
Abstract
This research fills in the missing knowledge on the moisture management and air permeability of knitted fabrics developed using mixed cotton/antistatic polyester yarns with both antibacterial and antistatic behavior to enhance their functionality. The effect of the knit pattern, technical side, percentage of fiber mixture and treatment on water absorption capacity and time, relative water vapor permeability and resistance, and air permeability of developed fabrics was investigated. The 1x1 rib knit and half-Milano rib knit patterns were applied in each 4 percentages of cotton and antistatic polyester and 3 types of finishing to prepare 24 fabrics. The water absorption capacity for 1x1 rib knit fabrics was in the range of 182–231% and 162–237% for the half-Milano knitted fabric with the ∼20% increase when increasing the percentage of antistatic polyester or applying the treatment. The water absorption time depended on the pattern, the fabric treatment, and the percentage of the fiber mixture. The applied antibacterial treatment significantly prolonged the water absorption time of most of the dyed and softened samples. The 1x1 rib knitted fabrics showed significantly higher water vapor and air permeability than the half-Milano rib knitted fabrics. The relative water vapor and air permeability of the treated samples increased significantly with an increasing percentage of polyester. Research results are of great practical value when designing new textiles and simulating mathematically their comfort behavior when choosing them for a particular garment.
Keywords
Introduction
Moisture management is defined as the controlled movement of liquid or perspiration (water vapor) from the skin surface to the external environment through the textile fabric.1,2 It directly influences the comfort of clothing.3,4 To improve moisture management in clothing, various fibers, coatings and finishes are applied.5,6 However, imparting a maximum level of comfort with regard to moisture management in conjunction with the required functionality is a complicated task, as the properties related to moisture management depend on the chemical structure of the fibres. 7 For example, synthetic micro polyester fibers have a high moisture transfer rate due to their high wicking ability, contrary to natural fibers, such as cotton, viscose, modal, bamboo, Tencel, etc., which exhibit good moisture absorption due to the hydroxyl groups in their content.8–14 Furthermore, hydrophobic materials with good permeability to water vapor easily release moisture from the body.13,14 Textiles made from recycled polyester yarns also show better moisture management capacity than virgin cotton, and recycled polyester/cotton knitted fabrics have intermediate moisture management capacity. 15 Cotton/polyester fabrics show better moisture management capacity in terms of water absorption, diffusion radius, and spread speed, but lower vertical wicking than polyester, polypropylene, and cotton fabrics. 16 Moisture management efficiency also depends on the thickness and surface area of the fibers. The finer diameter and larger surface area of the fibers influence the higher capillary pressure that increases moisture evaporation and moisture transport in textile fabrics.17–19 Micro denier polyester yarn fabrics have better water absorption, wicking height, and evaporation rate compared to fabrics made from spun polyester, filament polyester, cotton/polyester mixture, and pure cotton yarns. 20 Furthermore, the yarn manufacturing technique can also alter the different moisture management capacities in the final application of the yarn. 21 The structure also has a great effect on the moisture absorption and moisture evaporation capacity of fabrics. 18 The thickness and volume density of textile fabrics, 16 the method of layering of the materials, and the number of layers of the materials influence their moisture management and humidity exchange properties. 22 The higher compactness or density of textile fabrics decreases their moisture management capacity; for example, elasticated single-jersey fabric has lower water vapor permeability than cotton single-jersey fabric. The finish of textile fabrics also has an influence on their moisture management properties. During finishing, the fabric is affected by washing, bleaching, scouring, dyeing, etc., which changes its structure and performance. Therefore, the moisture management behavior of textiles depends on the concentration of the coating or softener, the type, the chemical nature and other parameters applied in the finishing process.20,23,24
The air permeability property of fabrics depends on fiber content,25–28 fiber shape, fiber fineness, yarn manufacturing method, 21 linear density, fabric structure, such as length and density, tightness factor, yarn or fabric treatment, 6 the fiber surface area and yarn density.5,29 For example, looser or with lower density Finecool® and Airclo® polyester yarns have higher air permeability than denser Coolmax® polyester yarns with grooves along the length of the fiber surface. The air permeability of fabrics increases due to a reduction in hairiness and air gaps in the yarn.27,28 Antibacterial polyester fabrics treated with sodium hydroxide and casein have higher air permeability than fabric treated with casein due to the filling of air gaps in knitted fabrics. 30
Analysis of the literature on moisture management and air permeability of textiles has shown that these properties of the investigated fabrics depend on many factors, but among the investigated textiles, none were manufactured by applying 1×1 rib and half-Milano knit patterns using different percentages of fiber mixture of cotton/antistatic polyester yarns and finally treated with an antibacterial finish. When analyzing the literature on textiles with antistatic or electrical conductivity properties,31–33 it was found that different types of coatings and finishes, metal wires and fibers were applied to change the electrical properties of textiles used for special functional clothing. However, in those cases, the textiles were not treated with the antibacterial finish that is relevant for clothing worn in daily life. Antistatic fibers in textile materials are beneficial not only for some specific applications but also for daily clothing. Antistatic textile garments remain cleaner longer and are laundered less frequently due to a lower accumulation of dust or other particles in the textile structure. An antibacterial treatment also decreases the number of washes during the exploitation of cotton fiber-based knitted fabrics that quickly absorb moisture but slowly evaporate, thus influencing the more effective growth of bacteria. 34 Therefore, by combining these two functionalities, it is possible indirectly to increase sustainability in the textile industry. 35 Therefore, the lack of information on moisture management and air permeability of knitted fabrics that demonstrate antistatic and antibacterial behavior and are suitable for daily clothing is highly evident. In addition, it is known from practice that fashion designers make their decisions based on fabric aesthetics appearance, and only then analyze its performance. However, previous research revealed 36 that even knitted fabrics look very similar for 1×1 rib and half-Milano rib patterns for both technical sides, they demonstrate different bending behavior depending not only on the knit pattern, but also on their technical side. Therefore, the aim was to investigate the influence of the fabric knit pattern, technical side, percentage of fiber mixture, and treatment on the moisture management and air permeability properties of newly developed cotton/antistatic polyester knitted fabrics, suggesting the use of them for regular application in clothing manufacturing.
