
Abstract
The need for innovative fabrics has rapidly increased in recent years, owing to their cost effective with good aesthetic and comfort properties. Seersucker fabrics are cost effective fabric structure with good aesthetic and comfort properties produced by modification in material or in fabric structures. The main purpose of this research work is to develop seersucker fabric on interlock machine through using different yarns and stripes height. Puckering effect on knitted fabric obtained using elastane covered yarn with simple cotton yarn and relaxation of elastane made the cotton yarn produce a puckering effect. Different seersucker fabrics were produced by changing tube size with the help of change in stripe height and using different yarn combinations on the back side (i.e. cotton covered elastane, spun polyester, and cotton) of the fabric. The seersucker knitted fabric were subjected to different tests such as mechanical testing that is fabric stretch, tactile comfort and thermophysiological comfort, that is, thermal resistance and air permeability test. The test results concluded that the seersucker interlock knitted fabric gives good comfort and aesthetic properties.
Keywords
Introduction
A flimsy, lightweight mostly striped, puckered, crimped or wrinkled appearance produced by bunching together of some fibers or yarn is known as seersucker fabric used in clothing for spring and summer wear. Initially it was manufactured through weaving technique but later knitted seersucker fabrics were also produced.1,2 Malgorzata Matusiak investigated the comfort properties of woven seersucker fabric and concluded that developed seersucker fabrics ensure high physiological comfort due to good human body ventilation and more stripe height of these fabrics increase moisture transportation in the fabric. 3 Knitting and weaving of seersucker fabrics is done in such a manner that some yarns or threads pack together, giving the fabric a wrinkled appearance in places. This texture helps to keep the fabric away from skin which creates area between skin and fabric that improve heat dissipation and air circulation, which makes seersucker a great fabric for summer. 4 These crinkled appearances can be created by use of lycra yarn in a randomized pattern or by use of a different type of yarn. Use of lycra in any specific part of a fabric causes it to decrease its dimension ultimately makes the fabric more compact but stretchable also. 5 Olena Kyzymchuk and Liudmyla Melnyk suggest that linear density of inlay yarn and its tension are the main parameters to engineer the elastic properties of knitted fabric. 6 Surface evenness in knitted fabric can be created by use of a bi-component helical twisted yarn which is visible in greige fabric. 7 Different yarn and fabric parameters are engineered to optimize the comfort and other required properties of knitted and of woven fabrics by different researchers.8–11 Yarns types and parameters of the structure of knitted fabric have impacts on water vapors and air permeability, and also property of diffusion ability of fabric. 12 Increase in yarn twist and yarn count causes thermal resistance and water vapor permeability values to decrease in 1×1 rib knitted fabrics. 13 Interlock and 1×1 rib fabrics have a remarkably high thermal conductivity and thermal resistance value. Single jersey fabrics have higher relative water vapor permeability values than 1×1 rib and interlock fabrics, and give a warmer feeling with lower thermal absorptivity values. 11 The thermal resistance values of interlock fabric observed maximum followed by the rib and plain fabrics. The air permeability and water vapor permeability values were higher for plain fabric as compared to those values of rib and interlock fabrics. 4 In weaving, puckered stripe is produced by keeping loose tension of warp yarns as compared to flat stipe yarns. Same mechanism of seersucker is used in knitting by changing tension of course according to the stripe height of the puckered and flat. This tension of yarn in fabric stripes is also varied by using elastomeric yarns. Mostly 100% cotton yarn is used for producing comfortable seersucker fabric. Less ironing is required in seersucker fabric and common items of clothing made from seersucker include garments, suits, shorts, shirts, and robes. 4 Waqas Ashraf et al. developed seersucker knitted fabric on a single cylinder weft knitting machine using plain jersey structure. Core spun cotton yarn and cotton plain yarn of same linear density were fed at regular intervals to feeders on the machine and produced regular puckering stripes along the width of the fabric with same height. Knitted seersucker fabric has good comfort properties as well as better aesthetic appearance. 1
In Plisse’ fabric, puckering effect like shrink and non-shrink parts are forced to make a wavy look of cotton through the implementation of caustic soda (NaOH). Seersucker effects were produced by using different materials and techniques like concentrated sodium hydroxide, pre-treatment done on fabric, weft density and different yarns. 14 Literature shows previously research of seersucker fabric has been done on woven and single jersey fabrics. As per author knowledge, there exist no literature regarding development of seersucker effect on interlock fabric. The objective of this research work is to develop seersucker fabric on interlock machines and study their comfort properties.
