
Abstract
Conventional leather chromium tanning requires long process time, excessive water usage and results in low float exhaustion of chrome salts. Our study aimed to eliminate the negative aspects of chromium tanning by designing a vacuum operated reaction vessel/drum and suitable production recipe for sheepskins. Tanning time decreased from 10 h to 6 h under vacuum. Float uptake was increased almost 30% according to the chrome oxide (Cr2O3) contents in leather and residual floats. Using the process water was also considerably saved. Process success was proved with Cr2O3 contents in leather and wastewater by chemical analyses after tanning operations. Shrinkage temperature (Ts) controls as hydrothermal stability indicator of collagen were also realized on the tanned skins. Pollution loads of conventional and vacuum operated chromium tanning were discussed with chemical oxygen demand (COD), total suspended solids (TSS), conductivity and salinity in the tanning baths. Physico-mechanical properties were also compared of the final products by tensile strength and tear load analyses. The results showed that vacuum operated chromium tanning was highly effective and promised for the sustainable production of leather products.
Introduction
During the production of leather based on chemical modification of collagen protein, high volumes of water and various chemicals with different properties are used. During production, a high volume and pollution load of wastewater is generated. Therefore, the transformation of raw hides into high value-added products with the minimum possible use of water and chemicals is of great importance for the protection of natural resources and the environment and for the sustainability of leather industry.1–4
With the progresses in leather production sector, factors that threaten human health and the environment are identified and restrictions are imposed on various chemicals with some regulations.5,6 In developed countries, various studies are carried out to assess the environmental risks of hazardous substances that may harm the environment, models are developed, data banks are established, process designs are made in line with sustainable production and emergency action plans are created. REACH regulations have been made with the aim of maximizing the protection of human health and the environment from the effects of chemicals, improving the risk management of chemicals, and encouraging selective methods in the assessment of hazards. Both the formation of ingredients harmful to human health in leather products and environmental pollution caused by wastewater are among the most important problems that threaten sustainable production in leather industry.7,8
Zero waste production means a healthier environment and a cleaner world. For this reason, sustainable cleaner production technologies approach expressed as “reuse, reduce, recycle” in industrial production is of great importance. Indeed, a growing number of international organizations are now aiming to accelerate the transition to a low-carbon and green economy. 9
Chemical modification processes in leather production are carried out in process tanks called “cabinet/drum” under normal atmospheric pressure and accompanied by mechanical action. With the help of the high volume of water and mechanical action in these reaction vessels, the chemicals first penetrate into the skin cross-section and then bind to the reactive groups of the collagen protein. However, in traditional production systems under normal atmospheric pressure, the penetration of chemicals into the skin cross-section is difficult, chemical consumption is not complete and high volumes of water are needed as a carrier.
When previous studies on the calculation of water consumption in leather production are examined, it is reported that 35–50 tons of water is used for the production of 1 ton of raw leather and 1.0 × 108 tons of wastewater is generated annually in the leather industry,10–13 and this rate has increased to 1.6 × 108 tons of wastewater in recent years. 14 Again, it has been emphasized by researchers that climate conditions may lead to severe droughts and water scarcity that may apply to about 60% of humanity, that the sustainable use of water is very critical for future generations, especially considering the amount of water spent for textile and leather production; the amount of water spent for the production of textile products for 2 years is equal to the amount of water in the Mediterranean Sea.15,16 For these reasons, “safe product and safe environment” has become the most important condition of sustainability for leather industry.
Fick’s Law of Diffusion states that the higher the concentration, the higher the rate of diffusion. Since a high diffusion rate is important for a good reaction, high ratios of chemicals are often preferred for industrial processes that are difficult to penetrate. In line with this law, high concentrations of chemicals are used in leather production, especially in tanning and dyeing processes, in order to achieve final product quality characteristics. This results in costly processes, wastewater containing high amounts of chemicals and serious environmental pollution.17,18
For effective tanning, the tanning agent must be able to penetrate the three-dimensional fiber structure of leather to the maximum extent and react with collagen. However, as can be seen from the results of previous studies, in current production technologies, the consumption of the tanning agent used in the aqueous environment is not at the expected level, and the tanning agent remaining in the process bath creates a significant amount of pollution.19–21 As emphasized in previous studies, the exhaustion rates of tanning agents used in tanning processes in cabinets (process tanks) remain very low, and high volumes of process water mixed with unexhausted tanning agents cause high pollution. Considering that approximately 90% of the leather produced in the world today is tanned with chrome, it is clear how big the problem is.22–24 In fact, the annual consumption of chromium (III) salt by the leather industry is around 500,000 tons. The poor consumption of tanning agent by leather in tanning processes in conventional production systems (55–65%) means that almost half of the chromium used ends up in wastewater. 25 As it can be understood from this point, the chrome tanning agent used intensively in leather production cannot be used efficiently, and the low consumption performance and waste water with high chromium content cause problems in terms of environmental pollution. The inability to fully consume chromium in process baths and the increased sensitivity to environmental pollution caused by the high chromium content in wastewater have led to some research,26,27 but most of the studies have focused on alternative tanning agents to chromium.28–33 Despite all efforts to develop alternative tanning agents, the leathers produced had lower performance and hydrothermal stability than chromium tanned leathers. 34 Since no tanning agent tried to date has been able to provide the properties that chrome gives to leather, there has been no tendency in the industry to abandon chrome tanning agents.24,35 Therefore, production designs that still use chromium in leather production, but minimize environmental risks, will find a place in the industry more easily.
