
Abstract
The complex evaluation of thermo-physiological comfort for a particular garment is still challenging, as it depends on the different structural parameters and individual properties of textiles. Measurement of relevant fabric characteristics requires very specific laboratory equipment, such as an M 290 moisture management tester (SDL ATLAS) or similar. For this reason, it is obvious that there is a great demand to predict the overall moisture management capability (OMMC) based on the individual properties that are responsible for clothing comfort and testing according to different standards rather than OMMC-specific calculation using the M 290 tester. Therefore, in this research, linear regression analysis was performed using MATLAB software to predict the OMMC for cotton–polyester fabrics knitted in two patterns, namely 1 × 1 rib and half-Milano rib, using four percentages of fibers. Water vapor permeability, water vapor resistance, water absorption capacity, water absorption time, and air permeability were used as input variables for linear regression analysis to predict the OMMC of fabrics. The performed analysis has shown that the OMMC is directly dependent on the relative water vapor permeability and air permeability, and the linear regression equation suggested in this research can predict the suitability of a textile for a particular garment concerning its moisture management behavior.
Keywords
Moisture management is a key factor that influences the comfort level of each type of clothing. Comfort properties are divided into three groups, namely mechanical comfort, thermo-physiological comfort, and sensorial comfort. Thermo-physiological comfort mainly comprises thermal and moisture management comfort; however, in this research only the moisture management properties of fabrics are focused on to develop the mathematical relationship between them. Moisture management properties include clothing performance in terms of the water absorption capacity, water absorption time, water vapor permeability, water vapor resistance, overall moisture management capability (OMMC), etc. However, the moisture management properties of clothing are influenced by many factors, for example, fiber content and structure, yarn structure, fabric structure, treatment type, etc.
Many researchers have studied the moisture management properties of knitted fabrics. The morphology of the fiber and the yarn and the cross-sectional area are among the main factors that alter moisture management and many other properties. The effect of fiber morphology on the moisture management properties of knitted fabrics manufactured using Coolmax® yarns and multifilament polyester yarns were studied and it was concluded that the fabrics manufactured from Coolmax® channeled yarns show better moisture management compared to those manufactured from multifilament polyester yarns due to the channeled surface of the yarns. 1 The percentage of different fibers in the mixture also affects the moisture management properties. 2 In addition, the number of filaments in the yarn and the texture of the yarns, whether ring- or rotor-type yarns, show different behavior to manage the liquid moisture property of knitted fabrics.3,4 The fineness of the yarn also affects the water vapor permeability.5–7
The type of raw materials, such as the geometry of synthetic or natural fibers, and the fineness of the fibers also affect the properties of the fabrics. Polyester fabrics showed better moisture management than cellulosic fabrics due to their low moisture absorption and higher wicking. 8 Different cross-sectional shapes of the fibers also affect their moisture management capacity. The trilobal cross-sectional shape of polyester fibers showed greater moisture management than round cross-sectional polyester fibers.9,10 Research shows that even within the group of natural fibers, such as cotton, bamboo, jute, hemp, etc., differences exist concerning their moisture management. The increase in the percentage of bamboo in the fiber mixture can improve some properties of bamboo fabrics compared to cotton fabric, 11 contrary to the change in the OMMC of fabrics with a higher percentage of cotton fibers in their content. 12 Furthermore, the design of double-sided fabrics improves the moisture management properties of textiles; for example, due to its hydrophobic nature and good wicking performance, polyester is preferred for the back side applied next to human skin in a garment.13,14 Natural collagen fiber also improves the moisture management property in fabrics. 15
The fabric structure is another factor that influences the moisture management properties of textiles. For example, tight fabric does not allow water vapor to pass through it, consequently demonstrating its water vapor resistance.16,17 Similarly, tight-knitted fabrics show decreased liquid moisture transport. However, loose-knitted fabrics show poor moisture management properties, such as the liquid moisture absorption rate, spread speed, and maximum wetting radius. 18 An increase in the tightness of the fabric also influences the increase in the wicking height of the fabrics.19,20 Furthermore, the higher cover factor of the fabrics influences the lower OMMC of the fabrics. 21 The cover factor is also related to tightness or looseness, for example, mesh or high-porous fabrics show low water vapor resistance.22,23 The fabric thickness changes the water evaporation rate and the air permeability of knitted fabrics.24,25
Treatment of fibers or fabrics is an effective way to achieve the required moisture management concerning a specific function of the textile.26,27 Different types of fabric treatment, such as washing, bleaching, dyeing, softening, and specific functional finishes and coatings (antibacterial, water repellent, fire retardant, etc.) can alter the moisture management properties of fabric. For example, treatment with anionic or cationic softeners or bleaching can alter the water vapor permeability 28 and the water vapor resistance 29 of fabric. Alternatively, casein-based material can change the maximum wetting radius and the one-way transport index of fabric. 30
The reviewed literature has shown that the textile properties responsible for the comfort of clothing, such as moisture management,1–4,8,18 water vapor permeability, water vapor resistance,16,17,27 wicking,13,15,19,21 OMMC,12,21 the water evaporation rate,24,25 air permeability,24,25 and others, vary differently depending on a variety of factors. However, there has not been prior development of linear regression equations for forecasting the comprehensive OMMC of textiles. The OMMC is typically assessed through a moisture management test using an M 290 Moisture Management Tester (SDL ATLAS) based on experimental testing of individual properties or information available in the literature. Such a linear regression equation will help the clothing manufacturer or the customer to select the most suitable fabric for a particular piece of clothing. In addition, it will provide a simple method to understand the fabric performance without involving the non-destructive fabric testing method. Therefore, this research aimed to develop a linear regression equation that will be suitable to predict the OMMC of cotton–polyester knitted fabrics by using the moisture management properties of fabrics.
