
Abstract
In this work the self-healing coating of high ammonia natural rubber latex (HANRL) consisting of dynamic reversible metal thiolate ionic network was successfully developed. The objective of this investigation was to compare the healing performance of woven, non-woven, hydrophobic cotton and polypropylene (PP) fabric coated with self-healing HANRL. The self-healing woven cotton revealed excellent results based on mechanical performance, healing performance, morphological properties and breathability of fabric. Meanwhile, the healing performance of woven cotton based on mechanical strength; tensile strength, elongation at break, tear strength and puncture strength were 93.5%, 89%, 93% and 98% respectively compared to other fabrics. These results were supported by scanning electron microscopy (SEM), as the HANRL coating has properly wetted and deposited on the woven cotton. The air permeability of cotton fabric was found to reach higher permeance compared to synthetic PP fabric. Therefore, self-healing cotton fabric is expected to benefit from this technology in a novel manner.

Introduction
According to a study by The Business Research Company on the fabrics market and its global industrial textile overview 2020 revealed that the significant expansion of fabric markets can be attributed to the remarkable growth in automotive industries, the emergence of consumer demand and urbanization. 1 As a result, the growth of the textiles market is expected to be boosted during the forecast period by the development of retail in advanced nations, which will also provide global product marketing opportunities. There are numerous types of fabrics including knitted, non-woven, and woven. 2 These distinctive fabric constructions have captured interest across a broad range of applications, including electromagnetic interference (EMI) shielding fabric, 3 protective clothing 4 and self-healable fabric. 5
However, fabrics’ resilience and sustainability have been a source of debate. Since several damage agents, including pH, 6 temperature, 7 ultraviolet (UV) radiation, abrasion, and others, might harm fabrics. Hence significant effort has been made to increase their service lifetime. 8 In order to safeguard against degradation or harm, and possibly restore or substitute its original characteristics, numerous treatments are employed in the field of textiles. In addition to traditional coating techniques, smart coatings are receiving more attention in order to meet these expectations. 9 Moreover, very less investigation have been reported on self-healing coating on fabric 8 especially in development of self-healing fabric based on intrinsic mechanism. At present, the primary approach for preparing self-healing coatings revolves around the utilization of polybutadiene rubber (BR), 10 bromobutyl rubber (BIIR) 11 and carbolyxated styrene-butadiene rubber (XSBR). 12 This reversibility of rubbers and self-healing abilities have been well studied, but the self-healing ability needs external stimulation to commence the healing process. Additionally, despite these positive test findings, the majority of self-healing rubbers designed have not been able to meet the requirements of end uses, most likely as a result of the related reversible network’s long-term stability in synthetic rubbers.
Moreover, the development of new material with high levels of performance is currently the focus of research. 13 The concept of self-healing, which refers to the inherent ability of materials or networks to repair themselves, has become increasingly popular in various industries, especially in relation to fabric applications.14,15 Generally, self-healing polymeric materials can be classified into two systems; intrinsic and extrinsic. 7 Extrinsic system involve the introduction or pre-embedding of healing agent components into a matrix material via a variety of structures, including microcapsules,16,17 fibers18,19 or capillaries.20,21 In comparison, intrinsic self-healing of polymer matrix also has a dormant capability that causes damage to be restored by hydrogen bonds, thermal reversible reactions, molecular diffusion, ionomer configurations and entanglements.22,23 Hence, the emergence of self-healing materials for fabric coating is regarded as a promising prospect for advancing new technologies in the realm of smart clothing, making it an important focus of this study.24,25 Self-healing fabric coating has been enormously used in various industrial applications such as construction, automotive and aerospace due to its excellent properties such as to prolong materials lifetime, enhance safety of products and reduce replacement costs.6,7 Self-healing coating on fabric which is also called as smart coating due to its ability of material to repair itself automatically when exposed to damage and making them suitable for long-term use in woven and non-woven fabrics. 9
On top of that, natural rubber latex (NRL) is a biopolymer that occurs naturally and is extracted from the rubber tree Hevea brasiliensis. It is found as a milky colloidal suspension and is indigenous to the Amazon region of South America. 26 In facts, NRL with an ammonia preservation cannot be applied as raw materials. Pre-vulcanized latex is a convenient raw material for the manufacture of thin film products such as gloves, condoms and other medical products since the rubber chains inside each NR particle must be pre-vulcanized or partially cross-linked to boost the film hardness and tensile strength. Therefore, pre-vulcanization of NR latex is necessary in the initial stage to attain an optimal state for subsequent process. Besides, the creation of ionic connections in rubbers has recently been shown to be another effective method for turning conventional rubber into self-healing rubber. 27
Thajuddin et al. showed the remarkable result of mechanical properties of self-healing natural rubber based on reversible metallic ion networks employing Zn2+ to build a reversible ionic network with self-healing properties. They stated that the self-healing efficiency of material increases 60% of the materials lifespan. 28 In addition, natural rubber is known to be non-polar and the absence of functional groups that can undergo reversible physical or chemical interactions. This poses significant challenges in the development of self-healing rubber-based materials, particularly at room temperature. In our previous work, we have successfully prepared and characterized the self-healing natural rubber latex films with different zinc thiolate (ZT) content. The results revealed that HNRL/DCP/30 ZT was able to recover its initial properties after the broken sample was brought in contact with each other. The healing efficiency for tensile strength, elongation at break and tear strength were obtained at 93.77%, 98.77% and 89.50%, respectively. 29
Due to positive outcomes from previous research, we have expended this idea to self-healing fabric. 29 In this research, self-healing natural rubber latex consisting of reversible ionic network between zinc thiolate and natural rubber chains in the presence of dicumyl peroxide (DCP) was successfully developed. In the current work, the feasibility of the self-healing coating was investigated by impregnating the coating on the woven, non-woven, hydrophobic cotton and synthetic PP fabric.30,31 The optimum formulation, processing methods, healing mechanisms, characterization of self-healing coating and healing efficiencies will be further investigate.