When we look at the studies on water management in leather industry, it is seen that they are generally focused on preventing the hazard of wastewater after it is generated,36–38 and there are very few studies on reducing the proportion of water used in the processes. In recent years, it has been proposed to reduce process water in order to ensure sustainability in leather industry, but hypotheses on how to ensure the penetration of the chemicals used into the skin have not been developed. Efforts to save water have not yielded sufficient and effective results or have not been transferred to practice. In these studies, chemical exhaustion was low when the carrier medium was kept low, so the final leather quality could not be achieved at the desired levels. 39 However, the main objective should be to improve processes and reduce water use without compromising the performance characteristics of the finished leather. So far, the most successful results in this direction have been obtained with studies carried out in supercritical fluid environment. The system is based on the use of supercritical fluid medium under high pressure as a carrier instead of water.24,25,40–43
It was reported that in a supercritical fluid ambient, the use of bath water as a carrier is eliminated, only enough water is used to dissolve the tanning agent, high-exhausted reactions can be carried out with this technology, waste load is reduced and energy savings can be achieved as the reactions are completed in a short time.44–47 Again, it was revealed that the fiber structure of the leathers produced in CO2 ambient and under high pressure as a carrier did not undergo any deformation, and the physical quality of the finished leathers was equivalent to the leathers produced using conventional systems. 48 The biggest disadvantage that makes the system not applicable in the industry is that the initial investment cost is high for the leather sector.
In this study, in order to solve the problems of conventional chrome tanning system, it is aimed to design special production recipes to reduce the proportions of water and tanning agent used and shorten the process time under low atmospheric pressure by creating a controlled vacuum in leather production drum/cabinet, to determine the properties of the finished leather and wastewater, and to reveal the best recipe designs and products through optimization studies. By placing the system under controlled vacuum; collagen fiber bundles are opened faster and more efficiently, therefore, low volumes of water and tanning agent are used as carrier media, the tanning agent penetrates between the opened fiber bundles more easily/rapidly and the pollution load in the waste is significantly reduced.
Experimental programme
Materials
Commercial domestic pickled sheepskins were used as leather material for tanning experiments of both conventional and vacuum method.
Recipes for experiments
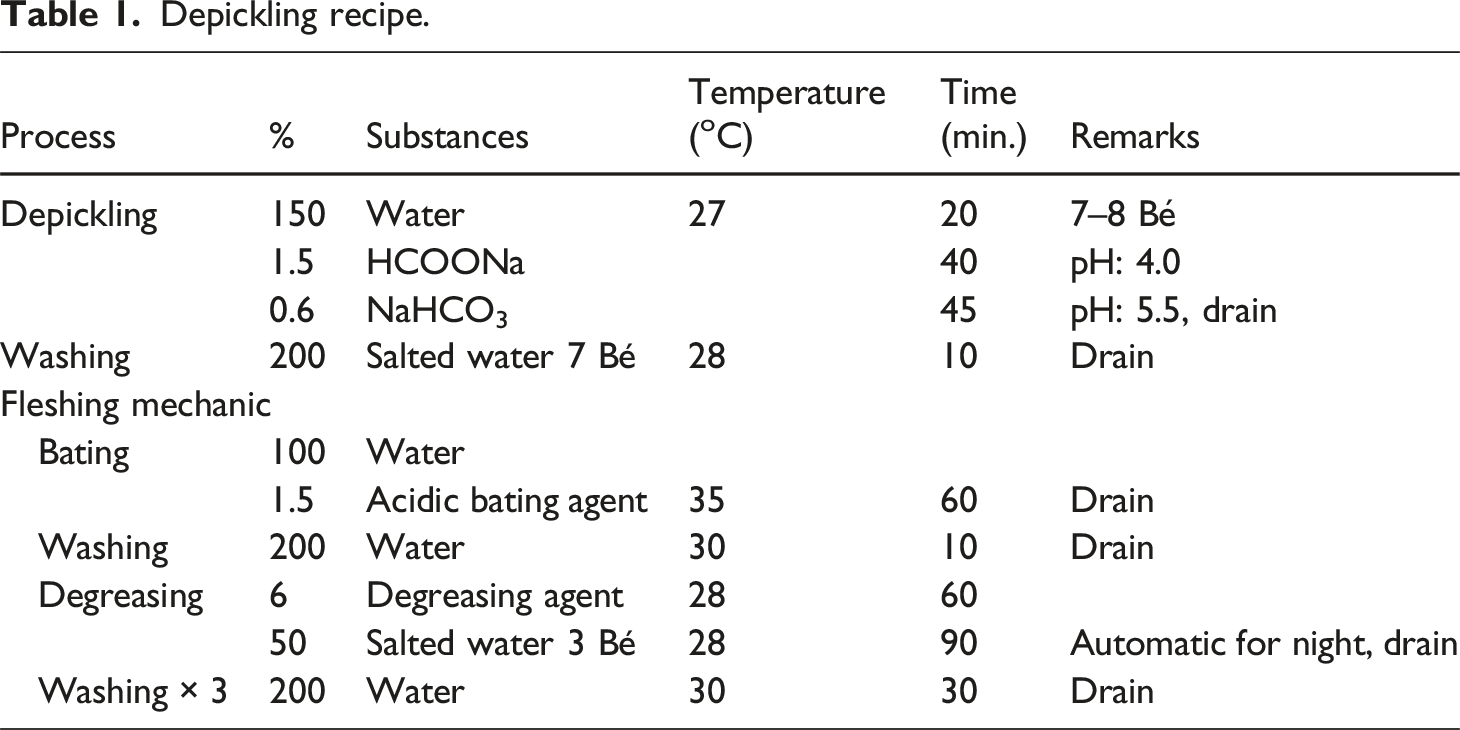
Depickling recipe.