Materials and methods
Tested materials
In this study, 24 cotton (CO)/antistatic polyester (PETA) knitted fabrics (Figure 1 and Table 1) were manufactured to investigate their moisture management and air permeability properties. The yarns used to manufacture the raw knitted fabrics of two knit patterns, such as 1x1 rib knit (R1-R4) and half-Milano (M1-M4) that have a very similar appearance (Figure 1) were composed of four percentages of cotton (CO) and antistatic polyester (PETA) mixture (90/10, 80/20, 70/30 and 65/35) that contained 0.6% carbon as conductive medium and had the potential to completely remove static electricity. Scheme of the preparation of 24-knitted fabric samples (CO – cotton, PETA – antistatic polyester) and images of developed knitted fabrics. Characteristics of the investigated knitted fabrics. Notes: (1) CO – cotton; PETA – antistatic polyester. (2) The number of stitches per unit length (cm−1) of the investigated knitted fabrics was determined according to EN 14971:2006 standard.
37
(3) The fabric thickness (mm) of the investigated knitted fabrics was determined according to the LST EN ISO 5084:2000 standard.
38
(4) The mass per unit of area (g/m2) of the investigated knitted fabrics was determined according to the LST ISO 3801:1998 standard.
39


Basic 1x1 rib (R) and half-Milano rib (M) knit patterns were chosen to develop knitted fabrics due to their excellent width and dimensional stability compared to single-jersey textiles. 40 1x1 rib knitted fabrics are highly elastic in the cross-sectional direction and can be used for all garments or only their sleeves and neck bands, sweater waistbands, etc., together with other knitted structures or woven fabrics. The imbalanced structure of half-Milano rib knitted textiles is ideal for producing sweaters.
A fully automatic flat knitting machine M-100 (MATSUYA, Japan) with a 14E gauge and other constant machine settings was used to knit the raw samples of two knit patterns (1x1 rib and half-Milano rib) for each of the four percentages of the fiber mixture that have almost the same thickness and both wale and course densities (Figure 1 and Table 1). In Figure 1, it is seen that the edges of the raw samples of the half-Milano knitted fabrics (M1-M4) curled and the curling behavior disappeared after fabric treatment.
Within each sample group of raw fabrics, two more sample groups, such as samples (S) and samples (S+P), were prepared. The samples (S) were raw fabrics dyed and softened using the THIES MINISOFT dyeing machine (Germany) applying the hydrophilic softener AQUASOFT® SI at a concentration of 20 g/L for 15–30 min at a temperature of 40−50°C and selecting pH equal to 5−6. For the preparation of samples coded by (S+P), raw fabrics were dyed, softened and treated with antibacterial finish using a Tobel CH-9555 machine (SANTEX, Switzerland). Polygiene VO-600 antibacterial finish was applied using the standard pad technique at a concentration of 25 g/L and a temperature of 30−40°C for 20−30 min. In Figure 1, it is seen that the treated fabrics had more hairy surfaces than the raw fabrics.
Both technical sides (face and back) of the knitted samples were tested because for both half-Milano rib and 1×1 rib knit patterns look very similar (Figure 1). Thus, fashion designers can use both knit patterns for the same application facing either the face side or the back side for the outer surface of the garment. Therefore, it is necessary to verify whether this decision is good with respect to the moisture management and air permeability properties of the developed knitted fabrics.
Testing methodology
The manufactured knitted fabrics were tested to study the effect of the knit pattern, percentage of fiber mixture, technical side (face and back) and treatment on their moisture management properties, such as water absorption capacity (WAC), water absorption time (WAT), relative permeability of water vapor (pwv) and water vapor resistance (R et ), as well as air permeability (R air ). Before all tests, the fabric samples were conditioned under standard atmospheric conditions defined in ISO 139:2005 standard. 41 Minitab 17 statistical software based on the one-way analysis of variance (ANOVA) method was applied to estimate the significance of the influence of individual factors and their complex on the results of moisture management and air permeability of knitted fabrics. The p-value was determined to verify the significance of the estimated factors. When the p-value is less than 0.050, individual factors, such as the percentage of fiber mixture, the knit pattern, and the treatment, were considered significant.
