
Abstract
Herein, the oxazolidinone (OX) segments have been successfully introduced into carbon fiber-reinforced plastic (CFRP) composites via the bulk polymerization of the isocyanate and epoxy (EP) groups to significantly promote the mechanical properties. Through the bulk polymerization, the OX segments in epoxy resin (OX epoxy resin) have been formed, verified via the Fourier transform infrared (FT-IR) spectroscopy. Afterward, in order to obtain the cured OX epoxies, the as-prepared OX epoxy resin has been mixed with the pure EP resin for further curing. Thermogravimetric analysis (TGA) and dynamic mechanical thermal analysis (DMTA) have shown that the cured OX epoxies have exhibited improved thermal resistance and higher Tg than the cured neat epoxies. After introducing OX segments, the flexural strength, flexural modulus, and impact strength of the cured OX epoxies have been promoted by 30.1%, 12.1%, and 82.9%, respectively. Moreover, the mechanical properties of CFRP composites, fabricated from OX epoxy resin and T1100 carbon fibers, have been improved as well and in particular, the flexural strength, flexural modulus, impact strength, interlaminar shear strength, and compressive strength after the impact of the composites have been improved by 25.9%, 8.4%, 23.6%, 35.5%, and 23.8%, respectively. Furthermore, the impact damage of the composite laminates has been analyzed via Ultrasonic C-scan.
Introduction
Carbon fiber-reinforced plastic (CFRP) composites offer more advantages compared with metallic alloys, especially when the high strength and stiffness to weight ratio is concerned. Due to the excellent anti-fatigue properties and corrosion resistance, as well as high mechanical performance, CFRP composites have been widely utilized in a variety of applications, such as the aerospace industry, automotive industry, ships, and civil construction.1–4 However, the flexural stress can cause the failure of CFRP composite laminates including the compressive failure of the upper region and tensile failure of the bottom region of the laminates. Moreover, due to the low bonding strength between the layers, delamination is trending to happen under the action of external stress. The major failure modes include the debonding between the fibers and the resin matrix, the pullout of the fibers and the fracture of the fibers, which can tremendously reduce the overall mechanical properties of the CFRP composite laminates.5–9
It is well known that the toughness of the epoxy (EP) resin plays an important role in the failure of CFRP composites. CFRP composites containing EP resin after toughening modification display rough fracture surfaces, meanwhile plenty of fibers with a short length are pulled out from the toughened matrix, which can absorb tremendous energy during the breaking process, resulting in the ductile failure of the composites. Therefore, considering the inherent brittleness of the EP resin, 10 it is necessary to toughen the resins to obtain the high-performance CFRP composites.
Two strategies have been widely applied to toughen EP resins: physical toughening and chemical toughening. The physical toughening is to strengthen EP resins through adding inorganic nano-fillers or thermoplastic resin particles possessing great fracture toughness. Nano-fillers including graphene nanobelt, 11 multi-walled carbon nanotubes,12,13 graphene oxide14,15 and nano-silica,16,17 exhibit the large specific surface area, strong interface interaction, as well as high modulus, which can block or passivate the crack propagation inside the resin matrix to prevent the cracks from developing into destructive damages. Thermoplastic resin particles including polysulfone, 18 polyurethane, 19 poly(urethane-phosphine oxide), 20 polyethersulfone 21 can toughen the EP matrix through plastic deformation or bridging effect. When the cracks propagate over the thermoplastic resin particles, the stress can be concentrated around the particles, leading to the plastic deformation to absorb a large amount of energy, thereby resulting in the large improvement of the fracture toughness.22,23 Nevertheless, the above-mentioned methods will increase the viscosity of the resin, which could cause an adverse effect on the preparation of the CFRP composites. Moreover, the agglomeration of the nano-fillers within the resin matrix can significantly impair the mechanical properties of the composites. Due to the limitation of physical toughening, chemical toughening has been widely applied to modify EP resins.
Chemical toughening is to strengthen EP resins via chemical modification, including copolymerization, grafting, 24 and cross-linking, which could be achieved through introducing flexible segments 25 or flexible curing agent 26 into EP resins. In the traditional chemical toughening methods, the introduction of flexible segments into EP resin can improve the mechanical properties of EP resin; however, it is often accompanied by sacrificing the thermal properties of the resin. In order to solve the above problems, one of the most effective methods at present is to introduce the rigid long-chain segments into the molecular structure of EP resin, which can maintain the heat resistance of EP resin, meanwhile improve its toughness. This goal can be achieved by the introduction of long-chain segments, such as oxazolidinone (OX).
The modified resins with OX segments exhibit excellent electrical insulation, improved mechanical properties, as well as flame retardant characteristics, currently as highly promising materials.27–29 Rashmi Mohan Mathur et al. 30 have prepared a series of oxazolidone incorporated linear epoxy resin through the reactions between bisphenol and isocyanate groups with different stoichiometric ratios, and emphatically explored their thermal stability and thermal decomposition properties.
The traditional methods for preparing OX include solution polymerization and bulk polymerization. The solution polymerization method can better control the reaction temperature, and the product is relatively pure. Besides, the solvent not only has a bad impact on the environment, but the solvent remaining in the product will volatilize when the resin is heated and solidified, reducing the performance of resin. However, the product prepared by the bulk polymerization method has no substances other than the reactants, and the requirements for the experimental device are not high, but due to the high reactivity of isocyanate, the viscosity of the product gradually increases with the process of the reaction, which is easy to gel. In traditional bulk polymerization, epoxy resin, catalyst, and isocyanate are fully stirred at room temperature and then react at high temperature. The product contains not only OX but also other by-products such as isocyanurate. The product viscosity is too high, and the process of toughening the matrix resin is more complicated. At the same time, the proportion of isocyanate in the traditional bulk polymerization is relatively small, which can effectively reduce the viscosity of the reactant. Meanwhile, the proportion of OX structure in product is small, and the molecular weight is not high.
In our study, the bulk polymerization method is used to prepare the oxazolidinone. The first method is to add isocyanate through a peristaltic pump to control the reaction process. Secondly, the viscosity of the reaction product can be effectively reduced by the way of step heating, so that the isocyanate radical can fully react with the epoxy group. The above two measures can not only effectively control the reaction temperature, prevent gelling, but also increase the proportion of isocyanate in the reactant, thereby increasing the content of OX and its molecular weight.