Materials and methods
Combinations of three different types of raw materials and three different feeders repeat numbers were used for puckered and flat stripes formations. Fabric produced by knitting (Interlooping of a single set of yarn) in 100 % cotton, spun polyester and core spun yarn of cotton:elastane (cotton covered elastane) in 70:30 ratio using single ply of 30 linear density. Double jersey interlock machine used for knitting and machine specifications are given in Table 1. Interlock is double jersey fabric in which two layers of fabric interlocked with each other results in making the structure compact. Fabric structures were produced using design repeats of interlock and tubular (two plain fabric knitted at different needle sets of machine) on a selected number of feeders. Diagrammatic and graphical notation of Interlock and tubular structure are shown in Figures 1 and 2 with three different repeats of tubes (different tube size) in relation with Interlock design courses for knitting of selected materials. Feeder is a knitting element through which yarn is provided to the needle for knitting and the number of feeders used may vary from one to total number of feeders of machine. From total 52 feeders of machine 48 feeders were used in a combination of 12, 24 and 36 for tubular structure while remaining feeders were used for Interlock knitting as shown in Figure 1. Total nine specimens were produced, their detail is given in Table 2. 100% cotton yarn was used in interlock knitting and on one side of tubular structure while on the back side all three yarns were used alternatively in tubular structure.
Knitting machine detail.


Tubular structure with three different tube sizes.

Graphical view of interlock and tubular structure of two feeders.
Design of experiment.

Finishing
After development of specimens as per plan provided in Table 2, de-oiling and scouring process was applied to remove oil, wax, gum, fat etc. Bleaching of seersucker fabrics was also done to remove colored impurities, and increase whiteness using 4.5 g/l of sodium hydroxide (NaOH), 9 g/l of hydrogen peroxide (H2O2), 2 g/l of stabilizer and 1 g/l of wetting agent at 80°C for 25 min. Fabric specimens were washed and tumble dried at 60°C and repeated three times to achieve relaxation. Conditioning of these specimens for 24 hours in atmospheric condition of 25 ± 2°C and 65 ± 5% relative humidity.
Testing
Fabric stretch of all specimens were calculated according to the test method ASTM D6614 in which fabric is stretched by applying a constant load of 4.0 lb for 5 min. Sample is removed after specified time and allowed to relax, by measuring before and with force dimensions’ fabric stretch %age is calculated.
Tactile comfort test was performed to find out bending, compression and roughness of fabric according to ASTM D1388 standard. Tactile instrument of SDL ATLAS was used at standard atmospheric conditions temperature: 22°C & relative humidity 65%. Thermal insulation test was performed according to ISO-11092 test standard using sweating guarded hot plate. Air permeability test was performed according to ASTM-D737 test standard to find the rate of air flow through a known area of fabric. Pressure 100Pa was applied on 20 cm2 fabric at temperature 20 + 2°C and relative humidity 65 ± 4%. All tests were performed thrice and their average value was taken.
