
Abstract
Three-dimensional (3D) woven and knitted spacer fabrics have emerged as significant advancements in the field of technical textiles, driven by notable progress made by the textile industry. These unique fabrics possess desirable characteristics that render them suitable for various technical applications. As we look towards the future, spacer fabrics are expected to find innovative applications in various functional products. However, despite the growing interest in their use in the technical textile sector, comprehensive reviews exploring their potential are lacking. Therefore, this review aims to fill this gap in the existing literature by examining the potential of 3D woven and knitted spacer fabrics in technical textiles. It provides a comprehensive exploration of their fabrication techniques, properties, key parameters, and potential applications in technical textiles. This review highlights that woven spacer fabrics exhibit high integrity and stability, making them suitable for composite reinforcement. On the other hand, knitted spacer fabrics offer a higher air-trapping capacity and a double-faced nature, leading to their extensive use in cushions, medical textiles, and protective technical textiles. Additionally, this review provides valuable insights for researchers and manufacturers interested in harnessing the potential of spacer fabrics for various functional products in the field of technical textiles.
Introduction
The textile industry is currently experiencing heightened competition, prompting manufacturers to prioritize innovation and specialization to establish a distinct presence in the market. They are developing products that exceed the current performance and style ranges to appeal to the end-user market. Recent advancements in 3D textiles have led to the creation of novel fabrics and applications, highlighting the latest progress in 3D fibrous structures.1,2 3D textiles offer numerous benefits, including reduced material consumption, a consistent yarn architecture, and fewer production steps. However, they reduce productivity by 5-10 times compared to regular 2D fabric production, increasing machine investment and process costs owing to complex parts and demanding machine handling. 1
Consequently, significant efforts have been made in recent decades to innovate and develop new varieties of 3D fabrics tailored for diverse technical applications. One such endeavor involves the creation of 3D spacer fabrics in woven and knitted warps and wefts with necessary modifications in the design of the machinery as well as in manufacturing technology. Spacer fabrics offer many attributes and characteristics that have not been achieved using other technologies. They offer a wide spectrum of properties, such as low area densities, low bulk densities, a wide range of thicknesses from 2 to 65 mm, high comfort or thermo-physiological properties, and tailor-made tensile, elastic, compression, and permeability properties, without using foam, rubber, latex, or other coating or laminating technique. 3
Spacer fabrics can be woven, nonwoven, braided, or knitted. Of these, woven and knit spacer fabrics are the most prominent and have many varied applications in technical textiles.4,5 Woven spacer fabrics are a specialized type of multilayered fabric in which two outer layers are formed using two independent warp systems with a third warp system that moves through the outside layers to form a 3D-spaced fabric. They have a variety of applications including filtration, cushioning, inflatables, and heat wicking. While standard weaving machines can be used for woven spacer fabrics with a small distance between the top and bottom layers, specialized machinery is required for fabrics with a significant distance between layers. 1
However, 3D spacer-knitted fabrics have been widely used in the engineering field because of their smooth and efficient processing in both warp and weft knitting. Knitted spacer fabrics can be produced using a flat knitting machine, two-needle bar raschel knitting machine (warp-knitted spacer fabric), and circular double jersey machine (weft-knitted spacer fabrics). Three-layer weft-knitted spacer fabrics have a structure consisting of two separate knitted layers joined by a connective yarn. Such materials may have the same or completely different structures in the face and back layers and different types of yarns used in the connecting layer. 6
Owing to their characteristics, spacer fabrics exhibit different properties that cannot be met by conventional textiles and cannot be achieved using other technologies. These fabrics continue to find new and novel product applications in various fields, such as protective clothing, transportation, geo-textiles, buildings, packing materials, military equipment, medicine, and sports. 6 In the realm of technical textiles, where the market has become saturated and international competition in the clothing, home, and household textile sectors is fierce, the textile industry is becoming increasingly interested in new technologies. The innovative weaving and knitting of 3D fabrics represent an ideal platform for synthesizing spacer fabrics with unique properties, applications, and a special product group within the innovative functional textile sector. 2
It is generally recognized that spacer fabrics will be extensively used in a wide range of new products, especially for niche applications where their aesthetic, functional, and technical properties are a big advantage. 3D woven and knitted materials with complex structures have been developed to extend their applicability in functional and technical clothing by providing multifunctional properties. However, the lack of a critical review on innovative spacer fabrics, especially for technical textile applications, is a sound basis for this review. Hence, a review is compiled describing the innovation of 3D woven and knitted spacer fabrics and the recent applications of these spacer fabrics in technical textiles. This paper discusses the advances in 3D woven and knitted spacer fabric behavior for technical textile applications.
3D spacer fabrics
The distinction between 2D and 3D fabrics is controversial, because all physical objects are formed in three dimensions. Conventional fabrics, which have a thickness that is considered infinitesimal compared to the width and length, are called 2D fabrics. 3D fabrics, on the other hand, have characteristic values in all three physical dimensions and can be created through yarn architecture or fabric architecture.1,7 A spacer fabric is a 3D fabric consisting of two separate outer layers joined together but kept apart by spacer yarns. Spacer yarns act as linear springs when the fabric is compressed, and become one of the main factors that significantly influence the compressibility characteristics of the spacer fabric.
8
Recently, spacer fabrics have been developed into a variety of special textile products by modifying their fabric structures and finishing methods for a wide range of applications. Spacer fabric is considered a technical textile product and is used in many applications, including as a substitute for currently used conventional materials such as polyurethane (PU) foams, which are used as an additional layer beneath cover fabrics in car seats, wheelchairs, sofas, and mattresses.
8
In recent years, technical textiles have significantly increased in use and have witnessed remarkable growth in their capabilities to substitute conventional materials owing to their added value and enhanced properties.
8
3D spacer structures are typically created using weaving, weft knitting, and warp knitting technologies, as shown in Figure 1.
9
Different types of spacer fabrics: (a) warp-knitted; (b) weft-knitted; (c) woven; (d) nonwoven.
10

Woven spacer fabrics
The production of woven spacer fabrics involves dividing the warp and weft threads into at least two layers, typically produced on standard looms, resulting in a multilayer fabric. However, multilayer fabrics with spacer threads are necessary for individual applications to maintain a defined distance between layers or to create a cushioning effect. For this purpose, special weaving machines are required to create spacer threads, which are formed by pulling warp threads from the warp beam during the weaving process.7,9 Typically, pile weaves, also known as spacer weaves, are composed of woven outer layers, connected by pile yarns, and separated by a cutting mechanism, as shown in Figure 2.
11
The composition of these yarns allows them to provide sufficient stability and compression of the final products.
9
However, the mechanical properties of fabrics are directly influenced by the properties of pile yarns, which have a restricted bending stiffness. Thus, pile weaves cannot be used in complex shapes. Therefore, numerous scholars have developed another 3D fabric with better performance, known as the woven spacer fabric (WSF).4,5,12–15 Woven spacer fabrics are made from woven outer layers and crosslinks, rather than pile yarns, as shown in Figure 2.
11
Typical infiltrated pile weave (a) and woven spacer fabric (b).
11

Moreover, conventional WSFs used for reinforcement in pressure tanks, transportation, and marine industries have a limited capacity to withstand high pressure and shear stresses after consolidation. 9 Spacer fabrics with fabric cross-links are essential for flexural stiff thermoplastic composites because conventional pile connections are not suitable for hot pressing. 13 Ready-made knitting and gluing technologies can serve as viable alternatives to traditional methods for producing spacer fabrics. Yet, WSFs offer advantages such as eliminating ready-made processes, utilizing high-performance fibers, enhancing strength without crimping, offering structural variety, and increasing productivity.11,13
Production of WSFs
The technology for spacer fabrics with multiple woven planes was developed to produce 3D spacer fabric structures using a conventional double-rapier weaving machine.
14
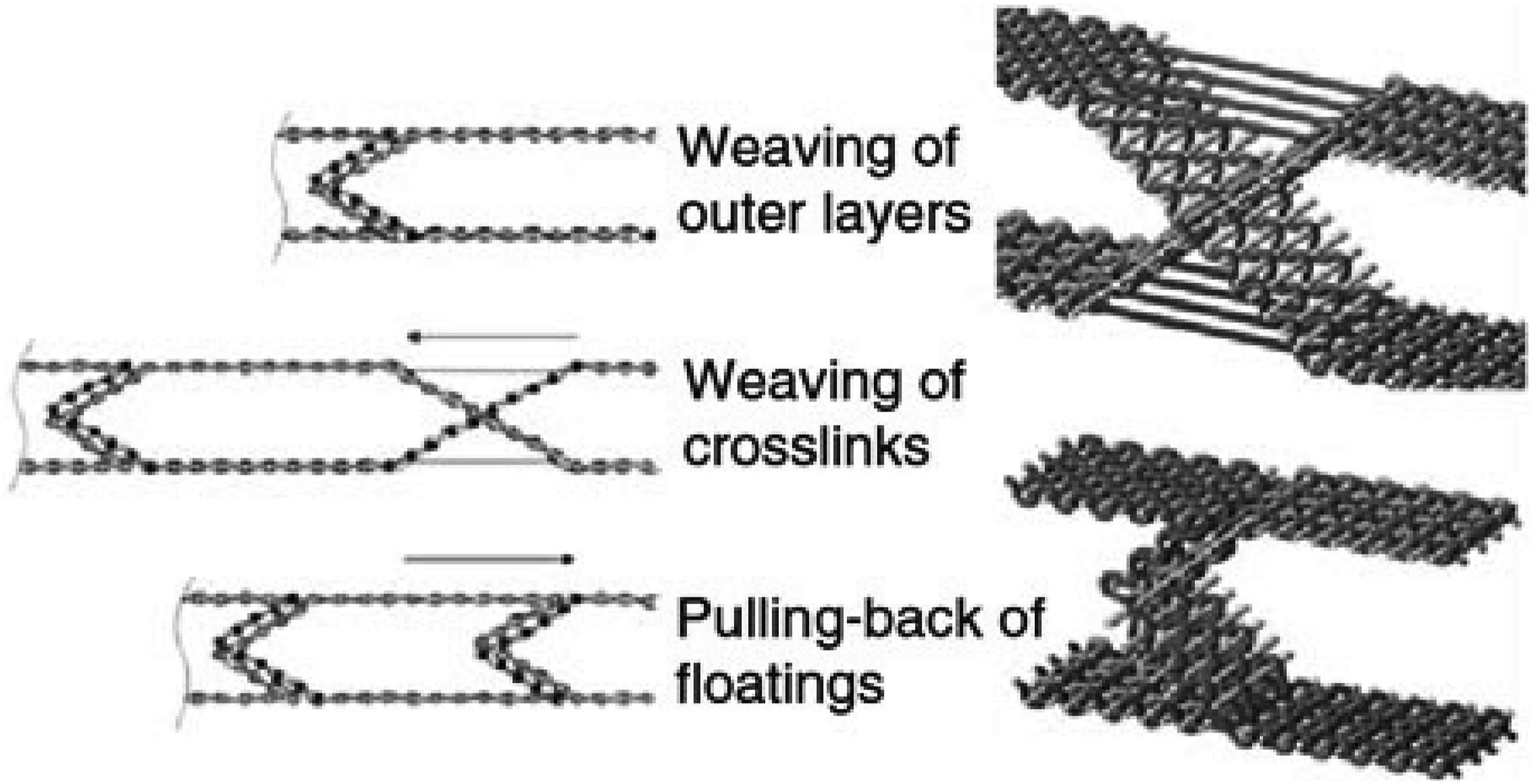
The various binding techniques inherent in weaving enable the creation of various structural variations, including U- and V-shaped crosslinks and three-plane fabrics with cross-links. Crosslink production requires terry-weaving, fabric storage, and warp pull-back mechanisms.
12
Figure 3 illustrates the manufacturing process for the U-shaped spacer fabrics. To achieve this, warp yarns can be divided into at least two systems. The outer layers are formed by the warp yarns from one warp system, whereas the second warp system is woven into the outer layers to form a crosslink. Initially, the outer layers (upper and lower layers) were woven together using two warp systems. The first warp yarn system was used to weave the upper and lower layers, whereas the second warp yarn system was divided into two and integrated into the outer layers.1,7,9 The crosslinks are formed using only the warp yarns of the second system, whereas the warp yarns of the first system float. The warp yarns in the middle of the crosslink switch sides, with yarns from the lower layer moving to the top, and vice versa. Once the desired length is reached, the wefts connect the two warp systems. The terry-weaving mechanism sets the length of the finished fabric, which is temporarily stored and matches the crosslink height and length of the floating warps. The warp yarns are pulled back in the direction of the warp beam. The reed creates a pleat between outer layers of 3D spacer fabrics by pushing the crosslink formed through the beat-up of the last weft yarn, allowing the woven crosslink to vary in spacing.9,11 The production technique of U-shaped woven spacer fabrics.
11
The face-to-face weaving technique is used to produce WSFs, particularly velvet and carpets, with high productivity, where warp and weft yarns are interlaced into two separate ground fabrics, whereas pile warp yarns alternately interlace with the ground fabric
16
(Figure 4). Pile yarns were cut during weaving to create two velvet fabrics, and if the knife was deactivated, a woven spacer fabric was obtained. Figure 4 illustrates the weaving process of Girmes GmbH’s double-wall fabrics, also known as drop-stitched fabrics, with a thickness of up to 1000 mm. Polyester spacer yarn-coated fabrics are commonly used for building inflatable boats, allowing flat or curved panels of variable thicknesses. This technique also processes glass fibers to produce 3D fiberglass, which is widely used in composites and other composites.
10
Girmes double-wall fabric on a weaving machine.
10

