
Abstract
The study aimed at investigating the impact of Microwave Heat Treatment (MHT) on the physical and mechanical properties of wood flour (WF)/Nano-SiO2/High-Density polyethylene composites by varying Nano-SiO2 loading from 0, 1, 2, and 3% wt with a constant WF loading at 50% wt. By milling the materials in which were firstly mixed in a twin-screw extruder (Brabender® Plasti-Corder®), wood-plastic composites ASTM Standard samples were produced by an injection molding machine. Microwave irradiation with a power of 900 W and a temperature of 85°C for 7 min was applied for post-treatment of WPCs. After applying the microwave treatment, samples were subjected to physical and mechanical tests. The results indicated that increased Nano-SiO2 loading up to 3 wt% led to increasing the flexural strength and modulus while decreasing the impact resistance, water absorption, and thickness swelling of samples. As such, morphological analyses revealed that MHT increased the flexural modulus and strength, as well as, decreased the impact strength, water adsorption, and thickness swelling of the samples.
Keywords
Introduction
Wood-Plastic Composites (WPCs) are fabricated and produced from recycled plastic and wood waste and have become one of the most dynamic sections of the plastic industry in past decades. Wood fibers are fascinating materials because of their low density and cost, high processing flexibility, good mechanical properties, sustainability and environmentally friendly features.1–3 Industrial application of these fibers is challenging to some extent due to their hydrophilic nature and poor compatibility with the hydrophobic matrix which significantly decreases the overall performance of the composites. 4 The WPCs market advanced by about 51% and 22% in Europe and North America, respectively, while the rest attributed to Asian and African countries. 5 The market is mainly devoted to rail and decking products in the USA while more emphasis has been placed on automotive applications in the EU. Interior panels, headliners, dashboards, car roofs, seat panels, parcel shelves, and acoustic panels are some of the applications of WPCs. 6 There are various methods for producing WPCs, extrusion and injection molding processes are the most important method. 7
In conventional heating processes, heat flows mainly through conduction, convection, and radiation. Thus, the inherent properties of the material and the heating rate during the heat transfer may affect the temperature change in the material. There are several disadvantages in the process of manufacturing fiber-polymer composites using conventional thermal techniques such as fiber burning, non-uniform temperature distribution, chemical damage to fibers, longer curing time, higher thermal gradient, poor efficiency, high energy consumption, waste generation, and expensive equipment. 8
The application of Microwave Heat Treatment (MHT) on polymeric compounds has received great excitement in the past three decades.9–13 Treatment with microwaves showed potential application in the development of current methods in the fabrication and processing of WPC composites. 14
The ability of microwave rays to penetrate and directly interact with materials is abundantly used in the food and pharmaceutical industries as well as in the production of composites on laboratory scales. The microwave beam generates heating in the composites followed by reducing the thermal gradient and a rapid heat transfer throughout the thickness of the material, thereby improving the production time and productivity. 15
The heat energy dissipation in the natural fiber-composite material depends on several parameters such as concentration, shape, morphology, and humidity degree of both the fiber-based reinforcements and the matrix as well as the temperature and microwave radiation frequency. 16 Convective MHT with electromagnetic energy is much better than heat transfer through thermal energy. 17 MHT is a volumetric quantity and is not limited to the surface, thus, the polymeric materials can be processed faster with a microwave. 18 From a heat transfer point of view, energy is transferred because of thermal gradients while microwave heating is the process of transferring electromagnetic energy to thermal energy and is considered energy conversion rather than heat transfer. Therefore, the energy delivered in the microwave heating process could be beneficial to many potential applications related to material processing. According to the energy concept that heat is generated throughout the volume of the material, microwaves can penetrate materials. The energy transfer does not rely on the heat diffusion from the surfaces, thus rapid and uniform heating in thick materials can be achieved. 17 Microwaves are propagated through space at light speed within frequency ranges from 300 MHz to 300 GHz. 19
Theoretically, electromagnetic waves consist of two components: electric and magnetic fields; both oscillate vertically relative to each other and are perpendicular to the direction of propagation. The magnetic field has negligible impacts on the wood therefore can not be taken into consideration for practical purposes because the magnetic permeability in dielectric materials is comparable to the free space. Besides, the electric field possesses a significant impacton the wood. The high-frequency electromagnetic waves can polarize charges in wood materials. 20 Recent advances provided a source of excellent microwave absorbent materials such as wood and nano-materials because of their exceptionally high dielectric constant which allows the dissipation of the absorbed electromagnetic energy to heat. 21
Microwave processing with the convective MHT method has several advantages, including rapid heating, fiber-matrix adhesion, and higher controllability. Heating with microwave heavily depends on the dielectric properties of polymers. The microwave energy is directly transferred into thin materials through the boundary layers.13,19–23 Therefore, the microwave energy may offer several advantages over conventional heating methods to various materials such as ceramics, metals, and composites; unique microstructure and properties, improved product yield, energy savings, reduction in manufacturing cost, and synthesis of new materials. 24 The microwaves do not interact with the majority of polymeric materials due to the lack of dipolar moment. Therefore, additives like wood fibers or nanoparticles as heating susceptors can be used to prepare materials capable of absorbing microwaves. 19
Polymeric nanocomposites are a new class of composites incorporated with 5–10% nanometer-size particles. Nanocomposites incorporated with Nano-clay, Nano-SiO2, and Carbon nanotubes (CNTs) showed great excitement in industrial applications, 25 indicating exceptional improvement in the mechanical strength.26–29
Nanoparticles play a significant role in the modification of WPC properties. Wood-polymer incorporated with nanoparticles possess better physical, thermal, and mechanical properties. 30
For example, substantial physical and mechanical properties improvement as an in-situ reinforcement with layered silicate reported for various thermosets and thermoplastics at low levels.31–35 Incorporation of silica minerals in polymer nanocomposites is because of their richest intercalation chemistry, high strength and stiffness, high aspect ratio of individual platelets, abundance in nature, low cost, high gas barrier quality, and strong absorbability.31,32,36
Some highlights from the literature on the effect of microwave treatment on composites are given below:
Pundhir et al. studied the microwave processing of kenaf- and MWCNT-reinforced High-Density Polyethylene (HDPE) composites. The composites have been fabricated with 20% reinforcement. The microwave-processed HDPE/kenaf and HDPE/MWCNT composites were tested for their mechanical performance using various techniques. The uniaxial tensile test revealed that the tensile modulus of the microwave-processed four-layered HDPE/kenaf composite was 35.2% higher than that of the HDPE/MWCNT composite. The impact energy absorbed by the HDPE/kenaf polymer composite (1.055 J) was 81.12% higher than the HDPE/MWCNT composite (0.582 J). 37 MHT on oil palm empty fruit bunch (EFB) and glass fiber (GF) was done by Islam et al. 38 Then, hybrid composites were made from microwave treated fibers and recycled polypropylene (RPP). They found that microwave-treated fiber-based composites showed improved mechanical and thermal properties compared to untreated ones. The optimal treatment condition was found to be 90°C for 90 min, indicating improved a crystallinity and reduction in water absorption of the microwave-treated fiber-based composites associated with MHT. Performing physical and mechanical tests, Nightingale (2000) compared autoclaved composites with microwave post-curing and fully microwave-curing composites. 39 The bending test results showed that the microwave post-cured composites possessed the lowest bending strength compared to the composites cured by the normal autoclave. The contribution of microwave post-curing and traditional autoclave heating methods on the mechanical and microstructure properties of composites were investigated by Adeodu et al. 40 They found that there is a direct relationship between tensile strength and weight percentage (wt%) of fillers post-curing methods. Also, the microwave post-curing heating methods improved the strength of the microstructure of composites compared to autoclave heating. Singh and Zafar studied polypropylene (PP)- and polyethylene (PE)-based composites that were cured using microwave energy with a 15 wt% of jute and kenaf fibers. The PP-based and PE-based composites were cured for 1500 s and 1200 s at 900 W, respectively. Results showed that the mechanical performance of the microwave-cured composites was comparable to the composites treated with traditional manufacturing routes. 12 Zlobina et al. used microwave modification to improve the resistance properties of the composite incorporated with carbon and glass fibers for aviation applications. 21 The effect of the microwave beam on the composite at a specific power level increased the bending strength. Simultaneously, the microwave beam caused significant changes in the microstructure of the composite. They realized that the homogeneity and density of composites increased since microwave treatment was implemented. Chavooshi et al. investigated the effect of microwave radiation heat treatment on the mechanical and morphological properties of polypropylene/MDF powder nanocomposites. 41 They used nanoclay and MAPP as coupling agents to improve the bonding and properties of the composite. Their results showed that the mechanical properties of samples treated with microwave radiation improved compared to other samples. From FE-SEM for the microwave-treated nanocomposites, they observed that MDF powder is more optimally mixed with the polymer matrix, thereby better encapsulation of powder by the polymer.