Results and discussion
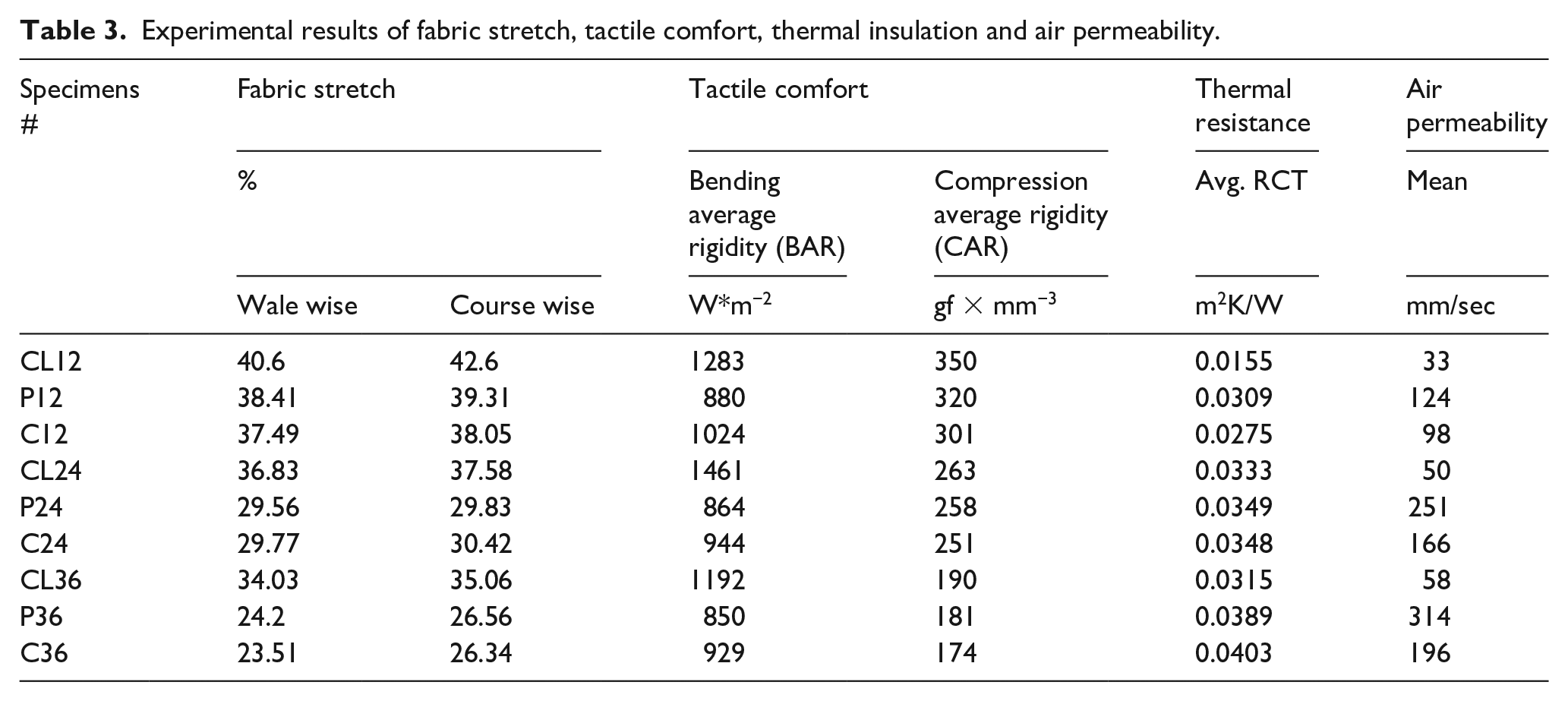
The visual appearance of new developed knitted interlock seersucker specimens is given in Figure 3 and details of all experimental results are given in Table 3.

Physical appearance of seersucker fabric.
Experimental results of fabric stretch, tactile comfort, thermal insulation and air permeability.
Fabric stretch
Stretch % was calculated in wale and course direction, higher % observed in course direction as compared to wale direction. Difference in stretch is because loops run in course directions in weft knitting. Loops are locked in wales direction that’s why stretch was lower in wales direction. Stretch % increases with increase in plain courses or decrease in tube courses and vice versa. High stretch was observed with lower tube courses that is, 12 courses and 36 courses for Interlock as compared to medium 24 Courses and higher 36 courses as shown in Figure 4. On the basis of trends shown by seersucker fabric of different tube size, it can be concluded that by increasing Interlock courses or eliminating tube courses will result in higher stretch % in the knitted fabric. In tubes distribution of load on two different plies of tube fabric causes to decreased extensibility of fabric. When these results were compared with already available literature 5 of single jersey specimens produced using 30/1 similar linear density of yarn, it was found that these interlock structure shows low values of stretch % then single jersey elastane fabrics which shows up to 60% stretch before breaking. Whereas elastic warp knitted fabrics have stretch % up to 165%. 6 It was concluded that stretch in cotton covered elastane specimens back side was higher to specimens with spun polyester and cotton on back side. The core spun yarn having elastane adds the considerable stretching property in seersucker fabric as compared to others.