Conventional chromium tanning
Conventional chromium tanning application.

Vacuum operated tanning drum
Technical properties of vacuum drum were as follows: - Stainless steel chrome nickel material for drum, - Cr304 chrome body resistant to acidic chemicals, - Height: 1631 mm, - Width: 832 mm (with rotating heads), - Inner chamber diameter of the vacuum cabinet: 600 mm, - Inner chamber width of the vacuum cabinet: 300 mm, - Vacuum cabinet rotation drive motor power: 0,37 kW - Vacuum cabinet rotation drive reducer: NMRV050, - Vacuuming pressure of the vacuum pump: up to 600 mm Hg, - A pump that draws the air inside the leather production cabinet and allows the fibers in leather to open and/or close the gap between the opened leather fibers by providing air pressure into the cabinet at any time by exhausting the air pressure, - Vacuum pump motor power: 3 kW - Glass sections to observe the reactions inside the cabinet, - Thickness of observation glass panes: 10 mm, - A pressure sensor to continuously measure the air pressure inside the processing cabinet and monitor it from outside, - Shelves on the inside of the cabinet that allow the skins to be attached and lifted upwards during the rotation and to increase the mechanical movement that occurs when the lifted skin falls down due to gravity, - Heating element for heating the fluid in the process ambient, - A shut-off valve that allows the liquid flow to be interrupted at any time, - Swivel head connection to shaft hubs: 2 pcs, - Chemical dosing chamber from rotating head to vacuum cabinet, - Control panel for monitoring production parameters, - Chemical discharge drain valve under drum, - Bidirectional rotation of the drum.
The technical drawing image of the vacuum cabinet is presented in Figure 1. Schematic view of the vacuum tanning drum.
Tanning experiments in vacuum drum
Designed vacuum tanning recipe for vacuum drum.
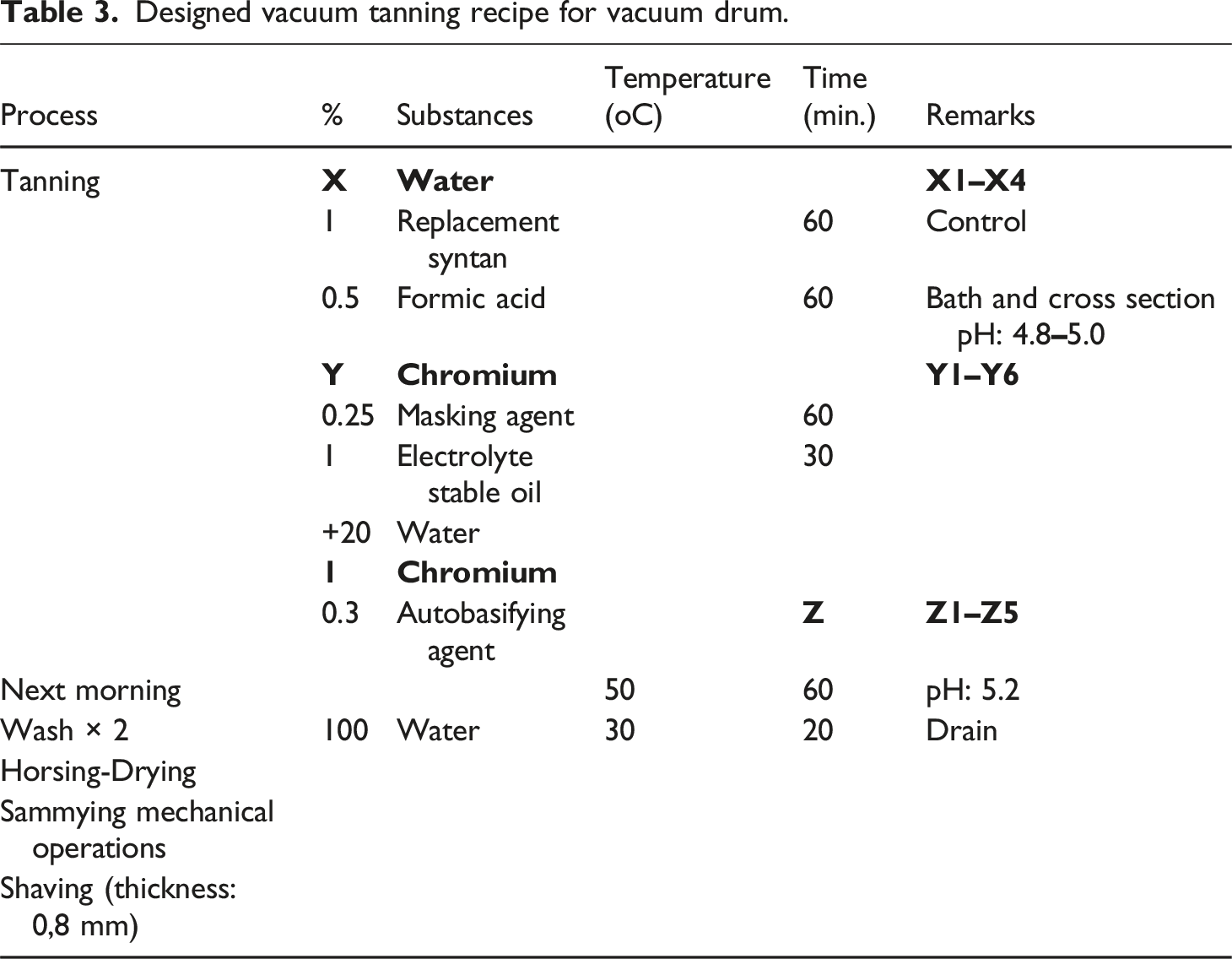
The design of the tanning process at high pH also eliminated the picking step. The pH of the leather and bath is brought to the range of 2.8
Vacuum tanning experiments on water usage
Ratios of water use in the recipe were specified as X variable. It was planned to test 4 different points for X. The parameters are as follows;
In conventional production recipes, water is generally used at a rate of 100% by skin weight. Since the tanning process was planned at high pH level in the recipe designed according to the vacuum system, water usage was kept at a certain level in the first stage and 20% water was added after the first portion of chrome tanning agent was dosed. At high pH levels, the ability of the tanning agent to hydrolyze increases with increasing water use. As a result, the tanning agent settles without binding to the leather. For this reason, low-fluff tanning was aimed to be carried out at first, and then moderate hydrolysis was encouraged by the addition of water. In the second stage, the added water use was kept constant at 20% of the skin weight, while the water rates in the first stage were reduced from 50% to 20%. In this case, the total water use rates in the designed recipe were 70%, 60%, 50% and 40%. In this way, it was aimed to determine the optimum water use parameter.