Methodology
Materials
Woven cotton fabric, non-woven cotton fabric, hydrophobic cotton fabric and synthetic polypropylene fabric were investigated in this research. The fabrics morphology is shown in Figure 1. High-ammonia natural rubber latex (HANRL) was provided by Zarm Scientific & Supplies Sdn. Bhd. (Penang, Malaysia). Zinc oxide (ZnO), zinc thiolate (ZT), oleic acid (OA), potassium oleate (PO) and potassium hydroxide (KOH) were supplied by Bendeson Laboratory (Johor, Malaysia) and dicumyl peroxide (DCP) was acquired from Sigma-Aldrich Ptd. Ltd. (Malaysia). SEM micrograph (a) woven cotton fabric, (b) non-woven cotton fabric, (c) hydrophobic cotton fabric (d) synthetic polypropylene fabric.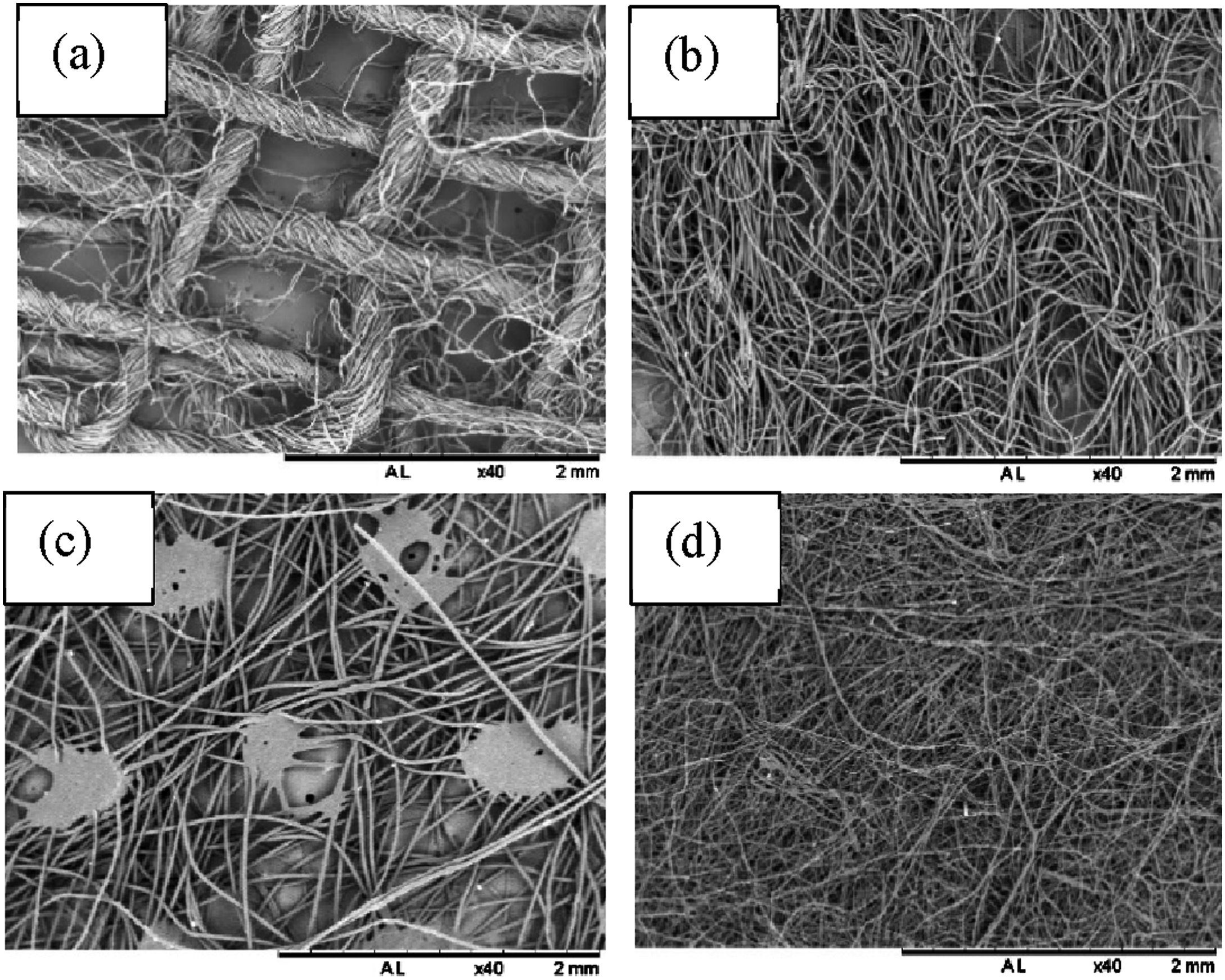
Preparation of self-healing HANRL fabrics
Formulation of self-healing latex with various ZT content.
