
Abstract
Composite materials are increasingly used in a broad range of applications due to their recognizable mechanical properties and the high strength-to-weight ratio. The aim of the current study is to improve the mechanical properties and fracture toughness of composite laminates. Several types of fabrics, such as glass, carbon, and Kevlar, and micro-particles are adopted to create composite laminates via the vacuum infusion method. The mechanical performances of the proposed laminates were evaluated via tensile and flexural strength tests. Moreover, the impact strength tests were conducted to examine their dynamic performances. Results showed that woven laminates such as glass woven, carbon woven, and Kevlar woven composites with micro-particles revealed better tensile properties compared with those without micro-particles. For instance, enhancement in the Young’s modulus with around 5%, 6%, and 13% were resulted from the glass, carbon, and Kevlar fabrics with fillers, respectively. Furthermore, higher impact strength and fracture toughness were obtained from the laminates of glass, carbon and Kevlar with inclusion of thermoplastic particles. For example, the glass, carbon and Kevlar fabrics composites with fillers samples showed improvement in the fracture toughness with around 24%, 17% and 14%, respectively. In addition, numerical simulation findings of flexural failure load and damage failure modes were in accordance with experimental results both qualitatively and quantitatively.
Introduction
Composite materials either fibres or particulates filled polymer matrix composites are widely used in a wide range of engineering applications such as marine, automobile and aerospace. Moreover, the low strength-to-weight ratio of composite materials reduces the weight in which it consequently improve the fuel efficiency compared with the metallic alloys. Without losing generality, many attempts have been conducted by researchers to propose new materials/structures with superior properties such as hierarchical, auxetic and bio-inspired materials.1–3 To enhance the mechanical properties, proposing materials/structures with unique deformation mechanisms such auxetic materials/structures is a case in point. Auxetics are a unique class of materials/structures exhibit negative Poisson’s ratio (NPR) in which they contract laterally when they experienced compressive loading.4,5 Recently, by mimicking the topologies of different creatures, the bio inspired materials are receiving great attention of researchers to obtain optimal topologies with enhanced mechanical properties.2,3
However, in terms of composite materials, the maintenance or replacement cost of several parts can be decreased and they might have a longer life cycle.6–10 Thus, a considerable research work and development have been conducted on the all classes of composite laminates.11–18 In fact, the structural integrity of composite materials is significantly affected when they are experiencing damaging loading conditions. The damage failures such as matrix cracks and fiber fracture play a dominant role in the limiting the usage of these laminates under different applications. 19 Furthermore, several reasons could cause delamination such as production processes, foreign object, impact damage, and fatigue.20,21 Thermoset resins (such as epoxy, phenolic and polyester) are popular composite materials and they are increasingly used. However, because of their structures, they suffered low moisture absorption, relatively high modulus, low brittleness with relatively poor strength and low fracture resistance.22–24 The using of thermoplastic-based laminates might decrease these drawbacks 25 due to their higher toughness compared to the thermoset polymers. Conversely, their lower stiffness and higher manufacturing cost are addresses as main drawbacks.
It is worth mentioning that stiffness of inorganic particles is much higher compared with those of polymer matrices.26,27 Therefore, the stiffness of composite materials based thermoset matrices could be improved by using hard particulates such as SiO2, Al2O3, graphite, TiO2, clay, and fly ash particles, glass beads, short glass fibers. However, the strength of these composites decreased due to the poor bonded between matrix and particles.28,29 This leads to poor resistance for crack growth.30,31
The using of thermoplastic particles is a promising option for improving the toughness of composite materials via cracks bridging and energy absorbing during crack propagation.32–35 Although, several studies have been conducted on the properties of fracture toughness of laminates in thermoset or thermoplastic using different size of thermoplastic particles, there is very limited works based on increasing mechanical properties of laminates using micro particles. In open literature there is a lack in terms of the experimental and numerical data on improving mechanical properties and reducing damage failures of laminates by adopting thermoplastic particles. In this regards, this manuscript aims to enhance the mechanical performance of glass, carbon and Kevlar/epoxy composites by using the poly (vinylidene fluoride (PVDF) powders that mixed resin of these laminates. Mechanical performance such as tensile, flexural and impact tests were evaluated on the composite laminates. Optical measurements were employed to analyses the damage modes of the laminates. Furthermore, the response of laminates has been numerically investigated using Abaqus software under flexural loading. The numerical results of the mechanical response and damage failure modes have been compared with the experimental findings.
Materials and experimental tests
Materials
Specifications of Sikadur-52 resin and its hardener.