Moreover, 3D WSFs can be fabricated using two techniques: layer-by-layer weaving and multiaxial weaving.17,18 Layer-by-layer weaving involves interlacing multiple yarn layers in the warp and weft directions, providing high design flexibility and controlling fabric thickness and porosity. However, this complex weaving process is time-consuming and costly. Multiaxial weaving uses yarns woven in multiple directions to enhance strength and stiffness. This allows for tailoring fabric mechanical properties, but it also has limitations in terms of design complexity and directional bias.18,19 These fabrication techniques are mostly used for fabricating electronic and wearable 3D spacer fabrics.
Raw materials for WSFs
WSF is made from high-performance fibers, such as polyester, aramid, and polypropylene (PP), and inorganic fibers, such as glass and basalt. Glass and basalt fibers have superior mechanical properties and higher modulus, while carbon fiber is more susceptible to brittle fracture and integrity damage than basalt fiber. Polyester, aramid, and PP fibers are known for their superior strength, toughness, and integrity compared with glass fibers.13,20 Researchers have combined high-performance fibers with inorganic fibers to create mixed yarns, aiming to enhance the performance of a single fiber.9,16,17 For example, a study by Zhong et al.21,22 on core-spun yarn made from PP fibers and basalt filaments revealed that the yarn breaking strength increased with the twist level within a specific range. 23
Structure of WSFs
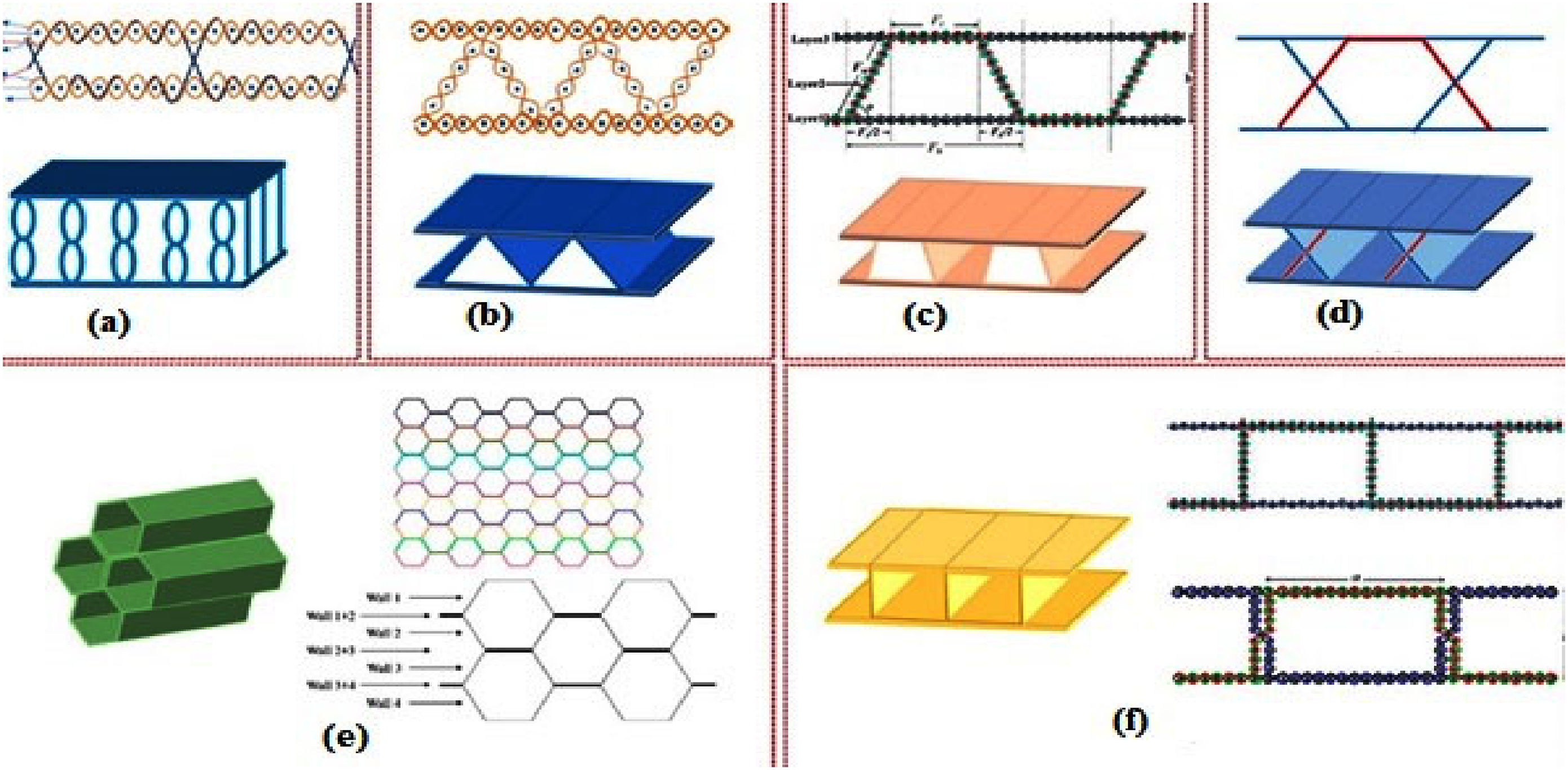
The structural design of WSFs can be categorized into two types: ground fabric structure, including plain and twill, and internal connection design, including the core yarn and cross-linking structure woven through a manual stacking process, as shown in Figure 5.24–27 The internal design “8” shape (Figure 5(a)), “S” type, “1” shape, and other shapes were part of the core yarn structure. Cross-linking structures, on the other hand, include internal (Figure 5(a)), trapezoidal (Figure 5(c)), X (Figure 5(d)), hexagonal (Figure 5(e)), I-, U-, H-, and rectangular structures (single or double walls) (Figure 5(f)). etc.
13
Weaving route and model of WSF: (a) “8” core yarn spacer structure, (b) triangular (sawtooth) spacer structure, (c) trapezoidal spacer structure, (d) x-spacer structure, (e) hexagonal spacer structure, and (f) rectangular spacer structure.
13
Knitted spacer fabrics
Knitted spacer fabric (KSF) is a 3D knitted fabric composed of two separate knitted substrates joined or separated by spacer yarns (Figure 6). There are two types of spacer fabric: warp-knitted spacer fabric (WKSF) and weft-knitted spacer fabric (WeKSF). The first is knitted on a rib raschel machine with two needle bars, whereas the second is knitted on a double-jersey circular machine with a rotatable needle cylinder and needle dial or V-bed knitting machine. Moreover, 3D knitted spacer fabrics can be created using two techniques: double-needle bar knitting and stitch bonding.28,29 Double-needle bar knitting involves knitting two layers of fabric simultaneously with spacer yarns inserted between them. This technique offers high production efficiency and complex designs but has limitations such as tension control and limited thickness variations.
30
Stitch-bonding inserts spacer yarns into knitted fabric, allowing for different yarn types and materials. However, they have lower structural integrity and limited design flexibility. The choice of fabrication technique depends on specific application requirements and production constraints.
31
The basic structure of knit spacer fabric.
34

KSFs are utilized in various products, such as mobile, industrial, medical, and sports textiles, and foundation garments, such as bra cups and swimwear pads. 32 KSF is a highly breathable and moisture-free material that provides increased comfort compared with foam, neoprene, and laminate fabrics. Its high permeability reduces skin maceration and is considered environmentally friendly because it can be recycled, unlike polyurethane foam. 33 The KSF is produced using warp or weft knitting machines, with wefts having limitations in structure and thickness compared to warp-knitted fabrics. However, WeKSFs, fabricated using computerized flat knitting machines, have fewer yarn preparation steps and materials than WKSFs, making them suitable for specific applications. 8 WeKSFs are easier to control in terms of design parameters, while WKSFs use thicker, stiffer monofilaments for the middle layer, providing high compression resistance. The outer layers of the warp are stiff, making WeKSFs suitable for tailored apparel owing to their softer nature. 8
Weft knitted spacer fabrics
WeKSFs were fabricated using flat-bed and double-bed circular knitting machines. They consisted of two knitted layers connected by a yarn pile. Three independent yarn systems are required for each outer layer and pile yarn, with knitted layers produced independently on one knitting bed. The pile yarn was inserted alternately in both layers using tuck stitches (Figure 7). The fabric layers were held at a distance because of the higher stiffness of the pile yarn.35,36 The thickness of the spacer fabric was determined based on the distance between the two needle beds. Flat knitting machines cannot vary the spacers between needle beds because of their construction, making it impossible to adjust the thickness of the spacer fabric.
37
However, a circular knitting machine allows for adjustable height dial adjustments, allowing for a variable spacer between the needle beds and knit fabrics, thereby ensuring an adjustable thickness for the spacer fabric.
37
Loop structure of a weft-knitted spacer fabric produced by a flat knitted machine: (a) fabric structure, (b) spacer (core) yarn, (c) outer or sheath layer, and (d) spacer (core) yarn tucking outer layers.
36

Conventional WeKSFs
The conventional structure of spacer fabric is like a sandwich, with two separate layers of fabric on the outside and a connective pile of yarn between them (Figure 8). In WeKSFs, the connective layer is developed using spacer filaments to form tuck stitches using the front and back needle beds to create support for the two surface layers of the fabric. This sandwich structure provides spacer fabric with excellent air and moisture permeability, cushioning performance, and pressure distribution. Previous studies have found that compression properties are significantly affected by spacer yarns in the connective layer.
38
Conventional weft knit spacer fabric.
39

The spacer fabric was stiffer in compression when the spacer filaments were perpendicular to the layer of the fabric surface. Conversely, it has better compression resistance and energy absorption when there is a smaller span distance between spacer yarns with higher yarn density and coarser monofilaments.36,38 Recently, the WeKSF has gained significant attention. Based on previous research, the physical properties of spacer fabrics can be easily adjusted by adopting various types of spacer yarns, fabric densities, thicknesses, and fabric structures. Therefore, owing to its versatile physical, mechanical, and thermal properties, it has a wide range of applications including medical products. 40
The inventions of conventional WeKSFs
Computer-controlled V-bed weft knitting is a highly customizable method that requires minimal pattern setup and can incorporate various materials. It allows for on-off production and can fully automate the creation of complex seamless objects, allowing for post-processing using standard textile manipulations such as sewing, cutting, gluing, and heat-setting.
41
A 3D knitted structure can be created by interconnecting two knitted webs or by connecting them with a third web without reinforcement inlay threads, as shown in Figure 9. The stitch-level control of knitting allows fabrics to be considered tunable materials, incorporating selective opacity, elasticity, or knitted-in-routed tendons.42,43 Weft knitting allows for the precise adjustment of fabric production parameters on a stitch-by-stitch basis, incorporating multiple functional characteristics into a single object.
43
Researchers are increasingly exploring new textile structures to develop textile composites. Flat-knitted 3D spacer fabrics, composed of two separate fabric layers connected vertically by a pile yarn or fabric layer, are gaining popularity owing to their unique properties. These fabrics offer a high thickness, excellent performance, low weight, high impact, heat resistance, and sound absorption.
44
Flat-knitted 3D spacer fabrics are used in various applications such as transport vehicles, aircraft, storage, bridges, and marines. These fabrics can be connected by pile yarns or fabric layers, offering a greater potential for development owing to their unrestricted thickness from the needle bed distance. Modern flat-knitting machines can be used to manufacture innovative 3D structures.
44
Flat-knitted multi-layered 3D spacer fabrics without reinforcement layers.
34

Production technology of weft knitted spacer fabrics
Spacer fabric knitting in dial and cylinder machine
WeKSFs, such as double jerseys, can be created on circular dial and cylinder machines using various stitch combinations to connect the two fabric layers. 45 Ray stated that all techniques necessitate the use of at least three yarns for each visual fabric course: cylinder needle yarn, dial needle yarn, and a spacer yarn, typically monofilament. 3 Dial height adjustment can manipulate the distance between the two fabrics and determine the amount of pile yarn. Techniques, such as tucking and plating, are used to create spacer fabrics in cylinders and dial machines. 46 Therefore, special feeders may be necessary for this purpose. Jacquard patterning can also be used in dial and cylinder machines for creating spacer fabric effects. 3 However, the production of spacer fabrics on circular knitting machines faces technical limitations owing to the geometry of the yarn feeding path of the knitting head. The thicker the fabric, the higher the dial and dial cap that must be raised, resulting in more acute yarn feeding angles.3,38
Spacer fabric knitting in a flat knitting machine
Flat-bed knitting machines offer high flexibility for producing 3D knitted textiles of various shapes, including spacer fabrics, near-end shape textiles, and tubes. This allows for the production of near-net-shaped fabrics, eliminating most manufacturing processes, and achieving a zero-waste approach in production. 1 Flat knitting machines can be used to shape textiles by varying the number of stitches in the wale and/or the course direction and stitch length. In particular, techniques such as widening, narrowing, bind-off, and partial knitting are used for shaping. Widening activates additional needles at the edges, whereas narrowing deactivates them. Loops from the outer needles were transferred to adjacent needles, tailoring the edge of the fabric to the desired width. The bind-off creates a fixed edge at the end of the knitted fabric. These techniques can be combined to create a near-net shape textile.1,47 A flat-bed knitting machine can produce two types of 3D spacer fabrics: conventional spacer fabric and innovative spacer fabric.
Knitting of conventional WeKSFs
A V-bed weft knitting machine produces a knit fabric on two straight rows of hook-shaped needles.42,48 Spacer fabric knitting involves two basic steps: forming face rows using knit operation sequences and adding filler rows to the same needles using the tuck operation, as shown in Figure 10(a). Second, the filler yarn formed a shallow lengthwise zigzag by tucking at regular intervals onto alternating beds, as shown in Figure 10(b). This process separates the two faces of the fabric by using only a small gap between the two needle beds. Subsequent passes of filler yarn add density to the same face row of the fabric because tucking does not add height to the fabric.39,43 The faces are knitted with tension-sensitive elastic yarn, which later shrinks, pulling the filler yarn in and pushing them apart into the spacer fabric’s characteristic “fluffy” thickness, resulting in a unique and comfortable design.
39
Reinforcement yarns are integrated into flat-knitted 3D spacer fabrics to improve their tensile properties. The V-bed 3D spacer knit and tuck operations.
39