SEM analysis
SEM analysis was performed using the Quanta 200 FEG scanning electron microscope at the 2000x magnification for raw samples (R1-R4), dyed and softened samples (S) and dyed, softened and treated with antibacterial finish samples (S+P) of only the 1×1 rib knitted fabrics. The reason for the SEM analysis was to show the differences in the fiber structure of the raw fabrics R1, R2, R3 and R4 and the changes in their morphology due to treatment (Figure 2). As a consequence, the influence of the knit pattern on the morphology of yarns was not studied and the SEM images for half-Milano knitted fabrics were not presented. SEM images of the cross-sections of 1x1 rib knitted fabrics.
Test of water absorption capacity and water absorption time
The water absorption capacity (WAC) and the water absorption time (WAT) of the developed knitted fabrics were tested in compliance with ISO 20158: 2018 standard
42
to show how much moisture knitted fabrics can absorb and how quickly they take moisture from the human body when water vapor (perspiration) is not effectively transmitted through the fabric structure. The water absorption capacity shows the mass of water absorbed by a knitted fabric when saturated with water under the conditions described in ISO 20158: 2018 standard.
42
The water absorption time shows the time it takes for a knitted fabric to become saturated with water under the same conditions as to measure the water absorption capacity.
42
Therefore, to determine the water absorption capacity and water absorption time characteristics, a transparent plastic container of 26 cm in length, 19 cm in width and 14 cm in height was filled with distilled water of (20±2)°C to a 10 cm height (Figure 3). A thermometer was mounted on the water to ensure the required temperature of the water. Water absorption capacity and water absorption time testing.
Six specimens in a sample group with dimensions of 10 cm × 10 cm were cut for the water absorption time test. Three of the six cut specimens were marked with B (back side) and three others − with F (face side). The same procedure was repeated for the preparation of the specimens for water absorption time measurement.
For the measurement of the water absorption capacity, the sample was first dry weighted and the determined mass was fixed as m
1.
The sample was gently dropped horizontally facing the marked side toward the water and a few millimeters above the water surface and simultaneously starting a stopwatch to count the time in seconds (s). After passing (120 ± 2) s specimen was removed from the water and hung for (60±2) s and repeatedly weighed using a digital analytical balance with an accuracy of 0.001 g and recorded as m
2.
The same procedure was repeated for the faces and backs of the specimens and the average value was calculated. Finally, the water absorption capacity (WAC) was calculated according to Equation (1):
42

To measure the water absorption capacity of the samples from all tested samples, each sample tested was gently dropped on the water surface from a height of several millimeters above the water surface with the marked side facing the water. At the same time, a stopwatch was started to measure the time in seconds with an accuracy of ±0.1 s. When the specimen was completely immersed in water and reached the bottom of the water container, the stopwatch was stopped and the time was recorded in seconds.
Test of relative water vapor permeability and water vapor resistance
Relative water vapor permeability (pwv) and water vapor resistance (Ret) were determined by applying a nondestructive method performed with PERMETEST (Sensora Instrument, Czech Republic)
43
(Figure 4) and automatically calculated by the software installed on laboratory equipment according to equations (2) and (3), respectively. Consequently, five specimens were tested in a sample group to calculate the mean values and statistical characteristics. PERMETEST image.
Relative water vapor permeability (pwv) was determined according to Equation (2).
43

According to ISO 11092: 2014 standard,
44
the resistance to water vapor (Ret) is defined as water vapor pressure between the two faces of a material divided by the resulting evaporative heat flux per unit area in the direction of the gradient. Water vapor resistance (Ret) was calculated according to Equation (3).
43

Test of air permeability
According to EN ISO 9237:1995 standard,
45
the air permeability of fabrics (R
air
) is considered as the ability of textiles to pass air through their structure at a difference pressure of 100 Pa. Air permeability was determined using an air permeability tester FX3300-IV (TEXTEST, Switzerland).
46
The test was repeated in 10 places of fabric samples and the average air rate qv (l/min) was calculated for each fabric sample. Air permeability (Rair) was calculated according to Equation (4).
