
Abstract
The influence of differently tanned and finished bovine leather on thermophysiological properties was investigated. In addition, it was investigated whether sampling has a significant influence on the thermophysiological properties. The back of the tested leathers is thicker than the neck because of better microstructure regularity and uniformity as well as thicker and denser distributed fibrils than in the neck parts. The neck parts have a greater proportion of air-filled spaces between the fibrils, resulting in a higher thermal resistance of the leather neck parts. Considering the thickness of synthetic and chrome-tanned leathers (dyed and hydrophobized), the thinner chrome-tanned leathers (0.063 W m−1 °C−1 for the neck part, 0.090 W m−1 °C−1 for the back part part) have almost the same thermal conductivity as synthetic ones (0.065 W m−1 °C−1 for the neck part, 0.089 W m−1 °C−1 for the back part). Their thermal and water vapour resistance show considerable differences. There is no significant difference in water vapour resistance of the neck and back part of chrome tanned, dyed and hydrophobized leather (25.27 m2 Pa W−1 for the neck part; 25.15 m2 Pa W−1 for the back part) in contrast to equally treated synthetically tanned leather (30.38 m2 Pa W−1 for the neck part; 26.96 m2 Pa W−1 for the back part).The presented study could help in choosing the appropriate point of sampling, tanning as well as finishing agents for obtaining satisfying thermophysiological comfort in the wide range of leather application.
Introduction
In order to obtain usable leather for various products, animal hides and skins are processed in several stages; pretanning (liming, bating and pickling), tanning and post tanning and finishing. By the action of chemical agents the protein structure bonds are broken and new bonds are created, respectively, structural, chemical and physical changes of a leather occurs. 1 At every stage of the process, the optimal state of the micro and macrostructure of the protein must be achieved in order to produce high quality leather.
The impact of the processes on the porous structure of skin and leather after each process step has been investigated in several papers.2,3 The influence of pretanning and tanning process conditions on goat skins after each stage of the chrome tanning process (soaking, liming, deliming, pickling and tanning) showed significant variations in pore size distributions at each stage of leather processing. 3 Chrome-tanned goat leathers showed an increase in pore size and maintained a high level of water vapour permeability, which makes the leather very comfortable to wear. Vegetable tanned goat leathers are characterised by a wider pore size distribution with a certain mesopore volume and macropores with small pore size.
Nishad Fathima et al. did study changes in the pore structure of the hides (wet salted and unhaired cowhides), chrome and vegetable tanned leather due to thermal shrinking.4,5 Before exposure to heat, the porosity of the native hide was 33.17%, that of the chrome-tanned 16.34% and that of the vegetable-tanned 31.35%, with the tanning process reducing the porosity of the leather. There is a significant difference between the porosity of differently tanned leathers, which is explained by the nature of the tanning agents and their interaction with the hides. The lower reduction in porosity after exposure to heat of chrome-tanned leather compared to native and vegetable-treated leather is explained by the fact that the chrome treatment does not fill interspaces between fibres, as is the case with vegetable-treated hides. Tanning with chromium salts and vegetable tannins suggests that surface groups, inorganic substances and the pore size distribution influence the water transfer through the hides or leather. 6
Sundar and Muralidharan succeeded in improving water vapour permeability of goat skins using enzymatic and chemical methods during pretanning and after chrome tanning without affecting other mechanical properties of leather. The reason could be a more open fibre structure if proteases are used, respectively, integrated treatment with acetic acid and urea provides a better leather porosity than conventionally processed leathers. 7
The influence of different tanning agents (chromium, vegetable and chromium-vegetable combinations) on the physical and fastness properties of sheep skins of English and Persian origin shows that the type of tanning agent has an important influence on the physical properties of leather, even if the origin is the same. 8
A study of thermal comfort properties and water vapour permeability on sheep skins tanned with chrome, zirconium, vegetable, phosphonium and glutardialdehyde tanning agents showed a significant influence of tanning agents on the thermal and vapour permeability of sheep skins. 9 The leather with the highest thermal resistance was the leather treated with glutardialdehyde and the leather treated with chrome active substances had the lowest thermal resistance. The conclusion of the research is that the use of specific tanning agents and leather tanning processes may result in different thermo-physiological properties of leather or that the use of leather products should serve as a guide for the selection of suitable tanning agents.