These yarns can be replaced with functional or conductive yarns, such as carbon-filament copper wires or other high-functioning fibers. This process allows these fabrics to be used as high-functioning fabrics, thereby enhancing their durability and performance.
44
The process of integrating reinforcement in the spacer fabric involves knitting a single jersey on the front and back needle beds (A1, A2) until the height of requirements (H) P1 and P2 is reached (a). The float is knitted separately on the front and back needle beds, and a tuck can be placed after the interval length to prevent the float line from being too long (b). A single jersey was knitted individually on both needle beds (L1 and L2) until half of the required height was achieved (c). The connection with the rib courses was performed by needle selection using the same yarns (d). The jersey is then knitted again individually on both needle beds (L3 and L4), returning to P1 and P2 (e), as shown in Figure 11.
44
Knitting flowchart of 3D spacer fabrics with reinforcement yarns.
44

Knitting of innovative WeKSFs
The computerized flat-knitting technique offers innovative structures using unique technical features such as sinkers, transfer, and racking. Spacer fabrics feature complex three-dimensional (3D) constructions with two layers bonded together. However, yarns must travel long distances from the yarn feeder to the knitting area, which causes significant friction and input tension
Therefore, the simplified yarn path in Figure 12 is crucial for smooth knitting, and turning down the comb pull is beneficial for narrow knitting areas, highlighting the technological basis for manufacturing innovative 3D spacer fabrics.
44
These innovative spacer fabrics include 3D spacer fabrics without any reinforcements, 3D curvilinear knitted spacer fabrics, and 3D tubular spacer fabrics. 3D spacer fabrics consisting of multilayer reinforced surfaces and connecting layers were initially developed without reinforcement using innovative knitting techniques. Once successful, the necessary reinforcements can be achieved through further developments in flat knitting technology using advanced integration concepts to achieve the necessary reinforcements in the course and wale directions, as shown in Figure 13(a). However, spacer fabrics have been developed by creating individual planes and connecting layers composed of single jersey structures.
34
The flat-knitting technique for 3D spacer fabrics allows for the creation of curvilinear shapes in the warp direction, a novel structure that can be developed from flat-knitted 3D spacer fabrics.
44
Hamedi et al. focused on creating weft-knitted spacer fabrics with U-shaped geometry chosen for their designable structures, as shown in Figure 13(b).
49
They used polyester yarns with a 1680 denier for knitting on a computerized flat knitting machine (Stoll CMS 400; E5). STOLL computerized V-bed knitting machine with simplified yarn path.
44


Weft and warp 3D knitting technologies produce single, bifurcated, multi-branched, seamless tubular structures. Circular weft machines create single-layer tubes, whereas flat-bed weft knitting machines produce complex tubular structures. Various designs can be created using a combination of materials and stitches, such as plain plating, to create artificial tracheal stents. This knitting structure consists of two or more yarns with different features that influence their morphology and physical properties.
50
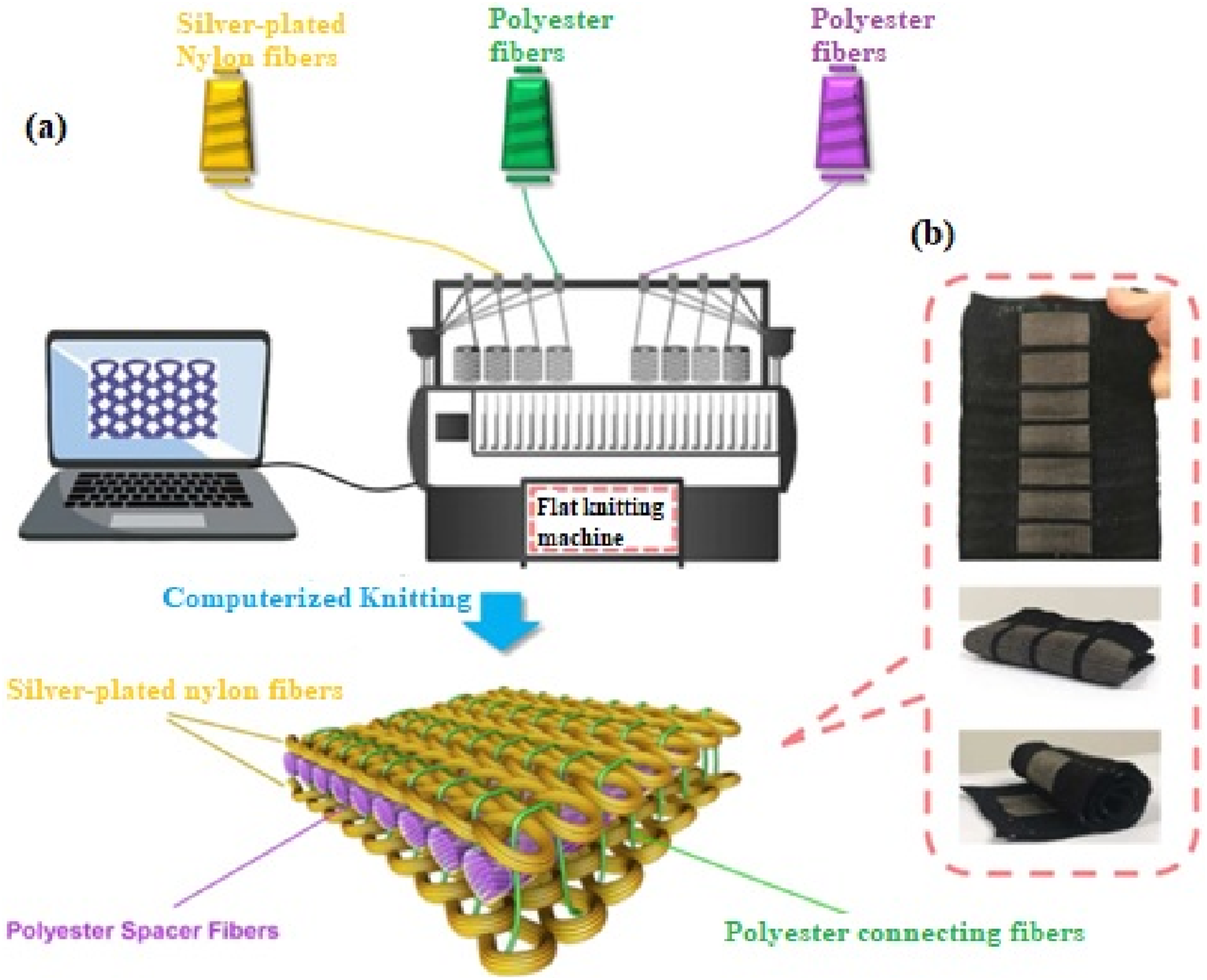
Furthermore, advanced knitting of the base 3D spacer fabric from the conductive silver-plated nylon fibers (SPNFs) SHIMA SEIKI SVR123SP-14G computerized knitting machine was adopted to knit the 3D spacer fabric. The flat knitting machine mainly consisted of a carriage and two horizontally positioned needle beds. The fabric was created using two sets of conductive SPNFs and two sets of dielectric polyester fibers via computerized knitting programming, as shown in Figure 14. The computerized fabrication process involves three steps: knitting two sets of conductive SPNFs to the top and bottom layers using the intarsia technique, inserting a spacing layer using inlay knitting to avoid short-cutting two conductive layers, and using one set of polyester fibers to knit the left and right edges using interlock and tuck stitches.
51
Conductive 3D weft knitted spacer fabric; (a) production process, (b) product.
51
Warp-knitted spacer fabrics
WKSFs are structures consisting of two fabric layers joined back-to-back, made from different materials, and with different structures. Yarns joining the layers can either fix them directly or space them apart.3,5 WKSFs are unique structures with 3D space, typically ranging from 1 to 15 mm thick, with two faces from 0.4 to 1 mm thick. The thickness depends on the gap between the needle beds, yarn type, and the base fabric structure. Spacers can vary in structure from inelastic to elastic solid, net, or textured surfaces. Stability is controlled by the threading and lapping of the guide bars, ensuring both length- and width-wise stability.3,5 The compression and resilience properties of the spacer can be adjusted based on the guide bar material and the lapping pattern. The fabric can be used in its original form or separated using a pile shearing machine to create a plush or velvet fabric by slitting it in the middle. 5 Warp knitting technology offers high pattern variation, allowing for the precise adjustment of pressure stability and air permeability in spacer fabrics. These fabrics are commonly used in seating, automotive, functional clothing, mattresses, medicine, support textiles, and orthopedics. Their sideways open structure provides elasticity, insulation, and acoustic damping properties and is also used for filtration and water harvesting methods. 52 Hu et al. highlight the advantages of 3D WKSFs, including their affordability, ease of manufacturing, improved handling of preform layers, better impact damage tolerance, delamination resistance to loads, interlaminar fatigue resistance, and enhanced joint strength under monotonic and cyclic loading. 28
Knitting of WKSF on raschel machine
Karl Mayer is a leading manufacturer of warp knitting machines with double-needle beds for producing spacer fabrics, including the double needle bar raschel machine with six guide bars. Figure 15 shows that bars 1, 2, and 5, 6, respectively, are used to knit the front and back surface layers. The (a) working principle of the double-needle-bar warp-knitting machine and (b) schematic illustration of warp-knitted spacer fabric.
53
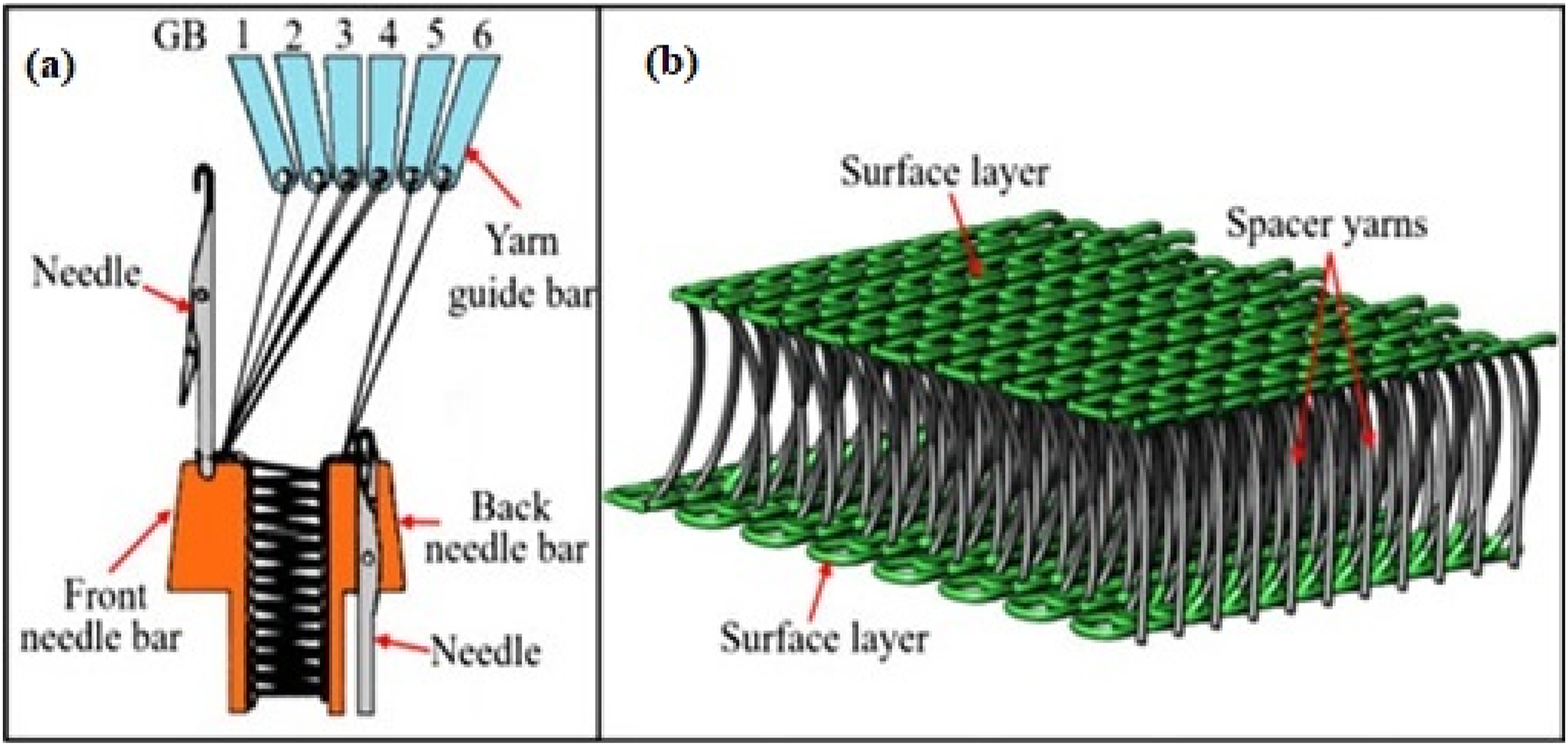
To connect the two layers, bars three and four feed the spacer yarn on both needles, typically making symmetrical lapping movements for a better connection. Two commonly used methods for connecting the two surface layers are shown in Figure 16. Figure 16(a) shows two surface layers connected by vertical spacer yarns; however, this structure is unstable because of the horizontal inclination of the yarns under pressure. The stability of the structure was enhanced by connecting two surface layers with symmetrically inclined spacer yarns, as shown in Figure 16(b). The inclination angles of these yarns can be adjusted by changing the underlap amounts to satisfy different end-use requirements. A larger underlap resulted in a higher spacer yarn inclination.
54
(a) Connection with vertical spacer yarns and (b) Connection with inclined spacer yarns.
54