Figure 1 shows the three types of reinforcements considered in this study: carbon, glass, and Kevlar, while their properties are listed in the Table 2. ASTM standards, which are D3775-02, D3776-09 were adopted when measuring the fabric count and areal density, respectively. While ASTM standards D1777-09 was adopted when measuring thickness. Photographs of three fabrics (a) Glass, (b) Carbon, and (c) Kevlar. Details of the used fabrics.

Physical properties of the poly (vinylidene fluoride (PVDF) powders. 36
Manufacturing of composite laminates
Based on their composition, the manufactured composite laminates could be classified into two types. In the first batch of the fabricated laminates, a vacuum bagging technique was considered where epoxy resin low viscosity resin (Sikadur-52) was infused with its hardener. By using this technique, glass fabrics, carbon fabrics, and Kevlar fabrics were manufactured where four layers were placed on top of each other as shown in Figure 2(a)–(c), respectively. These fabrics are cut with dimensions (250 mm × 250 mm) and stacked to produce laminates with four fabric plies. The orientation of laminates is symmetry and each ply, which is representing one lamina in composite laminates, has Manufacturing composite laminates process.
The specification of the manufactured laminates.

Experiments
Tensile strength test
The tensile test was performed to examine the mechanical performances of the proposed composite laminates when they experienced tension. A universal tensile machine (LARYEE) with a capacity load of 50 kN as shown in Figure 3 was employed for testing all laminates. The dimensions of composite laminates were 200 mm×20 mm following the ASTM D3039/D3039M–08 standard.
37
The tensioned specimens were tested with crosshead speed of 5 mm/min, corresponding to a strain rate of 0.5% per second. Three specimens were created for each case and in order to reduce the gripping effects, end tabs, which made from glass composite laminates, were affixed to the specimens. Strain gauge with gage length equal to 50 mm have been adopted in this test. The ultimate tensile strength (σ) and modulus of elasticity (E) were calculated according to the equations (1) and (2), as follows: Set-up of tensile test.


Impact strength tests
The effects of micro-particles on the resistance of the proposed composites were investigated using impact strength test. An Izod impact tester (XJU series pendulum Izod/Charpy impact tester) was employed for this test at room temperature according to ASTM D256-05.
38
The Izod method has been selected to study the impact resistance of laminates in which a tested sample was fixed and aligned vertically and the pendulum as well as raised to its maximum point. Then pendulum was released and hit the sample; leading to convert potential energy to kinetic energy and the total energy, which absorbed in sample, measured from the following equation (3):
While, the dynamic fracture toughness was calculated using equation (4)
39
:
Flexural strength tests
Three-point bending test has been Figure 4 adopted to examine the effect of micro-particles on the flexural strength of these composites. The test was performed according to the ASTM D790-17 standard
40
using a universal test machine. The sample was adjusted carefully and the ends of each composite sample were fixed on the instrument’s supports as shown in Figure 5. Moreover, a gradual load (force) was applied at the center of the sample until the occurrence of the fracture. The force (N)-displacement (mm) curve was obtained from this test for each type of composite specimen. Set-up of flexural strength test. Mesh independence curve.

The flexural strength and flexural modulus are calculated from equations (5) and (6), respectively:

Numerical model
In order to study the influence of including of micro-particles on the behaviour of composite laminates under flexural loading, numerical simulations of flexural loading of laminates are explained in details where Abaqus 6.14 software adopted in this simulation. Furthermore, the model variants were conducted based on the dimensions supplied from the experimental, applied loading, and observed failure mechanism. The simulation models have been described in the following sections:
Geometric model and materials
Details of carbon, glass and Kevlar plies.

The two-dimensional Hashin failure criteria that includes the propagation of damage failures of the lamina(either damage evolution or damage stabilization) are adopted in this simulation.
43
Further these damage failures are include tensile fibre failure 




The properties of adhesion layers in the composite laminates.