In our study, EP and Methylene diphenyl diisocyanate (MDI) monomers have been utilized to synthesize the resin containing OX segments through bulk polymerization. The reaction between epoxy-functional group and isocyanate is shown in Figure 1. The thermal properties of EP resins containing OX segments have been studied by thermogravimetric analysis (TGA) and dynamic mechanical thermal analysis (DMTA). Furthermore, to the best of our knowledge, this is the first study that the CFRP composites incorporated with the toughened OX epoxy resins have been successfully synthesized. In addition, the mechanical properties of the composites, such as flexural strength, flexural modulus, impact strength, interlaminar shear strength, and compressive strength after impact, as well as the failure mode of composite laminates, have been systematically investigated. The epoxy-functional group reacts with isocyanate to form OX segment.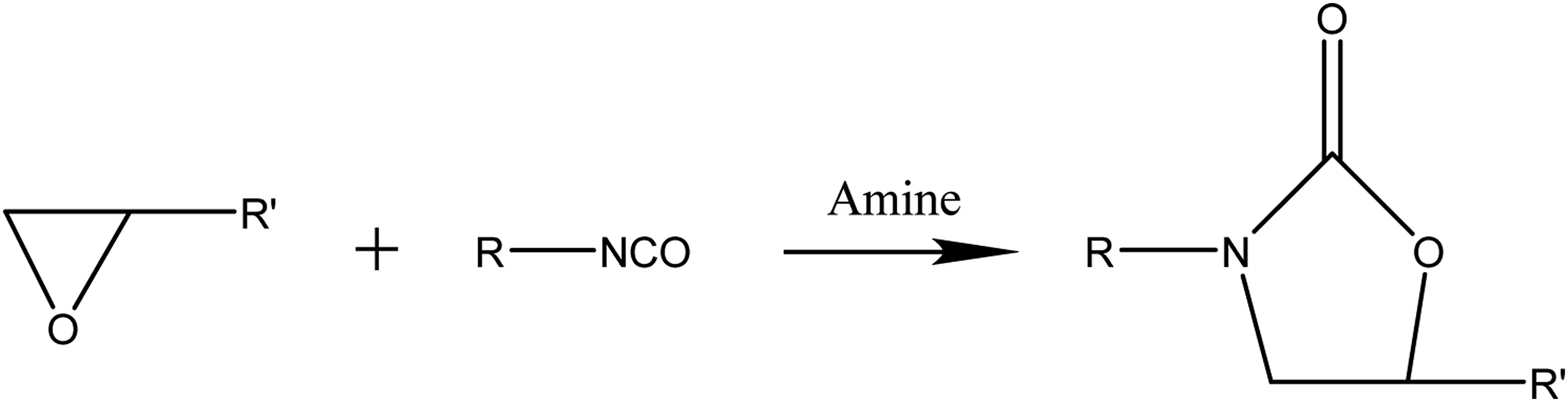
Materials and methods
Materials
Methylene diphenyl diisocyanate (MDI) was purchased from Wanhua Chemical Group Co., Ltd. (Shandong, China). Diglycidyl ether of bisphenol A (DGEBA) epoxy resin (epoxy equivalent = 196 g.eq−1) and 2-methyl imidazole (2-MI) as the catalyst agent were provided by Boshun and Guangzhou Hongcheng, respectively. Dicyandiamide was obtained from Azken Chemical. Butanone was supplied by Jiacheng, Dongguan. T1100 carbon fiber was provided by Toray Industries (Tokyo, Japan).
Synthesis of the oxazolidinone epoxy resin
The polymerization recipe for the synthesis of the OX epoxy resin.

Synthesis of the cured oxazolidinone epoxies
The curing process to form OX epoxies.

Preparation of the carbon fiber-reinforced plastic composites containing oxazolidinone epoxy resin
The as-prepared 15 wt% OX epoxy resin, DGEBA, and dicyandiamide were added into methyl ethyl ketone until the density of the mixed solution reached up to 0.96 g/cm3 at room temperature. The T1100 carbon fiber prepreg mixed with the above-prepared solution was prepared through the solvent method, and the mass fraction of carbon fiber in carbon fiber prepreg was 67 wt%. And then the CFRP composites were obtained through lamination, cutting, and drying under the temperature of 150°C and the pressure of 45 Kg for 1 h. For the testing, 18 layers of 0° prepreg were utilized to generate 3.5 mm-thick composite laminates to analyze its impact and interlaminar shear properties, and 10 layers of 0° prepreg were used to form a 2 mm thick composite laminates to test its flexural properties. The specimens were cut into the appropriate size of the sample required by the test standard.
Characterization and measurements
The Fourier transform infrared (FT-IR) spectra were scanned and recorded by Bruker Tensor II (Smaio Analytical Instruments, shanghai, China) through the transmission mode. The wavenumber range of scanning was between 800 and 2400 cm−1 with the resolution of 0.09 cm−1, and the KBr compression method was used for the sample preparation.
Differential scanning calorimeter (DSC) was tested through a Mettler Toledo instrument DSC1 calorimeter (Mettler company, Switzerland) at the heating rates of 5, 10, and 15°C.min−1 respectively, and under the dynamic N2 flow rate of 50 mL.min−1 and the temperature range between 50°C and 300°C.
Gel Permeation Chromatography (GPC) was tested through a 1515 gel chromatography (Waters, USA) in the mobile phase tetrahydrofuran solvent to determine the average molecular weight (Mn) of the synthesized OX material.
A scanning electron microscope (SEM) was used to observe the fracture surface of the resin via SIGMA 300 (Carl Zeiss, Germany). The resolution of the secondary electron image was 1.5 nm at 15 kV.
TGA was performed on Mettler TGA/DSC1/1100 thermogravimetric analyzer (Mettler, Swiss), with the heating rate of 15°C.min−1, the N2 flow rate of 40 mL.min−1, and the temperature range between 0 and 800°C.
DMTA was carried out to test the sample at TA’s Q800 (TA, USA). Test conditions: the temperature range between 50 and 280°C, the heating rate of 5°C.min−1, and the frequency of 1 Hz.