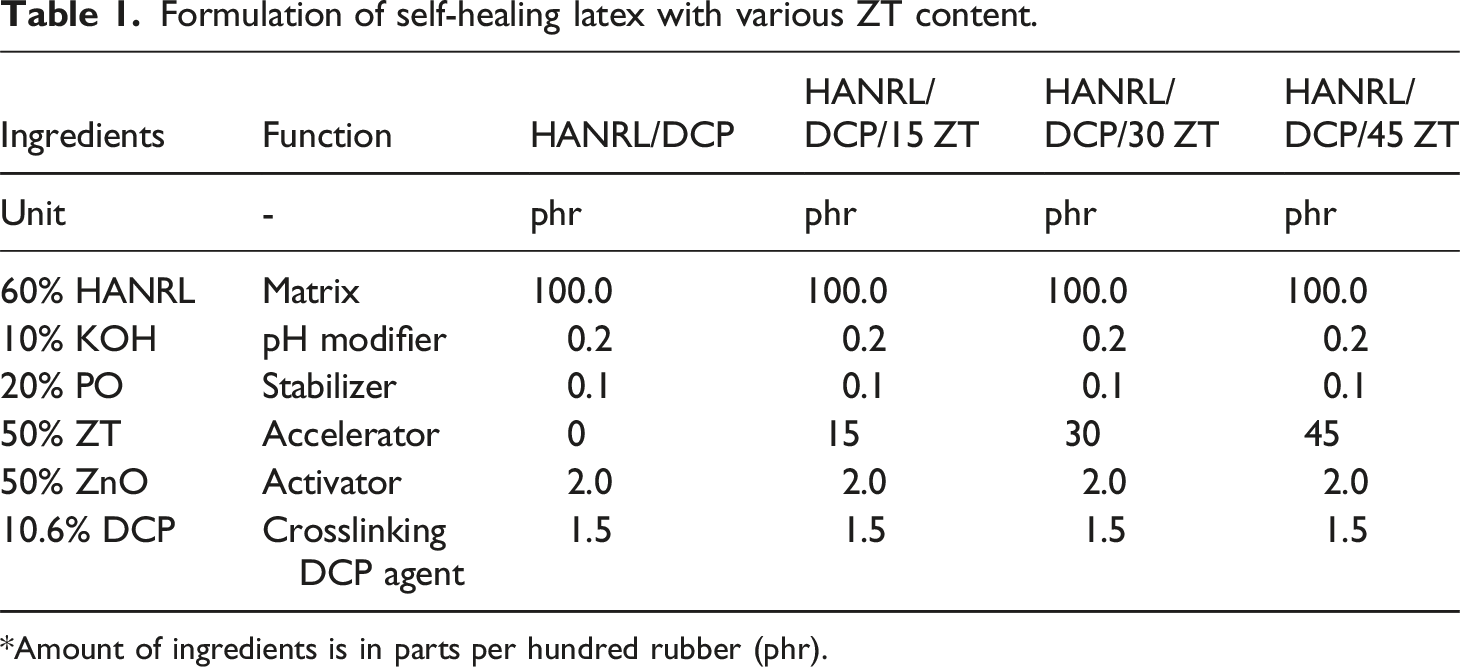
*Amount of ingredients is in parts per hundred rubber (phr).
Table 1 shows the formulation to prepare and compound self-healing HANRL with varying amount of ZT contents. Based on the formulation, the compounding ingredients were calculated and measured with a total mass of 500g. The compounding ingredients are then added in sequence of pH modifier (KOH), stabilizer (PO), accelerator (ZT) dispersion, activator (ZnO) dispersion and DCP emulsion into HANRL. After all ingredients have been added, the self-healing HANRL is stirred homogenously up to 30 minutes at ambient temperature by mechanical stirrer. After being compounded, the latex is matured for 24 hours at room temperature to allow the diffusion of all ingredients. Maturing method used is similar with previous work reported elsewhere.15,16 It would also be expected that maturing the latex compound at room temperature would prevent deionization of Zn2+ ions in zinc thiolate molecules for better formation of metal thiolate ionic network during curing process of self-healing HANRL. In our previous work, we have discussed the optimum condition for fabric coating and selected the compounding ingredient of HANRL/DCP/30 ZT based on it. 29
Next for fabric’s coating method, the fabric was first dipped in the coagulant tank for 30 seconds. Then the fabric was continued to air dry in room temperature for 10 minutes. Subsequently, the fabric was dipped into the self-healing HANRL for 30 seconds. The coated fabric was placed inside oven for post-curing at 120°C for 40 minutes which is then followed by cooling at room temperature for 24 hours. The fabric was tested with different type of fabrics (woven cotton fabric, non-woven cotton fabric, hydrophobic cotton fabric and synthetic polypropylene fabric) in order to examine the characterization and assess the performance and healing efficiency of self-healing fabric.
Characterisation of self-healing performance on HANRL fabrics
Scanning electron microscopy
Scanning electron microscopy (Hitachi TM 3000) was utilised to investigate the morphology of the fractured and recovered surfaces of the self-healing fabric at 15 kV accelerating voltage. The samples were positioned on aluminium stub and sputter-coated using gold-palladium in a vacuum prior to inspection. The surface morphology of the fractured areas before and after healing were observed to determine the relationship between healing efficiency and the morphological structure. The experiment was repeated in different type of fabrics of self-healing HANRL.
Tensile strength
The tensile strength and elongation at break of self-healing HANRL fabrics were observed both before and after healing to assess their mechanical strength. These observations were then used to evaluate the healing efficiency of the fabrics. The healing efficiency of self-healing HANRL fabrics was calculated using equation (1); where 
For self-healing HANRL coating fabrics, tensile testing was conducted using dumbbell-shaped samples. At room temperature, the fabrics are tested at a crosshead speed of 10 mm/min. After failure, the shattered surfaces (before healing) in Figure 2(a) were carefully brought together (after healing) as shown in Figure 2(b) and left to recover for 24 hours. The fabrics were subsequently retested under the same conditions after healing process had been accomplished at room temperature. The pre- and post-healing test findings were then compared and analysed. The experiment was repeated in different type of fabrics of self-healing HANRL. The healing efficiency of self-healing HANRL fabrics were calculated using equation (1). Self-healing fabric (a) before healing (shattered surface) and (b) after healing as shattered surfaces were brought together.