Besides the tanning process, finishing and fatliquoring significantly influences the parameters of moisture absorption and desorption. 6 Finishing reduces the size of the monolayer and increases the binding energy constants, while fatliquoring reduces the maximum absorption capacity and hysteresis, which partially affects the reduction of the monolayer size.
Research of structural, chemical and physical properties of Nile Perch fish leather showed that there is a significant difference of physical properties depending on the part of sapling, respectively, the part towards the head and towards the tail.10,11
Recent literature related to the leather field mainly deals with the cleaner approach to chrome tanning in terms of cleaning up waste and residues after leather processing as well chrome-free leather tanning using eco-friendly and functional polymers. 12
In addition, a lot of research is being done in the area of tannin extraction from natural and renewable resources such as plant tannins and tannins mediated nanoparticles for use in tanning process.13,14 Considering cruelty free and vegan leather, some new approaches to obtain leather from bagasse, mushroom, banana and pineapple are done.15–18
In the recent and relevant literature, a whole series of studies on tanning agents and the influence of processes on the different properties of various mammalian skins were found. The available literature lacks a systematic study of thermophysiological properties differently tanned and finished bovine leather. Among the leathers of different animal species, the bovine leather is the most commonly produced type of animal leather as it is suitable for a wide range of products. Depending on pretanning, tanning and post tanning processes and their parameters, different thermophysical properties of leather will be achieved. A systematic study of the influence of sampling, tanning and post tanning processes on thermophysiological properties could help to choose the appropriate point of sampling, tanning as well as finishing agents to obtain satisfying thermophysical comfort regarding the application of leather.
Experimental
Materials
Bovine leather designation and description.

Letters before dash denotes type of tanning (Syn for synthetic tanning, Cr for chrome tanning), while letters after dash denotes finishing process (D for dyed leather, CF for completed leather face and H for hydrophobic leather).
Legend:
Figure 1.a) - Back of the leather: B = tail root, R = shoulder point, BR = longitudinally along the spine, D' = on the edge of the abdomen, AD' = vertical on BR, AB/BR/2, AB = AR, AE = (50±5 mm), AF = FD', JK = EF, GE = EH, HL = ML = HK/2. Lines GH, JK, HN and LM are parallel on BR. Schematic presentation of leather sampling according to the standard ISO 2419: 2017. (a) Back of the leather. (b) Neck of the leather. The bovine leather was sampled according to the standard ISO 2419:2012.
9

When sampling the back part of the leather (Figure 2a), point A is half value of length BR (BR/2 = A). A parallel is drawn in regard to the length BR. The length of the AF point is half the length of AD’ (AD’/2 = AF). From half the length EF, the length JF is obtained. A parallel line is drawn in regard to length AD′ through the point J, the left point G is obtained. The length EF is equal to the length GJ and the length HK. The length HL is half the length HK and we repeat the drawing of the square. Production and finishing scheme of the leather samples.
Figure 1.b) - C = top of the neck, R = shoulder point, CR = line along the spine, S = shoulder edge, KP = 20±2mm, HQ = 50±5mm, RP = PS, GH = JK = HL = LM = MN = GK/2, lines RS, HJ, GK and LM are vertical on CR. Lines GL, KJ and NM are parallel on CR.
The neck portion is sampled with a parallel line from the centre line R at a distance of 50mm. Draw a vertical line RS to the centre line R. Divide the length RS in half and obtain a point P (RS/2 = P). On the parallel 20 mm away from RS, a point K is obtained and on the left, at a distance of 50 mm from the midline of the point G is drawn (GK/2 = GH). The obtained rectangle and square are drawn according to the points marked in Figure 2b.