Materials and methods
Tested materials
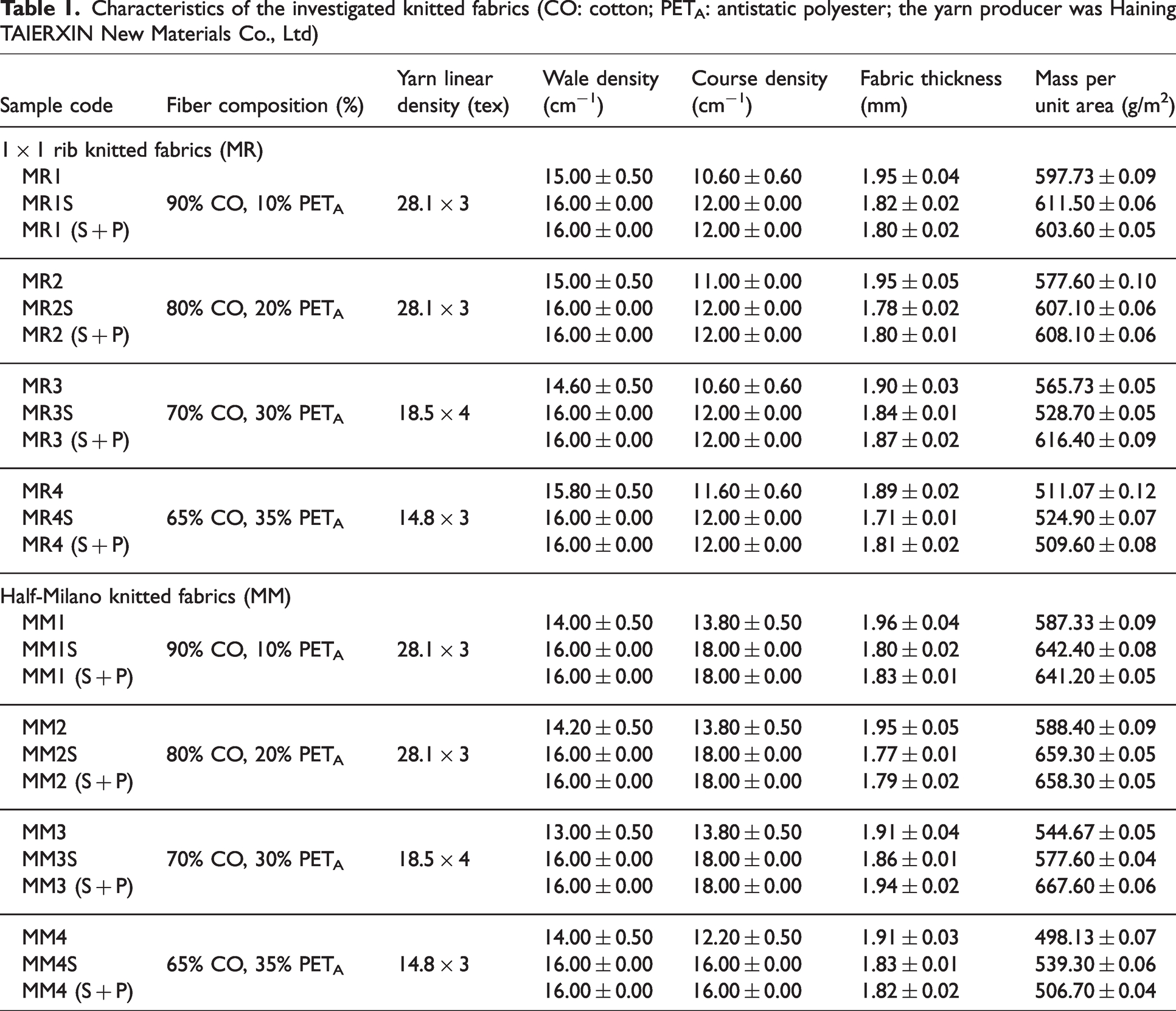
Two knitted fabric patterns, namely 1 × 1 rib (MR) and half-Milano rib (MM), were applied to knit the fabric samples with a fully automatic flat knitting machine, an M-100 (model 2016, MATSUYA, Japan) of 14 gauge. The settings of the knitting machine were kept constant for fabric knitting using yarns made in four different percentages of cotton (CO) and antistatic polyester (PETA) fiber mixtures (Table 1). Three groups of samples were prepared. The first sample group consisted of raw fabrics marked with codes MR1–MR4 and MM1–MM4. The second sample group was dyed and treated with Aquasoft SI® hydrophilic softener fabrics, marked with codes MR1S–MR4S and MM1S–MM4S. The third sample group was dyed, softened, and treated with Polygiene VO-600 antibacterial finish fabrics, marked with codes MR1(S + P)-MR4(S + P) and MM1(S + P)-MM4(S + P). A THIES MINISOFT dyeing machine (model 1995, Germany) and CH9555 Tobel machine (Santex) were used for the application of the softener and the antibacterial finish, Polygiene VO-600. The technological parameters for the softening were as follows: 20 g/L concentration, 40–50°C temperature, and 15–30 min duration; and for the antibacterial finishing: 25 g/L concentration, 30–40°C temperature, and 20–30 min duration. To characterize the structure of the developed knitted fabrics, the mass per unit area, the fabric thickness, the wale, and the course densities were determined according to the standards ISO 3801:1998, 31 ISO 5084:2000, 32 and EN 14971:2006, 33 respectively.
Characteristics of the investigated knitted fabrics (CO: cotton; PETA: antistatic polyester; the yarn producer was Haining TAIERXIN New Materials Co., Ltd)
Testing methodology of the water absorption capacity water absorption time, relative water vapor permeability, water vapor resistance, and air permeability
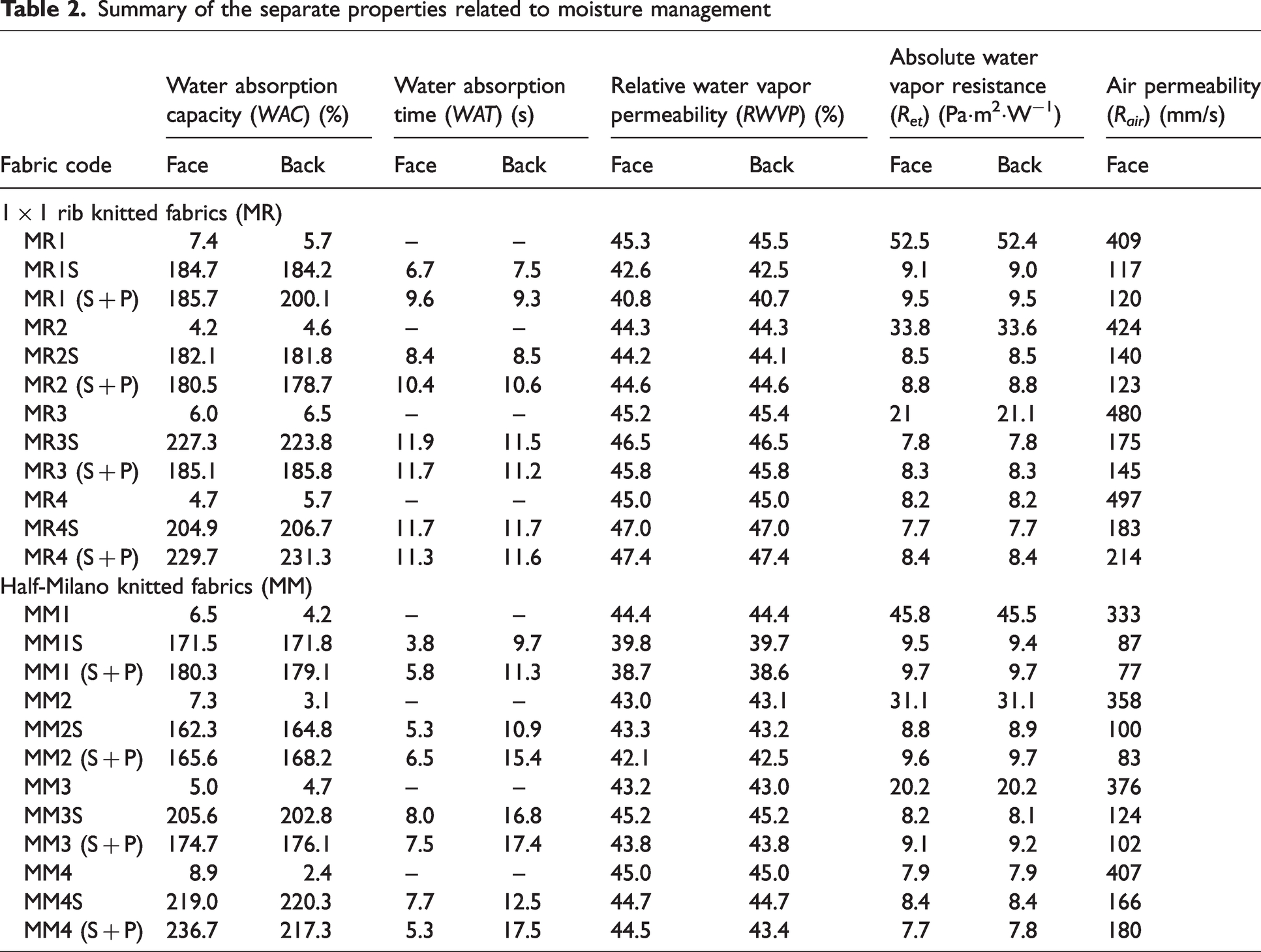
The water absorption capacity (WAC) and the water absorption time (WAT) of the developed knitted fabrics were determined according to the ISO 20158:2018 34 standard. The relative water vapor permeability (RWVP) and water vapor resistance (Ret) were determined by applying a non-destructive method performed with a PERMETEST (Sensora Instrument, Czech Republic) according to ISO 11092:2014 35 standards. The air permeability of the fabrics (Rair) was tested according to the EN ISO 9237:1995 36 standard. The results of the tested properties are presented in Table 2. Before all testing procedures, fabric samples were conditioned under the standard atmospheric conditions defined in the ISO 139:2005 37 standard.
Summary of the separate properties related to moisture management
Moisture management test
The moisture management test was performed using the M290 tester (SDL ATLAS) (Figure 1) according to the AATCC 195:2011 standard. 38 According to the test method, the measurement, evaluation, and classification of the moisture management properties, such as the top wetting time, bottom wetting time, top absorption rate, bottom absorption rate, top maximum wetted radius, bottom maximum wetted radius, top spreading speed, bottom spreading speed, accumulative one-way transport index (AOWTI), and OMMC of fabrics were performed.