The mechanical properties, such as flexural strength, flexural modulus, impact strength and interlaminar shear strength, of the resin materials and CFRP composites, were tested according to the American Standard ASTM D790-15 and ASTM D7264, respectively, using MTS’s Excellent E-44 (MTS, USA).
The specimens of the CFRP composites were firstly impacted on the ST testing machine (Taiwan, China) with a certain height, and then the compression after impact (CAI) properties of as-prepared composites was determined on MTS’s Excellent E-44 (MTS, USA).
The ultrasonic C-scan was used to analyze the failure modes of impacted composite laminates on a Polaris BSN-C3409 testing machine (Beijing, China).
Results and discussion
Characterization of the oxazolidinone epoxy resin
Differential scanning calorimeter can provide useful information about the reaction process of epoxy systems. The reaction kinetics of the epoxy resin has been analyzed through the DSC results. As shown in Figure 2, three obvious exothermic peaks are present in the DSC curve of the reaction of MDI and DGEBA using 2-MI as the catalyst, with the first exothermic peak appearing in the range of 70–148°C, the second exothermic peak appearing in the range of 149–215°C, and the third exothermic peak appearing in the range of 216–266°C. The DSC curve of the reaction of MDI and DGEBA using 2-MI as the catalyst.
In order to introduce OX segments, the reaction between MDI and DGEBA using 2-MI as a catalyst has been adopted under a suitable reaction temperature range. Due to the symmetrical structure of isocyanates on MDI, the reactivity of MDI is quite high, and the reaction with the opened epoxy rings is very fast; therefore, the activation energy required for the reaction of MDI with DGEBA is relatively low. In our experiments, the reaction temperature range has been controlled between 90 and 120°C.
Fourier transform infrared tests of the raw materials, such as MDI and DGEBA, and the resin containing OX segments have been conducted. Table 1 shows the main functional groups assigned to each component during the reaction. It is can be seen in Figure 3 that the band at 2250 cm−1, assigned to the characteristic stretching vibration of the isocyanate groups in MDI, disappears as the reaction proceeds. In addition, the intensity of the peaks at 910 cm−1, assigned to the epoxy groups, are decreasing during the formation of OX groups, due to the consumption of the epoxy groups. Moreover, the residual epoxy groups can be utilized for the further curing reaction. Therefore, Figure 2 shows the disappearance of the peak at 2250 cm−1 corresponding to the isocyanate groups and the appearance of a peak at 1750 cm−1, corresponding to the formation of the oxazolidone rings, indicating the successful synthesis of the OX epoxy resin. FT-IR spectra of the raw materials, such as MDI and DGEBA, and the formed OX epoxy resin.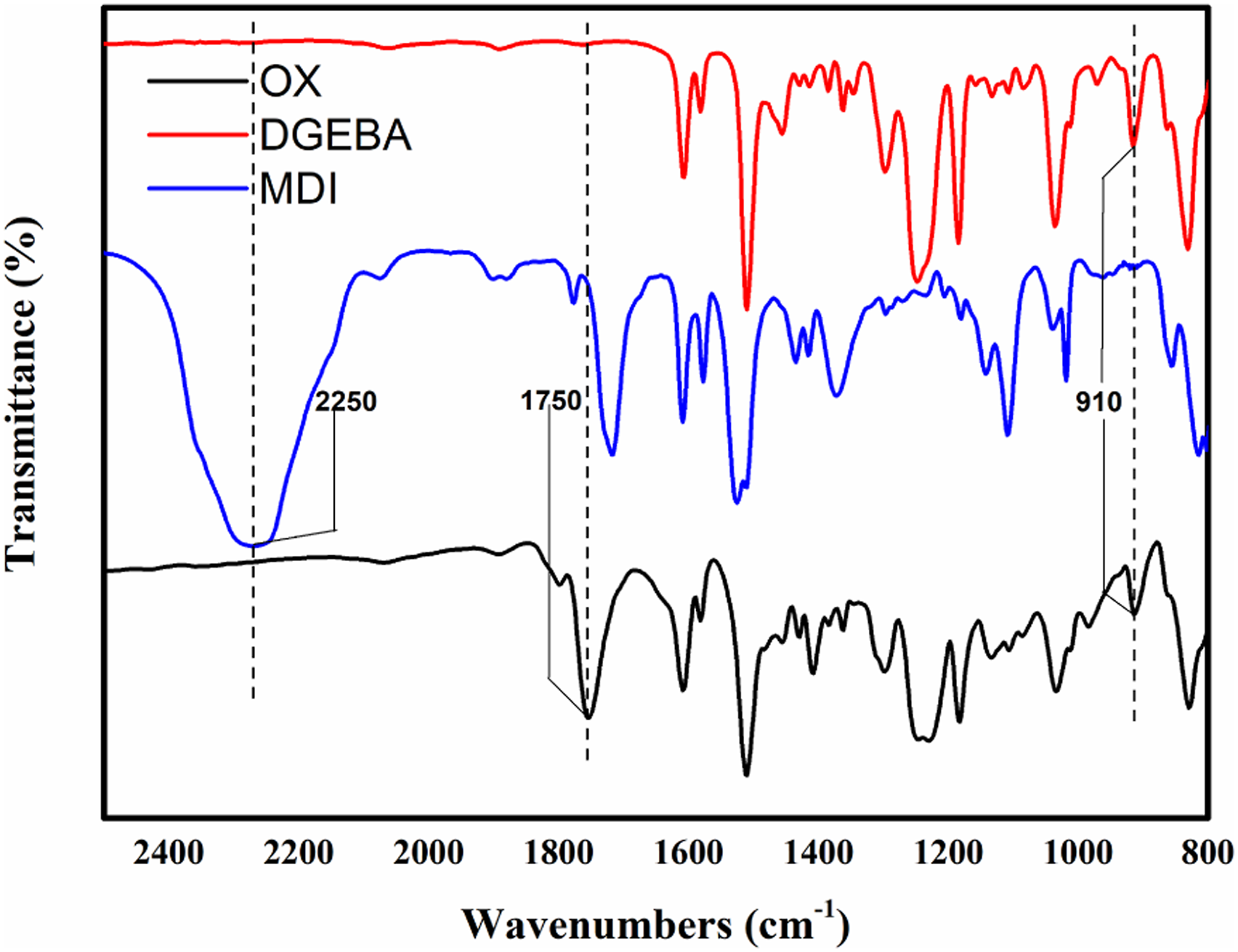
A subsequent GPC test has been performed on the synthesized OX epoxy resin, indicated that the average molecule weight (Mn) of the OX epoxy resin is 3514 g/mol. Since the OX epoxy resin molecules have been obtained through the step-growth polymerization of DGEBA (375 g/mol) and MDI (250 g/mol), it can be calculated that on average six DGEBA molecules react with five MDI molecules to form one OX epoxy resin molecule, meaning that each OX epoxy resin molecule consists of five OX segments.