Furthermore, jacquard double-bar Raschel machines can produce tubular structures and spacer fabrics, including 3D non-crimp fabrics based on warp-knitted spacer fabrics. This requires the integration of warp yarns and weft yarns, and requires a double-needle bar raschel machine with a double-faced weft insertion system. High-performance yarns, such as glass yarns, can be integrated on both sides in 0° and 90°directions, enabling the production of open textile-reinforced spacer warp-knit mesh structures for concrete applications.1,52
Warp knitted spacer fabric variation by process modification
Machine modifications are needed to create more complex spacer fabrics with additional spatial curvatures using double-needle bar warp knitting technology. Modifications in the double-needle bar warp knitting process can be achieved by adjusting the trick plate spacing and position, fabric take-off and yarn tension, and integrating additional technologies. Figure 17 shows a textile semi-finished product for fiber-reinforced plastic profiles based on Arnold and Hufnagl’s patent.5,52 These structures are primarily used to produce T–or double-T profiles. The bar was made from a right-right multiaxial warp knitted structure, while the legs were made from right-left multiaxial warp knits. The spacer fabric was fabricated by adjusting the spacing and position of the trick plates. Textile semi-finished product for fiber-reinforced plastics (1, 3: legs made of right-left multiaxial warp knits, 2: bar made of a right-right multiaxial warp knits.
52

The double-needle bar warp knitting process can be further enhanced by using a knitted fabric take-down with conical rollers, resulting in arc-shaped closed reinforcing knitted fabrics with in-plane curvature. Advanced techniques also enable the production of spacer warp knits with alternating distances within the working width, creating contoured closed or lattice-like surfaces.
55
Franz developed warp-knitted spacer panels and tubular WKSFs (Figure 18), which can be produced by varying the fabric takeoff and yarn tension. This technology allows for the development of fiber-reinforced lightweight components for large-area components, such as ceilings, walls, floors, and double-walled pipes. The spacer structures produced in integral design have a six-fold higher compressive strength compared to conventional structures like honeycombs and glass spacer fabrics.
56
Tubular warp knitted spacer fabrics (left: simulation model, right: textile and consolidated demonstrator.
56

Luling developed a lightweight building technology that combined 3D spacer fabrics with 3D printed objects, allowing for targeted shading and insulation. This technology focuses on using the same materials for both print and textile materials, making recycling easier.
57
An example of this structure is shown in Figure 19. WKSF combined with a 3D-printed parts for lightweight building.
57