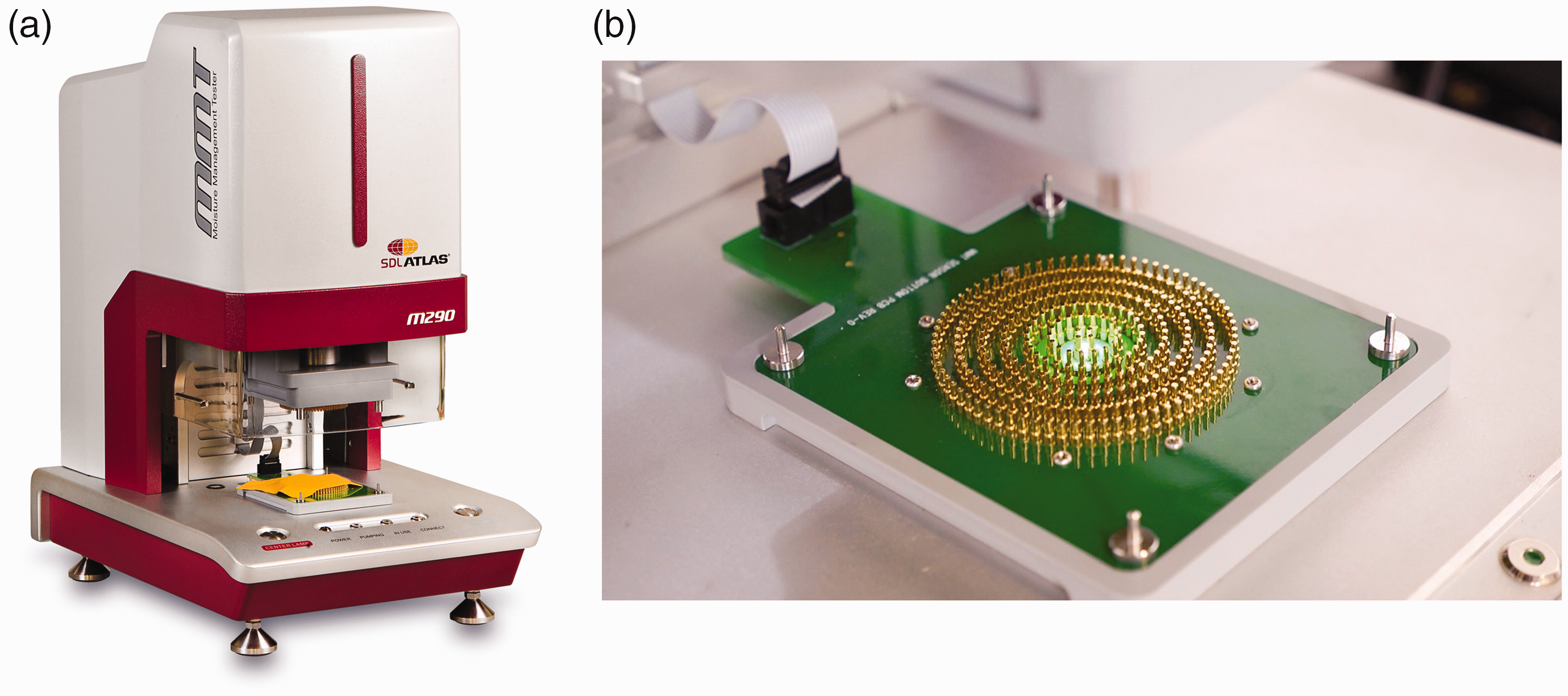
Moisture management tester (a) and lower sensor (b). (https://sdlatlas.com/products/mmt-moisture-management-tester#product-testmaterials)
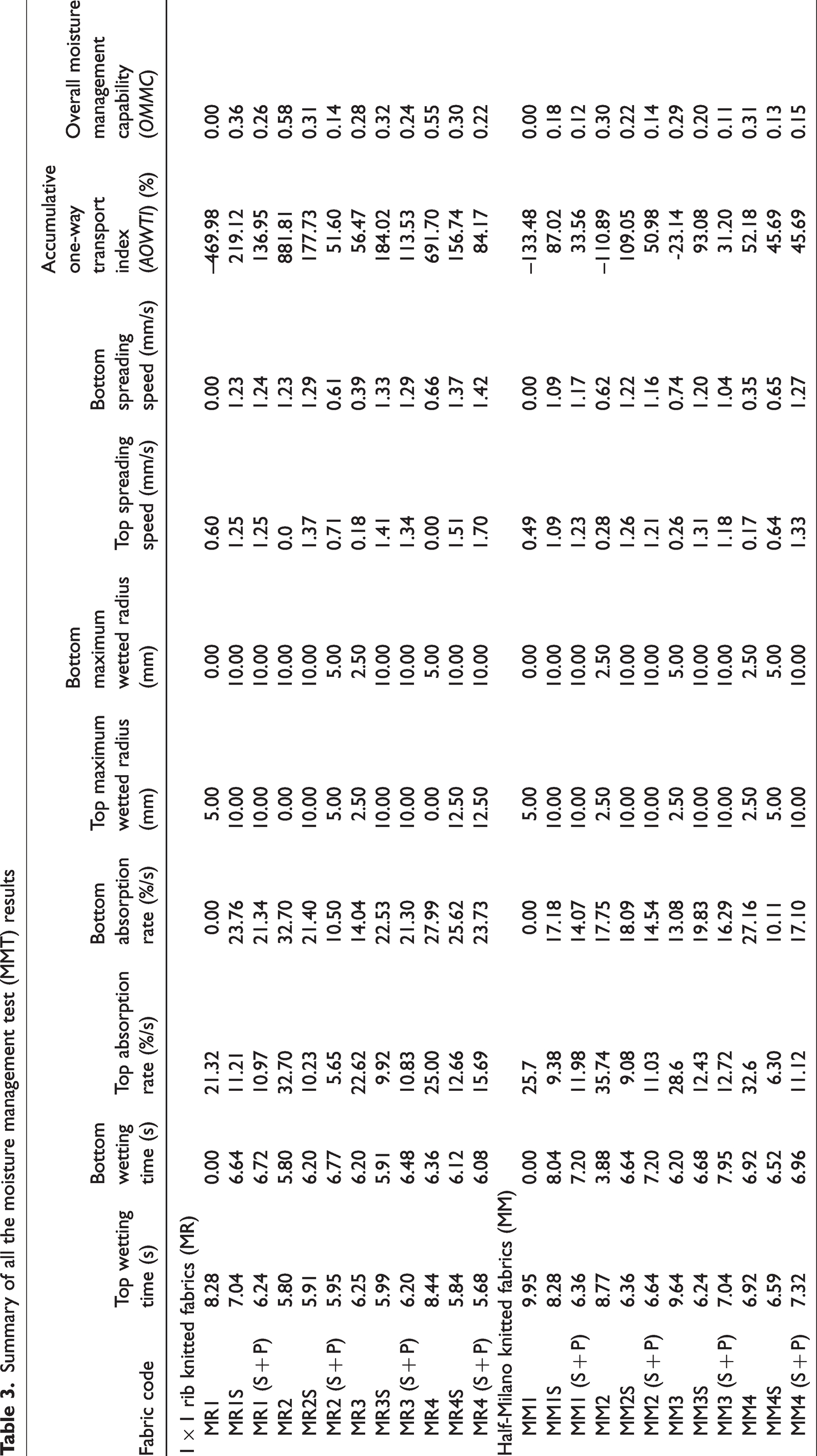
Two test specimens were cut diagonally in 6.35 mm × 6.35 mm dimensions across the width of the fabric and a 9 g sodium chloride solution (NaCl) (USP grade) was prepared in 1 L of distilled water and its electrical conductivity was adjusted to 16 ± 0.2 milli Siemens (mS) at 25°C. This conductive test solution was used to provide a conductive medium to the instrument sensors to check moisture movement in the test specimen fabric. The test specimens were placed on the lower sensor, the upper sensor was placed on top of it, and the instrument was locked. The measurement time was set at 120 s, and at the end of the 120 s test time, the software automatically stopped the test and calculated all the parameters presented in Table 3.