In this study, we use WF, HDPE, and Nano-SiO2 nanoparticles at 0, 1, 2, and 3 wt% to produce the composites. Before conducting the test, the samples were exposed to MHT with 900 W of power for 7 min, and then, the mechanical and physical properties of the composites were tested.
Materials and methods
Materials
High-Density Polyethylene with a melting flow index of 18 g in 10 min and a melting point of 190°C was purchased as the matrix from the Tabriz Petrochemical Company, Iran. The Maleic anhydride grafted with polyethylene (MAPE), a product from Merck Company, Germany, was used as a coupling agent with a melting flow index of 0.4 g in 10 min, and the amount of grafted Maleic anhydride was 0.8%. The beech WF used in this study was prepared from a factory in northern Iran (Takhte Feshorde Shomal Co.) and was further crushed by a laboratory-scale grinder. Passing through a 60-mesh sieve and the remaining crushed in an 80-mesh sieve, the produced powder was used as filling fiber. SiO2 nanoparticles, a product of Degussa Company, Germany, were used as nano-reinforcement in this work. The average diameter, density, and specific surface area of the Nano-SiO2 are 12 nm, 0.37 g/cm3, and 200 m2/gr, respectively. The polymer and Nano-SiO2 were used as received. The lignocellulose materials were dried at 100°C in an air-circulating oven for 24 h before their use. The moisture content of the lignocellulose materials was less than 1 wt%.
Preparing the composites
Composition of evaluated formulations.
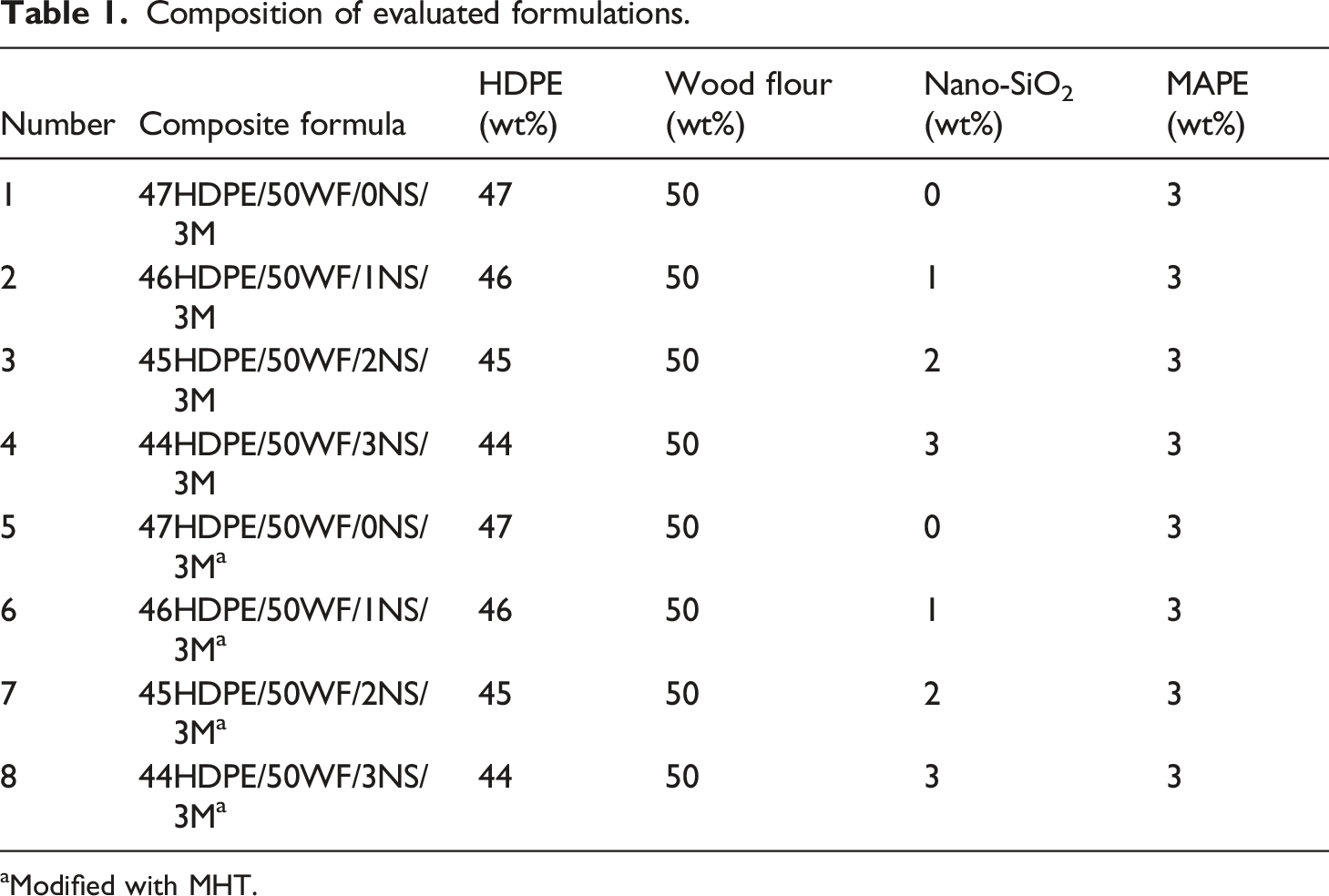
aModified with MHT.
Post-Treatment of WPCs
A microwave oven was used to treat samples (Figure 1). The microwave oven was a product of the Panasonic Co. NN-CD997S model (power: 1000 W, frequency: 2.45 GHz). Experimental parameters were set as follows: a pre-heat temperature of 85°C and internal power of 900 W. To reduce the experimental error, the specimens were placed at the same position on the microwave oven glass tray at ambient pressure and no type of fastener or mold was used. To find a suitable irradiation time, the samples have been exposed to microwave radiation for 5, 7, and 10 min. After controlling the color and shape transformation of samples, 7 min irradiation by oven was selected as an optimum irradiation time.