Addition of reinforcement yarns to knitted spacer structures
Researchers have created a “knit-weave” structure by inserting straight reinforcement yarns in the weft, warp, and diagonal directions, thereby preventing distortion of knitted structures in technical applications and allowing for the ability to drape and mold into complex shapes. The process of introducing inlays in the wale and course directions using warp and weft insertion, respectively, results in the formation of biaxial knit structures. The addition of floats and inlay yarns has been suggested to enhance the in-plane properties of knitted composites, including their strength, resistance to deformation, and directional reinforcement.58,59 Inlay yarns increase the fiber content in knitted structures, resulting in higher stiffness and strength. This is because of the higher volume of fiber in a given area, which matches the properties of nonwoven and woven structures, which typically have a high fiber content of above 60%. Additionally, a higher fiber content can be achieved by decreasing the stitch length of the knitted structure. Reinforcement yarns are essential for maintaining the initial shape of structures by limiting elongation, which is crucial for various applications. 60
However, research on combining interlocking and interlooping in 3D contoured structures is limited. Shima Seiki introduced the Lapis, an automated knitting machine with warp insertion, but its lack of commercialization hinders its potential for technical purposes and shaping capabilities. Current commercial spacer structures lack the integration of inlay yarns in the warp direction, which could improve the dimensional stability and reduce fabric deformation. 60 However, the research by Ishmael et al. aims to determine the viability of warp insertion on standard machinery and characterizes tensile properties in wale and course directions with warp and weft inlays. 60 This study discussed the tensile properties of glass fiber knit structures with inlay yarns interlocked between knitted loops, emphasizing the significance of reinforcement yarns. Li et al. found that incorporating reinforced yarns in the weft direction can enhance the tensile properties of knitted spacer structures, which can be further enhanced by combining this with warp insertion. 44 Despite having less 3D design capabilities than weft knitting, warp knitting can introduce laid-in yarns that may not be knittable. These yarns were trapped between the loops and underlap of the warp-knitted structure, requiring no interaction with the needles. Despite its design flexibility, warp knitting surpasses production rates, as it is the fastest method for converting yarn into fabric.
Properties of 3D woven and knitted spacer fabrics
Breathability and moisture management
3D woven and knitted spacer fabrics have distinct structures that contribute to a variety of physical, mechanical, thermal, and functional properties. One notable feature of these fabrics is their breathability and moisture-management capabilities. Owing to their defined thickness, which is essential for cushioning and insulation, and high level of porosity resulting from interconnected channels or void spaces, these fabrics exhibit excellent breathability and moisture management characteristics. Consequently, they are well-suited for applications that require airflow and ventilation. The thickness of these fabrics can be controlled during the manufacturing process, allowing for variations in cushioning and support levels depending on the design and intended application. 4 A study conducted by Chen et al. investigated weft-knitted spacer fabrics and their suitability for apparel. 61 The fabric exhibited high porosity, thermal and moisture comfort, and air permeability, making it ideal for comfortable clothing. Fabric porosity, which exceeded 86%, was found to be a significant factor in determining its water vapor permeability. Rajan et al. examined the water vapor permeability of warp-knitted polyester spacer fabric and identified the face and middle layers as the most influential components affecting the permeability. 62 Through optimization using the Box-Behnken model, the study achieved high R2 values of 96.5% and 92% for the porosity and water vapor permeability, respectively.
Additionally, previous research has shown that the physical properties of spacer fabrics can be easily modified by altering the yarn type, fabric density, thickness, and structure, making them versatile for various applications including medical products.33,63 Palani et al. explored the effect of fabric thickness and structure on the moisture management properties of 3D spacer fabrics. 64 The study revealed that as the sample thickness increased, the bending length and modulus of the 3D woven spacer fabrics decreased, whereas the stiffness of the fabric increased. The weight of these fabrics can also vary based on the materials and construction methods employed, allowing for flexibility in designing lightweight or heavier applications. 4
Thermal and mechanical properties
3D spacer fabrics are known for their exceptional breathability, moisture management, thermal insulation, impact resistance, and sound-absorption properties. 66 Their ability to facilitate air circulation and moisture vapor transmission makes them particularly suitable for applications that prioritize ventilation. The 3D structure of these fabrics facilitates moisture wicking and quick drying, making them well-suited for sportswear, active wear, and outdoor wear. Furthermore, the air pockets within the fabric contribute to its thermal insulation capabilities, regulating temperature and maintaining warmth in cold weather. It is worth noting that thermal properties are affected by the choice of materials and surface modifications. Mishra et al. investigated the impact of material properties on the thermo-physiological comfort of 3D knitted fabrics. 67 The study found that the type of raw material, including the fiber wetting and wicking properties, significantly influenced the water vapor permeability in warp-knitted spacer fabrics. Fabric density was also identified as a crucial factor affecting air permeability, thermal conductivity, and mechanical properties of spacer fabrics, underscoring the importance of fabric characteristics in selecting suitable spacer fabrics for winter clothing. A study by Rajan and Sundaresan on polyester warp-knitted spacer fabrics revealed that plasma processing time influenced water vapor permeability and thermal resistance. 68 This study suggested that plasma treatments could improve the final comfort of polyester warp-knitted spacer fabrics.
In terms of mechanical properties, the layered construction of spacer fabrics enhances impact resistance and shock absorption, making them suitable for protective gears, seat cushions, and padding. In addition, their structure helps reduce noise levels, making them suitable for acoustic applications. conducted a study on the characteristics of spacer fabrics, including the air permeability, thermal conductivity, and low-stress mechanical properties. 33 The study emphasized that the fabric characteristics significantly affect the air permeability, thermal conductivity, and mechanical properties of spacer fabrics, necessitating careful selection for specific applications. Similarly, Arumugam et al. investigated the in-plane shear behavior of 3D warp-knitted spacer fabrics using a picture-frame fixture. 69 This study examines the effects of structural parameters on shear stress and energy absorption. The results indicated that factors such as the thickness, spacer yarn diameter, and surface structures influenced the energy absorption at the maximum shear load and deformation. The spacer fabrics exhibit varying isotropic properties such as breaking load, tenacity, breaking extension, and initial modulus.70,71 Compared to the traditional warp and weft knitted and woven fabrics used for technical textile applications, spacer fabrics generally have lower tenacity, higher breaking extension, and lower initial modulus owing to the scissoring effect. 60 The near-isotropic characteristics of spacer fabrics could have potential benefits in various technical textile products, such as composites, shoe fabrics, automotive seating fabrics, and sportswear. The spacer structure minimizes scissoring tendency when extended in the bias direction at a 45° angle to the course or wale direction. Most spacer structures also have a high shear modulus, which is an important feature of medical devices such as orthopedic supports and pressure sore mattresses. 72
In a study conducted by Anand, the dimensional, tensile, and comfort properties of warp-knitted spacer fabrics and weft knitted spacer fabrics were examined. 5 Both fabrics were made using polyester and Lycra yarn for face and back fabrics, while monofilament polyester yarn was used as the spacer yarn. The weft-knitted spacer fabric was lighter and thinner than the warp-knitted fabric, with similar bulk densities. Tensile testing revealed that WeKSFs can be engineered to have tenacity and breaking extension values similar to those of warp-knitted spacer structures. However, in this study, the specific modulus of the WKSFs was approximately 10 times higher. Both spacer fabrics demonstrated good thermal insulation properties, with the warp-knitted fabric showing higher insulation in the dry state. After wetting and subsequent retesting, both the structures recovered to 45% of their dry values within 4 min. The study also examined the compression and recovery properties of the two spacer materials over 10 cycles, revealing a maximum compression of 20% for each cycle and full recovery of thickness post-relaxation. The author developed and characterized various warp and weft knitted spacer structures, demonstrating their ability to customize their properties to meet specific end-use needs. This customization potential allows for a wide range of comfort properties by adjusting the fiber type and structure of the face, back, and spacer individually. 5
However, 3D woven spacer fabric exhibits superior mechanical performance, making it highly suitable for various automobile and construction parts. 73 Additionally, high-distance woven spacer fabrics are used in various textile products owing to their compressive properties, which greatly influence their potential uses. Zhao et al. investigated the compressive properties of high-distance woven spacer flexible inflatable composites (HDWSFICs) by varying indenter diameter, initial inflation pressure, and spacer yarn density. 74 The HDWSFICs were capable of transforming compressive load into tension stress, acting as a “Stress Transformer”. The spacer yarns allow the composites to withstand more than three times the compressive load of the membrane material. Similarly, WKSFs with multiple layers are highly promising materials for various structural applications in aerospace, military, construction, building, and transportation. Compressive properties are a crucial feature of WKSFs with multilayer structures. 75
Acoustic and functional properties
Initial research on the sound absorption properties of 3D textiles was conducted to minimize automotive noise. 76 Civil and mechanical engineers are increasingly using 3D porous textile materials for improved thermo-acoustic environments, as these fabrics offer superior thermal and acoustic characteristics compared to conventional woven/knitted structures or nonwoven fabrics owing to their 3D sandwich patterns. 3D knitted spacer fabrics, a unique class of textile materials, are soft, voluminous, and highly porous, making them ideal for sound absorption.77,78 Arumugam et al. investigated the sound absorption behavior and thermal properties of 3D knitted spacer fabrics. 78 The results showed that the fabric surface properties, porosity, flow resistivity, and tortuosity significantly affected the sound absorbability and thermal conductivity. 3D spacer fabrics also offer a range of functional properties, including durability, antimicrobial treatment, UV protection, and eco-friendliness. 79 They are durable, resistant to wear and tear, and can be treated with antimicrobial agents to maintain hygiene. Some fabrics also offer UV protection, thus providing safety for outdoor activities. However, few studies have been carried out on the functional properties of 3D spacer fabrics, especially for medical applications.
Key parameters that need to be consider in designing spacer fabric for specific applications
The design of 3D woven and knitted spacer fabrics for specific applications requires the careful consideration of several key parameters. These parameters include the material selection, fabric structure, thickness and density, finishing treatments, durability and washability, and specific application requirements.
Type of raw materials
The choice of raw materials for spacer fabrics should be based on the specific requirements of the intended application. Factors such as breathability, durability, moisture wicking, and thermal insulation must be considered. In the case of 3D spacer fabrics, high-performance fibers are often used for the ground fabric, while monofilament fibers such as glass, carbon, Kevlar, and polyester are used for the pile structure. Glass and carbon fibers offer strength and durability but can be brittle under loading conditions. Polyethylene and polyester fibers, on the other hand, provide superior toughness and integrity but have lower carrying capacity.13,20 Synthetic fibers, particularly polyester filaments, are crucial for the construction of spacer fabrics. The outer surface layers typically use multifilament fibers, whereas the middle layer consists of monofilament fibers, resulting in exceptional compression and cushioning properties. The middle layer serves to connect the face and back layers, enhancing mechanical and comfort properties of the fabric. 80
However, it should be noted that woven spacer fabrics fully utilize high-performance fibers, ensuring strength in the z-direction without crimping. 11 Warp knitting technology is also suitable for creating 3D medical structures because of its ability to precisely adjust the mechanical and geometrical properties through material selection, yarn combinations, and process parameters. Gries et al. suggested that spacer warp-knitted non-crimp fabrics, typically reinforced with glass, cellulose, aramid, polymer, or basalt fibers, are suitable for construction applications. 1 For composite reinforcement applications, high-performance fibers, such as carbon, glass, and aramid, are commonly used because of their lower density, higher tensile strength, and Young’s modulus. 12 However, it is important to be cautious with brittle yarn in 3D knitted spacer fabrics, as it can pose challenges in achieving complex stitches. 81 Research indicates that 3D weaving can also damage glass yarns, leading to a gradual reduction of up to 30% in the tensile strength. Therefore, hybrid yarns with a fiber volume content of 50% could experience a 20% reduction in tensile strength. The utilization of GF/PP hybrid yarns by Mountasir et al. for the production of spacer fabrics has been proven to minimize yarn damage. 12
Spacer fabrics have found applications in concrete reinforcement, and various fiber-based WKSFs have been used to enhance their properties. For example, the use of bamboo-structured hollow polyester monofilaments has the potential to enhance the compression properties and reduce the weight of the spacer fabric.82,83 Polypropylene fiber-fabricated WKSFs, known for their low density, strong corrosion resistance, and resistance to shrinkage cracking, are becoming increasingly popular in reinforcing concrete. The combination of carbon fibers and epoxy resin can significantly enhance the flexural and impact strength of spacer fabrics owing to their high strength and durability. 84
Spacer yarn
The arrangement, height, and inclination of spacer yarns in 3D woven and knitted spacer fabrics have a significant impact on their properties and applications. The arrangement determines the overall pattern and structure of the fabric, with grid, diamond, or hexagonal patterns used to achieve the specific design objectives. 85 According to a study by Liu et al. WKSF with a larger mesh yielded a lower modulus, with a spacer yarn arrangement in I, X, or IXI configurations, with IXI being the most commonly used because of its stability. 84 The height of the spacer yarns affects the loft, cushioning, and compression properties of the fabric. Higher yarns providing greater airflow, improved moisture management, and increased thermal regulation.32,86,87
The inclination of spacer yarns affects the stretch, flexibility, and mechanical properties of the fabric, allowing for controlled elasticity, drapeability, and directional strength. They also play a crucial role in impact absorption and energy dissipation, enabling the fabric to effectively absorb and distribute impact forces, thereby reducing the risk of injury. 88 Haik et al. used spacer yarns with 79.6° and 52.7° angles in the warp and weft directions. 88 The stretching performance of the fabric was significantly better in the warp direction, as the yarns were wound in a loop, causing higher friction between monofilaments, which increased the strength in this direction. The maximum compression force decreases with filament height from 4.32 to 9.32 mm due to longer spacer monofilaments having a greater moment arm and decreasing applied force. 89 Airflow and moisture management capabilities are significantly influenced by the arrangement and height of spacer yarns, creating unique pathways for air circulation and moisture vapor transport within the fabric. 63 This is particularly important in applications requiring breathability, moisture wicking, and quick drying, such as sportswear, outdoor textiles, and healthcare.4,62,68 By carefully selecting and manipulating these factors, designers can tailor the fabric structure, functionality, and performance to meet specific needs in various industries.
Weave and stitch pattern
Fabric structures, including weave and stitch patterns, are crucial factors that determine the properties of spacer fabrics. The upper and lower ground fabrics in the WSFs are typically woven through plain, twill, and satin weaves. The plain fabric has a stable structure with many interwoven points, whereas twill and satin have fewer interwoven points and longer floating lines. Plain fabrics are tighter, stable, symmetrical, and exhibit good mechanical properties when woven at the same density. 90 Chairman’s study showed that plain weave composites have superior mechanical properties compared to twill weave composites, indicating that the weave pattern significantly affects the strength of fiber-reinforced composites. 90 Wang et al. found that complex ground fabrics have higher bending strength than plain fabric, 13 which is consistent with Zhang et al. study on hollow WSF sandwich composite plates. 91 These fabrics can withstand more stress during loading, leading to higher carrying and energy absorption capacities.
Innovative weaving methods, such as truss woven sandwiches, have been explored to enhance the strength and elastic modulus. Kim et al. studied a truss woven sandwich, which used yarn interleaved between two panels. 92 The study found that the woven truss sandwich had a higher strength and elastic modulus than the “8” type structure. This was due to its excellent resistance to breaking perpendicular to the longitudinal direction and at intersections adhesively bonded to neighboring struts during loading.
Fabric thickness and density
The internal connection design of WSFs also affects fabric properties. Factors such as core yarn height, density, and ground fabric thickness influence the performance of spacer fabrics. Increased core yarn density enhances bearing capacity, whereas low-core yarn with high distribution density improves stiffness by offering compression resistance, shear strength, and higher energy absorption. 93 However, increasing the pile yarn height reduces the stiffness. Additionally, increasing the ground fabric thickness affects the mechanical properties and tensile failure resistance of WSF sandwich composite plates. 94 Notably, Wang et al. confirmed that an increase in the internal connection structure density and panel thickness and a reduction in the height improved the mechanical properties of the plate. 13
In the case of knitted spacer fabrics, the fabric thickness and density should be balanced according to the application requirements, such as cushioning in seating or medical support. The fabric thickness and structure influence its wicking ability and moisture behavior. Fabric porosity affects moisture management, and pore dimensions are influenced by yarn density and thickness. A smaller pore size reduces air permeability, whereas an increased pore volume increases wickability owing to a lower contact angle. 80 Rajan’s study on fabric thickness and structure revealed that polyester WKSF samples require less than 1 s to transfer water from their surfaces because of the spacer fabric thickness, structure, and low affinity of polyester filaments for moisture absorption. 80 This resulted in rapid moisture transport. Studies have also explored the development of double-sided fabrics with modified spacer weft knitted structures to improve moisture conduction. Fabrics made from specific filament combinations have shown excellent water absorption and quick-drying performance. 95
Finishing treatment and washability
Finishing treatments can enhance the performance of 3D woven and knitted spacer fabrics. Waterproofing, flame retardancy, antimicrobial coatings, and UV protection can be used to achieve specific functional properties without compromising breathability and comfort. Nanoparticles or fibers can be used to enhance the mechanical properties of resins or core materials, while additional panels can enhance the plate carrying capacity of WSFs. 13 Gokarneshan et al. reported the creation of flat-knitted 3D spacer fabrics made from hybrid yarns of glass and polypropylene filaments, which can be integrated into sensor networks for structural health monitoring of composites in a single processing step through the innovative integration of functional yarns. 4 Durability and washability are also essential considerations, particularly in applications where fabric is frequently used and cleaned. The fabric must be able to withstand repeated washing cycles without losing its properties. Research and development efforts have focused on creating durable and wash-resistant fabrics to meet these requirements. Future research directions also extend to exploring the application of self-cleaning textiles in 3D spacer fabrics by incorporating techniques such as the nanoparticle treatment of fibers or fabrics. An important study conducted by Dejene and Geletaw focused on investigating the impact of a ZnO nanoparticle coating on the self-cleaning capabilities of textiles. 148 Their research revealed that textiles surface-modified with ZnO nanoparticles not only exhibited self-cleaning capabilities, but also enhanced the reinforcing effect of textiles in composites. 149 This research opens new possibilities for the development of advanced 3D spacer fabrics with improved functionality and durability. In conclusion, 3D woven and knitted spacer fabrics should be tailored to meet the specific requirements of various applications such as automotive seating, medical support surfaces, and sports equipment. By considering these factors, designers can create fabrics that are well-suited for various applications.
Application of 3D spacer fabric in technical textiles
Polyurethane (PU) foam, a popular padding material used in seat, sofa, and mattress manufacturing, is known for its excellent compression properties. However, PU foam is not a suitable material for certain applications, owing to its challenges in washing, comfort, and recycling. PU foam, owing to its low air permeability, can cause discomfort and fumes in warm environments. It also emits harmful gases during burning. Disposing PU foam products is challenging because of the need to separate them from other materials, making recycling complex.96,97 Despite various attempts, such as using a special cutting process to create an open surface and adjusting the porosity to improve breathability, most problems with PU foam cannot be fully resolved. 54 Moreover, technical textiles have experienced rapid growth in recent years, offering fibrous materials with various technical end uses and potential advantages over conventional materials for specific applications. 98 Spacer fabrics have the potential to address the issues of PU foam and the rapid growth of technical textiles. Spacer textiles are utilized in various industries for increased air circulation or comfort due to their cushioning structure, including medical textiles like orthotics, automobiles like climate comfort layers, home textiles like chair covers, clothing like bras, and protective and sports clothing.1,7
Application of WSF for sandwich composite reinforcement
WSF are gaining attention in various fields owing to their superior integrity and stable structure. The preparation methods and mechanical properties of WSF sandwich composite plates have been extensively studied in recent years. The production of WSF sandwich composite plates is a complex process involving fiber selection, core material, structure design, weaving, processing technology, and mechanical property testing. 13 Most researchers focus on the macroscopic influence of a single factor, such as the reinforcing fiber material, core material, structure design, and weaving, to determine the final performance index. 99
The core pile structure-WSF sandwich composite plate is a widely studied material for bending performance, focusing on its core material, curvature, additional panels, core pile density, core pile height, and fiber material. Fiber-reinforced materials, similar to glass and carbon fibers, are susceptible to breakdown and shear failure, but polyester fibers are easily stratified. Jia et al. developed new sandwich panels by filling foam in woven spacer fabric and combining epoxy resin on the surface. 99 They tested the flexural properties of panels using technical polyester filaments. The analysis showed that the flexural strength increased and then decreased with the bonding yarn density, with a parabolic tendency. The maximum strength was reached when the binding-yarn density increased to 1· 99 ends cm−2, and the flexural load increased with bonding yarn height. Different failure behaviors were observed for different composite panel types.
Currently, research on cross-linked structures in WSF sandwich composite plates has been less focused on hollow WSF sandwich composite plates. The study examined the Impact of ground-fabric structure, cell density, and height on the cross-linking structures-hollow WSF sandwich composite plate. The results showed that noncrimped structures had higher flexural resistance owing to the stretched thread arrangement in the fabric structure, both in the warp and weft directions. 20 The cell wall is a significant load-bearing unit, with rectangular structures with hollow WSF sandwich composite plates exhibiting better optimal stress compared to trapezoidal and triangular plates, and decreasing the space between the cell wall and height increases the stress.100,101 Manjunath et al. revealed that the stress of the H-type structure is higher than that of the rectangular type. 102 This study utilized a low-velocity impact to examine the performance of the WSF sandwich composite plate, focusing on the core pile structure, density, additional aluminum plate, core material, and impact position. The results indicated that the carrying capacity of the plate increased with the core pile density. 13 Hamid et al. studied the impact properties of WSF sandwich composite plates and revealed that adding natural zeolite to the core material strengthened the impact properties. 103 The research group tested the impact position on the core pile and non-core pile properties and found that the core pile position caused a larger depression diameter and significant damage to the lower ground plate, whereas the non-core pile position caused more damage to the upper ground plate.
Wang et al.
26
and Neje et al.100,101 studied the compressive properties of 3D integral woven spacer composites with different interlaced pile yarn numbers. They found that mutual connections along the warp and weft directions contributed to the structural stability. The main failure modes were tilt and damage of the pile yarns, without debonding between the face sheets and core. The main damage modes were crack damage in the face sheets and wall-buckling failure in the compression tests. To further improve the impact resistance, scholars have studied the impact properties of WSF by focusing on the thickness of the face sheets. Zhang et al. found that composites with complex face sheets had better impact resistance owing to the floating yarns effectively transferring stress to neighboring areas, leading to a more uniform stress distribution.
91
Hosur et al. improved the low-impact property of 3-D integrated sandwich composites by adding additional face sheets, including plain weave glass fabrics, twill weave carbon fabrics, and hybrid combination.
104
Li et al. studied the fabrication, impact behavior, and failure mechanism of 3D integrated woven spacer composites with thickened face sheets and found a significant improvement in impact resistance and dominated failure by thickened face sheet strength.
105
Zhu et al. found that the core pile height is a crucial parameter for the performance of 3D integrated woven spacer sandwich composites with an increased energy absorption capacity.
94
Recently, to further improve the anti-impact properties of WSFs, Yang et al. designed three types of integrated 3D woven spacer composites (3DWSC) with double-layer cores and prepared at different height combinations of 4 + 8mm, 6 + 6mm, and 8 + 4mm.
106
The impact performance and post-impact lateral compressive properties of these composites were compared to single-layer 3DWSC of the same height. The result in Figure 20 shows that the contact forces of 3DWSC-8+4 and 3DWSC-12 decrease after reaching their peak values at 5 J owing to damage to the upper panel and pile yarn caused by impact and compression forces. The pile yarn height of 3DWSC-8+4 was larger than those of 3DWSC-6+6 and 3DWSC-4+8, making it more prone to instability.65,107 The second contact force peak of 3DWSC-8+4 occurred owing to the damage to the middle panel. 3DWSC-4+8 and 3DWSC-6+6 have only one contact force peak, indicating no severe damage and no drop hammer rebound, consistent with the damage morphologies. Figure 20 also shows two contact force peaks at an impact energy of 10 J. The first peak indicates damaged upper panels, whereas the middle panel of the double-layer composites resists the drop hammer’s impact, forming a second peak. For 3DWSC-12, pile yarns below the impact point could not absorb the kinetic energy after the rupture of the upper panel, causing the drop hammer to continue impacting the lower panel, resulting in a second contact force peak. The study reveals that 3DWSC-4 + 8 has the highest contact force value at 10 J, which is 90.60% higher than that of a single-layer 3DWSC. It also maintains a residual compressive strength of 91.30% after 10 J of energy impact, compared to 68.43% retention of single-layer 3DWSC, as shown in Figure 20. Impact properties of 3DWSC: (a) Contact force-time curves at 5 J; (b) Contact force-time curves at 10 J; (c) Maximum contact force contrast.
106