Summary of all the moisture management test (MMT) results
The moisture management tester software calculates the OMMC of knitted fabric using

Results and discussion
Water absorption capacity water absorption time, relative water vapor permeability, water vapor resistance, and air permeability
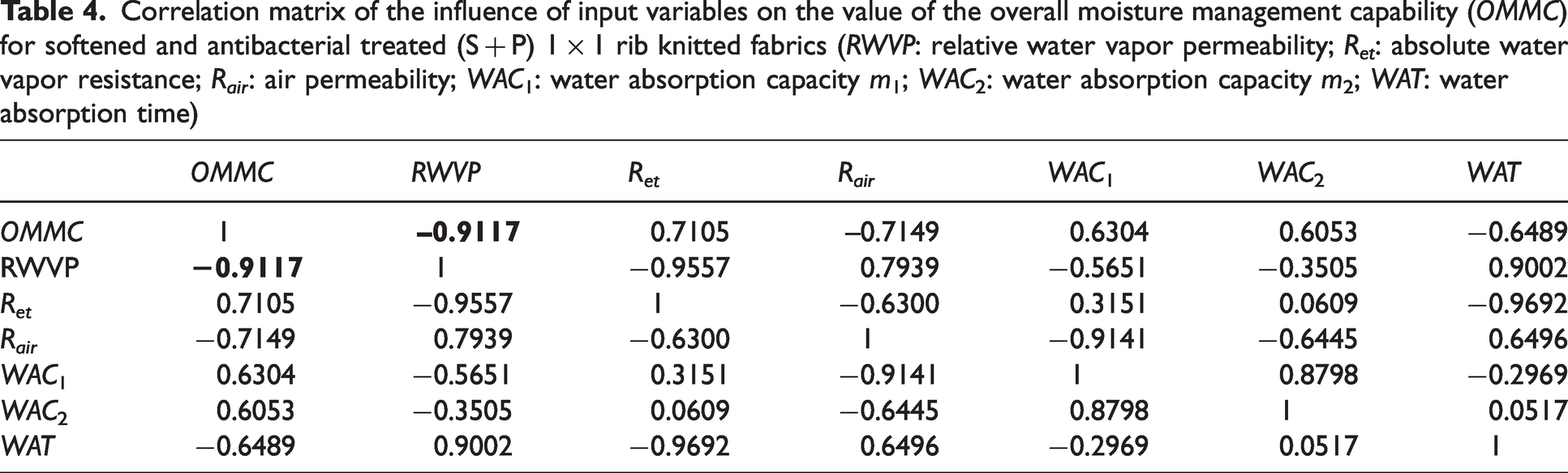
A summary of the fabric properties, that is, WAC, WAT, RWVP, water vapor resistance (Ret), and air permeability (Rair), that significantly influence clothing comfort is presented in Table 2. Using these parameters, the correlation matrices presented in Tables 4–7 were studied to determine the influence of the input variables on the OMMC for knitted fabrics of both knit patterns (1 × 1 rib and half-Milano rib), as well as for both types of their treatments (S and (S + P) samples). In Table 2, the mean values of the parameters were reported, but the statistical analysis was performed using all the experimental values measured for each of the five specimens in a sample group.
Correlation matrix of the influence of input variables on the value of the overall moisture management capability (OMMC) for softened and antibacterial treated (S + P) 1 × 1 rib knitted fabrics (RWVP: relative water vapor permeability; Ret: absolute water vapor resistance; Rair: air permeability; WAC1: water absorption capacity m1; WAC2: water absorption capacity m2; WAT: water absorption time)
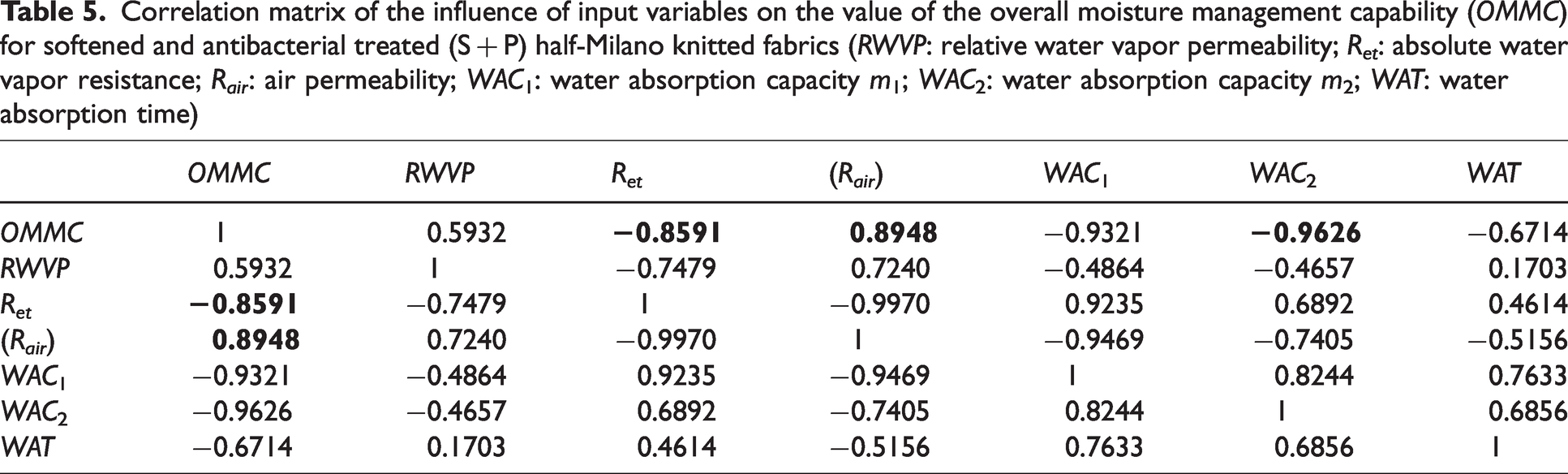
Correlation matrix of the influence of input variables on the value of the overall moisture management capability (OMMC) for softened and antibacterial treated (S + P) half-Milano knitted fabrics (RWVP: relative water vapor permeability; Ret: absolute water vapor resistance; Rair: air permeability; WAC1: water absorption capacity m1; WAC2: water absorption capacity m2; WAT: water absorption time)