Thermomechanical properties of the cured oxazolidinone epoxies
The thermomechanical performances of the cured OX epoxies and neat epoxies have been evaluated by DMTA, and the glass transition temperature (Tg) of each specimen can be determined by the maximal of the tanδ peak. The Tg is directly related to the polymer chain mobility, and consequently, the rigidness of the formed networks. As depicted in Figure 4, the cured OX epoxies with 15 wt% OX epoxy resin and neat epoxies show Tg temperatures at 173°C and 162°C, respectively, indicating that the Tg of OX epoxies can be improved by introducing OX segments. It can be explained that the rigid five-membered ring structure of OX, which is introduced into the cross-linking network of epoxies matrix, can lead to the steric hindrance effect, as well as decrease the mobility of polymer chains, thereby causing the higher Tg compared with the neat epoxies. In addition, the hydroxyl groups which are generated from the opening of epoxy rings during the curing process can form strong hydrogen bonding with the carbonyl groups on the OX segments, restricting the mobility of polymer chains and increasing the Tg of the matrix. Therefore, the steric hindrance effect together with hydrogen bonding greatly promotes the Tg of the cured OX epoxies, leading to rigid networks. DMTA spectra of the cured OX epoxies with 15 wt% OX EP resin and neat epoxies.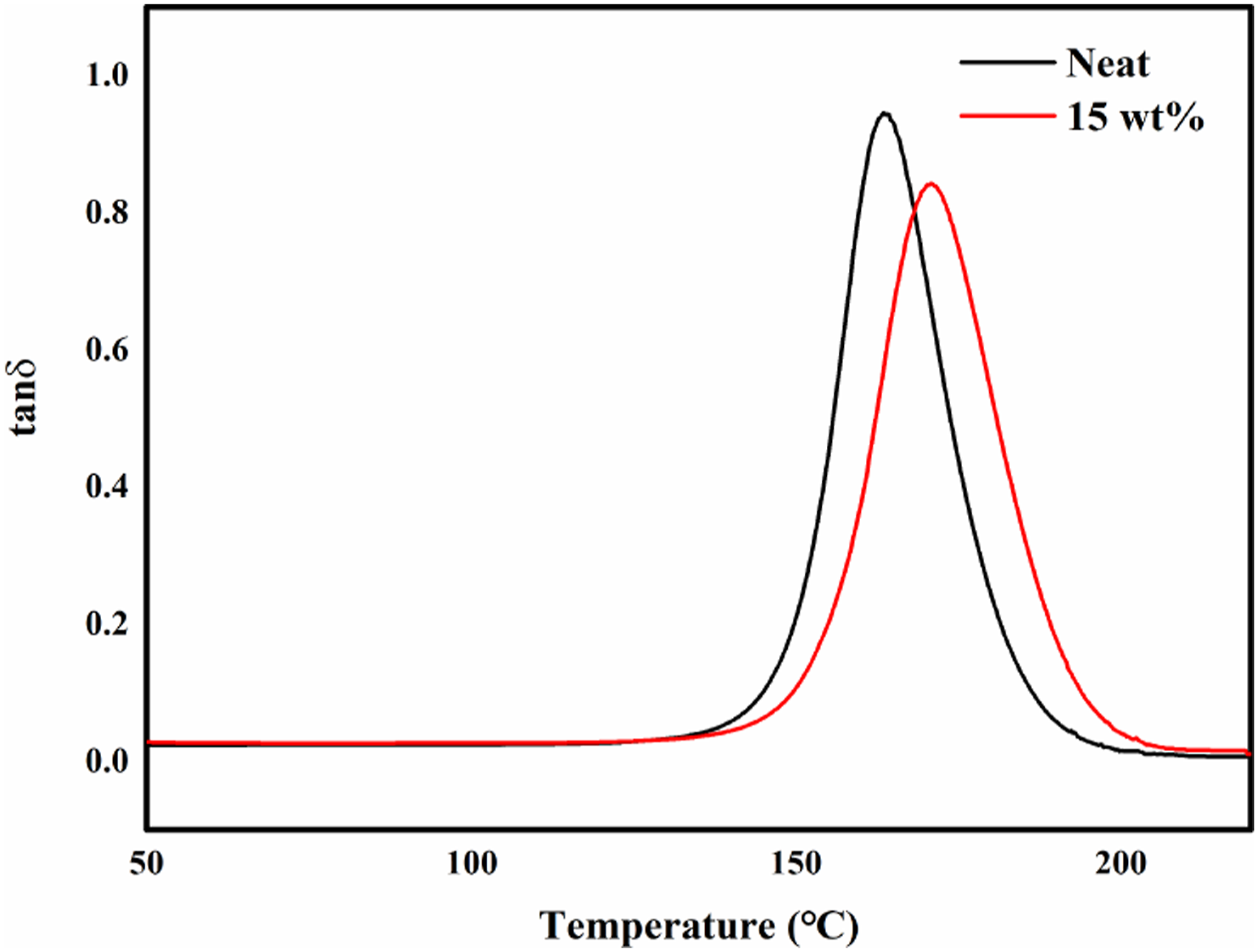
The thermal stability of the cured OX epoxies and the neat epoxies has also been examined through TGA analysis, and the results are illustrated in Figure 5(a). It can be seen that the obvious weight loss occurs at 380°C and 420°C, and Figure 5(b) shows the temperature range at the highest rate of thermal weight loss. The initial decomposition temperature of OX epoxies (Td, the degradation temperature at 5 wt% mass loss of the sample) is higher than that of Neat epoxies. The improved thermal stability of OX epoxies can be attributed to the rigid five-membered heterocyclic OX structures with greater cohesive energy, leading to the difficulty of decomposition. In addition, the C=O covalent bond in OX epoxies is much stronger than the C-C covalent bond in neat epoxies, leading to the higher Td, as well as the improved thermal stability of OX epoxies. TGA analysis of the cured OX epoxies with 15 wt% OX EP resin and neat epoxies: (a) TGA analysis in the temperature range of 100–800°C; (b) TGA analysis in the temperature range of 380–420°C.