Mesh type
Different types of mesh configurations were conducted in this simulation to ensure convergence analysis, and better accuracy of results. The accurate of simulation has been achieved by mesh independence. So that, mesh independence was performed for glass fabrics laminates before selecting final mesh for this study. Initially, max flexural load in the simulation was carried out with different mesh size such as 20000, 30000, 60000, 70000, and 80000 cells but in different minutes. These values were compared and it was observed that the max. Flexural load become uniform at mesh size of 80000 cells. Thus, this size is considered for laminates in this investigation and final results were adopted to achieve reliability. Mesh independence curve is present in Figure 5.
Thus, the total numbers of continuum shell elements (SC8R) for lamina were selected 80000, while rigid analytical element (R3D4) with 10000 was selected for supports as illustrated in Figure 6. Mesh of (a) composite laminates and (b) support.
Loading and boundary conditions
According to the FE analysis, the applied flexural loading was positioned at the top of the composite laminate from the middle support and the value of this load was extracted from the experimental tests. Further, the Load Module in Abaqus/Explicit has been used to define the boundary conditions of the models; assuming that the two supports at the end of samples are fully constrained (U1 = U2 = U3 = 0). The applied load and the boundary conditions of this simulation are presented in Figure 7. Boundary conditions and flexural load of composite laminate.
Results and discussions
Results of tensile strength tests
Figures 8–10 show results of tensile strength tests of laminates and the results of these tests are listed in Table 7. From Figures 8(a)–10(a) it is evident that the carbon fabric composites without micro-particles illustrated highest properties (i.e. tensile strength and modulus of elasticity) and this is because of the higher properties of carbon fibre compared to other composites. The addition of micro particles into composite laminates enhanced the tensile properties as shown Figures 8(b)–10(b) (please see Table 7). These results indicating that the adhesion between particles/fibres with epoxy resin has been improved and stress could be transferred from the epoxy matrix to the particles and then to main load bearing fibres. The experimental stress versus strain for (a) laminates without micro-particles (b) laminates with micro-particles. Tensile stress for (a) laminates without micro-particles (b) laminates with micro-particles. Modulus of elasticity for (a) laminates without micro-particles (b) laminates with micro-particles. Tensile strength properties of laminates.



Results of impact strength tests
In order to investigate their response to impact loading, samples of laminates have been subjected to impact test in. The findings of the absorbed energy of composites samples were recorded and presented in Figure 11. Moreover, using the data that observed in Figure 11, the fracture toughness of all composite laminates was measured via equation (4) and the results were illustrated in Figure 12. It can be noticed from Figure 11(a) that the absorbed energy obtained from Izod impact test was maximum for glass fabrics composites, while Kevlar composite laminates revealed the lowest impact energy absorption. Although the Kevlar fibers showed a superior impact resistance according to previous study, they had the lowest absorbed energy and this is because of the lamination of Kevlar fabrics with epoxy matrix can cause weak interfacial bonding. Figure 11 (b) showed the absorbed energy after impact loading for composite laminates that include micro particles of PVDF. It can clearly notice that the using particles has effectively enhance the absorbed energy of all composite laminates. Consequently, adding these particles has led to improve the fracture toughness of these composite laminates as shown in Figure 12. It can be observed that the POL+4G + F, POL+4C + F, and POL+4K + F, samples showed increment in the fracture toughness with around (11%, 17%, and 14%) compared to samples POL+4G, POL+4C, and POL+4K, samples respectively. Absorbed energy of composite laminates for (a) laminates without micro-particles (b) laminates with micro-particles. Fracture toughness for (a) laminates without micro-particles (b) laminates with micro-particles.

Adding of thermoplastic particles in a matrix can improve the fracture toughness of laminates. This is owing to create new micro-mechanisms such as deflection of crack propagation, bridging of crack, blunting of crack-tip, and interfacial debonding of particle–matrix (or cavitation) and particle-induced localized yielding. These mechanisms can play role for enhancement the fracture of composite laminates. Bull et al. 46 have investigated the improvements of impact strength of carbon epoxy composites laminates by inclusion thermoplastic particles that having different sizes. The fracture toughness of the tested composites have enhanced due to the micro-mechanisms (cavitation, crack-deflection and crack bridging. It is worth mentioning that crack arresting was remarkably influenced by bridging mechanism. Furthermore, the resistance of delamination was significantly influenced (increased) by the bridging mechanism by growth into the undamaged zone.
Results of flexural strength tests
A 3-point bending test was used to study the flexural properties of composite laminates. In this regard, the plots of flexural force-displacement, flexural strengths and flexural modulus of composites laminates are presented in Figures 13–15, respectively. From Figure 13(a) and 14(a), it can be observed that the glass laminates illustrated highest peak flexural force and flexural strength compared to other laminates, while there is decreasing in its displacement at peak force. In contrast, the Kevlar composite laminate showed lowest peak force, flexural strength and but it revealed higher displacement at peak force. This is because of fibre pullout and inter-laminar and intra-laminar delamination are main damage failure occurred in the glass fabrics laminates while fibre fractures are main failures occurred in carbon fabrics laminates. The flexural curves (force vs displacement) for: (a) laminates without micro-particles (b) laminates with micro-particles. Flexural strength for (a) laminates without micro-particles (b) laminates with micro-particles. Flexural modulus for (a) laminates without micro-particles (b) laminates with micro-particles.