Application of weft knitted spacer fabric for technical textile
Weft-knitted spacer fabric in low-velocity impact or cushion
Spacer fabrics can provide human body protection against impact if designed with appropriate structural parameters, such as yarn inclination, fineness, fabric thickness, and surface-knitted structures. The capacity for energy absorption and impact force attenuation is crucial for injury prevention. The peak impact force should not exceed the tissue or bone tolerance to prevent injury. Rudy and Wardiningsih illustrated that weft-knitted spacer fabric with a coarser or larger-diameter monofilament yarn generates a lower impact force and higher force attenuation capacity, resulting in better impact performance. 8 Greater force attenuation can be achieved by using more spacer fabric layers; however, the thickness must be considered.
Weft-knitted spacer fabrics are gaining attention because of their versatile physical properties, which can be easily adjusted by adjusting the yarn type, fabric density, thickness, and structure. This makes them suitable for various applications, including medical products, owing to their mechanical, thermal, and mechanical properties. Their excellent ventilation and cushioning properties are also important for the prevention and healing of pressure ulcer. 108 Yang and Hu produced a spacer fabric consisting of three layers: two outer layers and one spacer layer. 109 Superabsorbent yarn was used to knit the spacer layer, while hydrophobic yarn was used to knit the outer layers, ensuring that wound dressings quickly absorbed exudates and guided fluid and moisture.
Despite the existence of wound dressings over the years, the management of wounds is more complex. Modern wound dressings are designed to enhance wound healing. Moreover, the prevention and treatment of pressure sores require significant time and care. This not only greatly affects the lives of patients and their caretakers, but also the hospital services and costs of the government as prolonged and expensive hospitalizations are required. Previous research has shown that the health costs of pressure ulcers are undoubtedly high. It is difficult for pressure ulcers to heal, and wound dressings that provide both good absorption and cushioning effects are rare. Critical requirements for wound dressings for pressure ulcers were considered. Being a good wound dressing for pressure ulcers not only requires good absorbency properties, but also breathability, thermal regulation, and cushioning properties. Therefore, the air permeability, thermal conductivity, water vapor permeability, absorbency, and compression of weft knitted spacer fabrics have been investigated and compared with existing wound dressings, and their absorbency is somewhat better than that of some wound dressings; however, they are suitable for pressure ulcer wounds with no heavy extrude. 110
Yip and Ng examined the characteristics of five different spacer fabrics by focusing on their low-stress mechanical properties, air permeability, and thermal conductivity. 33 The results showed that the tensile, bending, and compression properties of spacer fabrics depend on various factors, including the type of fabric (warp knit or weft knit), type of spacer yarn used (monofilament or multifilament), yarn count, stitch density, and spacer yarn configuration. The air permeability and thermal conductivity of the spacer fabric are closely related to the fabric density, with higher density improving thermal conductivity and maintaining patient comfort. Weft-knitted spacer fabrics have better air permeability and lower thermal conductivity ratings, making them more resistant to air penetration. The compression properties depend on the spacer yarn type and arrangement, whereas the bending properties are related to the fabric type, structure, spacer yarn type, and density. The characteristics of the spacer fabric significantly affect its air permeability, thermal conductivity, and mechanical properties of spacer fabric.
Insoles provide resistance to ground reaction forces and provide comfort during walking. Li et al. proposed a novel weft-knitted spacer fabric structure for insoles that not only absorbs shock and resists pressure but also allows heat dissipation for enhanced thermal comfort. 38 The study found that an increased spacer yarn density improves air permeability but reduces thermal resistance, while a lower inlay density reduces evaporative resistance. This structure has positive implications for insoles. The findings of this study can greatly contribute to foot protection and orthotic treatment by providing insight into suitable insole materials.
Flat knitted spacer fabrics for lightweight composite applications
Owing to their unique structural features, 3D spacer fabrics are increasingly being utilized as technical textiles, particularly in composite manufacturing. The increasing applications of these fabrics and the ability of the high-knitting process to produce structured knitted preforms have led researchers to explore novel structures for composite reinforcements, aiming to achieve the desired properties. Hamedi et al. investigated the mechanical behavior of spacer weft knitted fabrics produced on an electronic flat knitting machine using a 1680-denier high-tenacity polyester yarn. 49 The fabrics were used in thermoset composite manufacturing using epoxy resin. A numerical simulation based on the finite element method was applied for precise investigation. The results show a good correlation between the experimental and theoretical results. Similarly, Azadian et al. investigated the flexural behavior of 3D integrated weft-knitted spacer composites under three-point bending. 111 The composites were produced using electrical-grade glass fibers and vacuum-assisted resin transfer molding. The sandwich structure was reinforced with woven glass fabrics using the hand lay-up method. The bending performances of the composites were compared with those of the polyurethane foam core sandwich composites. The results indicated that the cross-sectional shape significantly affected the bending performance of the composites. The spacer-reinforced composite with a V-shaped cross-section had the highest bending stiffness.
The Innovative 3D integrated weft-knitted spacer fabrics (3D-IWeKSF), known for their unique features and design flexibility, have gained popularity owing to their potential for various technical applications, including composite manufacturing. Hassanzadeh et al. examined the bending and compression resistances of 3D-IWKS composites with different cross-sectional geometries. 112 Two types of 3D-IWKS fabric samples; U-shaped single-decker structure (USSD) and V-shaped single-decker structure (VSSD), were knitted using 400Tex E-glass yarns and molded using epoxy resin. The results showed that the VSSD composites were superior in terms of the bending strength and stiffness. The study also evaluated the influence of the orientation of the connecting layers on the applied loads and found that USSD samples with vertical interconnecting layers had higher strengths than VSSD samples with angular interconnecting layers. Both samples exhibited similar load-bearing capacities, confirming their high mechanical applicability. Hassanzadeh et al. developed geometrically profiled composite panels reinforced with E-glass fibers. 113 3D spacer-knitted fabrics were infused with epoxy resin via vacuum infusion molding. The variable parameters were adjusted to improve mechanical performance. The panels showed a good appearance and acceptable mechanical performance, indicating a high potential for replacement with conventional products. Bending and compression tests confirmed this, with the panels showing higher compression resistance than the conventional woven and warp-knitted spacer composites. These thermoset composites have the potential to replace the traditional products.
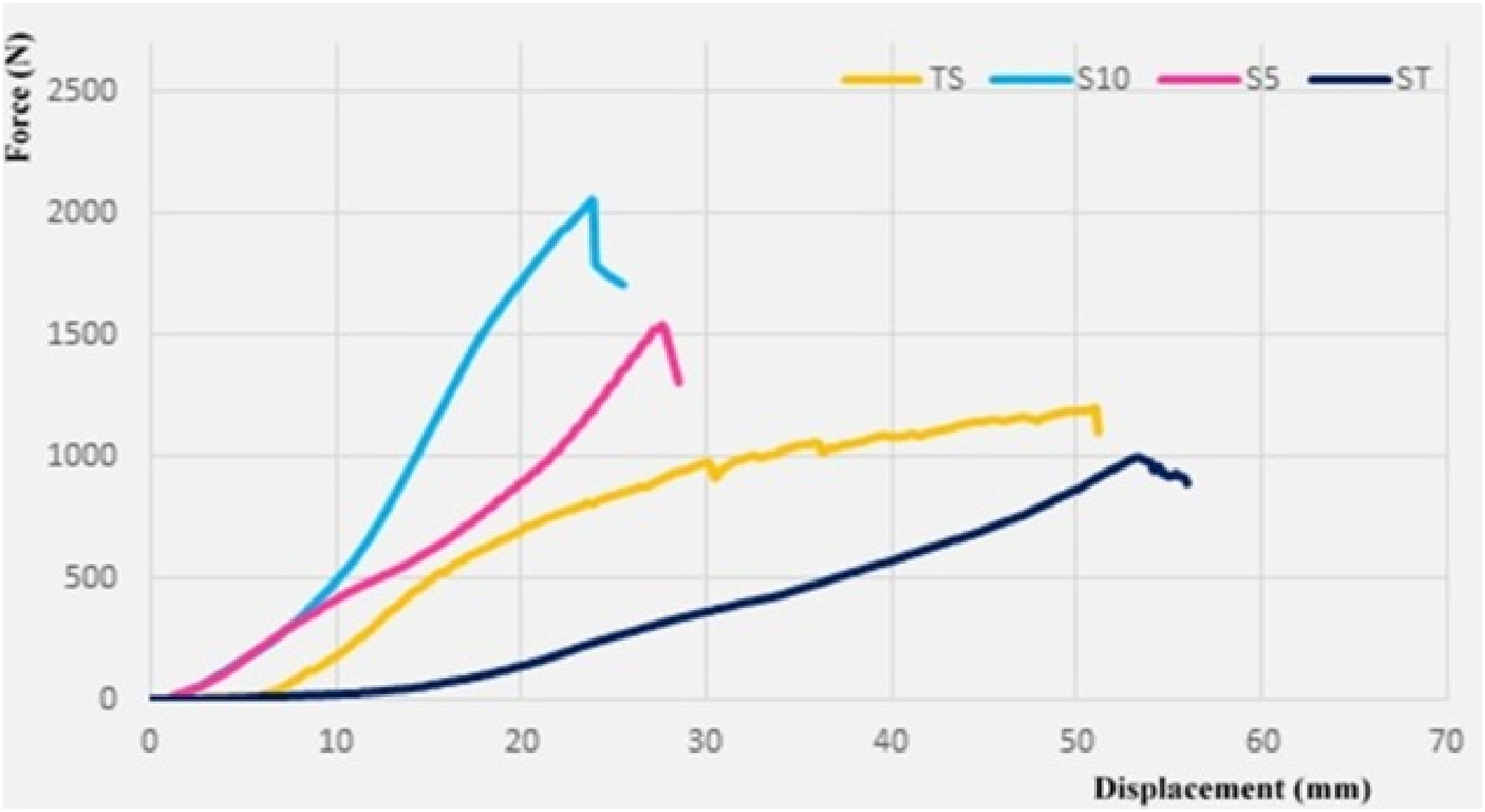
Previous studies have also introduced a new configuration of 3D integrated weft-knitted spacer fabrics for reinforcing composite pipes during manufacturing. Omrani et al. examined the mechanical performance of 3D knitted spacer composites with a tubular shape, focusing on internal hydrostatic and external static pressures, produced using untwisted glass and HT-nylon yarns.
114
Vacuum infusion molding process (VIP) was used to create epoxy tubular composites reinforced with weft knitted fabrics. This process is suitable for manufacturing composite parts with complex geometries, but it requires optimization because of the complexity of the 3D spacer fabrics used in this study. Figure 21 shows the force-displacement curves of the tubular composites reinforced by four different knitted preforms under internal hydrostatic conditions. The study found that composites reinforced with knitted structures containing non-knitting yarns (TS) showed higher resistance against internal hydrostatic pressure, even with lower fiber volume fractions. The composite samples with non-knitting yarns showed a 27.33 and 37.50% improvement in resistance against these conditions compared to plain knitted fabric (ST), attributed to the higher fabric stiffness. The study also found that composite samples with 10 connecting layers showed higher slope and maximum applied force compared to those with five connecting layers under internal hydrostatic conditions.
114
Force–displacement diagram resulted from internal hydrostatic pressure test.
114
Application warp knitted spacer fabric for technical textile
Spacer fabrics are specialized textile products with various structures and finishing methods that are used in various applications, such as sound absorption, moisture transport, functional bra support, car seat comfort enhancement, and composite reinforcement. Their compression properties, akin to sandwich structures, significantly influence their applications.115–117 Warp-knitted spacer fabrics (WKSFs) are technical textiles that can be used as substitutes for conventional PU foams in seats, sofas, and mattresses, offering interesting structures. WKSFs offer superior compressive properties, air permeability, and thermoregulation, owing to their unique 3D structures. Warp-knitted spacer fabrics have gained significant attention as cushioning materials for personnel protective clothing and equipment against impact. The capacity of a material for energy absorption and impact force attenuation is crucial for protecting the human body from injuries, in addition to comfort requirements. Nonwoven, woven, and knitted fabrics as porous materials have gained significant attention for sound absorption owing to their low cost and environmental impact.118,119 Knitted fabric, once considered a less stable option owing to its easy penetration and deformation, has been found to offer low weight, better design ability, and wide-area protection despite its potential for deformation during puncture.120,121
Warp knitted spacer fabric for cushion application
A WKSFs consists of two surface layers and spacer yarns that form a 3D structure. These yarns prevent the 3D structure from crushing under body pressure, making the choice of spacer yarn with proper bending rigidity and connection method crucial in cushioning fabric design. Different methods are used to connect two surface layers, and the inclination angles of spacer yarns can be adjusted by altering the underlap amounts to meet different end-use requirements, with larger underlaps resulting in a higher inclination. 122 Spacer fabrics can be knitted with the same or different structures, with two surface layers typically having the same structure. Commonly used spacer fabrics have plain structures or meshes of different opening sizes. A mesh structure with pillars and yarns is commonly used in warp-knit spacer fabrics to achieve structural stability and air permeability. The space between the two spacer layers is crucial for structural stability. Cushioning applications require a greater fabric thickness, with cushions ranging from 10 to 100 mm or more. However, the thickness of the WKSF is limited by the distance between the needle beds of the warp-knitting machine. 117 Gokarneshan examined the compression behavior of warp-knitted fabrics for cushioning applications. 123 Compression stress-strain curves and energy efficiency diagrams were used to evaluate the compression behavior and structural parameters of the fabric. The results showed that these fabrics are ideal energy absorbers for cushioning applications, and their capacities can be easily adjusted by varying their structural parameters. This study also developed a theoretical model to predict the spherical ball compression properties of spacer fabrics. The results showed that compression effects decreased with increasing ball radius and increased with increasing fabric thickness. The model was validated and can be used to predict the spherical compression behavior of knitted spacer fabrics compressed with different spherical ball radii.
Cushion materials should be soft and flexible, and the concentration of body pressure should be avoided, especially for long-term sleepers or those sitting on a bed. Bedsores or pressure sores can result from long-term downward pressure on support, especially when patients are immobile for several hours. Therefore, evaluating the pressure distribution under body pressure is crucial, particularly when relief from high pressure is required.117,123 Shuvo et al. designed a 3-D knit spacer bed sheet to provide comfort to patients with pressure ulcers by reducing the friction between their skin and the material. 124 The design includes 70% polyester, 22% PP, and 8% spandex blend, which ensures low friction owing to high wicking and evaporation. The sheet also has higher compressibility, distributes pressure evenly, and allows caregivers to rotate the immobile patients. It is easy to wash and remove bodily fluids such as vomit and blood. Although slightly more expensive, it is expected to last longer than a typical hospital bedsheet.
Moreover, air permeability and heat resistance are crucial for cushion applications because they significantly affect comfort, particularly in cases such as car seats and medical mattresses. This study examines the thermal comfort properties of 3D knitted spacer fabrics with the aim of replacing polyurethane foams in car seats and back supports. This study examined the impact of various characteristics of spacer fabrics, such as structure, areal density, thickness, and density, on thermo-physiological performance. The potential thermal behavior was identified through thermal conductivity and resistance evaluation. The study also measured air and water vapor permeabilities to assess breathable performance. The results showed that hexagonal net spacer fabrics have a more open surface structure than lock-knit fabrics, resulting in high air permeability and good thermal conductivity. These findings are crucial for designing car seats with the required thermal comfort properties using 3D spacer fabrics, as shown in Figure 22.
125
Krumm et al. study compared the use of warp-knitted spacer fabrics on a car seat shell to standard seats in terms of vertical seat transmissibility.
126
The results were compared with those of human subject tests and an anthropodynamic dummy test. Seat transmissibility ranged from 73.6% for the backrest to 177.7% for the pan. This study accepted the hypothesis that seat cushion conditions would influence seat transmissibility. An anthropodynamic dummy test can replace human subject tests if the target population is sufficiently matched. Arumugam et al. investigated the thermal and water vapor permeabilities of warp-knitted spacer fabrics.
127
It evaluates the structure, areal density, thickness, and raw materials used in the fabrics. The study found that the raw materials, type of spacer yarn, density, thickness, and surface layer tightness significantly influence the thermal conductivity of spacer fabrics. The empirical model for thermal conductivity calculation and the statistical model for spacer fabrics also predict thermo-physiological properties with high accuracy. Spacer Fabric Applications: Moisture and heat regulation in spacer material and car seating fabric.
125