The coke yield represents the residual mass fraction of the materials after thermal degradation, and its value reflects the degree of heat resistance at high temperatures. Through introducing OX segments into epoxies, the char yield at 800°C was higher than that of neat epoxies, revealing that OX segments can improve the heat resistance, as well as slow down the thermal decomposition rate of epoxies.
Mechanical properties of the cured oxazolidinone epoxies
The comparison of the mechanical properties, including flexural strength, flexural modulus, and impact strength, of the cured OX epoxies (15 wt% OX epoxy resin) and the neat epoxies is shown in Figure 6. Compared with the neat epoxies, the flexural strength, flexural modulus, and impact strength of the cured OX epoxies significantly improved. Flexural strength, Flexural Modulus, and Impact Strength of the cured OX epoxies (15 wt% OX epoxy resin) and the neat epoxies.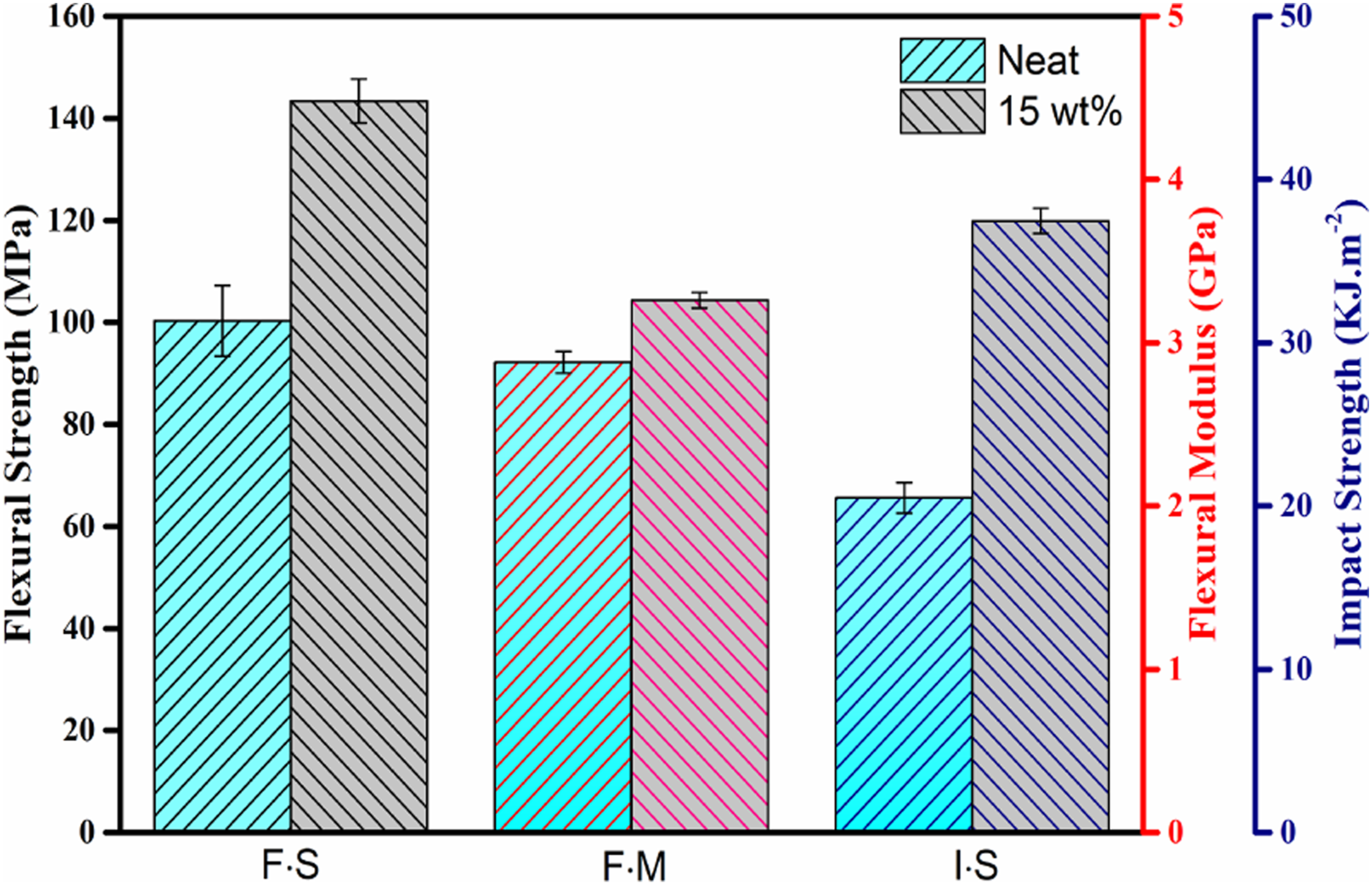
Because the OX epoxy resin, terminated with epoxy groups, can participate in the curing process of the OX epoxies, the OX segments could be successfully introduced into the cross-linking networks of the cured OX epoxies. Due to the linear long-chain forged structure with rigid OX functional groups of the OX epoxy resin, after the curing the presence of long molecular chains between cross-linking points within the OX epoxies can reduce the cross-linking density accordingly as shown in Figure 7, meanwhile, the longer molecular chain can produce more conformation when impacted by an external force, which can consume more energy, therefore, the toughness of the cured OX epoxies can be significantly improved. It also shows that by doing a tensile test, compared with pure epoxy resin, the elongation at break increased from 3.2% to 21% when 15% OX epoxy resin was added. This is because the introduction of long-chain OX resin can reduce the cross-linking density of the system to a certain extent, form a loose network structure, and increase the flexibility of the solid epoxy resin system. Similar results in the previous studies have shown that the impact strength of the materials could be tremendously enhanced by introducing OX segments.31,32 Toughening mechanism diagram of DGEBA resin through introducing OX segment.