Reducing the initial water usage rate by more than 20% was not considered due to the risk of excessive mechanical impact inside the drum and damage to the leather fibers. Water use of 20% was set as the lowest value.
Vacuum tanning experiments on chromium use ratios
For the recipe applied in the vacuum production vessel, chrome tanning agent usage rates were specified as Y variable. It was planned to investigate 6 different points for Y. The parameters are as follows;
In conventional production recipes, the use of chrome tanning agent is carried out with 2 doses of 4% + 4%, totaling 8%. According to the vacuum production recipe, the dosing of the chrome tanning agent in the second part was kept constant at 1%, while the usage rates in the first dosing were reduced from 5% to 2%. In this case, the total utilization rates were 6.0%, 5.0%, 4.5%, 4.0%, 4.0%, 3.5% and 3.0%. In this way, it was aimed to determine the optimum tanning agent usage ratio.
Vacuum tanning experiments on time
Reaction times were specified as variable Z in the production recipe in vacuum ambient. In the conventional system, the time after dosing of the last chrome tanning agent was 10 h, while for the Z variable, 5 different points were planned to be tested. The parameters are as follows;
pH analyses
pH determination was made according to TS EN ISO 4045. 49 For this test, 5 g ± 0.05 g of skin sample was placed in a wide-mouth flask and 100 mL ± 1 mL of water at 20°C ± 2°C was added. The glass flask was shaken by hand for 30 s. It was then placed in a shaker and shaken for 6 h.
Hydrothermal stability/Shrinkage temperature analyses
Shrinkage temperature determination was made according to TS 4120 EN ISO 3380. 50 In shrinkage temperature, which is one of the most important indicators of tanning, the basic principle is to heat the leather in water and measure the temperature at which sudden shrinkage occurs. Rectangular samples of 50 mm × 3 mm were taken from the skins. A hole was drilled five mm from each end of the cut rectangular pieces and equidistant from the edge. A 1:3 glycerol-water mixture at 65°C was used for the test. Adequate mixing is required for the test to function properly and to obtain accurate results. Stirring and temperature rise were checked before starting the test. Temperature increase was set at 2°C per minute. After the needle started to move in the test, the temperature value was started to be noted together with the value read on the indicator. Every 30 s the values were noted again. For the value of the shrinkage temperature at the end of the experiment, the temperature that moves the needle half as much as the temperature that brings the needle to the highest value was noted.
Chrome oxide (Cr2O3) analyses
Chromium oxide analysis in leather was carried out according to TS EN ISO 5398-1, 51 and chromium oxide determination in wastewater was carried out according to SLC 208 procedures. 52
COD analyses in residual tanning floats
Chemical Oxygen Demand (COD) analysis is the process of determining how much oxygen is consumed by organic matter in wastewater samples. This analysis is used to assess water quality and check the effectiveness of treatment plants. Analyses were performed according to TS 2789 procedures. 53 For the determination of chemical oxygen demand (COD) in wastewater; 3 mL of wastewater samples were placed in ready-made sample kits and shaken. Samples were incubated for 2 h in a thermoreactor, previously set at 148°C. During this time, reactions between reagents and organic substances take place. Then the kit was allowed to cool down to room temperature and the COD values of the wastewater samples were read by Spectroquant Move 100 spectrophotometer.
Determination of suspended solids in wastewater samples
Determination of total suspended solids (TSS) in wastewater samples was carried out according to TS EN 872 standard. 54 For analysis, filter papers brought to constant weight in an oven (at 105°C) were placed in a desiccator and cooled to room temperature. Tare weights were weighed on a precision balance and recorded. After the wastewater samples taken in 20 mL samples were completely filtered, the filter papers were dried at 105°C for 2 h. The samples were then cooled in a desiccator and the final weighing values were recorded. The amount of TSS in 20 mL of wastewater was determined by taking the tare weight difference from the final weighing value.
Conductivity and salinity analyses
Conductivity and salinity analyses of waste bath water after tanning applications were carried out with “YSI Incorporated, Yellow Springs Instrument” brand test device. In cases where the conductivity and salinity values of the float water were too high and out of the reading range of the device, floats were diluted at certain ratios and read properly, and then the values obtained were calculated by taking into account the dilution ratios. Conductivity values were reported in millisiemens per centimeter (mS/cm) and salinity values in ppt.