41
The formation of no air bubbles and no burning were the benchmark for assessing the good performance of specimens. A schematic diagram of the fabrication of post-treatment composites is shown in Figure 2. Overall image of microwave radiation on composite samples. Schematic diagram of the manufacturing of post-treatment composites.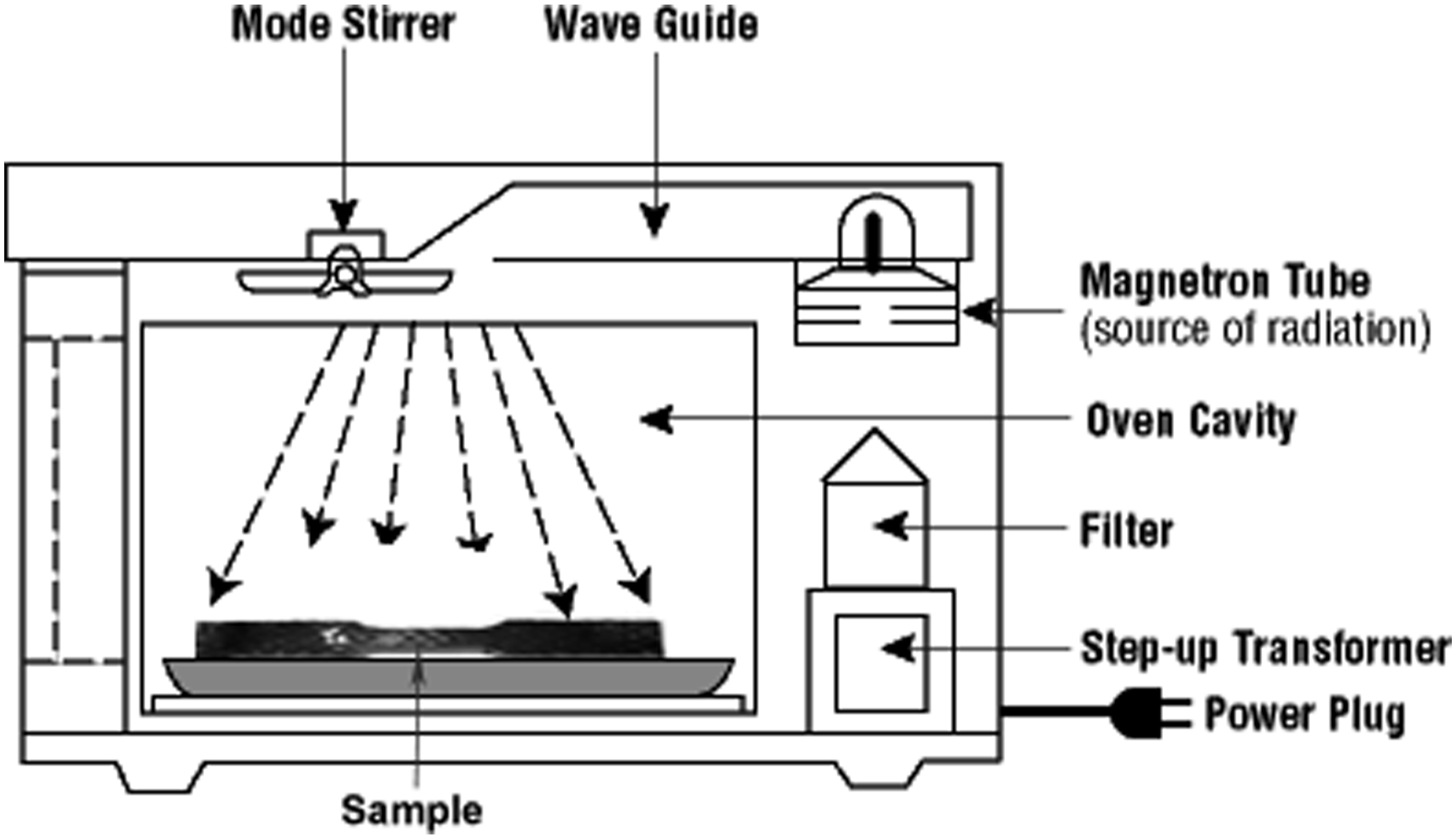

Physical tests
Water absorption and thickness swelling tests of the microwave heat treated and untreated samples were performed based on the ASTM D7031-04 standard. Five specimens from each combination were taken and dried in an oven for 24 h at 100 ± 3°C. The weight and thickness of dried specimens were measured at an accuracy of 0.001 g and 0.001 mm, respectively. The specimens were then immersed in distilled water for 48 h and kept at a temperature of 20 ± 2°C. The weight and thickness of the specimens were measured after excessive water was rinsed from their surface. The values of the water absorption in percentage were calculated using the following Equation
Also, the values of the thickness swelling in percentage were calculated using equation (2).
Mechanical tests
Flexural strength and modulus were obtained by standard ASTM D747 by Instron 6025 model from the UK. The tests were performed at a crosshead speed of 5 mm/min. Izod impact strength test was carried out according to ASTM D-256 by, Zwick 5102 model machine.
Morphological analysis
The morphology of the composites was examined using a scanning electron microscope (XL 30) supplied by Philips Company Limited. The fracture surfaces of the specimens were sputter-coated with gold after conducting the impact test right before the analysis is initiated. All images were taken at an accelerating voltage of 26 kV. Also, the surface of the fractured samples was examined using a macro-scale optical microscope (Nikon Eclipse E400 Model) on the laptop screen.
Statistics analysis
The statistical analyses on the average differences of the measured variables were performed by ANOVA (analysis of variance) using the statistical software, SPSS Statistics 19, subject to factorial tests at a 95% confidence level.
Results and discussion
Water absorption and thickness swelling
The ANOVA of Nano-SiO2 and MHT effect on the properties of the nanocomposites.
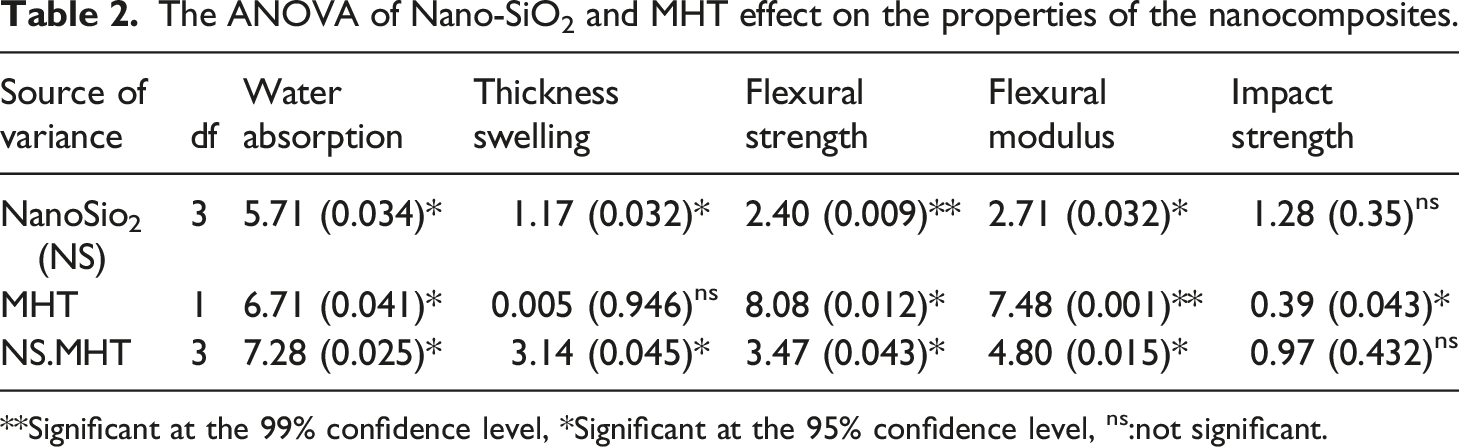
**Significant at the 99% confidence level, *Significant at the 95% confidence level, ns:not significant.
Figure 3 and Figure 4 demonstrate the water absorption and thickness swelling for the WF/Nano-SiO2/HDPE composites for both untreated and treated samples with MHT. Since the WF content was fixed for all the hybrid combinations (50 wt%), the different amounts of water absorption and thickness swelling are attributed to the Nano-SiO2 and the MHT application. It can be observed that the samples with no Nano-SiO2 incorporated, which are not processed with MHT showed the highest water absorption and thickness swelling capacity, compared with those containing Nano-SiO2. Considering Espert et al. the water absorption in WPCs undergoes different mechanisms including: (1). The water is absorbed through the cell walls of the lignocellulose material due to the hydrophilic nature of lignocellulosic materials, which leads to thickness swelling. (2). The water absorption is conducted through the capillary process within gaps and cracks on the boundary edges between plastic and wood fibers and the existing pores in the polymeric matrix.