45

Results and discussion
Fabric mass per unit area
Figure 5 shows the results of the mass per unit area of the investigated knitted fabrics. Dyed and softened samples (S) and dyed, softened, and treated with antibacterial finish samples (S+P) of half-Milano rib knitted fabrics (M1-M4) have a higher mass per unit area than the same samples of 1x1 rib knitted fabrics (R1-R4), supposedly due to the presence of miss stitches in the structure of the half-Milano rib knitted fabric that shrinks it. Comparison of 1x1 raw rib knits (R1, R2, R3, and R4) and raw half-Milano rib knits (M1, M2, M3 and M4), dyed and softened samples (S) and dyed, softened, and treated with antibacterial finish samples (S+P) showed that the fabric mass per unit area decreases due to the increase in the percentage of antistatic polyester, which has a lower density than cotton. The exceptions were 1x1 rib R2(S+P) and R3(S+P) and half-Milano rib M2, M2S, M2(S+P), M3(S+P) knitted fabrics. Mass per unit area of knitted fabrics: a − 1x1 rib (R) knitted fabrics (raw (R1-R4), dyed and softened (S), and dyed, softened, and treated with antibacterial finish (S+P)); b − half-Milano rib (M) knitted fabrics (raw (M1-M4), dyed and softened (S), and dyed, softened, and treated with antibacterial finish (S+P)).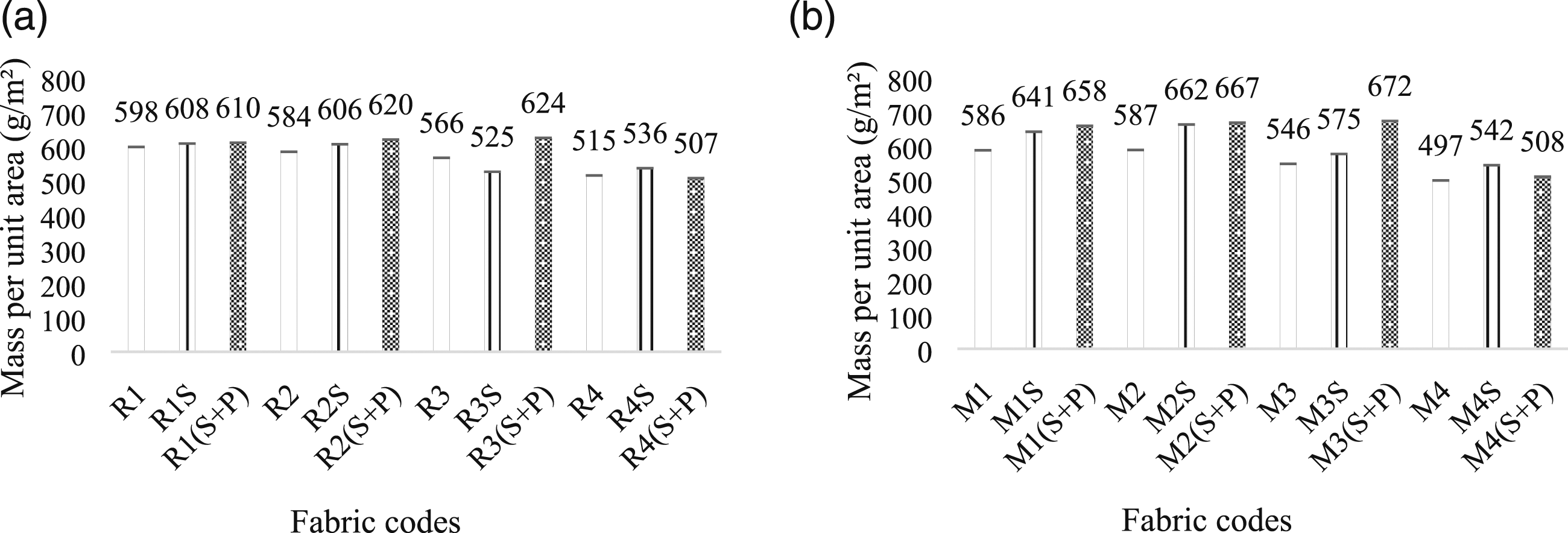
Furthermore, the comparison of dyed and softened samples (S) and dyed, softened, and treated with antibacterial finish samples (S+P) for both the 1×1 rib and half-Milano rib knit patterns showed that the samples (S+P) had a higher mass per unit area than the samples (S), with the exception of fabrics from both knit patterns R4 and M4 with a highest amount (35%) of antistatic polyester in their content.
Raw samples demonstrated a lower fabric mass per unit area compared to dyed and softened samples (S) and dyed, softened and treated with antibacterial finish samples (S+P), with the exception of samples R3S and R4(S+P).
SEM analysis results
From the SEM images presented for the cross sections of knitted fabrics (Figure 2), it can be seen that fabrics with a high percentage of cotton fibers (90% and 80%) have higher porosity than those with a high percentage of antistatic polyester fibers (30% and 35%) due to the differences in their cross-sectional shapes. Cotton fibers have the shape of a deformed ellipse with a channel inside it. Antistatic polyester fibers have rounded shapes with smaller ‘black circles’ (polyester with carbon black particles) and are packed more closely. The shapes of both the cotton and antistatic polyester fiber cross sections remain almost unchanged as a result of the dying and softening of raw fabrics (S samples) or as a result of treatment with softener and antibacterial finish of raw fabrics (S+P samples). In addition, it can be seen that some areas of the fiber surfaces of the dyed and softened samples (S) and dyed, softened, and treated with antibacterial finish samples (S+P) are covered by the softener and antibacterial finish, but the spaces between the fibers are not filled. Cotton fibers maintain their initial shape as a twisted and deformed ellipse, as a result, showing that the fabric structure remains porous after the applied treatment.