Tear strength
Tear strength of self-healing HANRL fabrics were evaluated with Instron 3366. The fabrics were cut in trouser shape for further testing. The fabrics were tested at room temperature and the crosshead speed was adjusted to 10 mm/min. After failure, the fragmented fabric surfaces were pushed together and left to heal at room temperature for 24 hours. The experiment was repeated in different type of fabrics of self-healing HANRL. The healing efficiency of self-healing HANRL fabrics were calculated using equation (1).
Puncture strength
The puncture resistance of the fabric is determined by measuring the force required to penetrate each sample in a puncture test. The puncture properties of the samples are evaluated at 10 mm/min crosshead speed. After failure, the fractured samples were placed together and gently pressed before undergoing the healing process for 24 hours at room temperature. After the samples had healed, they were retested using the same method. The pre- and post-healing results were then analysed. The experiment was repeated in different type of fabrics of self-healing HANRL. The healing efficiency of self-healing HANRL fabrics were calculated using equation (1).
Air permeability test
The air permeability of fabrics was determined using Permeation Test RIG. The studies were carried out in a stainless steel cross-flow membrane cell. Two removable circular chambers were held together through six screws. The feed and retention streams were connected to the top part. The effective area of the fabrics samples was 19 cm2 . The difference pressure was set to 30 psi. At 25°C and 1 bar, the fabric sample pressure-normalized fluxes for pure N2 were measured. The average values of each sample was calculated and analyzed. The permeance or pressure-normalised flux which flows through the fabric was calculated using equation (2); where Q is the measured volumetric flow rate (at standard pressure and temperature) of the permeated gas (cm3 (STP)/s), p is permeance, l is membrane thickness (cm), A is the effective membrane area (cm2) and 
Results and discussion
Characterisation of the effect self-healing HANRL coating on different type of fabric
In this section, the morphological changes of four different type of fabrics (woven, non-woven, hydrophobic cotton and synthetic fabric) were investigated after coated with the self-healing HANRL. SEM images were photographed and shown in Figure 3. Figure 3(a1–d1) represent the SEM images of neat fabrics before coated with self-healing HANRL while Figure 3(a2–d2) illustrates SEM images of fabrics after coated with self-healing HANRL respectively. As can be seen, the smooth and spotless surface at the fabric fibre is a characteristic of neat fabrics for woven cotton, non-woven cotton, hydrophobic cotton, and synthetic PP fabric. In addition, there were randomly oriented and also a lot of gaps between the fibres were observed. SEM micrograph of (a1-a2) neat and coated woven cotton fabric respectively, (b1-b2) neat and non-woven cotton fabric respectively, (c1-c2) neat and hydrophobic cotton respectively and (d1-d2) neat and coated PP fabric at (×2000 magnification).
However, after coated with self-healing HANRL on the fabrics as shown in Figure 3(a2, b2 and d2), the fibers of fabrics become rough and the self-healing HANRL coating materials were clearly visible on the surface on fabric. Figure 3(a2) displays a uniform coating of self-healing HANRL over each fiber of the fabrics, and clusters of HANRL particles can be observed within the fabric network. While for Figure 3(b2 and d2) shown the clusters of self-healing HANRL particles can be seen over the surface of these fabrics. As can be observed from the SEM images, the emergence of latex particles on the fibers shows that, which is actually show the well coated fabric and thus achieving self-healing functioning, according to high magnification images.
In comparison to Figure 3(c2), SEM photograph for hydrophobic fabric shows the fibers were less coated with the coating material. Besides, there were also less deposition of self-healing HANRL over the fibers compared to others. This can be explained by the nature of hydrophobic cotton as the material resist to penetration of water with extremely low absorbency. The self-healing HANRL was not wetted accordingly on the hydrophobic cotton as the hydrophobic surface is low affinity towards the self-healing HANRL. This is the reason the deposition self-healing HANRL is less invisible in the SEM images compared to other fabrics.
To support the above findings, the morphological properties of after self-healing structural analysis also has been examined for different type of fabrics in Figure 4. The SEM images were observed after the damage section was overlapped together as been highlighted in red oval shapes. Figure 4(a), (b) and (d) photograph the after healing of fabrics (woven cotton fabric, non-woven cotton and PP fabric) after have been overlapped together and healed in the teared section. As can be observed, the damage was completely healed compared to Figure 4(c). The SEM images shown that it appears that the fracture surface of the material exhibited full recovery without any noticeable gaps. This suggests that intermolecular surface diffusion occurred at the contact surfaces, resulting in the reconstruction of metal ionic crosslinks. The process of intermolecular surface diffusion involves the movement of molecules or atoms across the fracture surface, allowing for the reconnection of the broken bonds. In this case, the metal ionic crosslinks within the material were re-established through this diffusion process. The reconnection of these crosslinks forms a reversible ionic network, which contributes to the healing of the material.
32
By restoring the crosslinks, the material can regain its structural integrity, mechanical strength, and other properties that might have been compromised due to the initial fracture. This can be support by result from Figure 3(a2, b2 and d2). Morphological properties of after healing structural of (a) woven cotton fabric, (b) non-woven cotton fabric respectively, (c) hydrophobic cotton and (d) coated PP fabric at (×40 magnification).