43
the former results from the poor interaction between the wood and plastic, and the latter occurs during the production process. As explained above, the presence of polar hydroxyl groups in the lignocellulosic filler attracts water molecules through hydrogen bonding which could be responsible for weak water absorption resistance.
44
Effect of Nano-SiO2 and MHT on water absorption of WF/HDPE composites. Effect of Nano-SiO2 and MHT on thickness swelling of WF/HDPE composites.
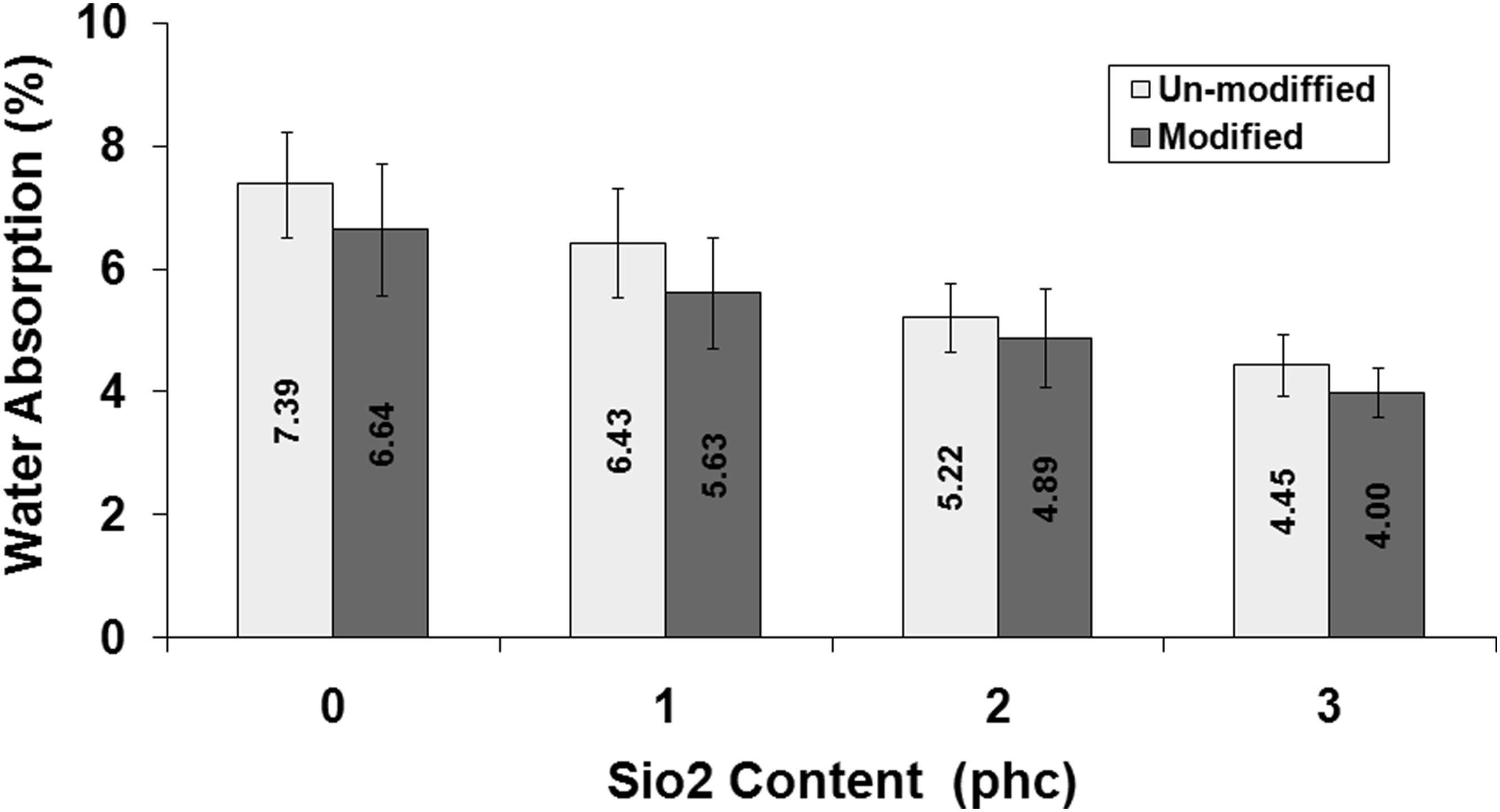
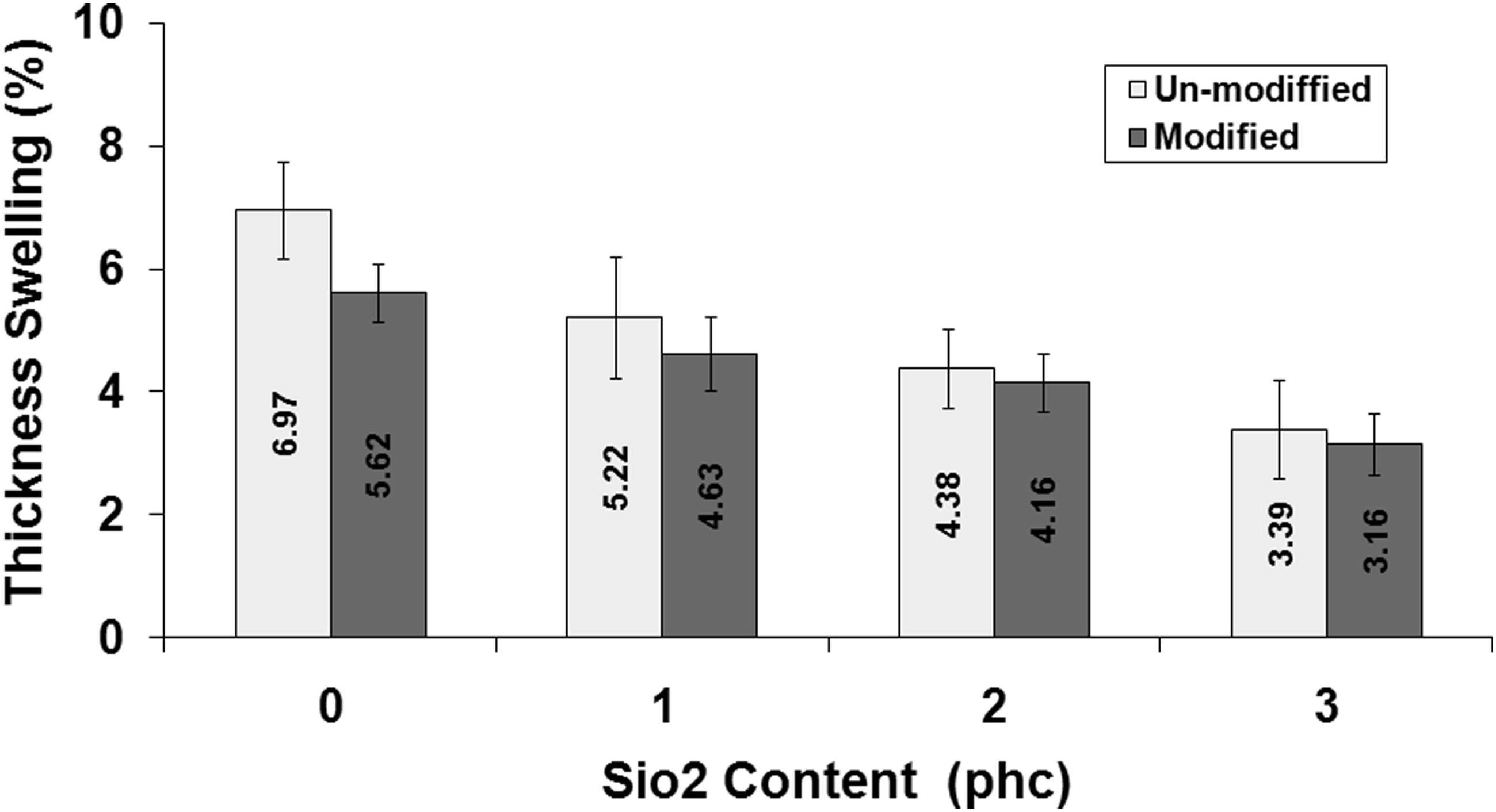
Considering the untreated samples, the lowest water absorption and thickness swelling capacities are attributed to the samples containing 3 wt% Nano-SiO2 resulted from the size of the Nano-SiO2 particles with a high length to the diameter aspect ratio which can fill empty spaces in the matrix leading to reduced water absorption.45,13 Adding a nanofiller such as Nano-SiO2 further decreases the water uptake capacity. 30 Moreover, Figure 3 and Figure 4 show that the water absorption and thickness swelling capacity of the nanocomposites treated with MHT could be further reduced, however, based on ANOVA results, the effect of MHT on thickness swelling of the nanocomposites was negligible. In the contribution of the microwave treatment, the polymeric material are softened and enclosed the cellulosic fibers in a better form and then the pores and permeation pathways in the matrix are blocked. 46
In Figure 3, it can be seen that the composites treated with microwave in the presence of 3 wt% Nano-SiO2 showed a 66% reduction in water absorption compared to the samples with no nanoparticle involved.