Methods
The preparatory operations of soaking, liming, deliming and pickling were carried out under industrial conditions according to the standard procedure for all samples. The first process of raw hide processing is soaking where hide regains the necessary moisture (hide rehydration), impurities are removed from the hide surface and salt is applied during the canning phase. The structure is filled with water which prevents mechanical damage of the fibres and allows the transport of chemicals. When the hide is completely filled with water, soaps and/or enzymes penetrate between collagen fibres, otherwise each subsequent chemical treatment will be uneven and the result will be unevenly treated skin. 19 This is followed by a technological operation to remove the flesh, which consists of mechanical processing of the hide to remove subcutaneous tissue with remnants of muscle and fat tissue. The liming process removes hair, wool and epidermis, loosens hide tissue, that is, removes structured proteins and saponifies natural fats. Proteins that are not chemically stable are removed, which increases the number of collagen reaction groups and leaves space for tannins that bind more easily to collagen. A solution of lime and sulphide is most commonly used for liming process. The lime remaining in the hide after leaching leads to insoluble calcium tannins in the further course of tanning with tanning agents, which cause a rough grain side of the hide in addition to losses during tanning. Besides removing lime and sulphides, the deliming process flattens the hide and keeps the pH value at about eight in order to facilitate the bating process. 7 Bating completely flattens the collagen fibres, so it is easier to remove all the unnecessary remaining substances from the hide (remnants of hair roots, elastin fibres, inter-fibre proteins, fats, pigments and lime).
Prior to the tanning process, the hides were sorted into two groups of samples. First group of samples is tanned with chrome tanning agents. Second group is tanned with synthetic tanning agents. The samples were subjected to processing procedures shown in Figure 2.
Acidification of the hide (pickling) achieves dehydration of collagen fibres, which allows better tanning of the hide. The pH value of the hide, which is also the pH value of chrome tanning solution (2.5–3.5), is achieved which enables the gradual penetration of the tanning agent, that is, the astringency of chromium salts is reduced.
Tanning process
During the tanning process, a significant change in the structure of collagen occurs due to irreversible crosslinking within and between the collagen fibres and the tanning agent (Figure 3). Different tanning agents have different bond strength and the binding mechanism itself, which results in differences in the structure and properties of tanned leather. Crosslinking of chromium and collagen.
20

The chrome-tanned leather first underwent the pickling process where 1.6%–1.8% acid (formic, sulphuric) and 5%–7% sodium chloride were applied, following by the tanning process with 3.2%–3.6% basic chromium sulphate (commercially agent 25%–27% Cr2O3; 330Sch). In the process of basification 0.25%–0.32% of basification agents (sodium bi carbonate; commercial agents composed of low alkaline reactivity salts mixture for obtaining pH 10.0–12.0) are used. All chrome-tanned samples went through this tanning process (Cr, Cr-D and Cr-D-H).
For the synthetic tanning process 10% a synthetic organic tanning triazine-based product was applied (Figure 4). This tanning process is applied on all synthetic tanned samples (Syn-D, Syn-D-H, and Syn-D-CF). Sulfonate ions on the triazine compound contribute to tanning effect and increase solubility of triazyne compound in water. Schematic presentation of side chain crosslinking bridge of collagen with triazine compound.
23
Post tanning and finishing processes.
After the process of tanning, ageing, scraping and sorting the post tanning and finishing processes follow. The main purpose of post tanning processes is to fill the hide structure and give more uniform thickness and appearance, desired properties, appearance and feel as well as to make a grain side suitable for further mechanical processing and finishing.
Hydrophobing reduces the water permeability of the leather (reduced permeability of the leather), whereby hydrophobic leather is permeable to air and water vapour. Finishing is the final process in the leather production with the task to protect and improve the quality as well as the appearance and touch of the leather. Leather achieves the final desired appearance depending on the purpose and the desired properties of the final product.
Agents for post tanning process of synthetic tanned leather.

Where “-” means the agent is not added in post tanning process.
