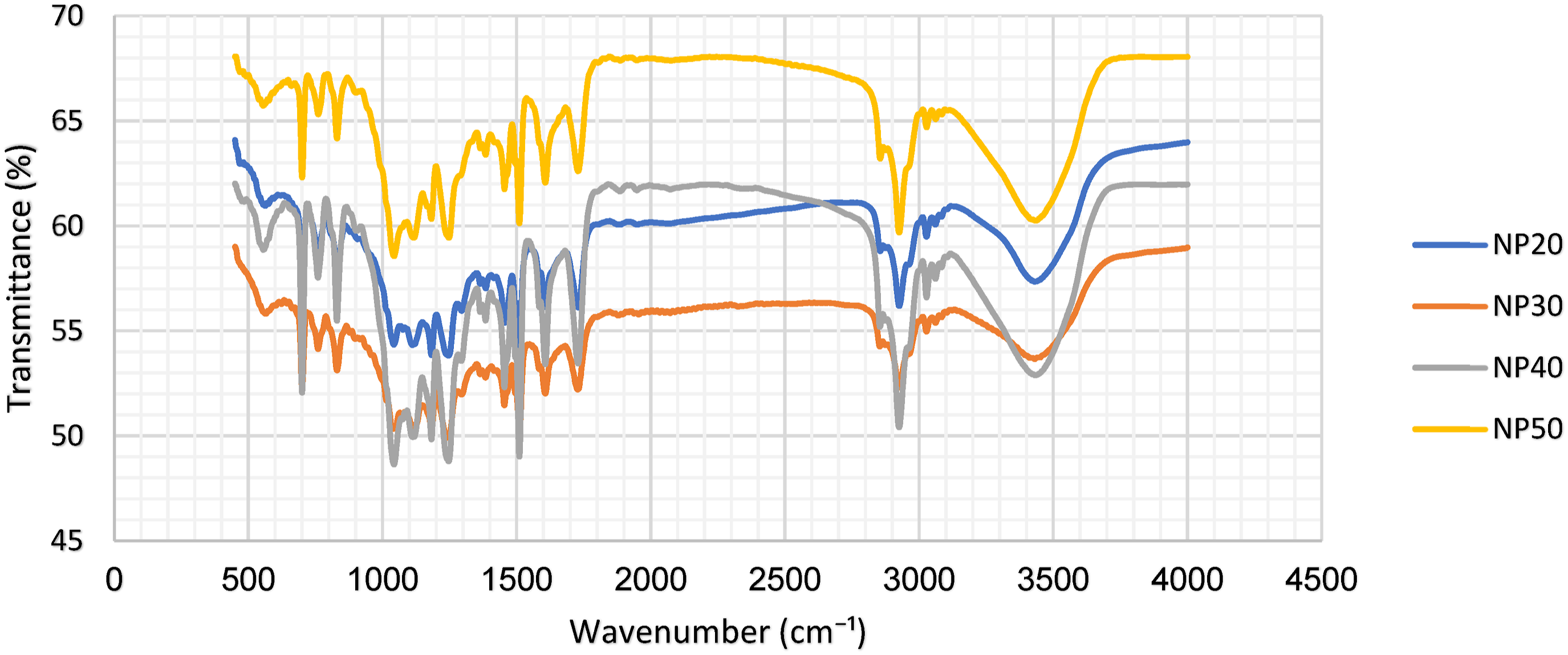


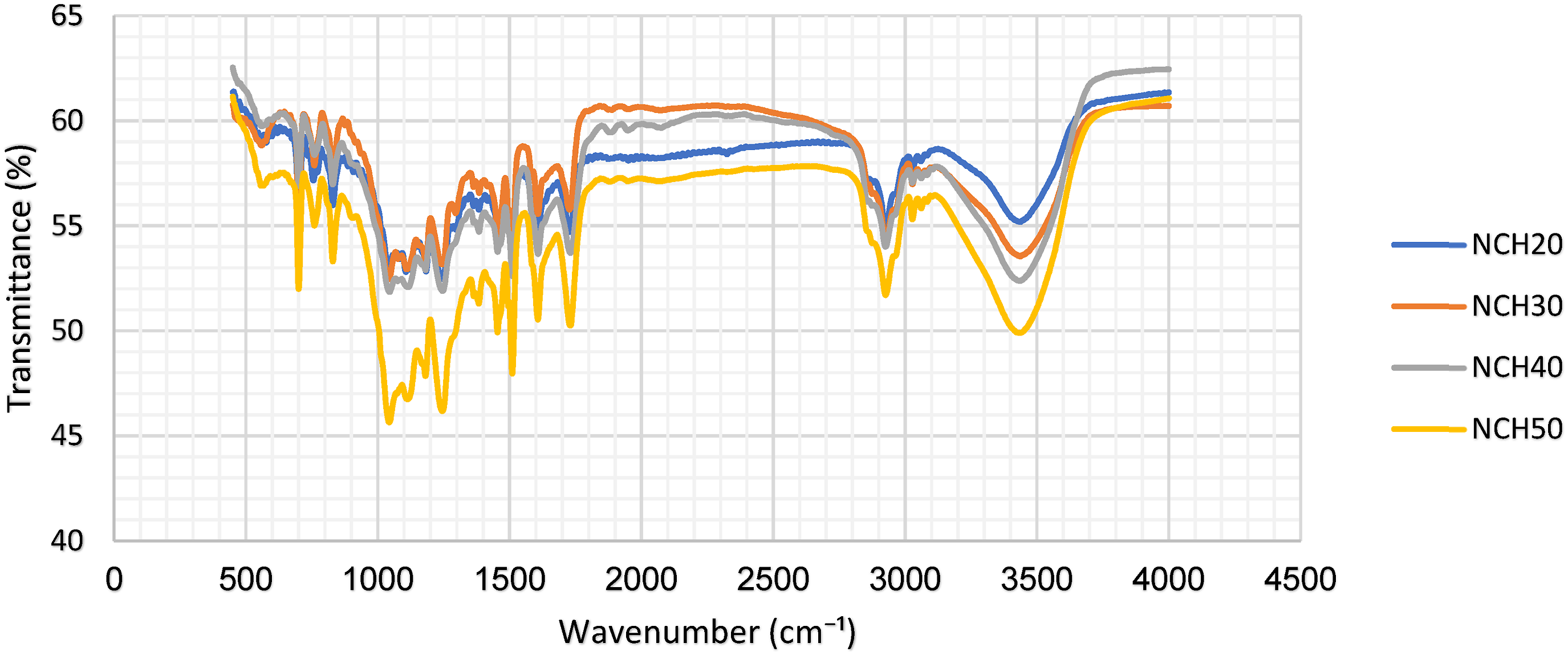

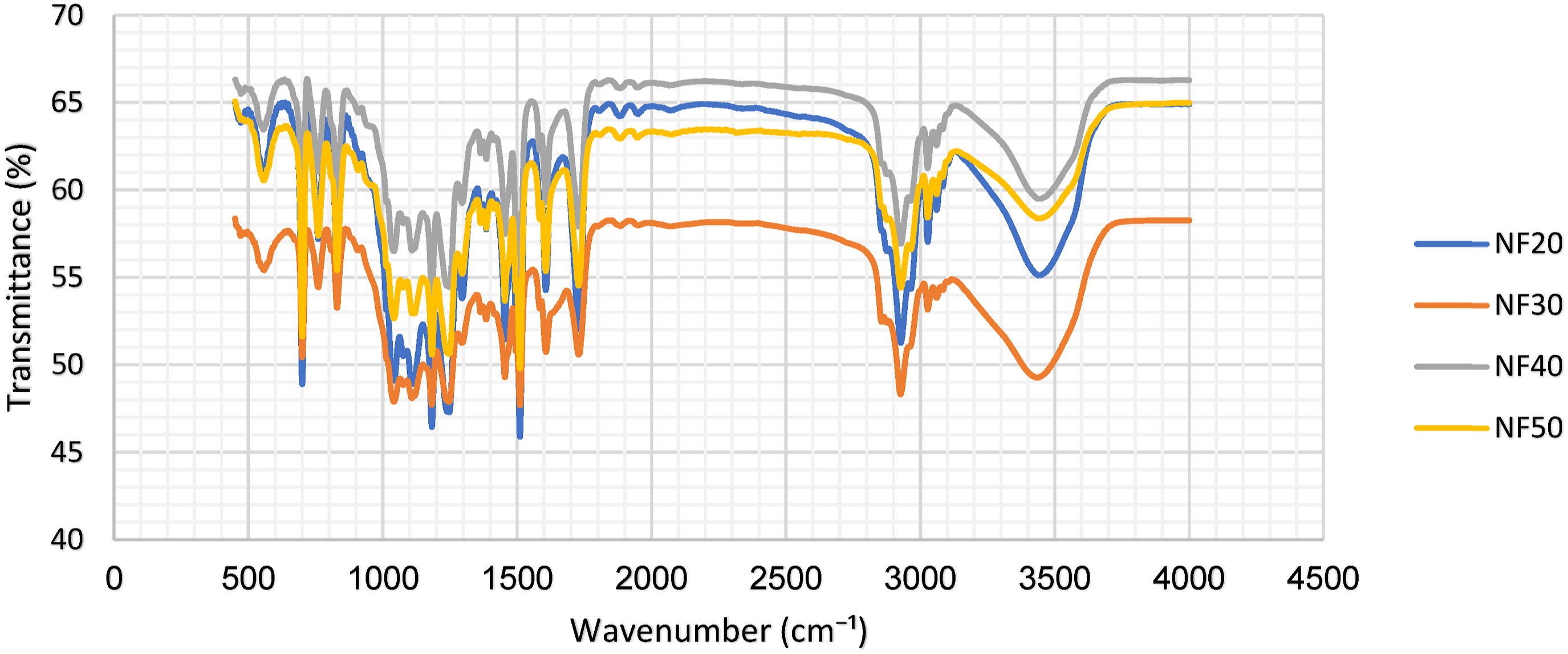


In hybrid composites combining both glass and chemically treated coconut NSP, NSCH, and NSF, the spectra exhibit a combination of characteristics from both additives. Strong peaks at around 3450 cm−1 and 1725 cm−1 indicate enhanced interfacial interactions between the vinyl ester matrix and the two added materials. Glass adds mechanical stiffness, while coconut shell fibers improve the chemical interaction and enhance the bonding between the components. This combination results in a composite material with balanced properties, including high stiffness and reasonable flexibility, making it ideal for industrial applications requiring high stress resistance while maintaining some level of flexibility. The observed spectral similarities between the samples indicate that the chemical composition is not significantly affected by increasing the concentration of the supporting materials (fibers and coconut shells with fibers and glass powder). However, the intensity of the absorption bands can be affected by the amount of each functional group present in the compound. These results are consistent with the characteristic infrared spectra of lignocellulosic materials, where comparable functional groups are often seen. 29 Thus, it can be observed that the addition of glass