Warp knitted spacer fabric for protective application
Warp-knitted spacer fabrics are increasingly used as cushioning materials in protective clothing and equipment, providing comfort, energy absorption, and impact force attenuation, which are crucial for protecting the human body from injuries and enhancing overall safety. Previous studies on compression and energy absorption have demonstrated that these materials are ideal for cushioning purposes. However, previous research on the compressive behavior of spacer fabrics has primarily focused on static compressive testing conditions, while all other experimental and theoretical studies in the literature have primarily focused on this testing condition.128,129 Only a few recent investigations have focused on the dynamic compressive behavior of warp-knitted spacer fabrics under impact. 117 Warp-knitted spacer fabrics were tested using a drop-weight impact tester with a predefined impact energy. Acceleration and transmitted force signals were measured and treated using a low-pass filter. Comparisons were made between the peak contact force and transmitted force over time, and the striker velocity and displacement were calculated. 130 Rajan et al. investigated the impact of interlining materials on the comfort and dynamic deformation characteristics of body armor. 131 The researchers selected suitable plies of interlining materials based on the fabric comfort properties and impact resistance for ballistic applications. Kevlar woven fabric was used to block the projectiles, whereas spacer fabric was used for comfort and impact resistance. The yarn deniers of the middle and bottom layers were maintained, and three different deniers were used for the face layer. The thermophysiological comfort properties of three different plies of spacer fabric were analyzed. The results showed that the number of plies significantly influences the ballistic armor characteristics, with the three-ply warp-knitted polyester spacer fabric producing better results than the single- and five-ply fabrics. One-way ANOVA and Tukey’s HSD confirmed the influence and interaction of different plies of the spacer fabrics. Ertekin and Marmarali examined the impact resistance behavior of silicone coated warp-knitted spacer fabrics for protective clothing. 132 Six fabrics with varying thicknesses and mesh structures were produced and coated with a silicon substrate. The results indicated that the coating significantly improved the impact resistance, reducing approximately 10 kN of peak transmitted force. Structural parameters such as the fabric thickness and mesh structure also significantly affect the impact resistance of the fabric. Fabrics with a higher thickness and a smaller mesh on the outer layers exhibited better resistance. Lamination also improved the impact resistance of the fabric. This study suggests that warp-knitted spacer fabrics can be used as energy-absorbing materials for body protection by varying their structural parameters, fabric lamination, and coatings.
Liu et al. explored the protective properties of warp-knitted spacer fabrics designed to protect the human body from impact. 133 In this study, a drop-weight impact tester was used to simulate the real-life use of impact protectors. This study consists of two parts. The first part focuses on the impact behavior of a typical spacer fabric at different energy levels. The analysis includes the energy absorption and force attenuation properties of the fabric as well as frequency domain analysis to identify different deformation and damage modes. The results show that the curvature of the fabric can reduce the energy absorption during the impact process, affecting the fabric’s force attenuation properties. This study provides a better understanding of the protective properties of spacer fabrics. Another part of the Liu et al. examined the impact force attenuation properties of warp-knitted spacer fabrics for impact protectors. 134 The fabrics were produced using a double-needle bar Raschel machine with varying structural parameters such as spacer monofilament inclination, fineness, fabric thickness, and outer layer structure. The study found that all structural parameters significantly affected the impact force attenuation properties of the spacer fabrics. The lamination of spacer fabrics also improved the force attenuation performance. The three layers of the developed spacer fabrics can meet the transmitted force requirement of 35 kN at an impact energy of 50 J, according to European Standard BS EN 1621-1:1998.
Warp-knitted spacer fabrics are popular cushion materials owing to their superior moisture transmission, pressure relief, higher air permeability, and lower heat resistance compared to polyurethane foam. It is widely used in automobile textiles, sports textiles, and foundation garments. Studies on warp-knitted spacer fabrics have focused on their static compression properties, sound absorption behavior, pressure distribution, air permeability, and heat resistance.
130
Chen et al. examined the heat and mass transfer properties of polyester warp-knitted spacer fabrics, ranging from low to high thickness and mass.
135
The results showed that as the volume density increased, the water vapor permeability decreased, whereas the water absorption ratio increased. The study also found that spacer fabrics with a mesh near the skin and plain structures far from the skin could facilitate water vapor and air transmission. The thermal insulation ratio was found to be highly and significantly correlated with the heat-transfer coefficient, thickness, and air permeability. The inner padding layer of a motorcycle helmet is crucial to comfort and head stability. It consists of a low-density flexible polyurethane layer and a soft fabric layer that directly contacts the head, ensuring a perfect and secure fit. The study by Mathu et al. aimed to replace foam in helmet comfort liners with spacer fabrics to prevent heat stress.
136
Nine warp-knitted spacer fabrics were produced with varying courses/cm and thicknesses. The fabrics were characterized for their air permeability, thermal and water vapor resistance, and compression properties. The results showed that The spacer fabrics had better energy absorption, breathability, and evaporative heat transfer than standard liners. In particular, the compression process of a warp-knitted spacer fabric to replace foam in helmet liners is divided into four stages, as shown in Figure 23: the initial stage (stage I), elastic stage (stage II), plateau stage (stage III), and densification stage (stage IV). The initial stage has a lower slope owing to the compression of loose outer layers and their ineffective constraint on monofilaments. As the fabric was compressed further into stage II, the multifilament stitches became a fastened microstructure, causing the monofilaments to buckle and become better fastened. This results in a rapid increase in the compression stress, resulting in stiffer fabric behavior. Stage III has a nearly constant stress owing to the complex deformation mechanism, which could be affected by the buckling, rotation, shearing, and inter-contacting of monofilaments. The inter-contact of monofilaments is the most significant factor influencing fairly constant stress. Stage IV shows a rapid increase in stress owing to the swift densification of the entire fabric, resulting in the collapse and contact of monofilaments, resulting in high stiffness.
136
Typical compression stress-strain curve of a spacer fabric.
136
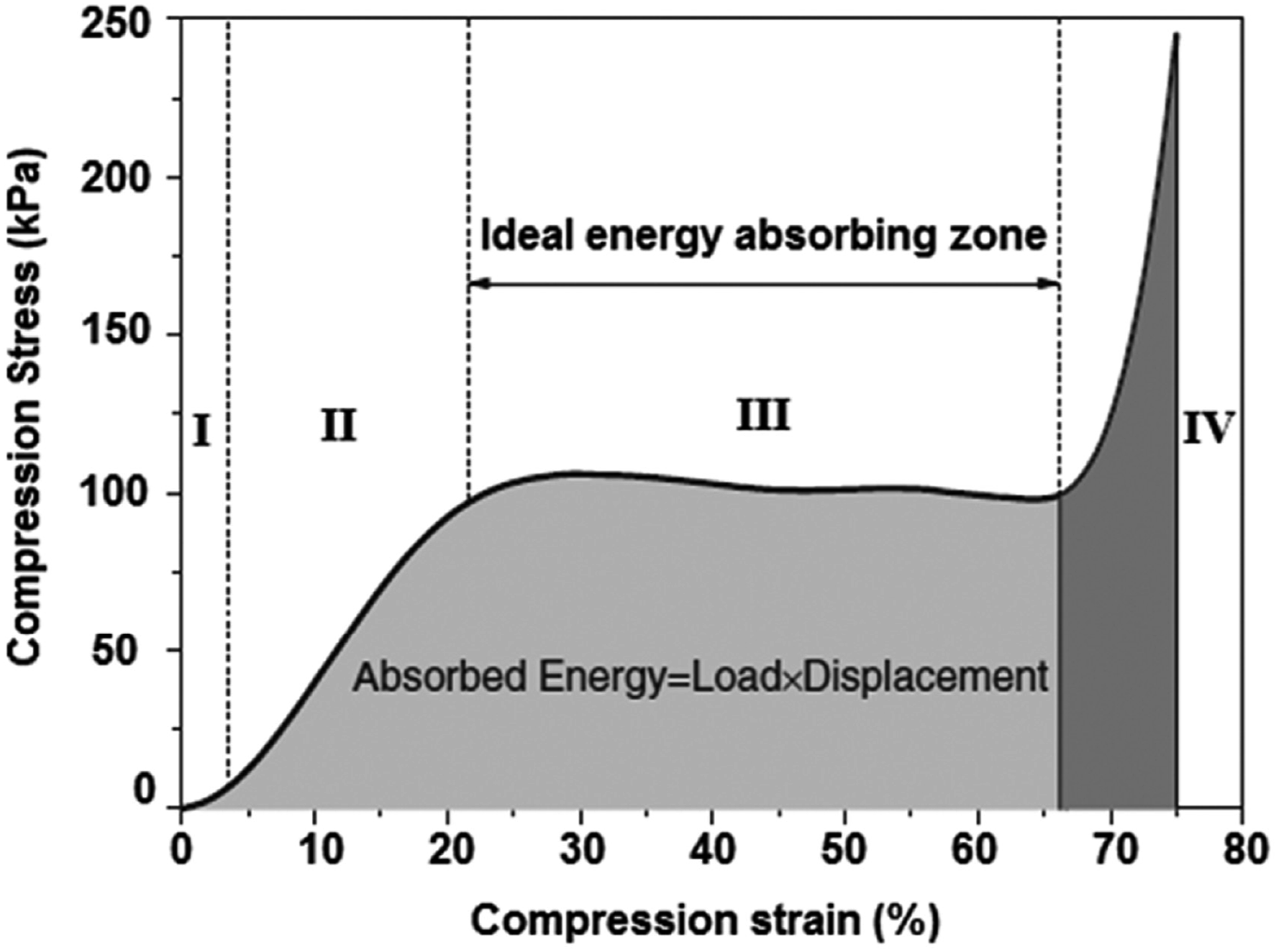
Warp-knitted spacer fabric for stab resistance
Stab-resistant fabrics, including woven, knit, and nonwoven materials, possess unique characteristics; however, knits can easily be penetrated and deformed by a knife point. However, protective knit fabrics offer low weight, better designability, and wide-area protection. Multilayer knitted fabrics absorb penetration energy and have good shearing resistance, locking knives to prevent penetration before fabric destruction.137–139 Lijuan et al. studied a stab-resistant warp-knitted single-face fabric and found that its under-loop structure stabilized the stitch and added yarn agglomeration around the knife edge, improving the penetration force and yarn strength efficiency.
140
The fabric structure suffers from shearing and tensile action when the knife penetrates. High-strength, shearing-resistant fibers combined with tight textile structures contribute to good stab resistance. Fabric distortion can absorb penetration energy and improve stab resistance. Xuhong et al. investigated the stab-resistant characteristics of warp-knitted spacer fabrics made from UHMWPE fibers and their impact on the stab resistance.
141
The fabric’s initial stab-resistant law is similar to that of a single-face fabric, but it exhibits a distinct stab-resistant law in the subsequent stages. The fabric undergoes three deformations simultaneously during the process of resisting knife puncturing: tensile surface knitted structure, yarn shearing, and spacer layer compression, as shown in Figure 24. The compressive deformation of the spacer layer plays a crucial role in the stabbing. The thickness and density of the warp-knitted spacer fabric significantly affected the stab resistance. Fabric density affects the penetration force, with increased density promoting the penetration force and reducing the penetration depth. The penetration force initially decreased and then increased with the fabric thickness. However, at a certain thickness, the fabric achieves the best comprehensive stab resistance.
117
The puncturing process of WKSFs.
141