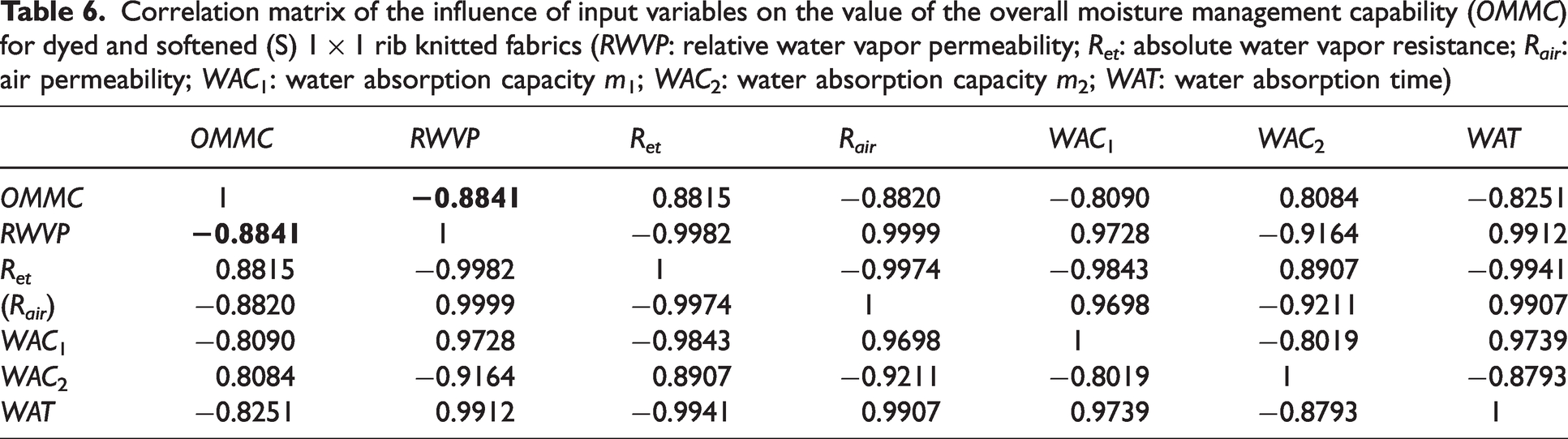
Correlation matrix of the influence of input variables on the value of the overall moisture management capability (OMMC) for dyed and softened (S) 1 × 1 rib knitted fabrics (RWVP: relative water vapor permeability; Ret: absolute water vapor resistance; Rair: air permeability; WAC1: water absorption capacity m1; WAC2: water absorption capacity m2; WAT: water absorption time)
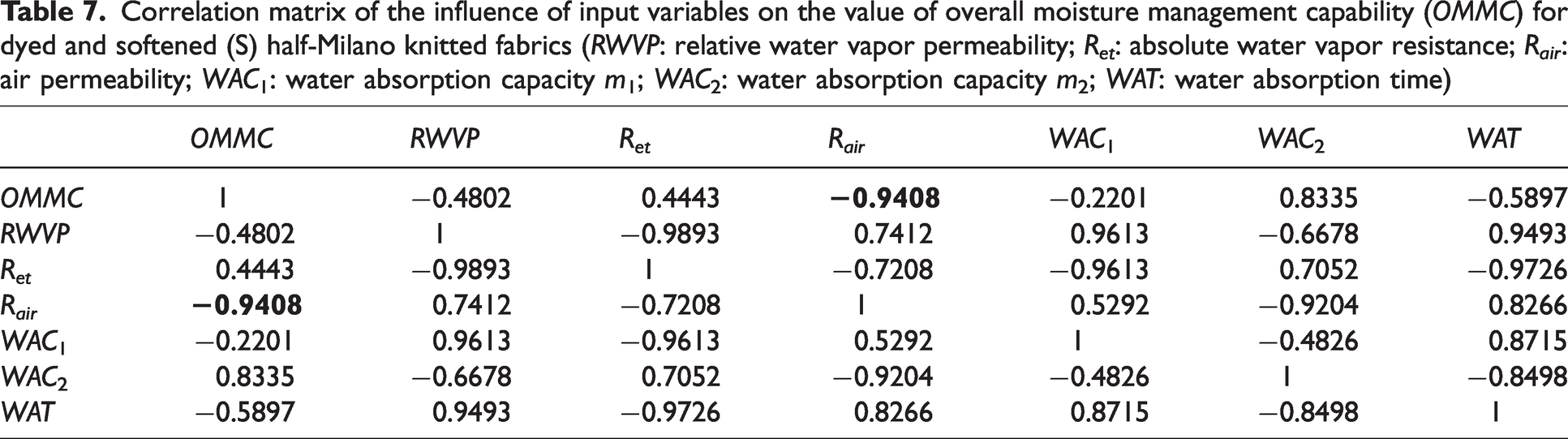
Correlation matrix of the influence of input variables on the value of overall moisture management capability (OMMC) for dyed and softened (S) half-Milano knitted fabrics (RWVP: relative water vapor permeability; Ret: absolute water vapor resistance; Rair: air permeability; WAC1: water absorption capacity m1; WAC2: water absorption capacity m2; WAT: water absorption time)
Minitab 17 statistical software based on the one-way analysis of variance (ANOVA) method was applied to evaluate whether the influence of knit pattern and treatment on the investigated parameters of knitted fabrics manufactured in four different fiber contents that are presented in Figures 2–6 (Table 2) is significant or not. The influence of the tested variables was maintained significant when
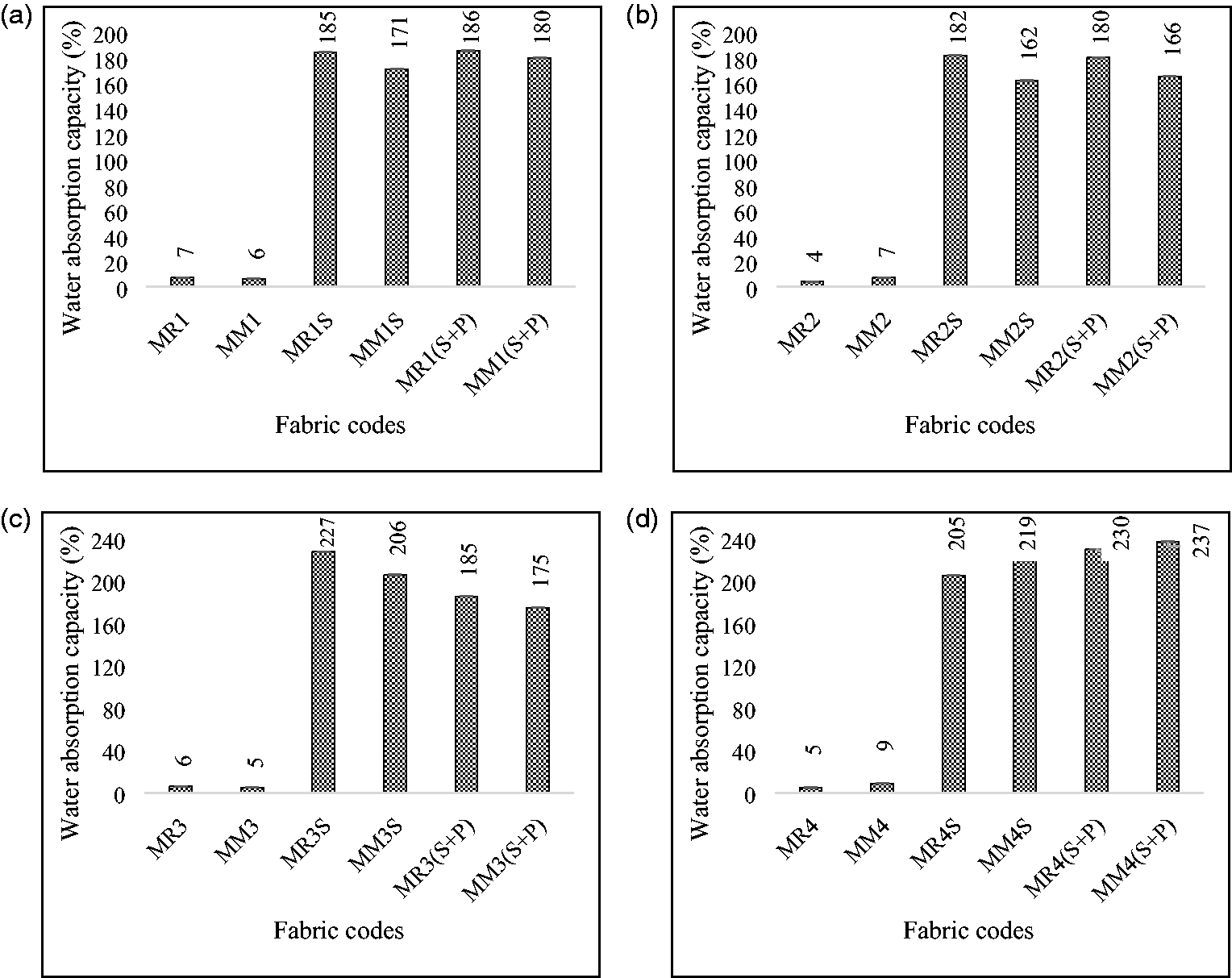
Water absorption capacity (WAC) of (1 × 1 rib knitted fabrics (MR)); half-Milano knitted fabrics (MM)), dyed and softened (S), and dyed, softened, and treated with antibacterial finish (S + P) samples of knitted fabrics: 90% cotton (CO), 10% antistatic polyester (PETA) (a); 80% CO, 20% PETA (b); 70% CO, 30% PETA (c); 65% CO, 35% PETA (d).