Agents for post tanning process of chrome-tanned leather.
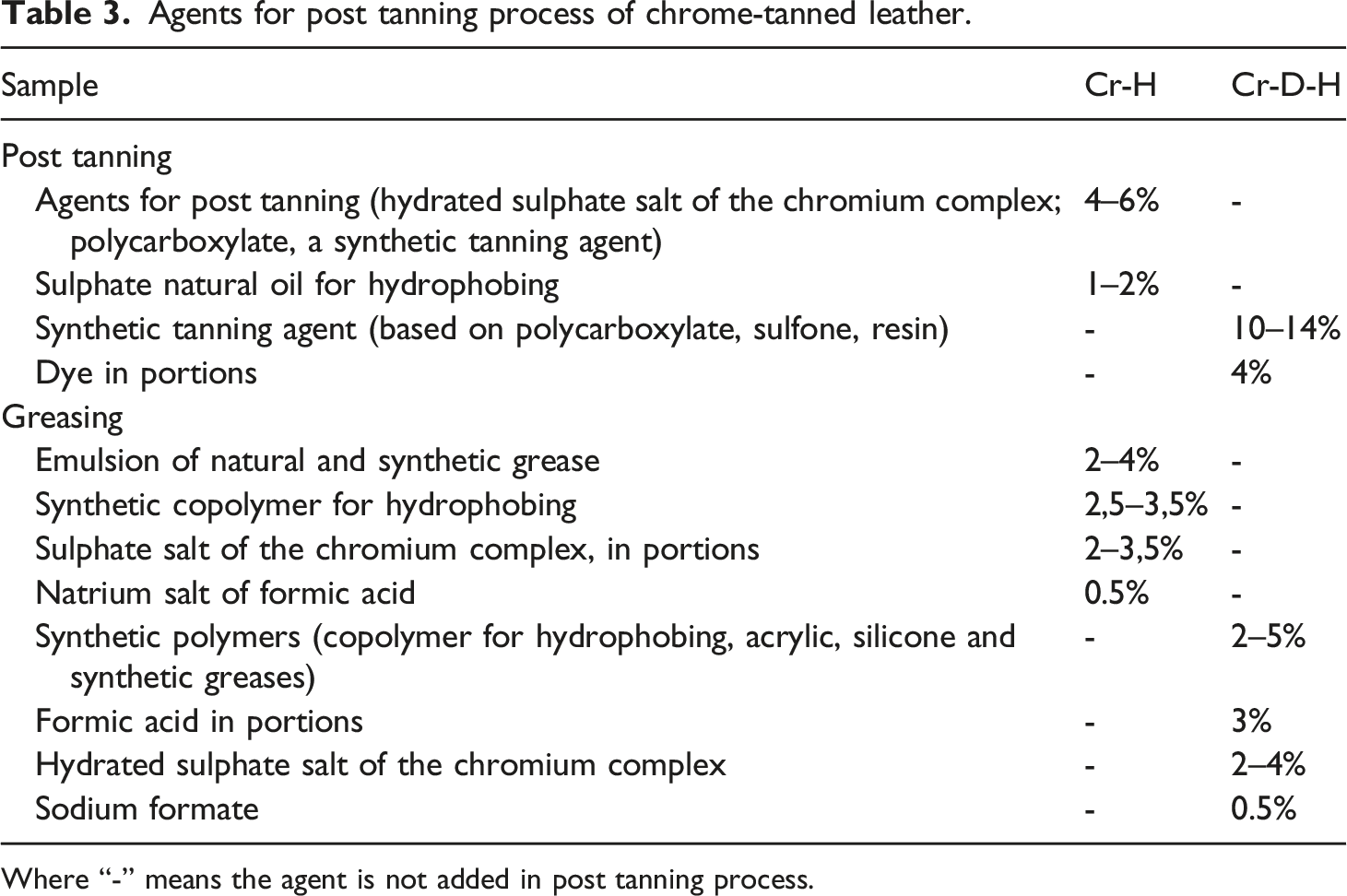
Where “-” means the agent is not added in post tanning process.