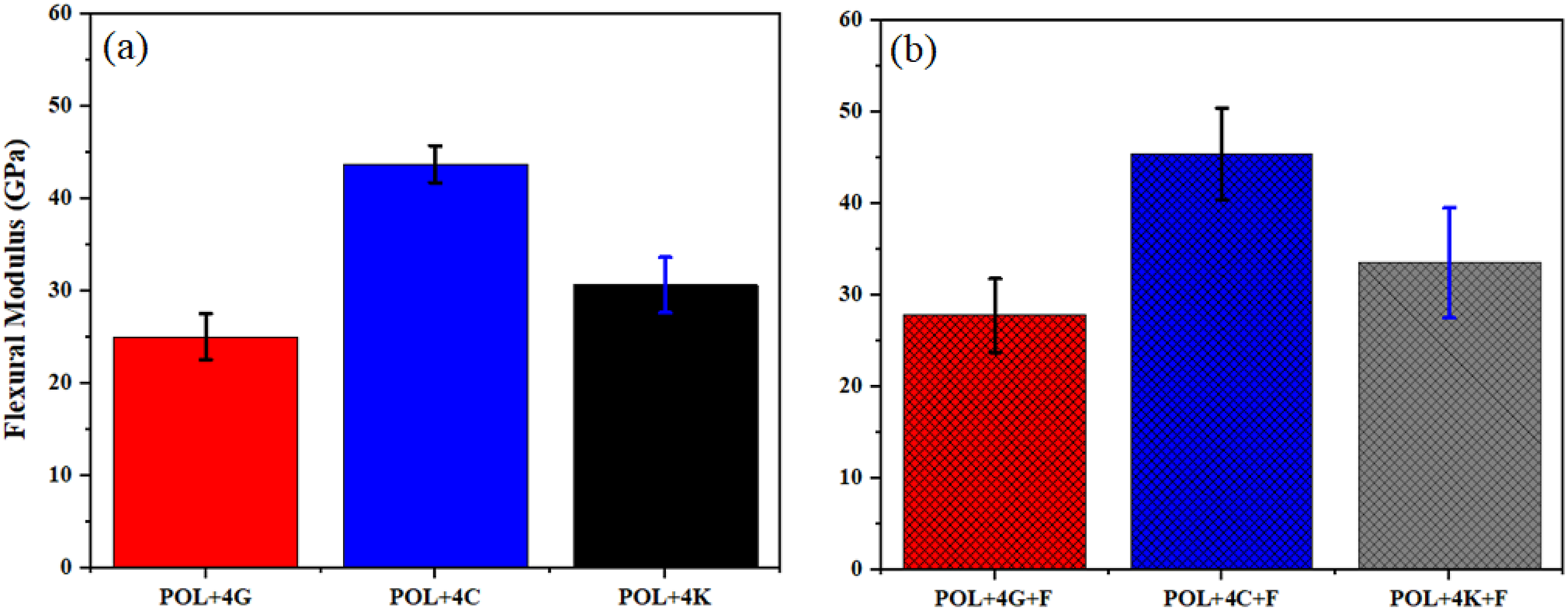
The adding thermoplastic filler to laminates can effect on their flexural properties as shown in Figures 13(b) and 14(b). It can be clearly seen that the peak loads, flexural strength, and flexural modulus of composites samples that have micro-particles are significantly higher than that composites samples without micro-particles. The flexural properties were improved due to adding the addition of thermoplastic filler in thermoset resin in which developed the interfaces between the fibre and matrix. Bejoy et al. 47 and Ollier et al. 48 found that the inclusion thermoplastic fillers can improve the tensile and flexural strengths of thermoset composites.
Numerical model validation
Comparison between the simulation and experimental maximum flexural load of laminates.