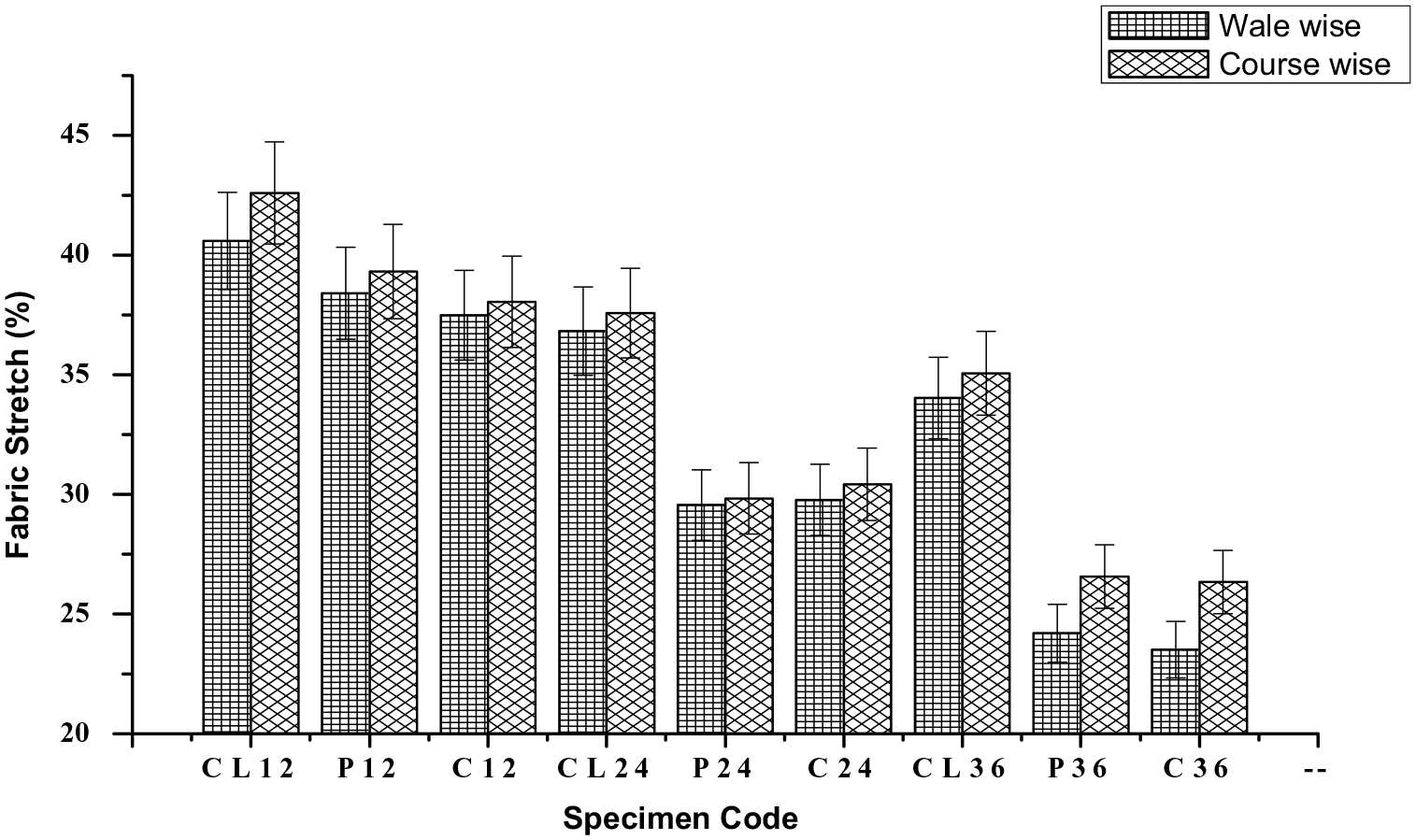
Fabric stretch % results in wale wise and course wise.
Tactile comfort test
Seersucker fabric developed with a high percentage of elastane covered yarn on back the side showed high bending rigidity (BAR) as high elastane % reduces the porosity of fabric by making loops close results in h bending and vice versa as illustrated in Figure 5. Spun polyester specimens showed lower bending rigidity as compared to cotton due to its softness and bend easily. Specimen with medium size of tube using cotton elastane yarn shows high value of bending rigidity due to equal distribution of courses of puckered and plain fabric. As tube courses further increase it becomes easy to bend fabric because tube courses have two separate plies with no binding yarn. Lower values were observed in spun polyester specimens because of softness of spun polyester yarn, having more even surface makes it bend easily. Better bending values were observed in medium tube size with greater %age of elastane yarns because of equal distribution of courses of puckered and normal fabric. It can be concluded that seersucker fabric showed higher bending rigidity with elastane and equal tube size used.

Fabric bending average rigidity results.