Moisture management and air permeability testing results
The water absorption capacity and time (Figures 6 and 7), the water vapor and air permeability (Figures 8 and 9) of cotton/antistatic polyester knitted fabrics were evaluated. The results of the moisture management and air permeability properties of the investigated knitted fabrics shown in Figures 6, 7, 8 and 9 were statistically verified by ANOVA analysis (Table 2). From the results presented in Table 3, when the p-value was less than 0.05, the investigated factor was considered significant. As a consequence, it was shown that the water absorption capacity was significantly dependent on the percentage of fiber mixture and fabric treatment; the water absorption time − on the fiber mixture percentage (with the exception of face side samples), the fabric pattern, and fabric treatment; the water vapor permeability − on the percentage of fiber mixture and fabric pattern; and the air permeability − on all the investigated factors (fiber mixture percentage, fabric pattern, and fabric treatment). Water absorption capacity (WAC) of raw (R1-R4 and M1-M4), dyed and softened (S), and dyed, softened, and treated with antibacterial finish (S+P) samples of knitted fabrics: a − 1x1 rib knitted fabrics (R); b − half-Milano rib knitted fabrics (M). Water absorption time (WAT) of dyed and softened samples (S) and dyed, softened, and treated with antibacterial finish samples (S+P) of knitted fabrics: (a) − 1x1 rib knitted fabrics (R); (b) − half-Milano rib knitted fabrics (M). Relative water vapor permeability (p
wv
) of raw (R1-R4 and M1-M4), treated with softener (S) and dyed, softened, and treated with antibacterial finish (S+P) samples of knitted fabrics: a − 1x1 rib knitted fabrics (R); b − half-Milano rib knitted fabrics (M). Air permeability (Rair) of raw (R1-R4 and M1-M4), dyed and softened (S), and dyed, softened, and treated with antibacterial finish (S+P) samples of knitted fabrics: a − 1x1 rib knitted fabrics (R); b − half-Milano rib knitted fabrics (M). One-way ANOVA on the effect of fabric fiber mixture percentage, fabric knit pattern, and fabric treatment on moisture management and air permeability properties of the antistatic knitted fabrics. One-way ANOVA on the model summary (complex of factors) impact on moisture management and air permeability properties of the antistatic knitted fabrics.




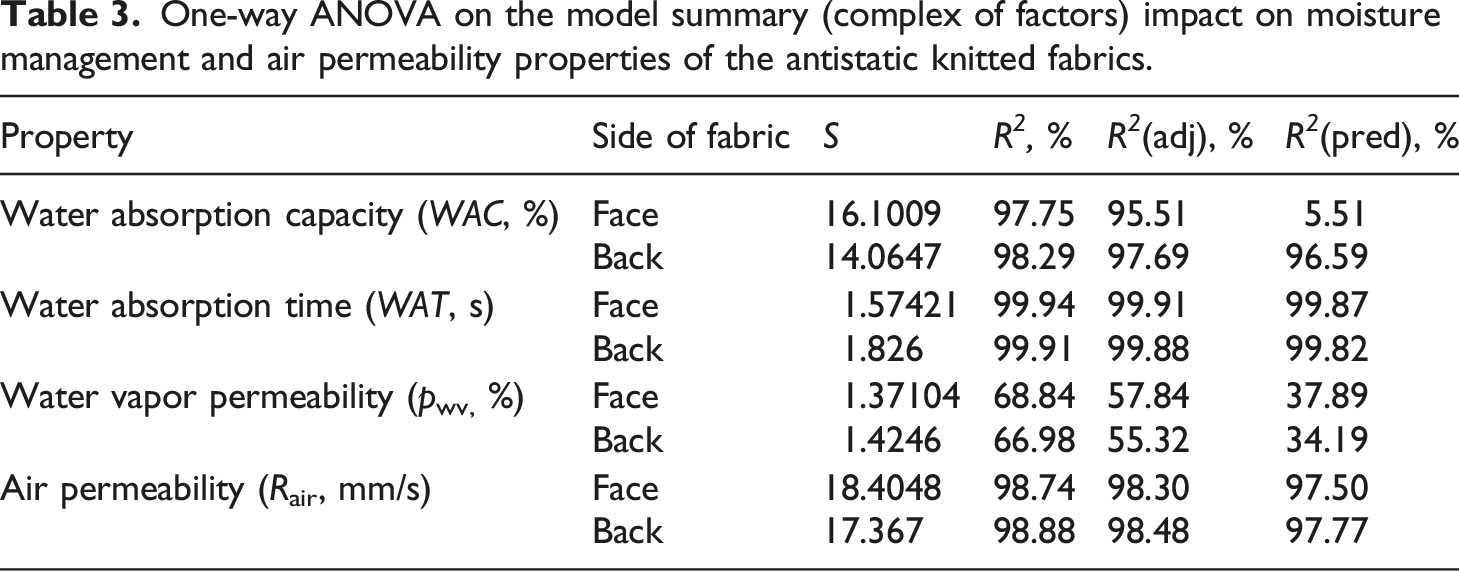
The summary of the model of the ANOVA analysis (Table 3) indicated that the effect of the complex of factors tested (fiber mixture percentage, knit pattern, and treatment) on the water absorption capacity, water absorption time, water vapor permeability, and air permeability was significant for the face and back of the fabrics.