Flexural strength and modulus
As tabulated in Table 2, the interaction of Nano-SiO2 and MHT show significant impacts on the flexural strength (F = 3.47, sig = 0.043, p < .05) and flexural modulus (F = 4.80, sig = 0.015, p < .05). The mean values of flexural strength and elasticity modulus of WF/Nano-SiO2/HDPE nanocomposites containing different Nano-SiO2 contents for both untreated and MHT treated are given in Figure 5 and Figure 6, respectively. Figure 5 shows that the addition of Nano-SiO2 increased the flexural modulus. Flexural strength of the WF/HDPE composites as a function of Nano-SiO2 and MHT. Flextural modulus of the WF/HDPE composites as a function of Nano-SiO2 and MHT.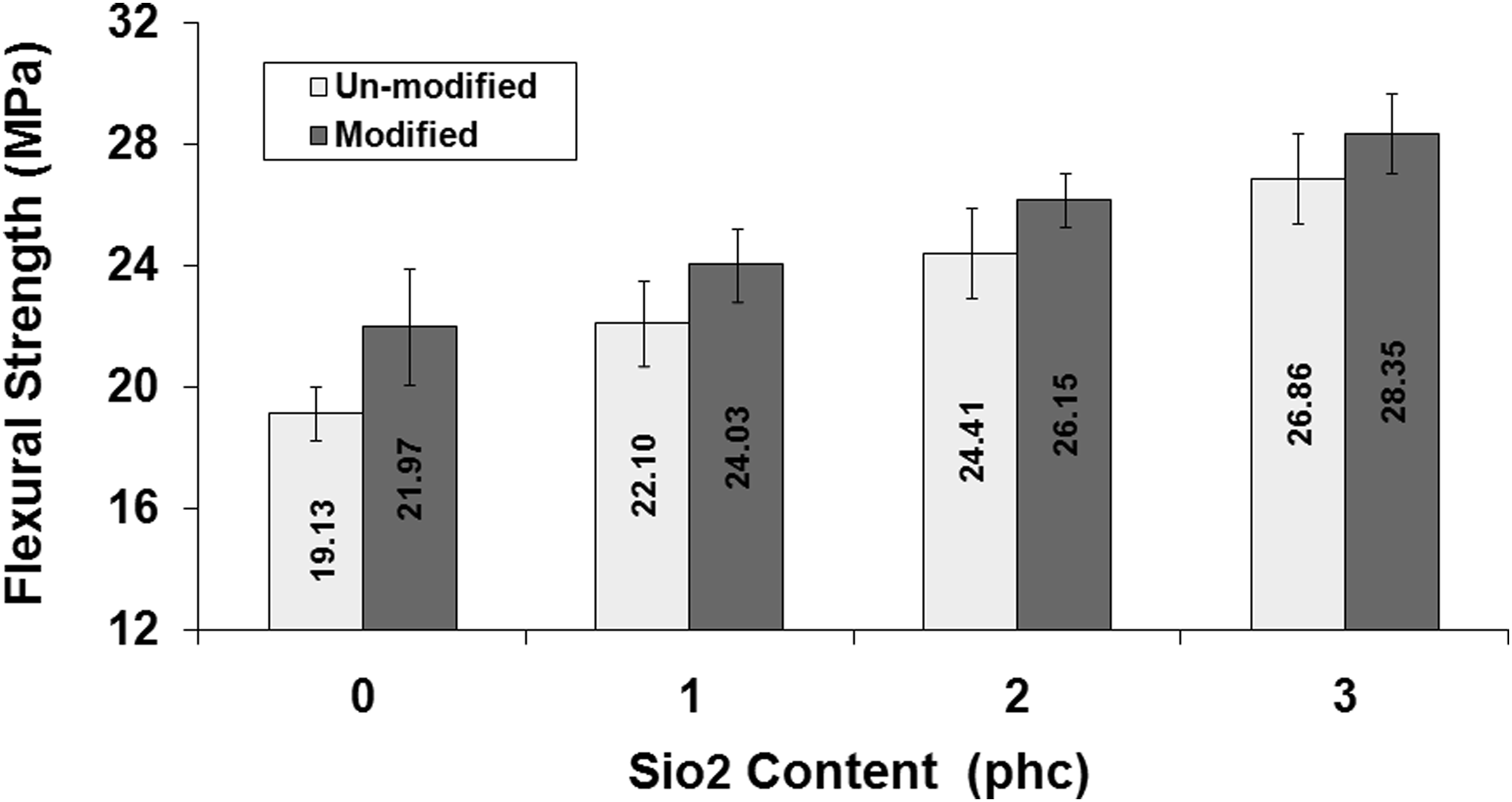
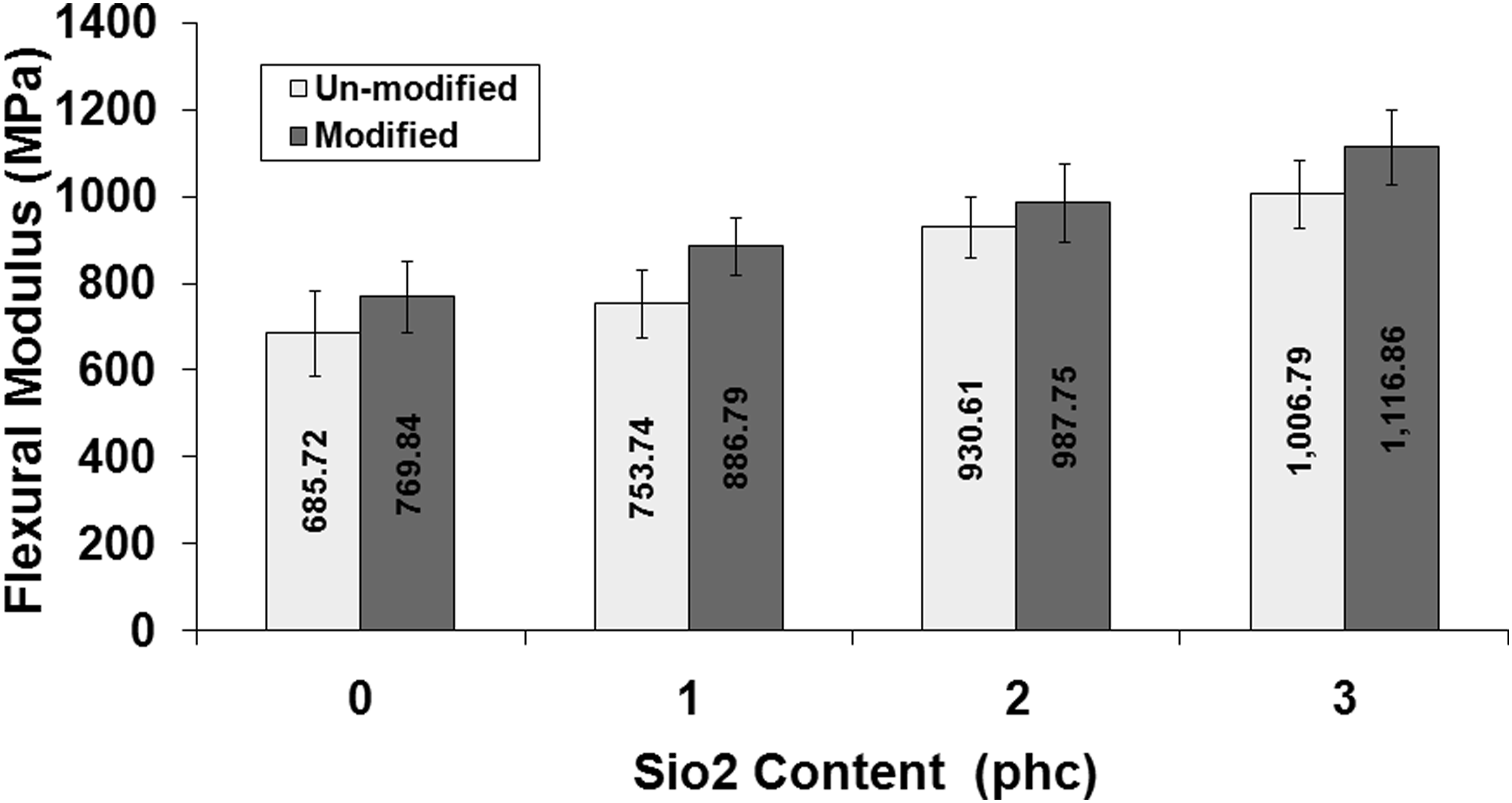
As can be seen in Figure 6, the highest flexural modulus is predicted for the nanocomposite samples treated with MHT with 3 wt% Nano-SiO2, which is about 1116.86 MPa, while the minimum flexural modulus (769.84 MPa) is observed in untreated samples without Nano-SiO2 (the control group). The elasticity modulus of the composite depends on several parameters such as the amount of fiber used, the fiber orientation, fiber-matrix adhesion in the interface area, the component’s elasticity modulus and their density. 47 The Nano-SiO2 elasticity modulus is reported to be about 73.1 GPa. Therefore, the replacement of HDPE with an elasticity modulus of about 8 Gpa with Nano-SiO2 could be beneficial to the elasticity modulus of the nanocomposites. On the other hand, the high surface area has a significant contribution to increase the elasticity modulus of WPCs. Our results are consistent with the results reported by Nourbakhsh et al. 47 Comparing MHT samples with control samples, we found that the elasticity modulus increased from 685.72 to 1116.86 MPa since MHT is applied, thereby increasing the strength.48–49
Concerning the MHT curing, the wood fibers because of their exceptionally high dielectric constant may absorb a lot of microwave energy in the form of heat in which transferred from the outer surface of the fiber to the matrix. This led to the formation of a stress-free interface around the fiber.50–51 The flexural modulus of the microwave treated nanocomposites with 1, 2, and 3 wt% Nano-SiO2 is respectively 29.3, 44, and 62.81% which are higher than that of control samples (Figure 5). The microwave-treated samples containing 1, 2, and 3 wt% Nano-SiO2 showed the elasticity modulus of 17.65, 6.14, and 10.93%, respectively, which are higher than that of untreated samples. Also, the effects of Nano-SiO2 contents and the MHT treatment on the flexural strength are shown in Figure 5. As seen in Figure, by increasing the Nano-SiO2 contents up to 3 wt%, the flexural strength