Figure 4(c) shows a different outcome compared to the other figures, specifically regarding the hydrophobic cotton material. In this case, the teared sections of the hydrophobic cotton did not fully recover, resulting in a visible gap between the healing sections. The reason for this incomplete recovery can be attributed to the low affinity between the hydrophobic cotton and the self-healing material, as shown in Figure 3(c2). The hydrophobic nature of the cotton fabric hinders the proper coating and adhesion of the self-healing material, leading to a less effective healing process. Figure 3(c2) likely demonstrates the reduced coating of the self-healing material on the hydrophobic cotton fabric, supporting the notion that the hydrophobic cotton has a lower affinity for the self-healing hydrogel, which results in insufficient coverage and poor healing performance. As a result, the incomplete recovery and visible gap observed in Figure 4(c) are indicative of the limitations of the self-healing process on hydrophobic cotton due to the reduced coating and the consequent inability of the self-healing material to effectively bridge the teared sections.
The effectiveness of self-healing fabrics was assessed quantitatively by examining their tensile properties and the healing efficiency of various fabric types was investigated to analyse the impact of the self-healing HANRL coating. The tensile strength of woven cotton, non-woven cotton, hydrophobic cotton and PP fabric before and after healing was tabulated in Figure 5. As can be seen, woven cotton has highest tensile strength of before healing (31 MPa) and after healing (29 MPa) compared to non-woven cotton, hydrophobic cotton and PP fabric. The tensile strength before healing of non-woven cotton, hydrophobic cotton and PP fabrics were 29 MPa, 27 MPa and 20 MPa respectively. After each fabric was imposed to tensile damage, the broken samples were in contact to each other to evaluate the tensile strength after healing. The tensile strength after healing of non-woven cotton, hydrophobic cotton and PP fabric were 25 MPa, 20 MPa and 18 MPa respectively. High tensile strength of woven cotton was due to the arrangement of fabric’s fiber. Tensile strength of self-healing HANRL at different type of fabrics.
In general, woven cotton exhibits higher strength compared to non-woven cotton, hydrophobic cotton, and PP fabric. This is attributed to the structure of woven cotton fabric, which consists of multiple individual fibers and yarns. Even a slight distortion in one part of the fabric can result in a complex series of movements throughout the rest of the fabric. Due of the non-Hooken when the woven cotton undergo tensile damage, behaviour both of fibres and yarns during deformation, this situation is extremely difficult. 33 Primary and secondary bonds expand and undergo shear stress during the initial stages of loading in amorphous parts. The majority of the extension recovered if an external force stops applying at this point, and the material exhibit elastic properties. If the loading is constant, the materials deform plastically. 34 The dissociation of secondary bonds results in a reciprocal rearrangement of long chains of molecules. Rearranging the molecules’ reciprocal positions improves a material’s capacity to withstand further loading. Finally, if the loading continues, a break formed.17,18
The tensile strength of hydrophobic cotton and PP fabric also decreased after being coated with self-healing HANRL. This can be attributed to the nature of hydrophobic cotton, which repels water, resulting in low wettability of the self-healing HANRL on the fabric surface. Supporting this observation, SEM images of hydrophobic cotton showed less HANRL deposition on the fabric fibers, which contributed to lower tensile strength. As for synthetic PP fabric, it exhibited the lowest tensile strength both before and after healing. This can be attributed to the random pattern of fiber connection in the fabric, where the fibers overlap each other. 35 The random orientation of fibers in PP fabric leads to weaker structural integrity and increased susceptibility to tearing. The absence of organized arrangement causes the strands to be loosely held together, resulting in a reduction in tensile strength.
The self-healing efficiency of woven cotton, non-woven cotton, hydrophobic cotton and PP fabric were 93.5%, 86.2%, 74.0% and 91.1% respectively. As can be observed from Figure 5, woven cotton has the highest healing efficiency compared to others. The woven cotton was expected to heal themselves after healing process for 24 hours. As the fabric was break due to loss of strength to elongates, the damage of fabric was overlapped together for healing process. The healing efficiency of self-healing HANRL coating is significantly enhanced in woven cotton samples due to their favourable wettability. The proper adhesion and interaction between the self-healing HANRL coating and woven cotton fabric result in improved healing capabilities, surpassing the healing efficiency observed in other samples.
Elongation at break is the change in fabric length or width at breaking force which is expressed in percentage.
36
Elongation at break of before healing and after healing and healing efficiency of different type of fabrics (woven cotton, non-woven cotton, hydrophobic cotton and PP fabric) are demonstrated in Figure 6. As can be observed from the graph, elongation at break of woven cotton showed the highest elongation at break before healing (32.5%) and after healing (28.8%) compared to other fabrics. The higher value of elongation at break in woven cotton fabric can be attributed to its typical plain weave structure, which allows the fabric to stretch more compared to other fabric types. This inherent characteristic of woven cotton fabric in the plain weave direction enables greater elongation before reaching the breaking point. Woven cotton fabric possesses inherent interlacing between its fibers, allowing it to exhibit greater elongation. In contrast, other fabric types such as non-woven cotton, hydrophobic cotton, and PP fabric have randomly spread fibers, as observed in SEM images. This difference in fiber arrangement contributes to a decrease in elongation at break. Specifically, the elongation at break values before healing followed the order of non-woven cotton (30%), hydrophobic cotton (28%), and PP fabric (25%). After healing, the trend continued with values of 26% for non-woven cotton, 23% for hydrophobic cotton, and 21% for PP fabric. Elongation at break of self-healing HANRL at different type of fabrics.
The self-healing healing efficiency of woven cotton, non-woven cotton, hydrophobic cotton and PP fabric were 89%, 86%, 82% and 84% respectively. Woven cotton showed the highest elongation at break compared to another sample and hydrophobic cotton exhibited the lowest healing efficiency. The lowest healing efficiency is attributed to the poor adhesion of self-healing HANRL to the fabric’s surface coating. This inadequate bonding between the self-healing material and the fabric inhibits the effectiveness of the healing process, resulting in reduced healing efficiency. SEM analysis further supports this observation by revealing a low deposition of self-healing HANRL on the fabric fibers. As a result, the decrease in elongation at break can be attributed to poor wetting and dispersion of the latex, leading to higher stress concentration points. This finding aligns with the results obtained for the tensile strength of different fabric types.