Test methods
Leather thickness was tested according to ISO 2589:2016, while thermal and water vapour resistance were tested under steady-state conditions using sweating guarded-hotplate test according to the standard ISO 11,092:2014. The leather is placed on the heated plate with the conditioned air ducted to flow along and parallel to its upper surface with a speed of 1 m s−1. For the determination of thermal resistance (Rct) the air temperature is set at 20 °C, a relative humidity of 65% and air speed at 1 m s−1. After reaching the test conditions and establishing steady–state condition the recording of values is started. During the determination of water vapour resistance on the surface of the porous plate a water vapour permeable, but liquid-water impermeable cellophane membrane is fitted and kept constantly moist by a water-dosing device. Test conditions for the determination of water vapour resistance (Ret) are air temperature set at 35 °C, a relative humidity of 40% and air speed at 1 m s−1. Thermal (Rct) and water vapour resistance (Ret) of the leather is determined as the arithmetic mean of the values of three individual specimens.
The leather morphology of the grain surface and cross section was observed with JEOL JSM-35 CF scan electron microscope set up to an accelerating voltage of 20 kV with a working distance of 15 mm. The samples were mounted on stubs with carbon tape and coated with gold in a sputter coater Balzers 7120-A.
Results and discussion
Thickness of bovine leather back and neck.

where: T is thickness, mm; X is average value, mm; SD is standard deviation, mm; CV is coefficient of variation, %; N is leather taken from neck part of bovine leather, B is leather taken from back part of bovine leather.
Thermal and water vapour resistance of bovine leather back and neck.

where: Rct is thermal resistance, m2 °C W−1; Ret is water vapour resistance, m2 Pa W−1; λ is thermal conductivity, W m−1 °C−1; X is average value, SD is standard deviation,; CV is coefficient of variation, N is leather taken from neck part of bovine leather, B is leather taken from back part of bovine leather.
Chrome and synthetically tanned bovine leather of the back is thicker than that of the neck, regardless of the finishing (Table 4.). This is a consequence of the quality, regularity and uniformity of the bovine leather back microstructure, which depends on the density and thickness of the fibrils. On the back of bovine leather, the fibrils are thicker and more densely distributed as well as arranged more regularly (vertically) in relation to the neck, giving the back a more uniform structure. A greater deviation in the thickness of bovine leather was observed mainly in the neck area, which was expected regarding the previously given explanation of the neck and back microstructure. The synthetically tanned, dyed and hydrophobic leather (Syn-D-H) deviates from this, where the deviation is greater in the back area which can be explained by the unique structure of each leather.
Bovine leather thermal resistance and water vapour resistance
Synthetically (chrome-free) tanned leathers have higher thermal resistance compared to chrome-tanned bovine leathers regardless of the finishing process but considering the sampling point (Table 5).
F and t test for thermal resistance of bovine leather back and neck.

Where V is variance, Fcal is calculated F value, F0 (0.05) is value for probability P(F>F0) = 0.05, SD standard deviation of t-test, tcal is calculated t value, t0 (0.05) value of probability (P(|t|> t0), p-probability value.
Within the group of synthetically tanned leathers, the dyed leathers from the neck part (Syn-D) have the highest thermal resistance since they contains more air in the interfiber spaces, resulting in higher thermal resistance (Table 5, Figure 5).
9
Leather thermal resistance was reduced by hydrophobing (Syn-D-H).
20
It should be noted that although the thickness of the dyed and hydrophobically treated leather (Syn-D-H) is greater than that of the only dyed leather (Syn-D), their thermal resistance is lower. The process of hydrophobing binds water repellent agents into the leather structure, which reduces the binding of moisture. By reducing the moisture content in the structure, thermal resistance increases, that is, thermal conductivity decreases.21,22 The penetration of the dye and the water repellent into the structure of the leather and the binding to the collagen fibres pushes the water molecules out, reducing the moisture in the structure and thus the conductivity of the leather (Table 5). In addition to reducing the water content, the hydrophobing process binds a greater amount of fats into the leather structure, where a greater fat amount increased thermal conductivity of the hydrophobic and dyed leather (0.065 W m−1 °C−1) compared to only dyed leather (0.046 W m−1 °C−1).21,23 Thermal resistance of synthetic tanned leathers sampled from the neck and back.