increased from 19.13 MPa in control groups to 26.86 MPa in nanocomposites, indicating 40.4% improvement. Compared to the control samples, the flexural strength of the composites with 1, 2, and 3 wt% of Nano-SiO2 treated with MHT increased by 9.38, 19, and 29.1, respectively. The flexural strength of the composites depends on their component bonding. The increased flexural strength resulted from exploiting the MHT which contributes to reduce the viscosity of the polymer and provide the fibers with better wetting affinity, thereby leading to improved in the strength in the interface between the fibers and the matrix. 41 In virtue of the small dimension, high mechanical strength, and specific surface area, Nano-SiO2 can be distributed appropriately within composites and provides a strong bonding with the composite components. In general, the flexural test results showed that the highest elasticity modulus and strength with their respective values of 1116.86 MPa and 28.35 MPa could be seen in the composites with 3 wt% Nano-SiO2 modified with MHT. The restriction in the mobility of the polymer chain along with the increase in the adhesion led to a significant enhancement in the mechanical properties. 30
Impact strength
Upon the analysis of variance tabulated in Table 2, the interaction between Nano-SiO2 and MHT does not show significant contribution on the flexural strength (F = 0.97, sig = 0.432, p > .05). Figure 7 shows the nanocomposites un-notch impact strength. Qualitatively, the modified composites with MHT treatment have less impact strength compared to untreated samples. The effect of Nano-SiO2 on the impact strength of nanocomposites reveals that the samples without Nano-SiO2 compared to samples containing Nano-SiO2 possess higher impact strength with a corresponding value of 56.39 J/M. The smaller impact strength in the nanocomposites containing Nano-SiO2 could be probably due to the presence of Nano-SiO2 with larger impact energy absorption.
34
Also, the impact strength of the composites containing 1, 2, and 3 wt% Nano-SiO2 is respectively 3.9, 6.03, and 9.2% which is less than that of control samples. Compared to control samples, the MHT samples with 1, 2, and 3 wt% Nano-SiO2 decreased the composite’s un-notch impact strength by 4.3, 4.4, and 18.5%, respectively, although the standard deviation overlap for the data for the MHT and non-MHT samples. ANOVA results show that there is no significant effect on the MHT affecting the impact performance except for the final sample with 3 wt% Nano-SiO2. The un-notch impact strength refers to the material strength towards the fracture. It suggests that the crack continuously occurs at the interface between the lignocellulose and polymeric materials as the weakest segments.