Tear strength and healing efficiency of different type of fabrics were investigated to study the influence of self-healing HANRL coating. The tear strength of woven cotton, non-woven cotton, hydrophobic cotton and PP fabric before and after healing was presented in Figure 7. Similarly, tear strength of woven cotton in both before healing (145 N/mm) and after healing (136 N/mm) were found to be higher compared to non-woven cotton, hydrophobic cotton and PP fabric. In coated fabric the tear strength before for non-woven cotton, hydrophobic cotton and PP fabric were 110 N/mm, 100 N/mm and 41 N/mm while for after healing, the result of tear strength were 98 N/mm, 86 N/mm and 36 N/mm respectively. In contrast to fabrics made with staple fibre such as non-woven cotton, hydrophobic cotton and PP fabric, the woven cotton has a higher strength due to the plain weave construction of its fibres, which allows yarns to move around while being woven together.
37
Tear strength of self-healing HANRL at different type of fabrics.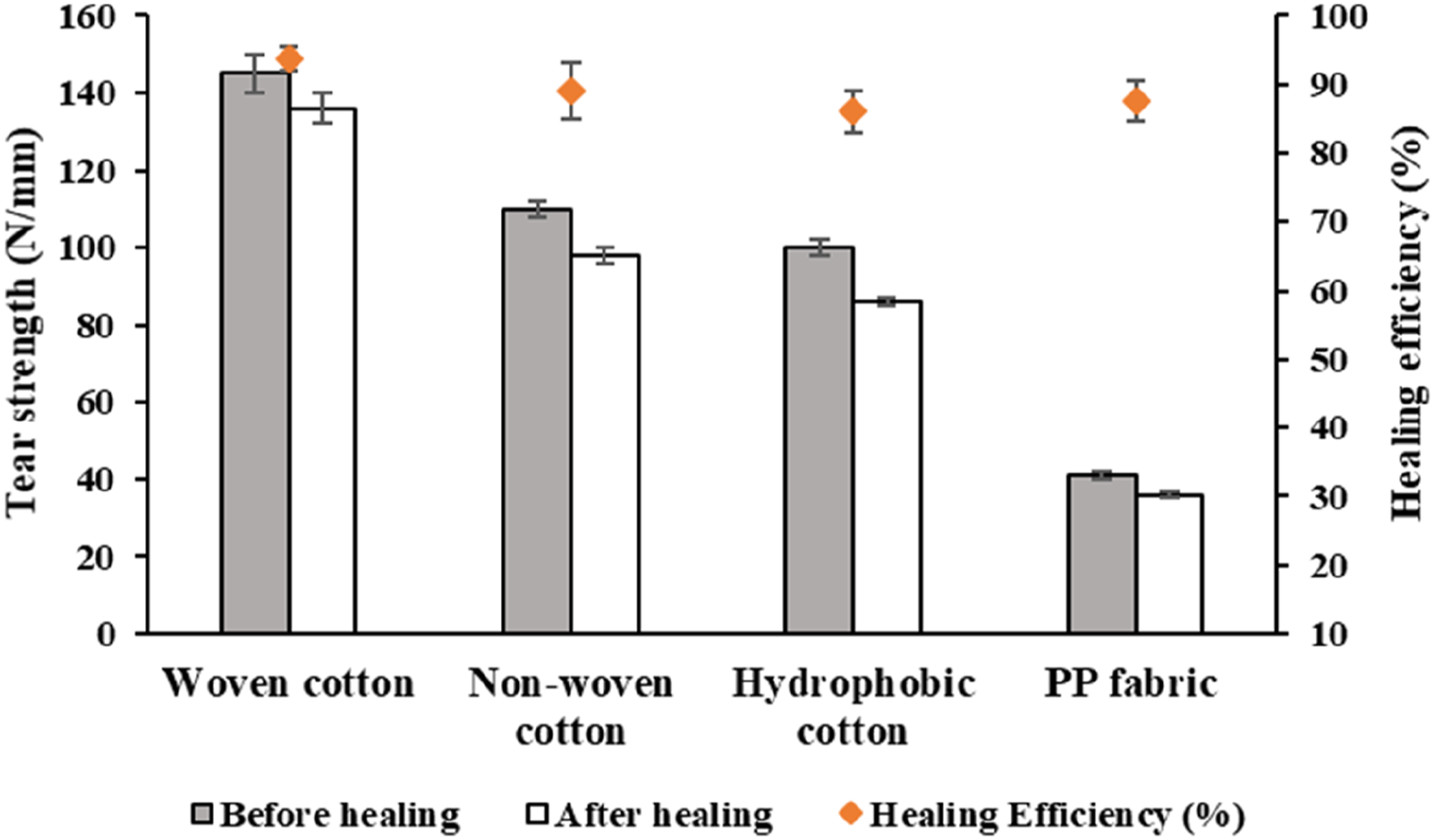
When the loads on the tails are first applied during a tongue tear test, the cross yarns pull out of the fabric and transform into del yarns. The crimp is then removed from both sets of yarns near the del, and crimp exchange takes place inside the untorn fabric. The untorn fabric in front of the del then jammed in the tear-direction. Longer del yarns and a higher tear strength arise from longer del as the cross yarns pull out of the fabric more readily. 37 The self-healing healing efficiency of woven cotton, non-woven cotton, hydrophobic cotton and PP fabric were 93%, 89%, 86% and 88% respectively. Woven cotton exhibited the highest healing efficiency, which can be attributed to the strong ionic connection between the severed surfaces. The nature of woven cotton fabric allows for better alignment and contact between the broken edges, facilitating effective healing and enhanced healing efficiency. 38 The lowest healing efficiency was observed by the hydrophobic cotton suggested due to the improper development ionic cluster in the rubber matrix. As can be observed from SEM images, the hydrophobic cotton revealed the poor wettability between self-healing HANRL and surface coating.