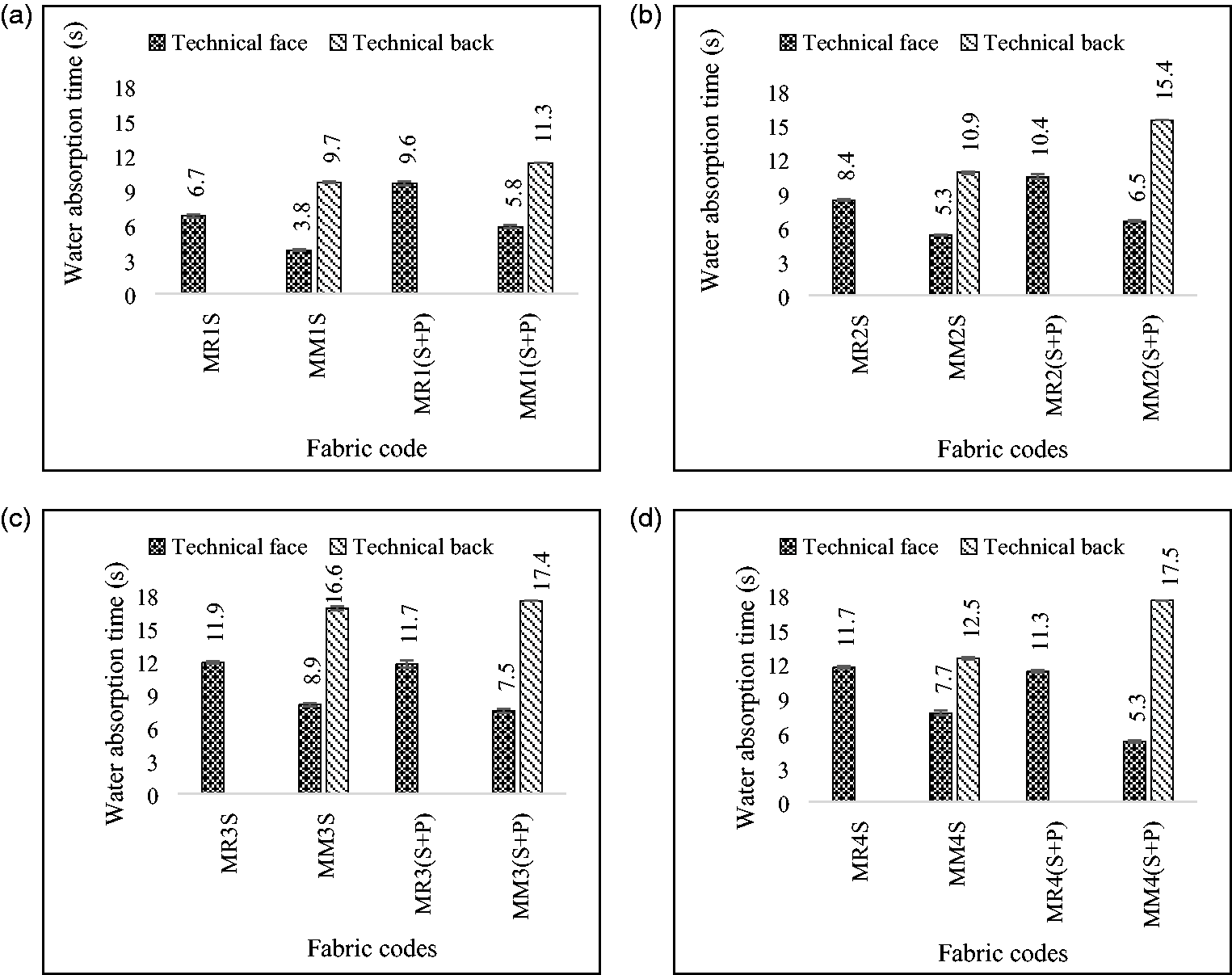
Water absorption time (WAT) of (1 × 1 rib knitted fabrics (MR)); half-Milano knitted fabrics (MM)), dyed and softened (S), and dyed, softened, and treated with antibacterial finish (S + P) samples of knitted fabrics: 90% cotton (CO), 10% antistatic polyester (PETA) (a); 80% CO, 20% PETA (b); 70% CO, 30% PETA (c); 65% CO, 35% PETA (d).
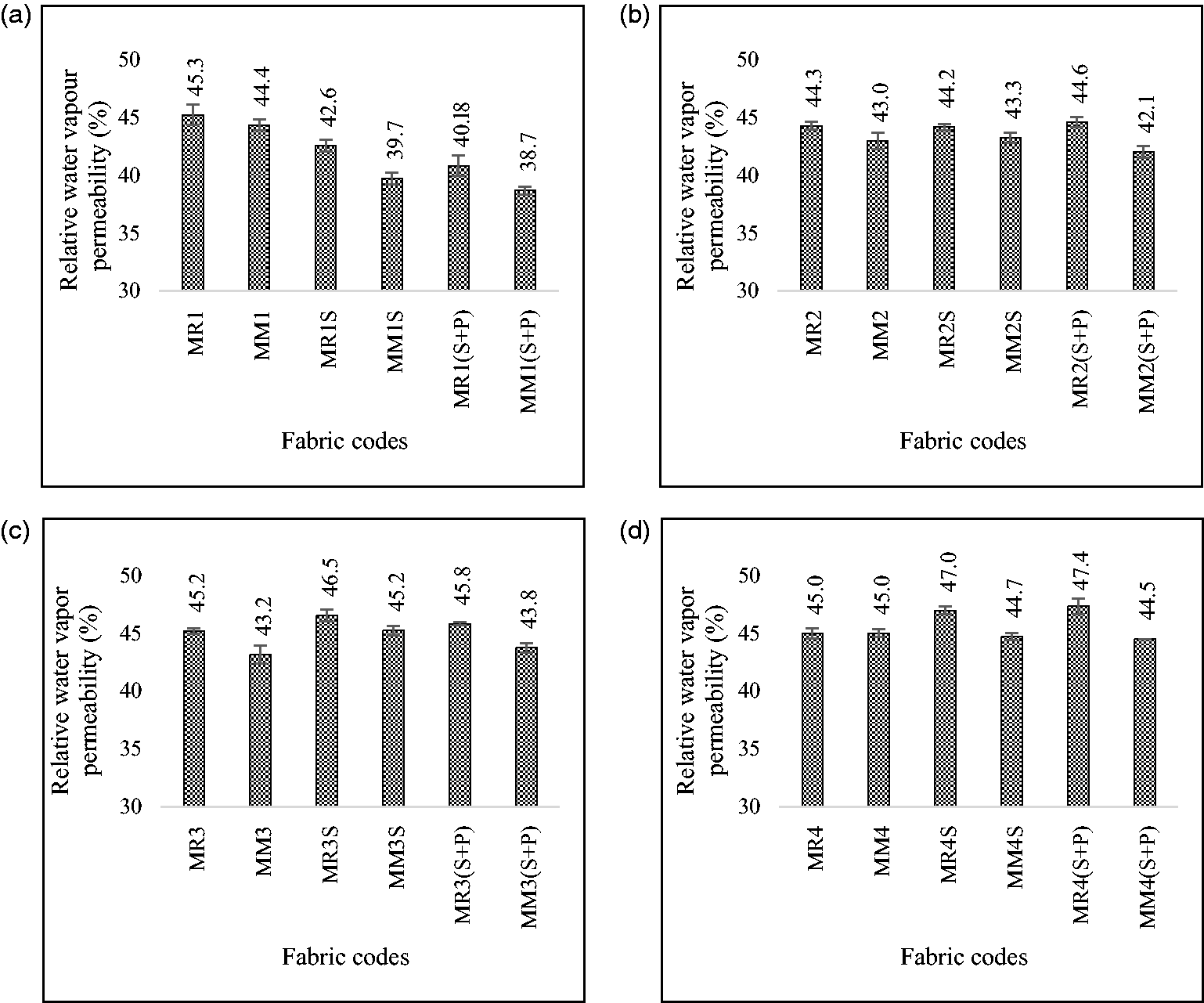
Relative water vapor permeability (RWVP) of (1 × 1 rib knitted fabrics (MR)); half-Milano knitted fabrics (MM)), dyed and softened (S), and dyed, softened, and treated with antibacterial finish (S + P) samples of knitted fabrics: 90% cotton (CO), 10% antistatic polyester (PETA) (a); 80% CO, 20% PETA (b); 70% CO, 30% PETA (c); 65% CO, 35% PETA (d).