Warp-knitted spacer fabric for sound absorption
Spacer warp-knitted structures are crucial owing to their high air-trap capacity and double-faced nature. These structures were knitted on a double-needle bar machine, and their areal mass, thickness, and porosity significantly influenced their sound absorption performance. Spacer warp knitted fabrics have a porous nature and large and double-faced structures, which reduce the acoustic energy owing to abrasion friction. This energy is converted to heat, which causes sound absorption. Thickness is a crucial factor in controlling the sound absorbance behavior of spacer-warp-knitted fabrics. The acoustic wave energy was converted into heat, resulting in sound absorption. 142 Liu and Hu compared the sound absorption behavior of warp and weft knit spacer fabrics, examining the impact of fabric layers and arrangement sequences. 115 The results show that the weft-knitted spacer fabric exhibits typical porous absorber behavior, whereas the warp-knitted fabric resembles micro-perforated panel (MPP) absorber behavior. The noise absorption coefficient (NAC) of the weft-knitted and warp-knitted spacer fabrics increased with the frequency, resulting in frequency-selected sound absorption with a resonance form. The sound absorbability can be improved by laminating different layers of the fabric. The weft-knitted spacer fabric NACs increase from one layer to four layers, and more layers are no longer effective. Warp-knitted spacer fabric NACs can be improved by increasing the number of fabric layers, but with a shift towards the lower frequency side. Combinations of weft-knitted and warp-knitted spacer fabrics significantly improved the sound absorption, but their arrangement sequence had an effect. Warp-knitted spacer fabrics backed with weft-knitted fabrics had greater NACs at higher frequencies, whereas warp-knitted spacer fabrics had fewer NACs at lower frequencies. To achieve high NACs at low and middle frequencies, the air-back cavity can be replaced with multilayered warp-knitted spacer fabrics. 117
Farahani et al. investigated the sound absorption properties of warp-knitted spacer fabrics enhanced with nanofibers.
142
The knit structure variable was the angle between the connecting yarns at different spacings. The effect of layering on the sound absorption performance was also studied. The main variable for nanofiber enhancement is the amount of deposition on the front surface of the spacer fabrics. The sound-absorption coefficient was measured using an impedance tube. The results showed that increasing the spacing and angle of the connecting yarns enhanced the sound absorption coefficients by increasing the areal mass, thickness, and porosity. Layering significantly affects the sound absorption performance. Furthermore, the study revealed that nanofiber enhancement increased the specific surface area (SAC) of all samples at all frequencies, mainly because of the increased surface area. This increases the likelihood of sound waves colliding with the structure, decreasing the friction energy and increasing the sound absorption performance. The deposition amount of the nanofibers significantly affected the sound absorption performance. However, increasing nanofiber deposition decreases SAC because of the closure of surface pores and reduction in porosity. The best results were achieved with lower nanofiber consumption, suggesting promising results. as shown in Figure 25. The effect of nanofiber enhancement on the sound absorption coefficient of the warp-knitted spacer fabric sample with 7.5 mm spacing (B3) and amount of nanofiber deposition (g/m2): 0.23 (B3n1), 0.64 (B3n2), 1.28 (B3n3), 2.56 (B3n4).
142

Chen et al. studied the sound absorption properties of polyurethane-based warp-knitted spacer fabric composites found that these composites had excellent sound absorption properties. 143 The materials are produced using various structural parameters, including yarn inclination angle, thickness, diameter, and surface layer structure. The acoustic behaviors were evaluated using two-microphone transfer function techniques in an impedance tube. The results suggest that the composites can be customized to meet specific end-use requirements by adjusting the structural parameters of the fabric. Farahani et al. investigated the sound absorption performance of warp-knitted spacer fabrics (WKSFs) with different angles of connecting yarns and layers. 144 The impedance tube method was used to measure the effect of porosity and layer number on the sound absorption coefficient (SAC) of the WKSFs at 0-6100 Hz. The results showed that increasing the yarn angle and number of layers enhanced the SAC. An artificial neural network (ANN) model was used to predict the effect of knit structure and layer number on SAC at different frequencies. The ANN model provided accurate and reliable predictions, with a high correlation coefficient (>0.99%). This study suggests that the ANN model could be a useful tool for modeling and predicting the sound absorption performance of fibrous acoustic materials.
Arumugam et al. investigated the suitability of 3D knitted spacer fabrics for sound absorption. 145 This research focuses on the acoustic properties of these fabrics by examining factors such as thickness, density, surface structure, massivity, porosity, tortuosity, and airflow resistivity. The results show that the acoustic insulation of spacer fabrics improves with thickness and massivity, reduced porosity, tortuous paths, and high airflow resistance. The study also used advanced statistical evaluation and two-way ANOVA to analyze the combined effect of various factors on the airflow resistivity and noise reduction coefficient. These findings are crucial for designing spacer fabrics for noise control in various applications including automobile upholstery, buildings, and auditoriums.
Warp-knitted spacer fabric for tissue engineering
Traditional surgical methods for repairing damaged tissue are expensive, painful, and risky due to infection and foreign body rejection. Major reconstructive surgeries are limited by tissue availability and donor-site morbidities. Tissue engineering, or regenerative medicine, aims to develop new functional tissues by combining porous scaffold biomaterials with body cells and biophysical cues to regenerate damaged tissues in vitro or in vivo. 146 Knitting is a versatile textile technology that offers high control over complex fabric architectures, providing highly flexible and extensible fabrics with optimal bursting properties, making it ideal for engineering both non-load-bearing and load-bearing tissues. 3D knitted spacer fabrics, consisting of two flat cover areas knitted using multifilament yarns and interconnected by a stiff monofilament yarn, better resemble the natural 3D microenvironment provided by the extracellular matrix to cells during tissue formation.
Warp knitting can be used as a platform technology to create textile reinforcement structures for hydrogels in tissue-engineering applications. Hydrogels offer a favorable biological environment for cell growth because of their high water content and cell adhesion motifs. However, these materials exhibit poor mechanical properties. Warp-knitted spacer textiles can compensate for these disadvantages by providing adjustable pore sizes, porosities, and mechanical properties. By filling spacer fabrics with hydrogels, the advantages of both materials can be combined to create a hybrid scaffold with favorable biological properties and adjustable mechanical properties. It can be used in various tissue engineering applications for different human body tissues.
Schafer et al. developed a warp-knitted poly (ethylene terephthalate) (PET) scaffold, which was characterized for morphology, porosity, and mechanics as shown in Figure 26.
147
The textile carrier was infiltrated with hydrogels and cells to create a fiber-reinforced matrix with adjustable biological and mechanical cues. The potential of this platform for regenerative medicine has been tested in fat-tissue engineering. Stem cells were seeded on the construct and their invasion and proliferation were detected using two-photon microscopy and Presto Blue assays. The textile-reinforced hydrogel system with adjustable mechanics could be a promising platform for the future fabrication of versatile soft tissues, such as cartilage, tendons, and muscles. Caronna et al. explored the potential of 3D bioabsorbable poly (lactic acid) spacer fabric scaffolds for tissue engineering.
147
The scaffolds were fabricated using warp-knitting and tested for changes in their physical properties and mechanical performance with heat-setting treatments. The study also examined yarn properties, thermal properties, and mechanical properties during hydrolytic degradation. The results showed that heat setting can modify scaffold properties such as thickness, porosity, pore size, and stiffness, which are suitable for tissue regeneration. The study also showed the scaffold’s potential as a versatile and scalable fabrication technique for 3D tissue engineering. Table 1 provides a comprehensive overview of various 3D fabrics and their specific applications, along with the relevant information. Warp-knitted spacer fabrics for 3D tissue engineering. Comprehensive overview of different 3D spacer fabrics, key findings and specific applications.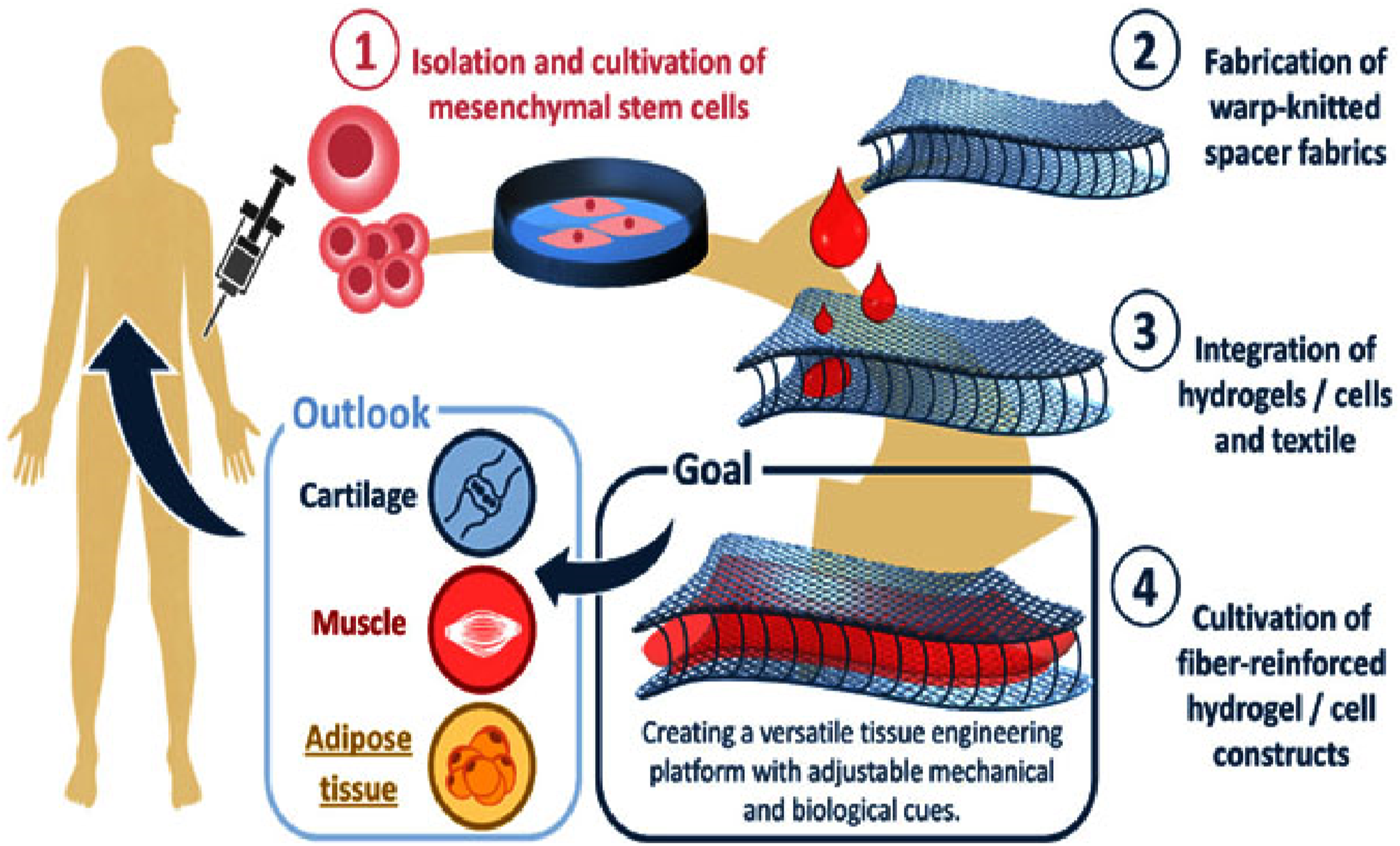

Challenges and future prospects
3D woven and knitted spacer fabrics offer numerous advantages over traditional materials owing to their enhanced breathability, cushioning, flexibility, and durability. These fabrics are ideal for technical textile applications, such as protective clothing, automotive interiors, medical textiles, and geotextiles. Despite the higher production costs attributed to the complexity of the manufacturing process, these fabrics often provide long-term cost savings owing to their superior performance and durability. Their unique structure allows for customization and optimization of properties, improving efficiency, and resource utilization. By tailoring the properties of these fabrics, manufacturers streamline the manufacturing process and potentially reduce the material costs. This multifunctional nature contributes to their overall cost-effectiveness, as 3D spacer fabrics can be engineered to provide specific performance characteristics, such as thermal insulation, moisture management, or impact protection, streamlining the manufacturing process, and potentially reducing material costs.
In addition to their economic advantages, 3D spacer fabrics offer sustainability benefits compared with traditional fabrics. They exhibit increased resource efficiency, requiring less material to achieve the desired properties such as thickness and elasticity. Moreover, the production process of these fabrics often involves fewer steps and consumes less energy than conventional weaving or knitting processes. While recyclability may vary depending on the material, manufacturers are actively exploring sustainable options such as recycled polyester or biodegradable fibers. They are also implementing eco-friendly processes such as low-impact dyeing techniques and water-saving manufacturing methods. However, further research and development is ongoing to enhance recyclability and incorporate more sustainable materials and processes into the production of 3D spacer fabrics.
The manufacturing of 3D spacer fabrics with varying thicknesses presents challenges related to achieving consistency and uniformity, particularly for complex designs or intricate patterns. It is crucial to maintain structural integrity, while allowing flexibility and breathability for effective functioning. Controlling fabric density and weight is also a challenge because finding the correct balance is indispensable for creating high-quality products. Therefore, manufacturers and researchers must carefully address these challenges and implement precise production techniques to successfully create 3D spacer fabrics of varying thicknesses. Additionally, challenges related to design complexity, material selection, characterization methods, and standardization must be addressed to ensure efficient and reliable production processes. Future developments of 3D woven and knitted fabrics have tremendous potential. The integration of additional functionalities such as moisture management, thermal resistance, antibacterial properties, and electromagnetic shielding is anticipated. These advancements will enable diverse applications in sectors such as healthcare, sports, aerospace, and automotive. Sustainable development will continue to be a focal point, with efforts focused on eco-friendly materials and optimized production processes. The ability to customize 3D spacer fabrics will revolutionize industries such as fashion and medical textiles, allowing for tailored solutions that meet specific requirements and preferences.
Conclusion
The 3D woven and knitted spacer fabrics has shown significant promise for technical textile applications, offering benefits such as enhanced breathability, improved comfort, excellent cushioning, and high durability. Woven spacer fabrics are gaining increasing attention for composite reinforcement owing to their superior integrity and stable structure. Knitted spacer fabrics are extensively used in cushions, stabs, light weight composites and protective technical textiles owing to their high air trap capacity, light weight and double-faced nature. These fabrics are used in the automotive, medical, sports, and aerospace industries. However, challenges such as manufacturing complexity, limited scalability, and higher costs compared with traditional textiles hinder their wider commercialization. In addition, ongoing research and advancements in material science and production techniques are addressing these issues, paving the way for wider adoption. With continued research and innovation, these fabrics can revolutionize industries by offering enhanced functionality, improved performance, and increased sustainability. Exploring these capabilities will shape the future of technical textiles.
Footnotes
Acknowledgments
The authors express gratitude to the current and previous groups of researchers in the field of technical textiles.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.