powder or fibers increases stiffness, while chemically treated coconut shell fibers improve chemical interaction and flexibility. Hybrid materials combine these effects, offering the best of both worlds, making them an ideal choice for applications that require a balance of mechanical and chemical properties.
The conclusions
The results can be summarized in some points: (1) The experimental density is less than the theoretical density in all samples, which indicates the presence of voids in the sample, ranging from 0.249% in NSP at 40% weight fraction to the highest value of 7.075% in NSF at 20% weight fraction. (2) The density increases with increasing weight fraction, and glass composites recorded the highest values in their groups. On the scale of natural and hybrid composites, the experimental density ranged from 1.186 g/cm2 in the pure sample to the highest value of 1.406 g/cm2 in NSP composites at 50% weight fraction. (3) The chemical treatment improved the performance of natural composites in reducing the water absorption rate compared to other studies. The improvement increases significantly by hybridizing natural composites with fibers and glass powder. (4) The morphological images showed good adhesion in some sections and poor adhesion in other sections, voids, and also showed good behavior of the reinforcement materials of the composite. Additionally, SEM testing of fiber composites showed improved fiber-matrix adhesion, which corroborated the composite’s improved physical behavior following coir fiber treatment. (5) FT-IR spectra indicate that reinforcing vinyl ester with glass and chemically treated coconut shell fibers creates a hybrid material that combines high stiffness from glass with improved flexibility and interfacial bonding from coconut fibers. This synergy results in a composite with balanced mechanical and chemical properties, ideal for industrial applications. (6) The final conclusion depends on the intended application. For applications where water resistance is the primary goal, glass-reinforced composites are the most suitable choice. If moderate water resistance alongside enhanced mechanical properties is desired, hybrid composites are recommended. Coconut shells and fibers-based composites, while limited in their water resistance, may find applications in contexts where other properties are prioritized over water absorption performance. The results express a promising future in the structural applications of these composites in terms of their ability to absorb moisture.
It is worth mentioning that moisture showed a positive effect on the powder composites, while it did not significantly affect the chopped composites, the effect increased in the fiber composites.
Footnotes
Acknowledgments
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.