Water absorption capacity and water absorption time
The results of the water absorption capacity and water absorption time tests are presented in Figures 6 and 8, respectively. Fabrics with high and consistent absorbency are desirable not only for good comfort but also in almost every wet finishing procedure and many finished fabrics. 2
The increase in the percentage of antistatic polyester (from 10 to 20% up to 30−35%) in the fabric content increased significantly (Table 2) the water absorption capacity of the investigated knitted fabrics (∼20% for 1×1 rib and ∼20% for half-Milano rib knitted fabrics) (Figure 6). The raw samples did not absorb water, but their mass per area was slightly (2−9%) increased due to some adhered water droplets on the fabric surface. However, the water absorption capacity increased significantly (Table 2) due to the treatment of the fabrics. As a consequence, the water absorption capacity of the treated samples (S) and (S + P) did not show significant differences. This indicates that the antibacterial finish Polygiene VO-600 applied after dying and softening the raw samples did not make additional changes in the structure of the fabrics compared to the dyed and softened samples (S) and did not close the pores within the structure as seen in the SEM images (Figure 2). However, the treated fabrics had more hairy surfaces than the raw fabrics (Figure 1).
The results presented in Figure 6 show that the water absorption capacity of the 1x1 rib knitted fabric was not significantly higher (Table 2) than that of the half-Milano knitted fabric for the treated samples (S) and (S+P). In the case of 1x1 rib knitted fabrics, the water absorption capacity ranged from 182% up to 230% for fabric face and from 179% up to 231% for fabric back. In the case of half-Milano knitted fabric, it ranged from 162% up to 237% and from 165% up to 220% for face and back sides, respectively. Consequently, small differences in water absorption capacity between the investigated knit patterns could appear due to the unbalanced structure of the half-Milano fabric, the back side of which is tighter and stiffer than one of the 1x1 rib knitted fabrics, therefore, resulting in a lower water penetration into the fabric structure. The face and back of the fabric showed almost the same water absorption capacity, supposedly, due to the presence of a large content of cotton fibers in the yarn mixture that quickly absorbed the water, and after 120 s, the water was completely immersed independently on the sides of the textile.
As can be seen in Figure 10, the dependencies between the water absorption capacity and the mass per unit of the area of the investigated fabrics show that only for the case of the samples (S) (Figure 10(c) and (d)) and (S+P) (Figure 10(e) and (f)), the water absorption capacity was highly dependent on the mass per unit area of the fabric (since R2 > 0.900) and decreased when the fabric mass per unit area increased. This increase might be due to the more compact structure of the fabrics.16,47 Dependencies between water absorption capacity (WAC) and mass per unit area of 1×1 rib (R) knitted fabrics for samples: (a) − raw (R1-R4); (c) − dyed and softened samples (S); e − dyed, softened, and treated with antibacterial finish samples (S+P); and half-Milano rib (M) knitted fabrics for samples: (b) − raw (M1-M4); (d) − dyed and softened samples (S); (f) − dyed, softened, and treated with antibacterial finish samples (S+P)).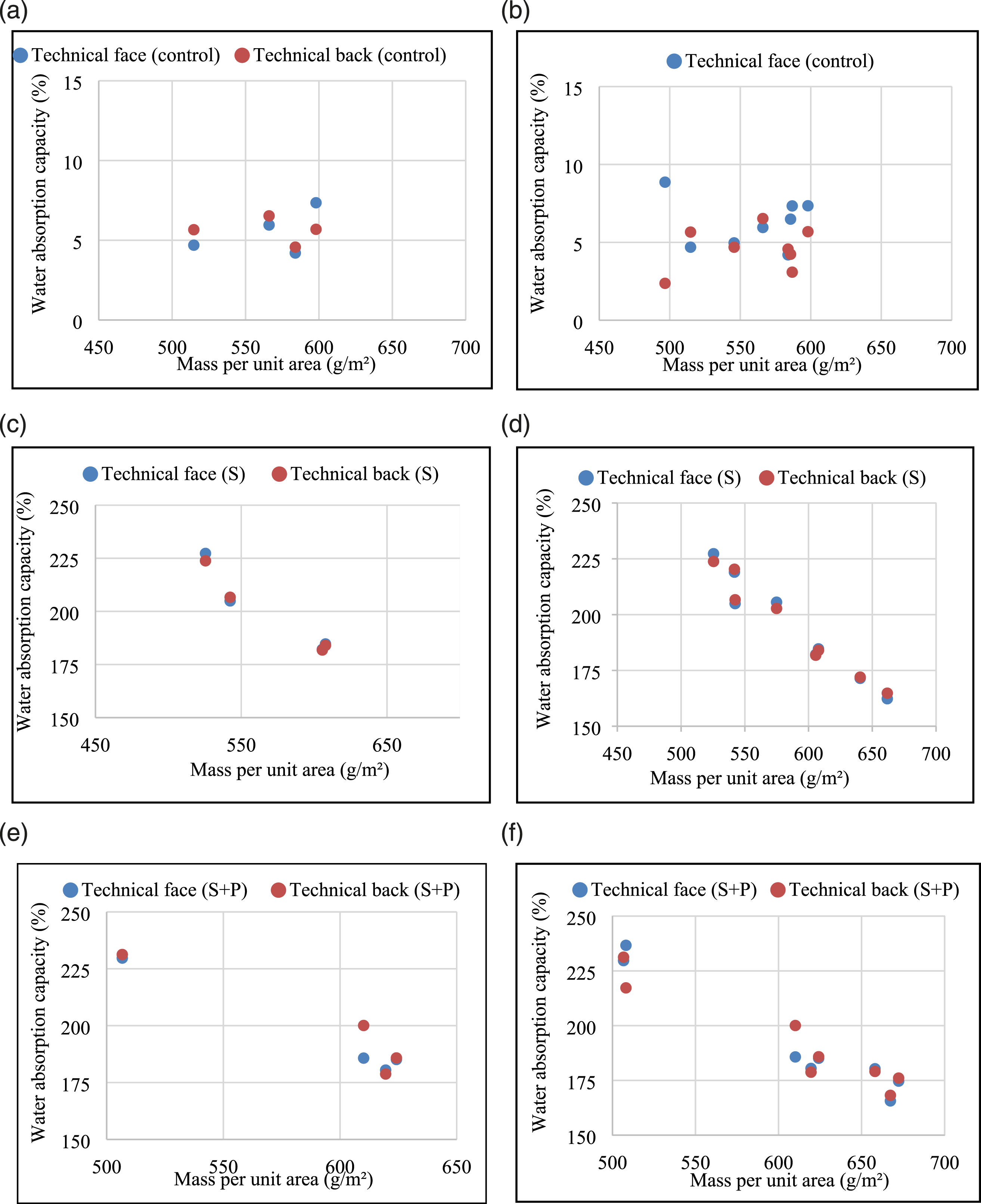
The water absorption time results of all investigated fabrics are shown in Figure 7.