Sampling and conditioning
The samples were prepared according to TS EN ISO 2418 for the testing of leathers. 55 The thickness values required in the analysis were measured in accordance with TS 4117 EN ISO 2589 standard. 56 In addition, the samples were kept in a standard atmosphere with a temperature of 23 ± 2°C and a humidity of 50 ± 5% for 48 h according to TS EN ISO 2419 standard. 57
Tensile strength and tear load
Skin samples taken from the samples as specified in TS EN ISO 2418 were cut with a press blade in the size and shape specified in TS 4119 EN ISO 3376 and conditioned according to TS EN ISO 2419. 58 The basic principle of the tensile strength test is based on the principle that the sample is attached to the test device and pulled until it breaks and is pulled to a certain level and its elongation is determined. Tear load was recorded the highest force applied to tear the test piece. Tear load analysis was performed according to TS 4118-2 EN ISO 3377-2. 59 All analyses were performed on a Shimadzu AG-IS strength measuring device.
Hyphothesis of chromium tanning under vacuum
In the chrome tanning study in vacuum system production ambient, it was aimed to reduce water usage ratios, tanning agent usage ratios and tanning time, and as a target; it was determined to reach at least the quality values of the skins produced in conventional system under the planned conditions. When the limit values obtained in the conventional system were below the limit values, the optimum parameters were considered to be exceeded and the process was considered unsuccessful. In other words, the hypothesis was that the outputs obtained in the conventional system could be achieved with tanning designs in which water, time and chemical usage ratios were minimized, and vacuum process parameters were considered successful if the target quality values were achieved. For this reason, obtaining more favorable data than the skin and wastewater properties obtained with the conventional system or reaching at least the values reached in the conventional system with recipe designs with reduced economic burden was accepted as a success criterion. The values of “chromium oxide in leather, chromium oxide in wastewater, pH and shrinkage temperature of leathers” were taken as basis as optimization indicators for vacuum processes.
Statistical evaluations
For all trials; 2 sheepskins were taken into the same drum and 3 replicate productions were carried out. Thus, all analyses were carried out on 6 skins and residual floats (3 pcs-3 replicates). Means and standard deviations of the results were calculated by using SPSS 15.0 statistical software package.
Results and discussions
The importance of scientific studies on water saving, energy saving, efficient use of raw materials and natural resources has been increasing. In line with sustainable production, it is emphasized that in addition to the use of natural products23,32,60,61 and waste utilization studies in the leather industry,62–64 it is necessary to develop technologies that reduce the use of water and chemicals and save energy by enabling reactions/processes to take place in shorter periods of time. 65 However, the studies carried out so far with the aim of saving water have not yielded sufficient and effective results for leather industry or have not been transferred to practice.
In our study, since it was planned to produce in a vacuum atmosphere completely without water, vacuum ambient and skins inside were subjected to pre-treatments as water-free, but in the absence of water, breaks in leather fibers were detected due to the rotational movement of the drum and the mechanical effect. The findings of the pre-experiments were useful in shaping the experimental design and completely waterless productions were abandoned. However, it was planned to investigate the minimum water use ratios so as not to damage the leather fibers.
Characteristics of leather products after conventional chrome tanning.

As can be seen from Table 4, the thermal resistance of chrome tanned leathers with the conventional system was determined as 102°C according to the shrinkage temperature test. The average tensile strength and tear strength of the leathers were determined as 9.92 N/mm2 and 20.87 N/mm, respectively. The amount of chromium oxide detected in the leather is an indicator of whether the tanning process is effective or not. An average of 3.51% chromium oxide content was detected in the leathers produced with the conventional system. This ratio was indicative for vacuum system productions. It was aimed to reach at least the chromium oxide ratios and shrinkage temperature values obtained in conventional system by using less chromium tanning agent with higher float exhaustion in vacuum system.
Wastewater properties after conventional chrome tanning.
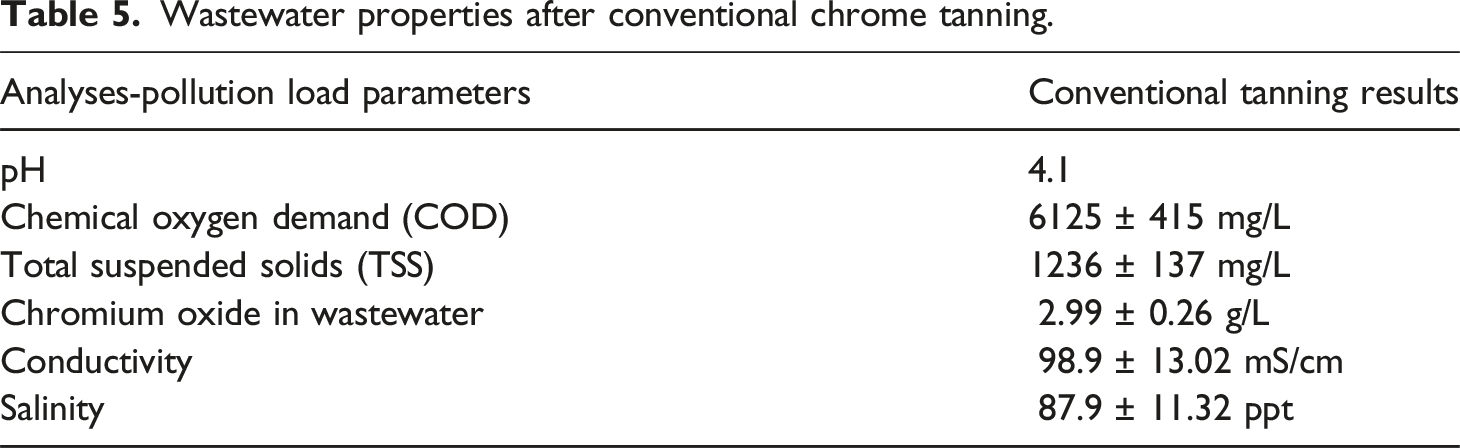
The pH of the skin at the end of tanning was 4.1, which was found to be a suitable value for the fixation of chromium to the skin. Among the wastewater pollution parameters, conductivity was determined as 98.9 mS/cm and salinity as 87.9 ppt. Chemical oxygen demand (COD) was determined as 6125 mg/L and suspended solids (TSS) as 1236 mg/L. Nugroho and Anggriyani (2018) reported the amount of COD detected in the residual float as 6606.2 mg/L as a result of conventional chrome tanning in their research. 66 It has been reported that this ratio could be reduced to 3067.49 mg/L with improvements in tanning recipes. Similarly, our study aimed to develop processes with reduced economic and environmental burden through recipe applications in a vacuum cabinet system.