In addition, the rigid five-membered ring structure of OX segments exhibits strong cohesive force; therefore, when OX segments are introduced into the crosslinked networks, the cohesive strength of the OX epoxies could be increased. Moreover, MDI contains a rigid benzene ring structure, so the strength of the cured OX epoxies could be significantly improved by the introduction of OX segments and benzene rings. Besides, the rigid five-membered ring structure with large steric hindrance can reduce the free volume of molecular chains and constrain the chain forging movement, leading to the improvement of the resin strength. The hydrogen bonds could be formed between the carbonyl groups of OX rings and the hydroxyl groups of DGEBA chains, improving the mechanical properties of the resin as well.
The fracture causes of the neat epoxies and cured OX epoxies in impact experiments have been investigated via fractured surfaces analysis. The fractural surfaces of impact specimens were investigated using a SEM, as shown in Figure 8. It can be seen from Figure 8(a) that the fracture surface of neat epoxies without OX segments is smooth and flat, indicating a typical brittle fracture, and less fracture energy is consumed during the propagation of cracks. On contrary, as shown in Figure 8(b) the fracture surface of the cured OX epoxies is rough and irregular with many ravines and ridges, indicating a typical ductile fracture. During the impact experiments, it can absorb a large amount of energy, and enhance the toughness of the resins, thus improving the mechanical properties of OX epoxies, which is consistent with the result of our mechanical properties investigation. SEM micrographs of the impact fractured surfaces: (a) neat epoxies; (b) the cured OX epoxies (15 wt% OX epoxy resin).
Mechanical properties of carbon fiber-reinforced plastic composites
The mechanical properties, including flexural strength, flexural modulus, impact strength and shear strength of CFRP composites incorporating with 15 wt% OX epoxy resin and neat epoxy resin have been investigated, as shown in Figure 9. The mechanical properties of CFRP composites with 15 wt% OX epoxy resin have been significantly improved compared with CFRP composites without OX epoxy resin. Flexural Strength, Flexural Modulus, Impact Strength, and Shear Strength of CFRP composites incorporating with 15 wt% OX epoxy resin and neat epoxy resin.
When incorporating 15 wt% OX epoxy resin into the CFRP composites, the flexural strength of 2000.1 MPa, the flexural modulus of 175.4 GPa, the impact strength of 260.0 KJ.m−2, the shear strength of 115.7 MPa have been detected, which increased by 25.9%, 8.4%, 23.6% and 35.5%, respectively, compared with the corresponding values of CFRP composites without OX epoxy resin. The improvement of the mechanical properties of CFRP composites is mainly attributed to the incorporation of the five-membered ring structure of OX to toughen the resin matrix. In addition, the ring structure of OX has a strong interaction with carbon fibers, which is beneficial for the improvement of mechanical properties.
To further explore the impact of the resin matrix with OX epoxy resin on the failure mode of CFRP composites, the bending test and failure mode analysis have been carried out and shown in Figure 10. Bending test and failure mode of CFRP composites: (a) Schematic depiction of the bending test; (b) Stress diagram of the bending test with CFRP composites; (c) CFRP composites without OX epoxy resin; (d) CFRP composites with 15 wt% OX epoxy resin.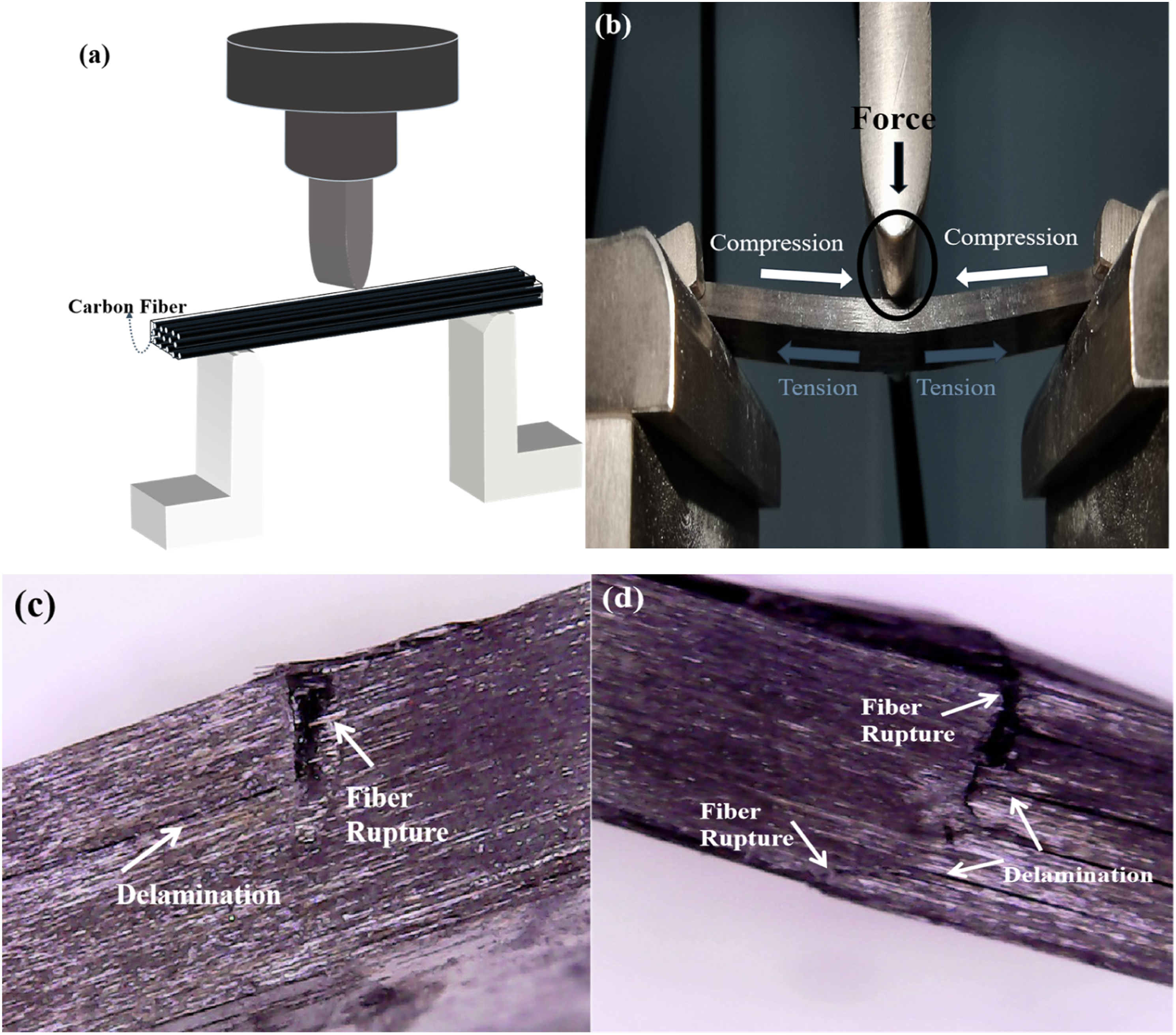
The three-point bending test has been conducted to investigate the flexural properties and failure mode of CFRP composites containing OX segments as shown in Figure 10(a). It can be seen from Figure 10(b) that the bending force increases gradually at the central loading point of CFRP composite laminates during the bending test. The top region of the laminates is loaded by the indenter, and as increasing the loading force, the deformation of the laminates increases gradually. The compression failure of the top region is supposed to happen, which mainly resists compressive load during bending. Moreover, when the bottom region of the laminates cannot withstand the tensile load, the tensile failure will happen on the bottom region, accordingly.