The water absorption time of the raw samples (R1-R4 and M1-M4) is not shown in Figure 7 due to their completely different behavior from the treated samples (S) and (S+P). Raw samples were dropped in water and kept for 120 s on the water surface, but no water absorption or saturation was found. Throughout the process, fabric samples floated on the surface, supposedly due to the presence of natural waxes on the surface of cotton fibers and a hairiness of the fabric that did not allow the fabric to absorb water. Furthermore, for the case of raw half-Milano knitted fabrics (Figure 1), the edges of the specimens curled.
However, the applied treatment significantly (Table 2) changed the behavior of the knitted fabrics. It can be seen in Figure 7, that the samples (S+P) have a significantly longer absorption time than the samples (S), especially for the half-Milano rib fabrics, apparently due to the effect of the antibacterial finish. And only the raw sample (M4, back side) and dyed and softened (M4S, face side) of half-Milano rib knitted fabric with 35% antistatic polyester required less time for water absorption.
The water absorption time of the dyed and softened samples (S) and dyed, softened, and treated with antibacterial finish samples (S+P) for face side of the 1×1 rib knitted fabrics was higher (35−43%) than one of the half-Milano rib knitted fabrics, but was lower for back side samples (29−50%). The technical faces of the half-Milano rib knitted fabrics showed that water absorption (Figure 7(b)) was twice that of their technical backs, supposedly due to an unbalanced fabric structure. Furthermore, it was observed that the sample of half-Milano rib knit fabric placed on the water surface curled, showing a lower water absorption time than 1x1 rib knit fabrics, which have a lower mass per unit area than half-Milano rib knit fabric. Although the technical face side of the half-Milano rib knitted fabrics showed a high-water absorption time due to curling, this slowed water absorption and complete immersion in water.
The results presented in Figure 7 confirm that the water absorption time of the treated samples (S) and (S+P) of the 1x1 rib and half-Milano rib knitted fabrics shows a tendency to increase with increasing percentage of antistatic polyester, supposedly due to the hydrophobic nature of antistatic polyester.
Relative water vapor permeability and water vapor resistance
Figure 9 shows the relative water vapor permeability (pwv) of antistatic knitted fabrics. The water vapor permeability of the knitted fabrics is significantly dependent on the percentage of the fiber mixture and the pattern of the fabric (Table 2). The 1x1 rib knitted fabrics showed significantly (Table 2) higher water vapor permeability than the half-Milano rib knitted fabrics. The higher relative water vapor permeability of the 1x1 rib knitted fabrics was considered due to the elastic and more porous structure than the half-Milano rib knitted fabrics. In half-Milano rib knitted fabrics, the availability of missing stitches causes a shrinkage in the width of the fabric that makes it narrower, less elastic, and porous than 1x1 rib knitted fabrics. 48
The treatment of raw samples did not significantly increase (Table 2) the relative water vapor permeability of the investigated fabrics (Figure 8), with the exception of the knitted fabrics with 10% antistatic polyester in their content (Figure 1 and Table 1), which showed a large decrease in relative water vapor permeability due to fabric treatment. The decrease in the water vapor permeability of 1x1 rib knit fabrics and half-Milano rib knitted fabrics with 10% antistatic polyester may be influenced by swelling of 90% cotton fibers in the fabric content, supposedly due to empty spaces or pores within the fiber, yarn and fabric structure that were not closed by the treatment materials, as seen in the SEM images (Figure 2).