Low float exhaustion in conventional chrome tanning process poses a problem for leather production. Scientific studies are being carried out to increase float exhaustion. Increasing float exhaustion is important both in order to save on the chrome tanning agent used in tanning and to realize a more environmentally friendly productions. In the conventional chrome tanning system, float exhaustion varies between 50–70%.44,67,68 The low exhaustion tanning process resulted in 2.99 g/L of chromium oxide remaining in the float after tanning in our conventional production. When compared with the literature values; Sawalha et al. (2019) determined the amount of chromium oxide remaining in the float at the end of chrome tanning as 3.5 g/L and reported that the float exhaustion in tanning process was 46.6%. 69
Vacuum chrome tanning processes at different water use ratios (6% tanning agent).

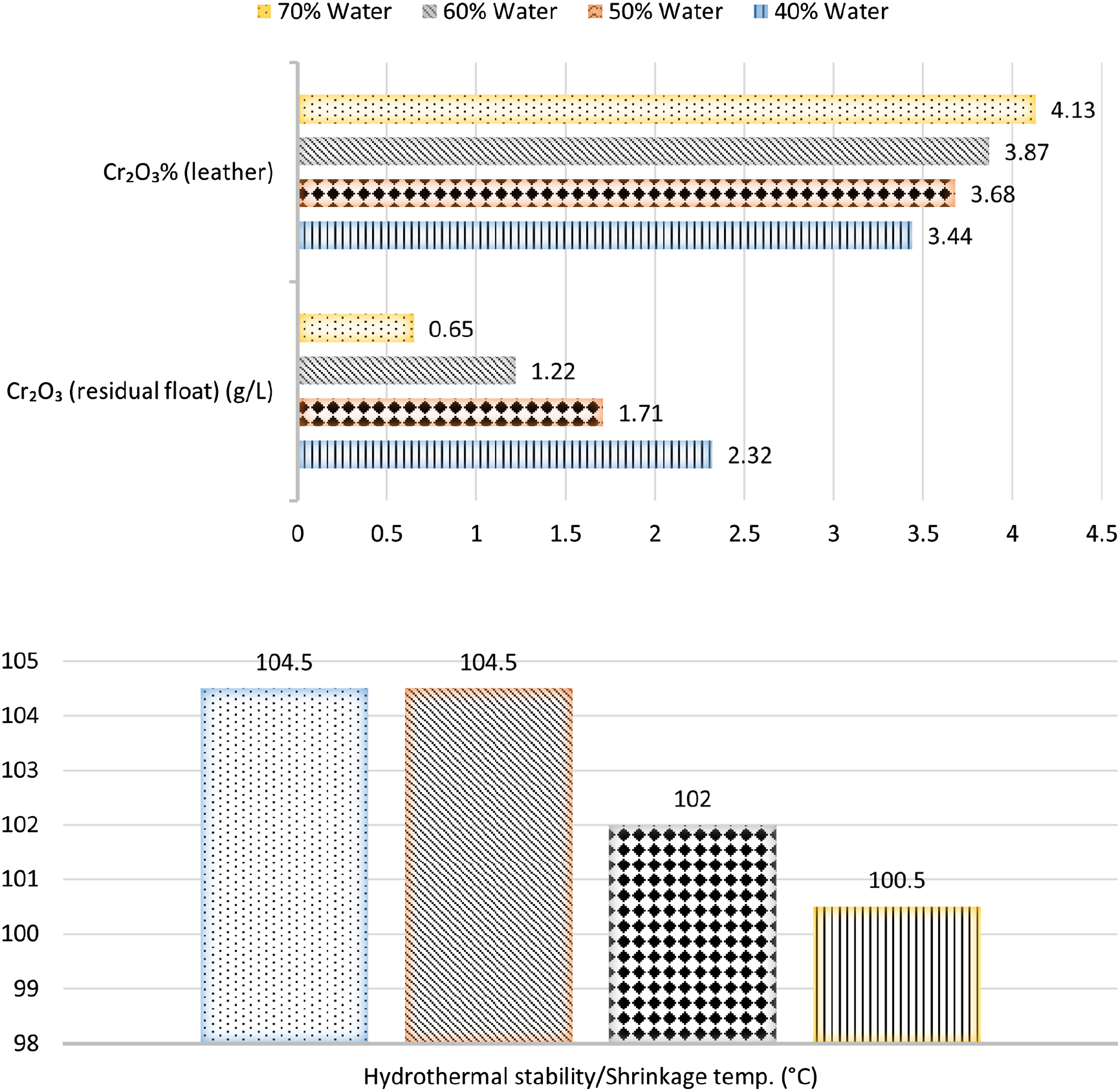
Vacuum chrome tanning processes at different water use.