Figure 10(c) shows the bending failure of the CFRP composite laminates without OX epoxy resin. It can be observed that the top region of the laminates is subjected to compressive load, leading to buckling deformation and fracture of the fibers, on the contrary, no obvious damage is present on the bottom region. The compressive failure occurs at the loading point, meanwhile, a transverse crack can be found at the end of the longitudinal crack, indicating that the causing inter-layer stress leads to delamination within the layers, transverse fracture as well as inter-layer failure, due to the weak interfacial strength between the fibers and resin matrix. Figure 10(d) shows the bending failure of the CFRP composites incorporated with 15 wt% OX epoxy resin into the matrix. In addition to the compressive failure in the top region of the laminate with fiber rupture and delamination, the tensile damage appears in the bottom region as well. In contrary to the laminate without OX epoxy resin, fiber rupture and delamination occur in the bottom region of the laminate with 15 wt% OX epoxy resin. This is because the interfacial strength between the fibers and resin matrix is stronger than the stress with interlays, which can transfer the loading force to the bottom region of the laminate before the complete failure. Therefore, it can be concluded that the interface properties of fibers and resin matrix can be enhanced via introducing OX segments.
In particular, the effect of OX epoxy resin on the interfacial strength between the matrix and carbon fibers has been studied through the interlaminar shear test. After incorporating 15 wt% OX epoxy resin into the matrix, the interlaminar shear strength of CFRP composites reaches 115.7 MPa, which is 35.52% higher than that of the composites without OX epoxy resin. Clearly, introducing OX segments can improve the interfacial adhesion between the fibers and matrix, as well as reduce inter-layer delamination, which is consistent with the results obtained from the bending test.
Compression after impact properties of carbon fiber-reinforced plastic composites
One of the major concerns about CFRP composites is their susceptibility to impact damage during service or maintenance conditions. Impact loadings can significantly reduce the residual mechanical properties of the composites. Therefore, impact tests are required to imitate possible impact conditions, analyze their subsequent effects, and measure the residual properties (such as strength, stiffness) of the composites. For instance, the catastrophic failure due to fatigue, corrosion, or accidental damage throughout the operational life of the aeroplane must be considered during the damage tolerance evaluation of the strength. The post-impact damage could be barely visible on the surface, but cause internal delamination, which is extremely detrimental to the post-impact health of the composites structure. Especially, the post-impact damage can make the composites prone to premature failure, subject to the subsequent CAI loading. Therefore, the study of post-impact structural integrity and damage mechanisms associated with the CAI test is necessary.
In order to promote the internal shear deformation resistance of fiber-reinforced thermosetting resin laminates, the laying mode of the layers needs to be adjusted to improve the shear stiffness and strength, thereby obtaining the maximum shear resistance. The laying mode of the laminates has been carried out according to the procedure [0°/45°/90°/45°].