In Figure 8 it can be seen that the relative water vapor permeability of the samples (S) and (S+P) of the 1×1 rib and half-Milano rib knitted fabrics increases due to an increase in the percentage of antistatic polyester (10−25%) in the fabric content, supposedly, due to the lower absorption and higher wicking capacity of polyester.
Figure 11 shows the results of the water vapor resistance of the investigated knitted fabrics. Water vapor resistance (Ret) of raw (R1-R4 and M1-M4), treated with softener (S), and dyed, softened, and treated with antibacterial finish (S+P) samples of knitted fabrics: a − 1x1 rib knitted fabrics (R); b − half-Milano rib knitted fabrics (M).
The water vapor resistance of 1×1 rib knitted fabrics was equal to 7.7−52.5 Pa⋅m2⋅W−1 for face side and 7.7−52.4 Pa⋅m2⋅W−1 for back side, and for the half-Milano rib knitted fabrics was equal to 7.7− 45.8 Pa⋅m2⋅W−1 for face and 7.8−45.5 Pa⋅m2⋅W−1 for back, dependently on the structure and treatment. The water vapor resistance was found to be strongly dependent (Table 2) on the fiber mixture percentage of the raw fabrics. It decreased (36% → 60% → 84%) for 1×1 rib knitted fabrics (Figure 11(a)) and (32% → 56% → 83%) for half-Milano rib knitted fabrics (Figure 11(b)) with an increasing percentage of antistatic polyester (10% → 20% → 25%) in the raw fabric structure due to the increased wicking ability of the fabrics. The water vapor resistance (Figure 11) also decreased significantly due to the treatment of the investigated knitted fabrics, especially for those fabrics with a higher percentage of cotton fiber.
The raw 1×1 rib knitted fabrics (R1-R4) showed an insignificantly higher water vapor resistance than the raw half-Milano rib knitted fabrics (M1-M4) (Figure 11).
Air permeability
Comparison of the results on air permeability for 1x1 rib knitted fabrics shown in Figure 9(a) and half-Milano rib knitted fabrics shown in Figure 9(b) confirms that air permeability is significantly influenced by the percentage of fiber mixture, pattern, and treatment, as individual factors (Table 2) and their complex (Table 3).
The air permeability of 1×1 rib knitted fabrics was significantly (Table 2) dependent on the fabric structure and treatment and varied from 117 mm/s to 497 mm/s for the face side and from 117 mm/s to 499 mm/s for back side, and for the half-Milano rib knitted fabrics − from 77 mm/s to 407 mm/s for the face and from 84 mm/s to 407 mm/s for the back side specimens.
The 1x1 rib knitted fabrics showed higher air permeability than the half-Milano rib knitted fabrics due to the presence of miss stitches in the structure, which causes less elasticity and narrow fabric width in half-Milano rib knitted fabrics. Furthermore, the increase in the percentage of antistatic polyester in the fabric structure led to increased air permeability due to fewer swelling and the regaining of polyester fibers after fabric treatments. 49 The air permeability of the treated samples (S) and (S+P) was approximately three times lower compared to the raw samples of the investigated knit fabrics (Figure 9).
Parameters of the dependency y = ax + b between relative water vapor permeability (p wv ) and air permeability (Rair).

The water vapor permeability of the dyed and softened samples (S) increased directly with increasing air permeability (R2=0.9999), but for this treatment of half-Milano rib knitted fabrics, the dependency between the parameters was low (R2=0.5496). In the case of dyed, softened, and treated with antibacterial finish samples (S+P) of 1x1 rib and half-Milano rib knitted fabrics, there was only a tendency for an increase in the water vapor permeability due to the increase in the air permeability with weak correlation (R2 = 0.2856−0.6745). Consequently, it can be concluded that water vapor permeability is mainly governed by the percentage of the fiber mixture, which can demonstrate hydrophilic (cotton) or hydrophobic (polyester) behavior.
Conclusion
In this research, water absorption capacity and time, relative water vapor permeability and resistance, and air permeability of 24 newly developed knitted fabrics of two patterns with four blends of cotton/antistatic polyester fibres and dying, softening, and antibacterial treatments were evaluated. Although both 1x1 rib and half-Milano rib patterns looked very similar and demonstrated similar water absorption capacity, the technical face of the treated half-Milano rib knitted fabrics had significantly lower water absorption time than the 1x1 rib knitted fabric, showing that this factor must be evaluated during the design of a clothing package. Additionally, 1x1 rib knit fabrics exhibited higher relative water vapour and air permeabilities than half-Milano rib knitted fabrics. Furthermore, the applied antibacterial treatment drastically prolonged the water absorption time of most of the dyed and softened samples, although it maintained the porous structure of the fabric after this treatment, as confirmed by SEM analysis, thus showing that each additional stage of the finishing is significant in predicting the moisture management properties of newly developed fabrics. However, the treatment did not significantly change the relative water vapour permeability for all samples, with the exception of the fabrics with the highest amount of cotton fibres. These findings are of great importance when considering both the design and technology of new fabrics, and a large number of experimental results are useful for mathematical simulation of the comfort properties of the fabrics when choosing them for a particular garment. 50
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.