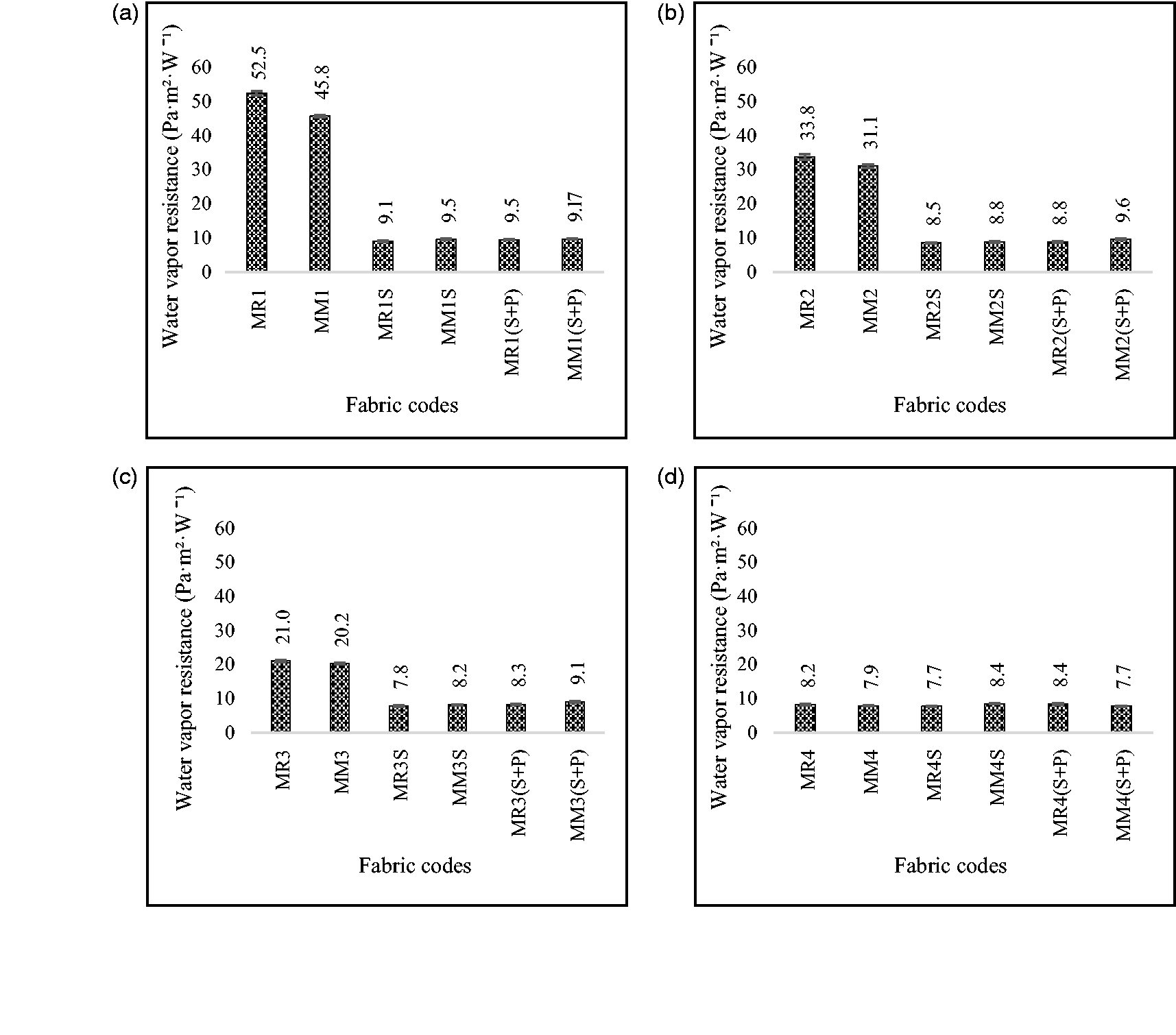
Water vapor resistance (Ret) of (1 × 1 rib knitted fabrics (MR)); half-Milano knitted fabrics (MM)), dyed and softened (S), and dyed, softened, and treated with antibacterial finish (S + P) samples of knitted fabrics: 90% cotton (CO), 10% antistatic polyester (PETA) (a); 80% CO, 20% PETA (b); 70% CO, 30% PETA (c); 65% CO, 35% PETA (d).
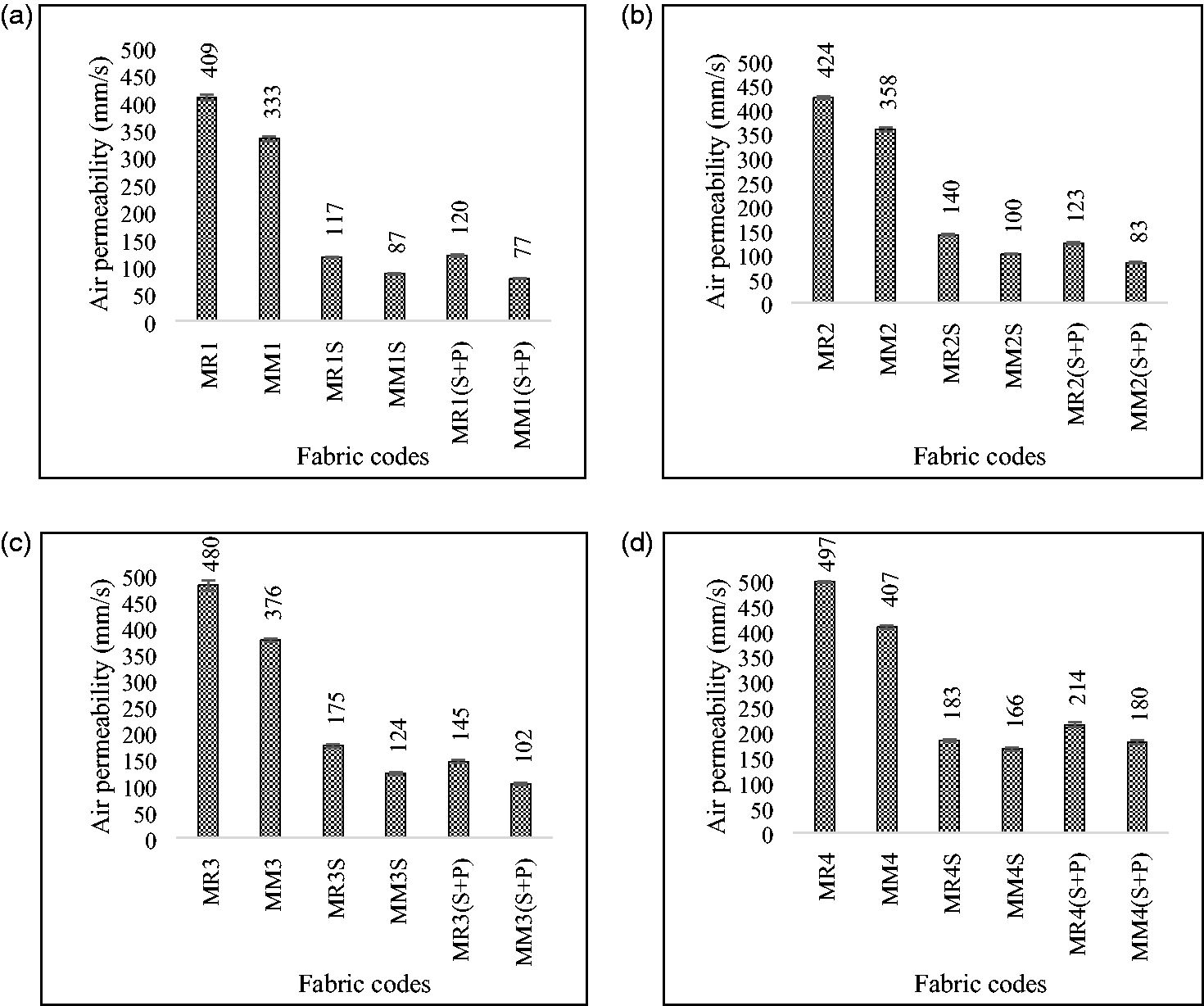
Air permeability (Rair) of (1 × 1 rib knitted fabrics (MR)); half-Milano knitted fabrics (MM)), dyed and softened (S), and dyed, softened, and treated with antibacterial finish (S + P) samples of knitted fabrics: 90% cotton (CO), 10% antistatic polyester (PETA) (a); 80% CO, 20% PETA (b); 70% CO, 30% PETA (c); 65% CO, 35% PETA (d).