The lowest thermal resistance within a group of synthetically tanned leathers has leather with a face finish (Syn-D-CF). Comparing to dyed leather (Syn-D) with almost equal thickness, their thermal resistances differ significantly. Finish applied on grain side partially closes the face of the leather, which prevents the penetration of moisture and water into the leather structure. It is assumed that agents applied by spraying on the grain side of the Syn-D-CF sample reduced the thermal resistance and increased the thermal conductivity to a greater extent, thus cancelling the effect of moisture in the sample. On the contrary, although the thicknesses of dyed and hydrophobic (Syn-D-H) is significantly greater then dyed and finished (Syn-D-CF), their thermal resistances are approximately equal. It seems that the process of hydrophobing reduces thermal resistance to a greater extent than the finishing of the leather face due to larger amount of fat in the structure.20,22
In contrast to thermal resistance, the lowest water vapour resistance have synthetically tanned and dyed neck part of leather (Syn-D) which can be explained by the untreated natural face of the sample providing lower water vapour resistance.20,22 The finishing after leather dyeing increased the resistance to water vapour passage (Syn-D-CF) (Table 5 and Figure 6).
22
The significantly highest water vapour resistance of synthetically tanned, dyed and hydrophobic leather (Syn-D H) can be explained by the hydrophobing process. Waterproofing agents bind to the collagen fibres of the leather with functional groups forming a hydrophobic film. Water vapour penetrates into the interfiber spaces where vapour, due to surface tension, cannot wet the inner surface of the leather. This reduces the water vapour permeability, that is, increases the water vapour resistance.
20
Water vapour resistance of synthetic and vegetable tanned leathers sampled from the neck and back.
Same as synthetically tanned leather, chrome-tanned leather have higher thermal resistance on neck part regardless of thickness and finish (Table 5 and Figure 7). Thermal resistance of chrome-tanned leathers sampled from the neck and back.
Neck part of chrome-tanned split leather has the lowest thermal resistance, and thus the highest thermal conductivity. Split leather is characterized by higher permeability that can be associated with the structure of leather split through the cross section.
Although chrome-tanned, dyed and hydrophobic leather (Cr-D-H) has a greater thermal resistance regarding to only hydrophobic leather (Cr-H), if we consider the leather thickness through the thermal conductivity it is obvious that Cr-D-H have greater conductivity then only hydrophobic leather (Cr-H). Therefore, thermal resistance of chrome-tanned, dyed and hydrophobic leather would be less with respect to chrome-tanned hydrophobic leather of equal thickness.
Although thermal conductivity is closely related to the material moisture content, the hydrophobing and dyeing process binds more fat in the leather structure (compared to the pure hydrophobing process), which increases the thermal conductivity. A higher content of fat added to the leather fills the inter-fibre spaces and improves the thermal conductivity of leather. This effect is more visible on the back part of the leather. The back structure is more uniform and compact, and a larger number of structural elements of the leather are available for the binding of dye molecules and hydrophobing agents that also fill the free spaces between the fibrils. 1 Due to the reduction of the pore size of the leather structure, and thus the reduction of the air content in the pores, the thermal conductivity of the back part is greater than that of the neck part.
F and t test for water vapour resistance of bovine leather back and neck.

Where V is variance, Fcal is calculated F value, F0 (0.05) is value for probability P(F>F0) = .05, SD standard deviation of t-test, tcal is calculated t value, t0 (0.05) value of probability (P(|t|> t0), p-probability value.