52
The Nano-SiO2 can promote the formation of the stress concentration points in some parts of the composite which are prone to failure and cracks, thus the higher the Nano-SiO2 content, the lower the impact strength. Moreover, the results emerging from the impact strength test show that the microwave-untreated composites without Nano-SiO2 nanoparticles possess the largest impact strength. It is noted that it is difficult to predict the impact resistance in the composite. Impact strength of the of the WF/HDPE composites as a function of Nano-SiO2 and MHT.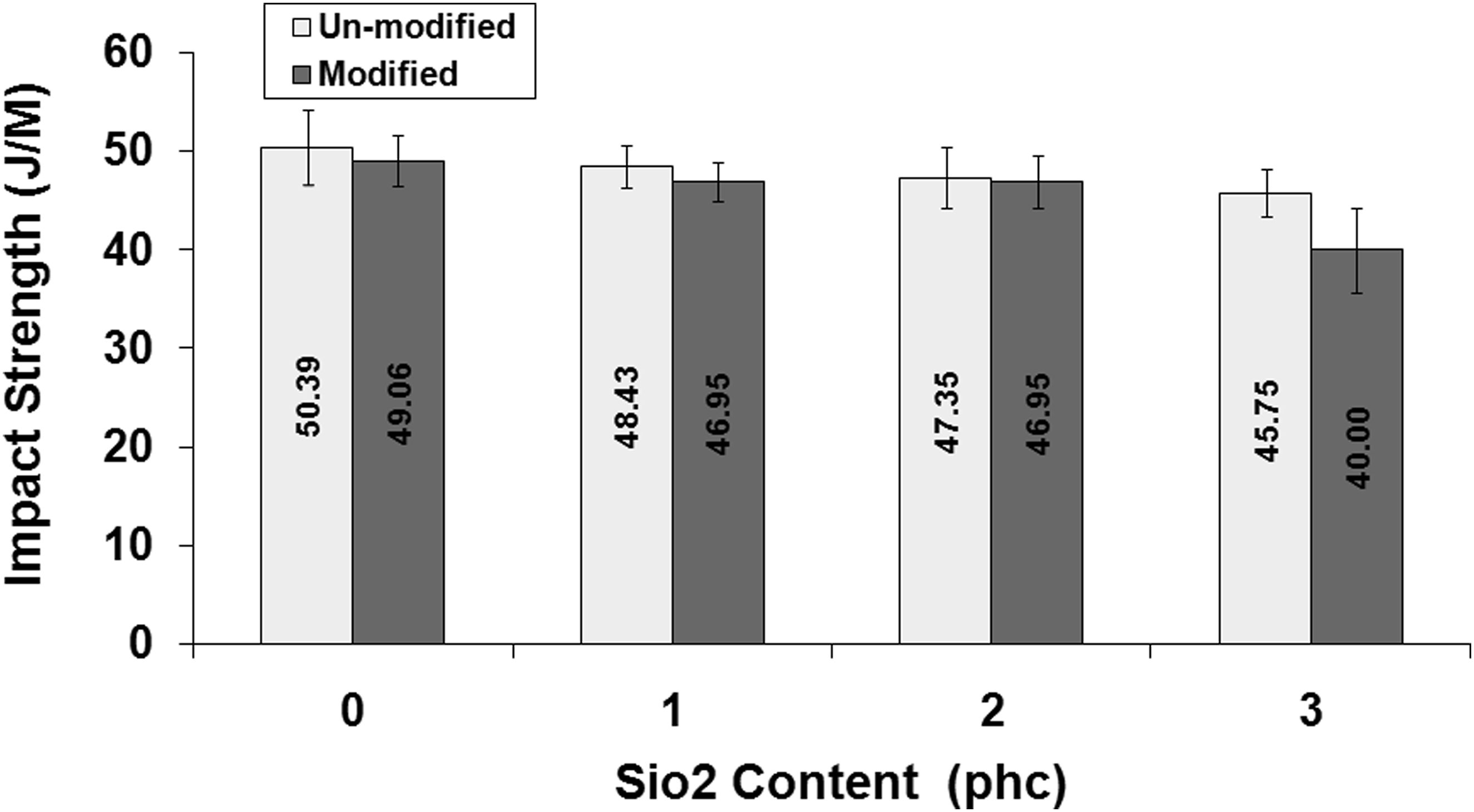
Optical morphology observations
Figure 8 shows the macro-scale optical microscope of fractured WPC samples treated and untreated with the microwave. As can be seen in Figure 8(a) and (b) with 4X magnification, untreated samples compared to the treated samples (Figures 8(c) and (d)) have a more heterogeneous surface with a lot of cracks and gaps in the matrix. Also, the separation of the fibers in the fracture area can beseen in Figures. Figures 8(c) and (d) with respectively a 4X and 10X magnification depict the homogeneous surfaces without protrusions and welds after applying microwaves. As such, during the brittle fracture, sharp edges are created followed by less pulling out the fiber. The optical microscope images of the fractured samples after MHT.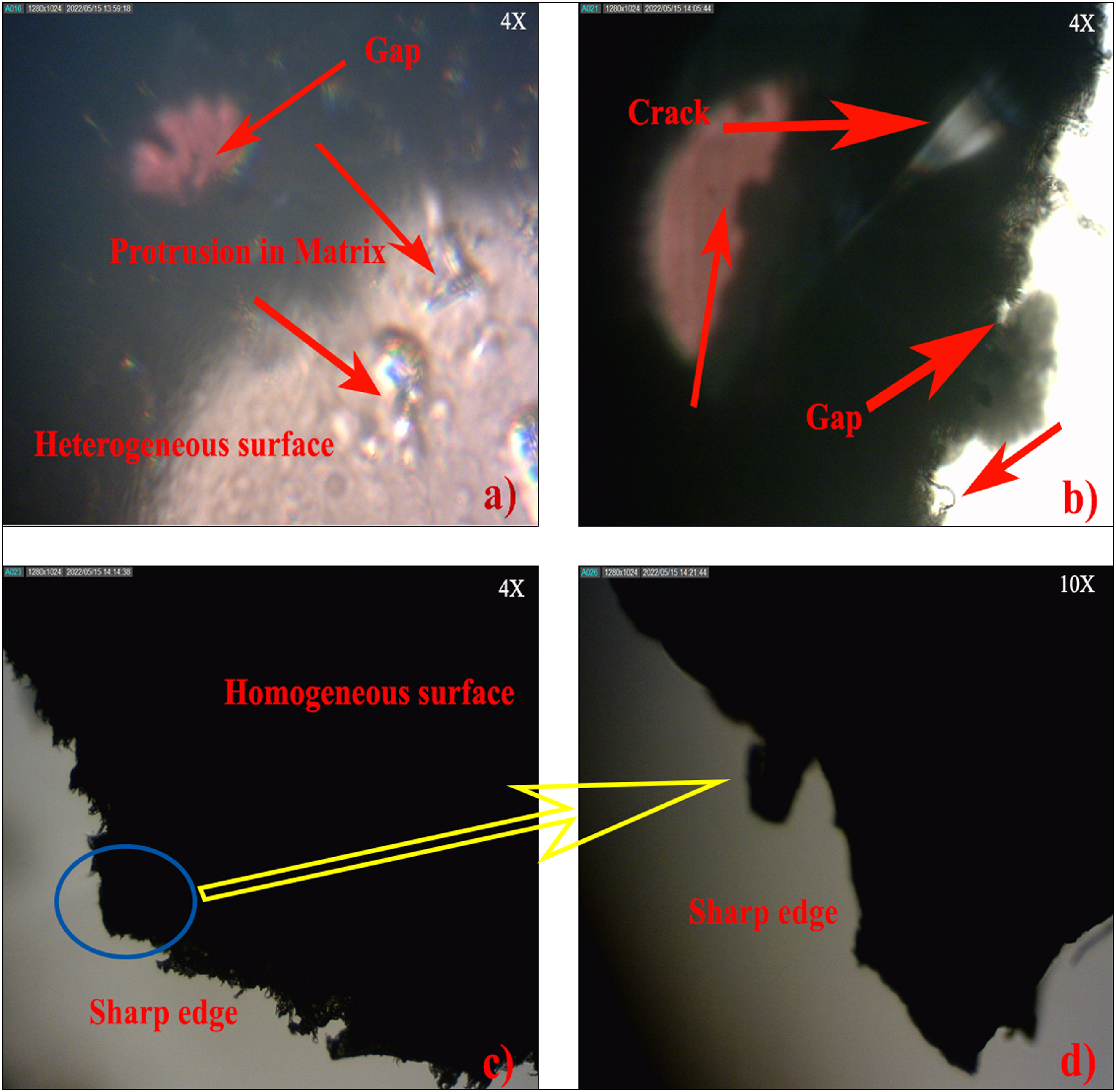
Microstructure morphology characteristics
The electron microscope images serve as appropriate tools to justify the physical and mechanical properties of the composites. Figure 9 (SEM photomicrograph a) refers to the samples containing 3 wt% Nano-SiO2 with no MHT treatment captured by 10000x magnification. Noticeably, the matrix in failure points filled with abundant Nano-SiO2 particles. In some regions, the empty holes (shown in red arrow) are found created due to the separation of the wood fibers from the matrix, indicating the poor adhesion between the fiber and the matrix, as also observed in the results reported for the flexural modulus and strength. Compared to treated samples, the untreated samples with MTH treatments reflect a lower strength with high water absorption capacity. Figure 9 (SEM photomicrograph b) refers to the SEM image of the MHT treated samples with 2 wt% Nano-SiO2 captured by 10000x magnification. As shown in Figure, the surface of the sample becomes more uniform and the matrix completely covers the fiber when the MHT is applied. This exhibits that MHT could be beneficial to the reduction of the viscosity of the mixed matrix-fiber which led to improved strength. The SEM photomicrograph indicates that the number of pores on the surface of the fractured samples reduces, as shown in Figure 9(b). Such a behavior can be observed in the MHT-treated sample with 3 wt% Nano-SiO2 via SEM photomicrograph with 10000x magnification, as shown in Figure 9(c). Figure 9(c) exhibits that the pores completely disappeared since the fibers are covered by the melted matrix during MHT modification. Increasing the Nano-SiO2 content from 2 wt% (Figure 9(b)) to 3 wt% led to reduced impact strength as a result of increasing stress concentration points resulting from Nano-SiO2 excessive accumulation (shown in red arrow) followed by the development of the cracks, as illustrated in Figure 9(d) (SEM photomicrograph with a 20000x magnification). SEM photomicrographs of fractured samples of nanocomposites: (a) 3% Nano-SiO2 and no microwave, 10,000X, (b) 2% Nano-SiO2 and with microwave, 10,000X, (c) 3% Nano-SiO2 and with microwave, 10,000X, (d) 3% Nano-SiO2 and with microwave, 20,000X.