When Table 6 was examined, it was understood that high exhausted reactions occur in vacuum ambient at different water use ratios using 6% chrome tanning agent. With decreasing water content, it was observed that the chrome tanning agent was more difficult to be transported to leather section and more of it remained in the process water. However, the chromium oxide content of the leathers produced with the conventional system could still be reached in all other parameters under vacuum, except for the water use of 40%. It should be noted here that the values achieved with the use of 8% chromium in the conventional system could be achieved with the use of 6% chromium. In conventional system, chromium oxide in leather was determined as 3.51%, and chromium oxide in residual wastewater was determined as 2.99 g/L. Chromium oxide ratios of the leathers in vacuum system were determined as 4.13% at 70% water use, 3.87% at 60% water use, 3.68% at 50% water use, and 3.44% at 40% water use. The chromium oxide value of 3.51%, which could be achieved in conventional system, could not be achieved when only 40% water utilization ratio (20 + 20%) was applied in vacuum ambient. Again, considering that the shrinkage temperature value of leathers produced in conventional system was 102°C, this value could not be reached when only 40% water use was applied. The pH analyses also showed that the targeted pH value was achieved in vacuum process recipe.
Looking at the amount of chromium oxide in wastewater samples; again, it revealed that float exhaustion was also higher when higher water use was applied. At 70% water use, 0.65 g/L of chromium oxide remained in the effluent in vacuum ambient, 1.22 g/L at 60% water use, 1.71 g/L at 50% water use and 2.32 g/L at 40% water use. As the use of water decreased, it became difficult to deliver the tanning agent between the leather fibers. In fact, when these values were examined, it was understood that Cr2O3 values in all wastewater samples were lower than the chromium oxide value obtained by the conventional system (2.99 g/L), so the waters were cleaner. Although it was understood that float exhaustion was higher in vacuum system, the lower chromium oxide value in leather at 40% water usage rate was due to the chrome tanning agent used at 6%. Although the exhaustion of tanning agent under vacuum was higher with less tanning agent compared to the conventional system, chromium oxide ratio of 3.51% achieved in the system could not be achieved with 6% tanning agent at 40% float ratio with vacuum. Chromium oxide value of 3.51%, which could only be achieved with 100% bath and 8% chromium usage as a result of low-exhausted reactions in conventional system, could be achieved with less water use (70%, 60% and 50%) and less tanning agent (6%) in vacuum atmosphere. Since the main goal at this stage was to reach the values in the conventional system with the least water use, 50% water use has been determined as the optimum value. All target values achieved with 100% water and 8% chrome tanning agent use on leather weight in conventional system were achieved with 50% water thanks to the higher penetration provided under vacuum. In this way, it was concluded that the water use ratio could be reduced by half in vacuum ambient for the tanning process.
Vacuum process results at different tanning agent uses.


Vacuum process at different tanning agent uses.
When Table 7 was examined, chromium oxide value of 3.51% obtained for the leathers in conventional system could be obtained with the use of minimum 5% chrome tanning agent under vacuum. The chromium oxide ratio of 3.68% obtained with 6% chrome tanning agent decreased to 3.56% with 5% tanning agent and to 3.42% with 4.5% tanning agent. Chromium oxide content of the leathers tanned in vacuum ambient with 4% chromium tanning agent was determined as 3.19%, 2.70% chromium oxide content was determined when 3.5% chrome was used, and 2.31% chromium oxide was determined when 3% was applied. When the shrinkage temperature values were examined, it was seen that in parallel with the chromium oxide values, when the chromium tanning agent falls below 5%, the shrinkage temperature value was also lower than conventional system.
When the wastewater properties were examined, it was understood that as the rate of tanning agent used decreased, the tanning agent was exhausted from the float at higher ratio in the vacuum ambient and was carried between the leather fibers. While 1.71 g/L chromium oxide was detected in the effluent in vacuum drum with 6% chromium, this ratio was reduced to 0.99 g/L with 5% tanning agent, 0.65 g/L with 4.5% tanning agent, 0.32 g/L with 4% tanning agent, 0.21 g/L and 0.12 g/L with 3.5% and 3% tanning agents. However, even with a high ratio of float exhaustion, the tanning agent used at 4.5%, 4%, 3.5% and 3% did not provide sufficient chromium oxide in the leather section. This resulted in lower shrinkage temperature values in the leathers. According to these results, it was clear that the ratio of chrome tanning agent in vacuum could be reduced to 5%. Considering that the ratio used in conventional system was 8%, it was revealed that the ratio of tanning agent could be reduced in vacuum ambient as well as the ratio of water use, and 37.5% tanning agent savings could be achieved thanks to the vacuum process atmosphere. It was also understood that cleaner productions could be carried out in terms of effluent values thanks to higher exhausted processes. Figure 4 shows the residual floats after conventional chrome tanning and after the process with 50% water and 37.5% tanning agent reduced under vacuum system. Residual floats after conventional (left) and vacuum operated (right) chromium tannings.
Results of vacuum chrome tanning processes under different time variables.


Vacuum tanning processes under different time variables.