The higher water vapour resistance of dyed and hydrophobic chromed leather compared to only hydrophobing is explained by the additional influence of oiling in the dyeing process of leather.
Synthetic and chrome-tanned leathers treated in the same way by dyeing and hydrophobing show considerable differences in thermal and water vapour resistance. Considering their thickness, thinner chrome-tanned leathers have the same thermal conductivity as synthetic ones. The effect of oiling when dyeing chrome leather is visible.
It was found that there is no significant difference in water vapour resistance of the neck and back part of chrome tanned, dyed and hydrophobing leather in contrast to synthetically tanned, dyed and hydrophobing leather in which the difference is significant.
Bovine leather scanning electron micrographs
Scanning electron micrographs of surface and cross sections of chrome and synthetically tanned leathers (dyed, hydrophobized) sampled from the back and neck at magnifications of ×130 and 660x are presented in Figures 9 and 10. Scanning electron micrographs showing grain view of the leather at ×130 magnification. (a) Leather neck part, Cr-D-H. (b) Leather back part, Cr-D-H. (c) Leather neck part, Syn-D-H. (d) Leather back part, syn-D-H. Scanning electron micrographs showing cross section view of leather at ×660 +magnification. (a) Leather neck part, Cr-D-H. (b) Leather back part, Cr-D-H. (c) Leather neck part, syn-D-H. (d) Leather back part, syn-D-H.

The surface micrographs of the chrome and synthetically tanned leathers sampled from the back and neck show similar characteristics, that is, the pore sizes have a similar shape and size. This was to be expected, since the samples were equally finished, with the finish applied to the grain side partially closing the face of the leather.
Scanning electron micrographs of the cross sections of the chrome and synthetically tanned leathers show thicker and more densely distributed as well as more uniform arranged fibrils on the back part. The neck parts have more empty inter-fibre spaces between the fibrils and a less uniform structure that is more visible in the synthetically tanned leather cross section.
The micrographs are consistent with the obtained results, that is, the neck parts have a greater proportion of air-filled spaces between the fibrils providing higher thermal resistance than the back parts. Likewise, the more uniform and better arranged structure of chrome-tanned leather provides less thermal resistance compared to synthetically tanned leather.
Conclusion
The back parts of bovine leathers are thicker than the neck parts regardless of the type of tanning and finishing because the fibrils are thicker and more densely distributed and more regularly arranged vertically. The sampling point (neck and back part of the bovine leather) affects the leather thermal resistance in all examined leathers, regardless of the type of tanning and leather finishing. The t-test showed that the significant difference of thermal resistance between neck and back obtained only with synthetic tanned leather. Synthetically (chrome-free) tanned leathers have a higher thermal resistance compared to chrome-tanned bovine leathers, regardless of finishing, but taking into consideration the sampling point.
Synthetically tanned leathers from the neck area have the highest thermal resistance, as they contain more air in the fibre interstices and have a higher thermal resistance. The thermal resistance of the leather was greatly reduced by the hydrophobic treatment.
In contrast to thermal resistance, the untreated face of dyed leather provides the lowest resistance to water vapour. Water vapour resistance increases with the finishing of the leather face. Hydrophobic leathers have the highest water vapour resistance.
Chrome tanned, dyed and hydrophobic leather has a higher conductivity than hydrophobic leather only due to the higher fat content in the leather structure. In addition, oiling chrome leather during the dyeing process increases water vapour resistance compared to only hydrophobic treated leather. Equally treated synthetic and chrome-tanned leathers have the same thermal conductivity due to oiling during chrome leather dyeing process.
The research results reveal an influence of the type of tanning and post tanning processes on the thermophysiological properties of bovine leathers.
The presented study could help in choosing the appropriate sampling point, tanning as well as finishing agents to achieve satisfactory thermophysical comfort in the application of leather.

Water vapour resistance of chrome-tanned leathers sampled from the neck and back.
Footnotes
Acknowledgements
This is work has been fully supported by the Croatian Science Foundation under project no. IP-2016-06-5278.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.