Puncture strength and healing efficiency of different type of fabrics were investigated to study the influence of self-healing HANRL coating. The puncture strength of woven cotton, non-woven cotton, hydrophobic cotton and PP fabric of before and after healing was given in Figure 8. As can be seen from the graph, puncture strength of woven cotton was the highest in before healing (4.85 N) and after healing (4.75 N) compared to other fabrics. The high healing efficiency observed in woven cotton fabric is attributed to the yarns and fibers’ ability to restrict motion while maintaining their original configuration and arrangement within the fabric. This characteristic ensures that the broken surfaces can be brought back into close proximity, promoting effective healing and resulting in a higher healing efficiency compared to other fabric types.
39
Before healing, the puncture strength of the non-woven cotton, hydrophobic cotton, and synthetic fabric were recorded as 2.22 N, 1.48 N, and 0.9 N, respectively. For the after healing the puncture strength of non-woven cotton, hydrophobic cotton and synthetic fabric were 1.7 N, 1.4 N and 0.85 N respectively. Puncture strength of self-healing HANRL at different type of fabrics.
The structure of fabric also gives the distinct result to the puncture strength. The increasing of puncture strength of woven cotton due to its own plain structure of fabric. The puncture resistance characteristic of plain fabrics is greater other samples because of the plain structure also has more interlacing points as well as the slipping of the plain fabric is smaller than others. 40 Generally, puncture strength of the after healing decrease compare to before healing process. The PP fabric exhibited the lowest puncture strength among the tested fabrics. This lower value of puncture strength can be attributed to the self-healing HANRL film’s inability to fully restore its original properties during the healing process. The healing efficiency of the self-healing film on the PP fabric is comparatively limited, resulting in a lower puncture strength compared to other fabric types. The self-healing efficiency of woven cotton, non-woven cotton, hydrophobic cotton and PP fabric were 98%, 77%, 95% and 94%. Woven cotton demonstrated the highest healing efficiency among the tested fabrics. The inherent properties and structure of woven cotton, including its interlacing yarns and fibers, contribute to better alignment and contact between the severed surfaces. This strong cohesion enables effective healing and enhances the overall healing efficiency of woven cotton fabric compared to other fabric types. The properties of fabric structure of woven cotton and the intermolecular diffusion of reversible ionic bonding enhance the mode of healing. As the probe penetrate the fabric, the yarns close to the tip to bend, significantly increasing the contact area and restrict force on the strands. The puncture resistance of the fabrics was found to be significantly impacted by the friction between the probe and the fibres in earlier investigations. 40
In order to study the breathability of the coated fabrics with self-healing HANRL, air permeability test was carried out to investigate gas flow rate passing through the coated fabrics. The evaluation of air permeability for different type of fabrics is depicted in Figure 9. As can be observed from the graph, the air permeability of woven cotton, non-woven cotton, hydrophobic cotton and PP fabric were 3.8, 4.18, 1.65 and 2.5 [(cm3/cm2scmHg) x10−6] respectively. The air permeability of fabric was discussed with respect to the fabric properties. The non-woven cotton fabric exhibited the highest air permeability among the tested fabrics. This can be attributed to the random arrangement of fibers in non-woven cotton, where the fibers are not tightly attached in a structured pattern. As a result, there are gaps between the bonded fibers, allowing for a higher rate of gas flow. In contrast, woven cotton fabric has a tightly woven arrangement of individual fibers, which reduces the presence of gaps between the fibers and restricts the airflow across the fabric. Consequently, woven cotton fabric exhibits lower air permeability compared to non-woven cotton fabric. Air permeability of self-healing HANRL at different type of fabrics.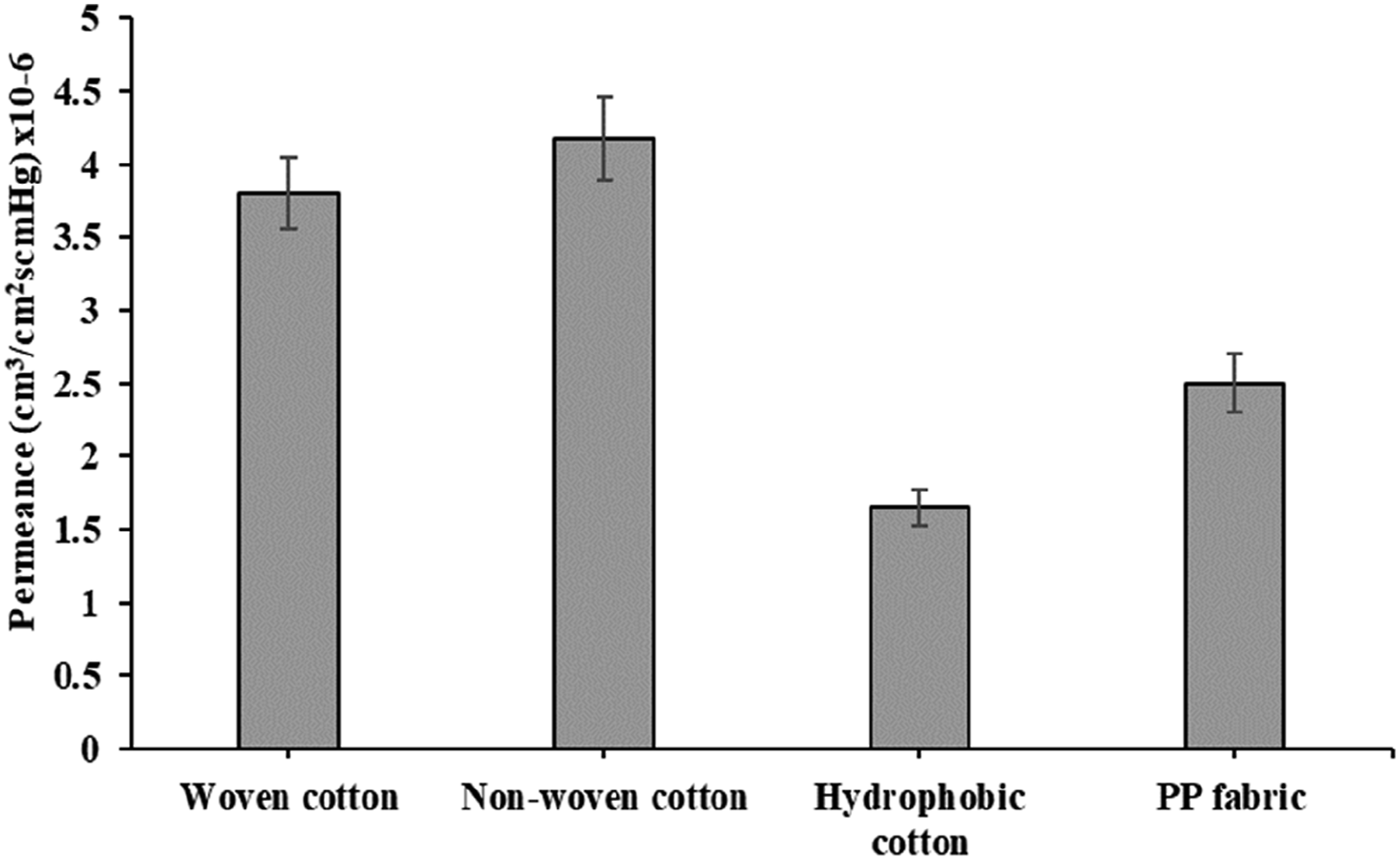