14
CAI tests have been conducted to investigate the residual compressive strength of the CFRP laminates. In order to investigate the effect of impact on CFRP composites, ultrasonic C-scan33,34 has been conducted on laminated plates after the impact test, as shown in Figure 11. (a) The optical damaged image, and C-scan images at the depth of (c) 0.6 and (e) 1.8 mm in CFRP laminates without OX EP resin after impact. (b)The optical damaged image, and C-scan images at the depth of (d) 0.6 and (f) 1.8 mm in CFRP laminates with 15 wt% OX EP resin after impact.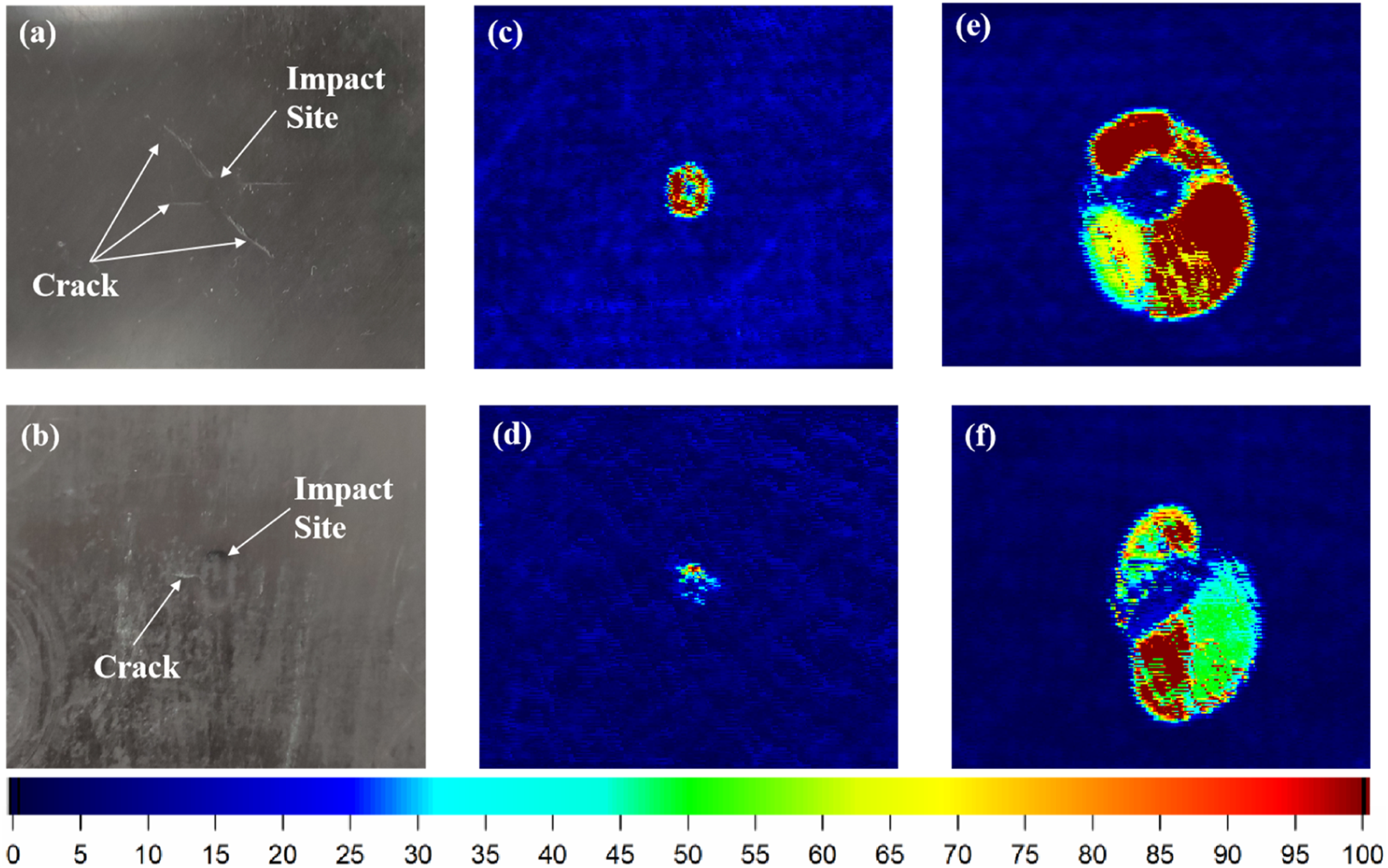
Visible impact damages for thin specimens are shown in Figure 11. For the CFRP laminates with 15 wt% OX epoxy resin (Figure 11(a)), the damage is limited to localized matrix cracking, on the contrary, matrix cracks are propagated deeper and longer on the surface of the CFRP laminates without OX epoxy resin (Figure 11(b)). Furthermore, the impact damages have been characterized by the ultrasonic C-scan technique to reveal the internal damage of the laminate after impact. Figures 11(c) and (d) display the slice C-scan images of the laminates at the depth of 0.6 mm. It can be seen that both impact damages are located exactly at the impact sites. Compared with the CFRP laminates without OX epoxy resin, the impact damage size and degree of the CFRP laminates with OX epoxy resin at the same depth are much smaller, indicating that OX epoxy resin can improve the toughness of CFRP laminates and reduce the fracture damage of fibers caused by impact. Figures 11(e) and (f) display the slice C-scan images of the laminates at the depth of 1.8 mm. Interestingly, the impact damages do not occur at the impact site, nevertheless, delamination along the direction of the fibers around the impact site can be detected. Moreover, it is obvious that interlaminar delamination of the CFRP laminates without OX epoxy resin is more severe, compared with the CFRP laminates containing OX epoxy resin. Therefore, incorporating OX epoxy resin into CFRP laminates can significantly reduce the propagation of cracks and interlaminar delamination damage during impact.
In order to characterize the residual strength of laminates after impact, a compression test has been carried out. The compressive strength after the impact of CFRP laminates without OX epoxy resin reaches 311.4 MPa, while in comparison, CFRP laminates containing 15 wt% OX epoxy resin possess the better compressive strength after impact, which reaches 385.4 MPa, 23.8% higher than neat CFRP laminates. In our study, the same fabrication conditions including the types of fiber and epoxy matrix, laminate thickness, and lay-up pattern, have been adopted for all CFRP laminates. The only difference is the incorporated OX content variation. As previously mentioned, introducing OX segments can significantly enhance the matrix fracture toughness and interfacial adhesion between the fibers and matrix, then causes improved impact resistances of the CFRP composite laminates. Our results confirm that incorporating OX epoxy resin into CFRP composite laminates can improve the toughness of the matrix, absorb impact energy, reduce the propagation of microcracks and delamination, and increase the compressive strength after impact, thereby promoting the post-impact health of the composites structure.
Conclusion
In this paper, the epoxy resins and CFRP composites containing OX segments have been successfully fabricated and systematically investigated via various characterizations. FT-IR results confirm the formation of OX segments and the residual epoxy-functional groups for further curing reaction. DMTA and TGA tests prove that the introducing of OX segments can improve the glass transition temperature (Tg) and heat resistance of the cured OX epoxies. In addition, the flexural strength, flexural modulus, and impact strength of the cured OX epoxies have been significantly improved as well. A series of characterizations have been performed, including a drop-weight impact test, an ultrasonic C-scan evaluation and a CAI test, indicating that incorporating OX segments can significantly promote the toughness of the resin matrix, leading to the remarkable enhancement of flexural and shear properties.
Footnotes
Acknowledgements
The authors would like to especially thank Dongguan Ten Tech Composite Co., Ltd for their technical assistance and valuable support in terms of raw materials and equipment. The authors sincerely thank chairman Dannis and manager Wang Hua for their help. The authors are grateful to Dr Zhenfang Zhang for the valuable suggestions.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
The authors confirm that the data supporting the findings of this study are the experimental data.