Compression average rigidity is force required to compress the fabric in 1 mm. Higher results were found in seersucker fabric with higher number of courses in interlock and reduces with reduction in interlock courses, increased puckered stripe height or by an increase in tube courses as shown in Figure 6. Flimsy and crimped structure of puckered stripe produce more compression and require less force to compress it making soft feel as compared to an increase in interlock stripe. Higher compression rigidity in seersucker with cotton covered elastane on back the side as compared to cotton and spun polyester because it makes fabric dense by increasing stitch density. Fabric compact decreases with increase in tube courses as it produces a crimped or puckered effect which makes it easy to bend. Use of 100% cotton yarn on back the side of the structure also reduces compression rigidity by making it softer.

Fabric compression rigidity results.
Thermal resistance test
Seersucker fabric becomes more insulated with increase in tube courses or puckered stripe height as shown in Figure 7. Thermal resistance decreases with increase in flat stripe and less puckered fabric. Air remains entrapped between layers of tube which increases thermal resistivity. Fabric with cotton covered elastane showed lower thermal resistance as compared to spun polyester and cotton due to more compact structure which reduces air pockets and increases its thermal conductivity. Two separate plies in smaller tube size are less separated due to having less spaces, specimen with elastane yarn makes fabric loops closer and compact resulting in having two times less thermal resistance. As tube size increases the two plies of tube have probability to be at more distance having more entrapped air in it. Thermal conductivity values of fibers are higher than the thermal conductivity of entrapped air, due to which more spaces, loose structure and less percentage of elastane yarn will increase thermal resistance of fabric. Heavier fabrics contain less still air (like interlock fabric of cotton covered elastane), have higher thermal conductivity values due to closed packing of fibers. More air entrapped in seersucker fabric with cotton and spun polyester which create more thermal resistance. Hence it can be concluded that more air prevents the transmission of heat. Highest thermal resistance Avg. RCT values shown by 100% cotton and spun polyester medium size tube specimens that is, 0.0403 and 0.0389 which is higher than already reported 11 literature for cotton and spun polyester that is, 0.030 and 0.033 for interlock structures.

Fabric thermal resistance.
Air permeability test results
Results of air permeability are given in Figure 8. Air permeability of seersucker fabric depends on the porosity of fabric. Increase in porosity will cause to an increase in air permeability of fabric. It can be concluded that specimens which are made with high amounts of elastane covered yarn reduce porosity on relaxation and show lower air permeability values as compared to spun polyester and cotton. Seersucker fabric made with spun polyester and cotton showed high air permeability values. It can also be concluded that air permeability increases with increase in tube height or puckered stripe height which clearly indicate that seersucker’s fabric has good comfort properties for summer wear. Separation of two layers of interlock fabrics in tubular structure allow more air to pass through it but use of elastanes increases compactness of structure thus reducing its air permeability. Newly developed seersucker fabric with cotton and elastane yarns shows less air permeability results then already available single jersey seersucker fabrics produced by Ashraf 1 as newly developed interlock structure are double face two ply structure having more thickness and areal density. But spun polyester specimens show comparable values to those single jersey fabrics. When compared with already available literature of interlock fabric 9 these structures show significant higher results in cotton and spun polyester fabrics but comparable with elastane structure.

Fabric air permeability.
Conclusion
Seersucker fabric developed using a new technique in knitting and their comfort properties were studied. Effect of different material and type of structure that is, tube size was investigated. Elastane specimens shows higher bending rigidity due to compactness in structure on relaxation followed by cotton and spun polyester. Compression rigidity was also found higher for elastane specimens followed by polyester and cotton specimens. Bending rigidity and compression was increased with increase in interlock courses whereas lower results were found with higher tube courses. Polyester specimen shows less rigidity due to its softness and cotton specimen shows less compression.
Seersucker fabric with 100% cotton yarn on back side and with increased tube courses shows more insulation followed by spun polyester and cotton covered elastane. For less tube courses or low puckered stripe height that is, 12 courses for tube more insulation was found when polyester yarn was used on back side. Air permeability increases with decrease in amount of elastane covered yarn on back side and increases by increase in puckered height. Newly developed seersucker interlock developed fabric shows good comfort properties than the conventional interlock fabrics reported in literature. Based on their comfort properties it can be used in suiting, home textiles (curtains) and in fashion articles. Results show stripes made with a high amount of elastin covered yarn exhibit more stretch ability.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.