The hydrophobic cotton showed lowest air permeability compared to other fabrics. This could be explained due to the presence of hydrophobic coated layer on existing fiber prior to self-healing HANRL coating. The addition of a hydrophobic latex coating on the fabric leads to a reduction in gas flow permeability. The hydrophobic coating creates a barrier that hinders the passage of gas through the fabric. As a result, the presence of the latex coating decreases the overall gas flow rate across the fabric, limiting its permeability to gases. As a result, compared to other fabrics, it had the lowest air permeability. Indeed, it is interesting to note that despite both non-woven fabric and PP fabric having randomly oriented fiber arrangements, the air permeability of PP fabric is lower than that of non-woven fabric. The difference in air permeability can be attributed to various factors, such as the specific composition of the fibers, their surface characteristics, and the overall density of the fabric. These factors can influence the size and number of gaps or spaces between the fibers, which in turn affect the ease with which air can pass through the fabric. Although both fabrics have random fiber arrangements, the specific characteristics of the fibers and the overall fabric structure can result in different air permeability properties. This is due to the reason that the non-woven cotton was originally from natural fiber which induces good breathability compared to PP fabric which was made by synthetic fiber. 41 This describe the reason of synthetic PP fabric has less air permeability than non-woven cotton.
Conclusion
This study proposed a novel method of fabricating intrinsically self-healing natural rubber latex-coated fabric that has the ability to self-repair and regain its properties at room temperature. The strategy requires vulcanizing zinc thiolate on rubber molecular chains utilising a controlled DCP-induced vulcanization process to create a network of reversible ionic crosslinks. This section was done to study the self-healing performance of different type of fabrics. Overall, all of the coated fabrics demonstrated good performance and exhibited excellent self-healing capability. The coating process enhanced their performance characteristics and contributed to their remarkable ability to heal themselves. The results indicate that the incorporation of self-healing materials has positively impacted the overall functionality and durability of the fabrics. Woven cotton fabric demonstrated excellent self-healing performance in terms of mechanical properties when compared to non-woven cotton, hydrophobic cotton, and PP fabric. The tensile strength, elongation at break, tear strength and puncture strength were recovered at 94%, 89%, 93% and 98% respectively when the damage sample was brought into contact with a minor overlap at room temperature. To support this finding, SEM image showed that after the fabrics were coated, the fibers become rough and deposited HANRL was clearly visible. The homogenous coating was clearly seen in throughout the fiber in woven cotton. Finally, air permeation was also measured to examine the rate flow of gas passing through the coated fabrics in order to examine the breathability of the coated fabrics with self-healing HANRL. Non-woven cotton fabric shown the highest air permeability compared to other fabric. Ultimately, the self-healing fabrics produced in this study provide an innovative, creative, and effective way to utilize natural rubber in the production of smart fabrics. Overall, the self-healing fabrics developed in this study offer a new, smart and efficient use of natural rubber for the fabrication of smart textiles.
Footnotes
Acknowledgments
The authors wish to acknowledge the Ministry of Science, Technology and Innovation Malaysia for the DANA PEMBANGUNAN TEKNOLOGI 2,TED2 (MOSTI) :TEF11231262
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Ministry of Science, Technology and Innovation Malaysia for the DANA PEMBANGUNAN TEKNOLOGI 2,TED2 (MOSTI) :TEF11231262.