Figures 16 and 17 show the flexural load-displacement plots for composite samples with and without micro-particles in both numerical and experimental studies. From Figure 16, it can be seen that the composite samples without micro-particles produced from glass fabrics as illustrated in Figure 16(a), have the highest load peak compared to all-composite. On the other hand, a steep load drop can be shown in Kevlar fabrics samples (as shown in Figure 16(c)), which means the fibres in the layers failed under flexural loading comparing to the numerical results, the flexural load-displacement curves have one peak loads in whole load phase for all composite samples. It can be seen that the experimental and simulated curves are having well matching in the linear portion, but discernible difference occurred between them in the non-linear portion and this is because of the defects in the composite laminates that manufacturing experimentally. Comparison of flexural load-displacement curves of experiments and simulations of (a) POL + 4G, (b) POL + 4C, and (c) POL + 4K samples without micro-particles. Comparison of flexural load-displacement curves of experiments and simulations of (a) POL+4G, (b) POL+4C, and (c) POL+4K samples with micro-particles.

Figure 17 illustrates the flexural load-displacement curves can be improved by including the micro-particles and these samples show that several load distributions occurred before the final failure. This behaviour can also be captured from numerical results and the reason for that can be attributed to the transit of damage failures from matrix cracks to the fibre fracture leading to absorb more energy.
Figure 18 shows a comparison of the damage failures between the simulated and experimental results for all composite laminates at the fracture moment. The backside of composite samples has been adopted to collect all the damage failures. It can be seen from (Figure 18(a) and c-bottom images), that the experimentally fractured samples of glass fabrics and carbon fabrics composites are fibre fracture and matrix cracks, that occurred due to tensile stress. Moreover, it is evident that the main failures are fibre fractures and matrix cracks compared to the predicted fracture of simulated models (Figure 17(a) and (b)-top and middle images). This is due to the high brittle fibres. These failures covered the centre of the composite sample and propagated along the flexural loading. Comparison of experimental and numerical damage failures of composite samples (a)POL + 4G, (b) POL + 4C, (c) POL + 4K, (d) POL + 4G + F, and (e) POL + 4C + F, and (f) POL + 4K + F samples after flexural strength tests.
Figure 18(d)–(f) – bottom images showed the fracture surfaces of composite laminates that include micro-particles. Experimentally, the majority of damage failures in these samples are fibre fracture and matrix cracks with less amount compared to the sample in Figure 18(a) and (c). This response confirmed by the simulated results, which showed that adding PVDF particles can play a role for reducing fibre fracture and matrix cracks (as shown in Figure 18(d) –(f) – top and middle images). In fact, PVDF particles present a significant plastic deformation; producing the plastic zone ahead of the crack tip and making reducing for the stress concentration. It is consistent with simulation results, which show that the plastic deformation rather than crack growth occurred because of including of PVDF particles in the composite laminates.
Conclusions
An experimental study for developing the mechanical performances and fracture toughness of three types of laminates by adding micro-particles was adopted in this research work.
The influence of these materials to in-plane properties was examined by using tensile strength testes. In addition, their load-bearing abilities were conducted using flexural strength tests. While their response to dynamic loading and studied fracture toughness for them were conducted using Impact strength tests (Izod impact tests). Moreover, the maximum flexural load and damage failure modes were predicted using the Finite element analysis through Abaqus software. It can conclude of the current work as follows: • The including micro particles like PVDF with many types of fabrics such as glass, carbon and Kevlar can play a dominant rule for enhancing the mechanical performances of laminates compared to the laminates without micro-particles. The modulus of elasticity of laminates samples showed enhancement in the Young modulus with around 5%, 6%, and 13% compared to the same samples without fillers. • The impact strength and fracture toughness of laminates increased by adding thermoplastic particles in a matrix with various type of fabrics. It can observe that the POL+4G + F, POL+4C + F, and POL+4K + F samples showed increment in the fracture toughness with around (24%, 17%, and 14%) compared to samples POL+4G, POL+4C, and POL+4K samples respectively. • The simulation model with aiding Abaqus software and different criteria has been used in this investigation. In spite of, the current simulation results are reliable for determine the maximum flexural load, and damage failures, which are available in laminates, it notices that there are slightly difference between the experimental and simulation results. In this regards, the use of VUMAT subroutine can enhance the computational efficiency of mode to predict the mechanical performance of laminates.
Based on the current research, the using different fabrics with thermoplastic particles can significantly reduce catastrophic failures that occurred during applied loading.
Footnotes
Acknowledgments
The authors would like to thank the technician staff in Wasit University, Wasit, Iraq for their efforts to conduct the experimental work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
Data sharing not applicable to this article as no datasets were generated or analysed during the current study.