At the end of 10 h tanning time in conventional system, chromium oxide ratio in leather was determined as 3.51%, chromium oxide in wastewater was 2.99 g/L, and leather shrinkage temperature was 102°C. Chromium oxide ratios of the leathers in vacuum system were determined as 3.54% at the end of 8 h tanning time, 3.52% at the end of 6 h tanning time, 3.48% for 5 h tanning time, 3.41% with 4 h tanning time and 3.39% at the end of 3 h tanning time. Chromium oxide value of 3.51%, which could be achieved in conventional system, was achieved with a minimum tanning time of 6 h under vacuum. When shrinkage temperature values were examined, it was seen that they were lower than conventional system when the tanning time was below 6 h, as in parallel with the chromium oxide results. The targeted pH values with vacuum process recipe were achieved as a result of each process. When cross-section control was performed on the skins, it was observed that sufficient tanning was not formed as a result of 3, 4 and 5 h tanning times.
When wastewater properties were examined; while 1.02 g/L chromium oxide was detected in the effluent under vacuum with 8 h of tanning time, this ratio was 0.98 g/L at the end of 6 h, 1.15 g/L with 5 h, 1.79 g/L for 4 h, and 1.84 g/L with 3 h of tanning time. It was observed that more chromium oxide content accumulates in wastewater samples at 3, 4 and 5 h. This resulted in lower shrinkage temperature values in the leathers. According to these results, it was understood that chrome tanning time could be reduced to 6 h in vacuum ambient. It has been demonstrated that 40% time savings can be achieved with vacuum process system. In terms of tanning time, it was determined that the reaction was not fully realized at lower values (3, 4 and 5 h) in the experimental set-up when the tanning time was insufficient.
Physical properties of leather products after vacuum operated chrome tanning under optimized conditions.

At the end of 10 h of tanning time in conventional system, tensile strength value was determined as 9.92 N/mm2 and tear strength was determined as 20.87 N/mm. It was indicated that strength ratios of the leathers in vacuum drum could be obtained at least as much as in the conventional system under optimum conditions. Tensile strength was 10.02 N/mm2 and tear strength was 21.45 N/mm. With lower water use, less chromium and shorter time, tensile and tear strength properties of leathers were improved under vacuum productions. When organoleptic evaluations such as fullness and touch properties were made, very similar characteristics were determined with conventional method.
Wastewater properties after chrome tanning in vacuum ambient.

At the end of 10 h tanning time in conventional system, chemical oxygen demand (COD) was determined as 6125 mg/L, suspended solids (TSS) as 1236 mg/L, conductivity value as 98.9 mS/cm and salinity value as 87.9 ppt. Chemical oxygen demand (COD) was determined as 3112 mg/L, suspended solids (TSS) was determined as 731 mg/L, conductivity value as 54.2 mS/cm and salinity value as 43.4 ppt. Wastewater pollution load values were reduced by almost half under optimum production conditions in vacuum cabinet compared to the conventional system.
Target success of vacuum operated conditions.


Flowchart of conventional and vacuum chrome tanning system.
The success of the studies and optimum vacuum production conditions were determined. Tanning time was reduced by 40% in vacuum drum. After 10 h of conventional chrome tanning period, the average shrinkage temperature of the leather was 102°C, the amount of chromium oxide in leather was 3.51%, and the amount of chromium oxide in wastewater was 2.99 g/L. With the 6-h vacuum process, the average shrinkage temperature of the leathers was 102.5°C, the average chromium oxide content in the leathers was 3.52%, and the average chromium oxide content in wastewater was 0.98 g/L. For the tanning process carried out in vacuum ambient, 50% reduction in water use and a 37.5% reduction in use of tanning agents compared to the conventional method was considered a success.
At the end of 10 h of tanning time in conventional system, tensile strength value was determined as 9.92 N/mm2 and tear strength as 20.87 N/mm. It was concluded that the strength ratios of the leathers in vacuum system could be obtained at least as much as in the conventional system under optimum conditions. Tensile strength was 10.02 N/mm2 and tear strength was 21.45 N/mm. Reducing wastewater pollution loads in the vacuum atmosphere compared to the conventional system was aimed as well. Target values indicated these aspects by showing the study success compared to the conventional outputs. When considering about the limitations, restrictions and sanctions in leather and textile industry in the recent years, obtained results will shed an considerable light for a sustainable future. Further researches will be better to put on a straight ground with more detailed scope and to improve the current outputs for advancing new technologies.
Conclusions
As the success criterion of vacuum processes; the main goal was to reach at least the values obtained with the classical method without compromising the leather and wastewater quality achieved in conventional system. The success of the studies and optimum vacuum production conditions could be determined in a healthy way by comparing with conventional production method. Tanning time was reduced by 40% in vacuum drum. For the tanning process carried out in vacuum ambient, 50% reduction in water use and a 37.5% reduction in use of tanning agents compared to the conventional method was considered a success.
Reducing wastewater pollution loads in the vacuum atmosphere was also aimed by comparing with the conventional system. Achieving the target values in these aspects also made the study successful.
High-exhausted, time-saving processes using less water and tanning agents could be carried out under vacuum. According to the results of the study, an important system design for leather industry and appropriate production methods were put forward. Considerable were achieved for the world leather market, where sustainable production systems/methods were come to the forefront in the recent years. Various initiatives are aimed to be taken on an industrial basis for future.
Footnotes
Acknowledgments
The authors gratefully acknowledge the financial support from “The Scientific and Technological Research Council of Turkey” (TUBITAK – Project number: 122M048).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by The Scientific and Technological Research Council of Turkey” (TUBITAK – Project number: 122M048).