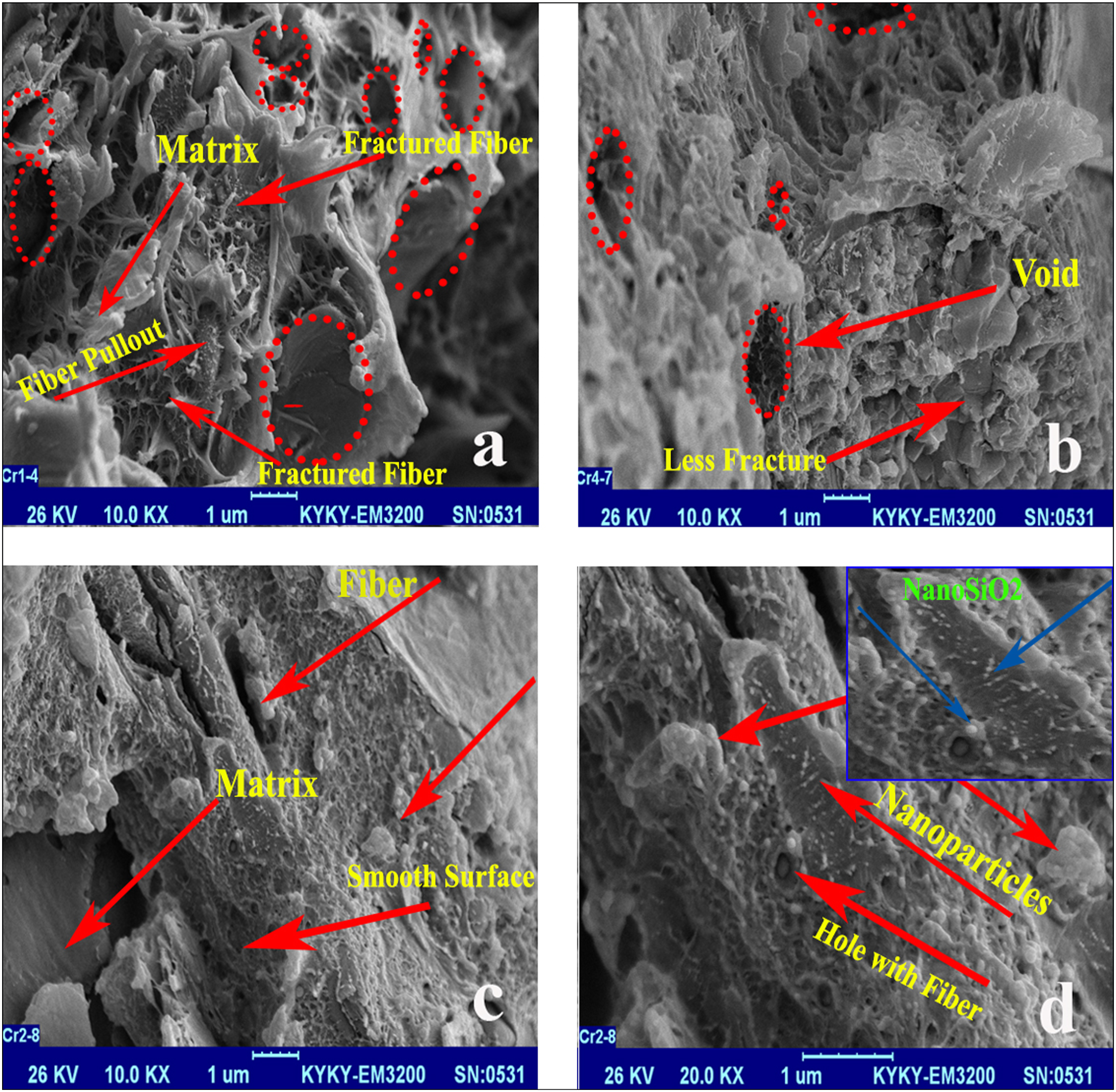
Conclusion
This study investigates the MHT effects on the physical and mechanical properties of the WPCs with varying Nano-SiO2 content. By increasing the Nano-SiO2 content to 3 wt%, the flexural modulus and strength of the nanocomposites improved. This behavior could be attributed to the high surface area of the nanocomposites which allows better transfer of the stress in the wood fiber and the polymeric matrix interfaces. The impact strength of un-notch nanocomposites was reduced by 3% since the Nano-SiO2 content increased which resulted from the accumulation of poorly distributed Nano-SiO2 in the matrix. The water absorption and thickness swelling of the WPC are reduced in the presence of Nano-SiO2, while increasing the Nano-SiO2 content significantly promoted the above quantities. Having significant contribution to the production of the composite with excellent physical and mechanical properties for industrial use, reduced water absorption and thickness swelling of WPCs triggered by Nano-SiO2 content may serve as a useful strategy to mitigating current challenges faced by application of WPCs
The MHT treatment in WPCs processing led to increased flexural strength and modulus while decreased water absorption and thickness swelling. The improvement in the strength could be attributed to the application of MHT, which reduces the viscosity of the polymeric matrix with full fiber coverage during operation. This enhances the movement between the fiber surface to the volume leading to the formation of the stress-free interface around the fibers. Moreover, this behavior leads to filling the pores at the matrix surface which further reduces the adsorption of water and thickness swelling. The SEM photomicrographs results showed good distribution of 2 wt% Nano-SiO2. However, by increasing the Nano-SiO2 content to 3 wt%, we observe that Nano-SiO2 particles are inappropriately distributed and accumulated in the composite. This results in the formation of stress concentration points that reduce the impact strength of the nanocomposites studied. Triggered by MHT, it suggests that the surface area of the matrix improves, resulting in better coverage of the fiber in the matrix with improved flexural strength and modulus.
Finally, our results indicated a significant contribution of Nano-SiO2 on the WPC composites. Also we found that the microwave-treated nanocomposite with 3 wt% Nano-SiO2 possesses the highest elasticity modulus and strength as well as the lowest water absorption and thickness swelling. The highest impact strength belongs to the untreated composites with no Nano-SiO2 involved.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.