Figure 2 shows that the WAC of all the investigated knitted fabrics was significantly dependent on the two investigated treatments and showed the same tendencies in their changes. The WAC was increased after fabric treatments as a result of the removal of impurities and other additional materials, such as natural waxes, pectin, yarn wax, etc., from the fabrics. Natural waxes and pectin for CO fibers and yarn wax are used to reduce resistance in machine parts, and do not allow water to absorb due to their hydrophobic nature; therefore, CO fibers need to be scoured.
39
However, 1 × 1 rib knitted fabrics showed an insignificant difference (
In Figure 3, the WAT of raw fabrics is not given due to the absence of water absorption in raw fabrics even after 120 s of time limit. Figure 3 also shows a significant effect of fabric treatment and pattern on the WAT of fabrics, since
The changing tendencies of the investigated moisture management and Rair properties of all knitted fabrics are presented in Table 2, but were not analyzed in every detail in this investigation, since a very detailed analysis was carried out in our previous research.
40
This research aims to suggest the linear regression equation between the parameters presented in Table 2 and the results obtained by the MMT that provides the OMMC (Table 3). The ANOVA confirmed that the RWVP of the knitted fabrics (Figure 4) was independent of both types of treatment, namely dyeing and softening (S samples) and dyeing, softening, and antibacterial finishing ((S + P) samples) as the
The Ret value of the fabrics (Figure 5) was dependent on the fabric treatment, but the influence of the fabric patterns was not found to be significant, as ANOVA showed
The Rair value of the fabrics was significantly (the ANOVA showed
Moisture management
The results of the MMT that are related to the dynamic liquid transfer properties and show the transportation of liquids or sweat that accumulate on human skin, but do not provide any information on the transmission of antistatic knitted fabrics, are presented in Table 3. The MMT provides the parameters that elaborate fabric behavior in different directions and on different surfaces and are used to calculate the OMMC and the AOWTI.
For the linear regression equation, only the OMMC was considered. However, since both the OMMC and the AOWTI are complex characteristics related to the thermo-physiological comfort of clothing, they were analyzed in more detail to identify their changes due to differences in fiber content, knit pattern, and treatment. Parameters such as the top wetting time, bottom wetting time, top absorption rate, bottom absorption rate, top maximum wetted radius, bottom maximum wetted radius, top spreading speed, and bottom spreading speed were necessary for the calculations of OMMC and AOWTI (Table 3).
When analyzing the AOWTI shown in Figure 7, it was found that the AOWTI was higher for samples of the 1 × 1 rib knit fabrics than for those of the half-Milano knit pattern, as well as for samples S than for samples (S + P). The application of both types of sample treatment significantly decreased the AOWTI if compared with raw samples for both knit patterns, except for the fabrics that have the 70% CO and 30% PETA fiber mixture.
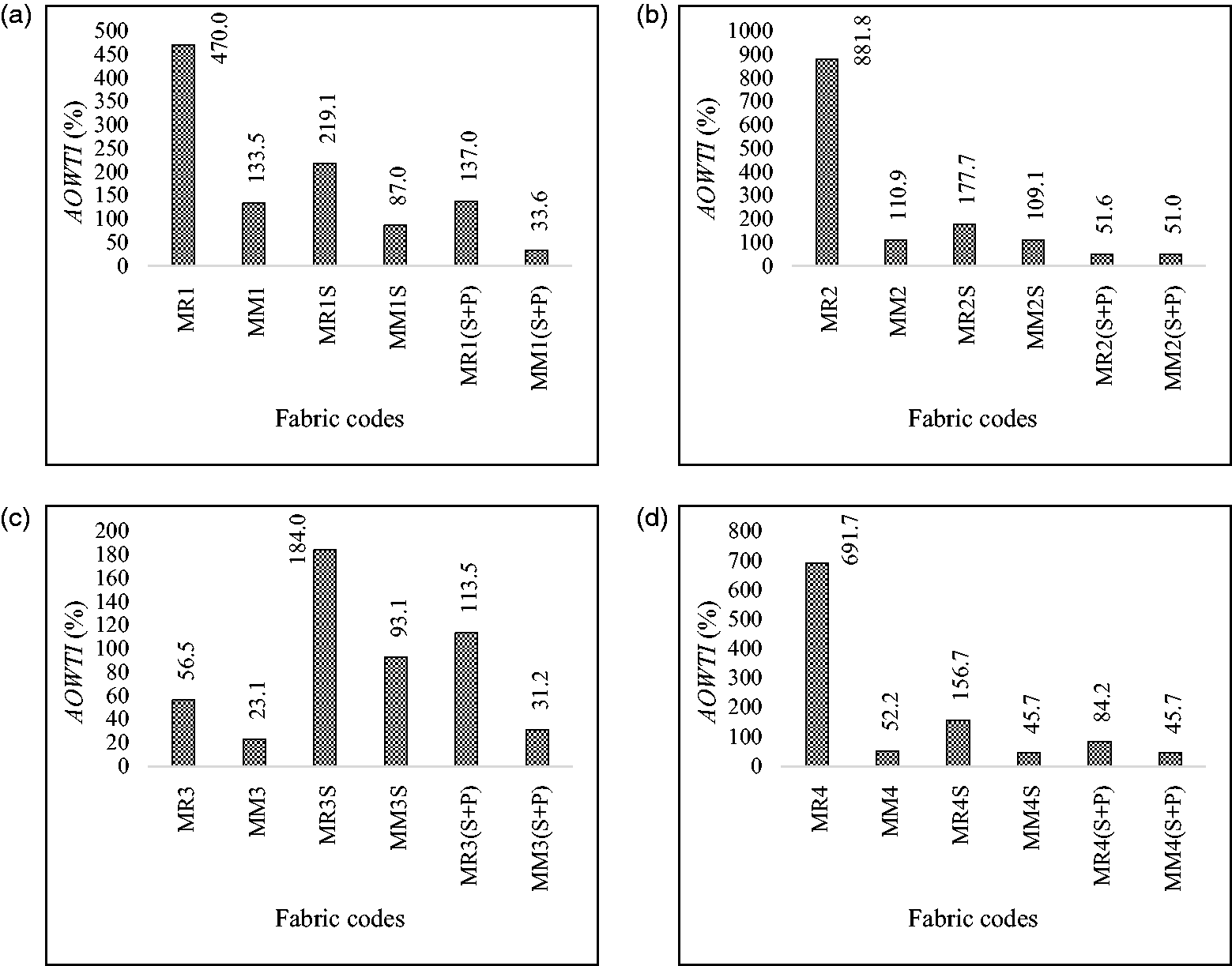
Accumulative one-way transport index (AOWTI) of (1 × 1 rib knitted fabrics (MR)); half-Milano knitted fabrics (MM)), dyed and softened (S), and dyed, softened, and treated with antibacterial finish (S + P) samples of knitted fabrics: 90% cotton (CO), 10% antistatic polyester (PETA) (a); 80% CO, 20% PETA (b); 70% CO, 30% PETA (c); 65% CO, 35% PETA (d).
The AOWTI represents the ability of the fabric to transport liquid from the top surface (which is in contact with the human skin) to the bottom surface. A higher value of the AOWTI indicates a higher moisture transport capability of the fabric.
The values of the OMMC calculated according to Equation (1) are presented in Table 3. The OMMC value of the raw fabrics that had the highest amount (90%) of CO fibers (samples MR1 and MM1) for both knit patterns was equal to zero, seemingly due to impurities and waxes in their structure that were removed later due to applied treatment. However, for the other fiber contents, it was the highest for the raw fabrics and decreased due to the applied treatment in the following sequence: raw samples → samples S → samples (S + P), except for the case of sample MM4 (S + P). The OMMCs of the half-Milano fabrics were lower than those of the 1 × 1 rib knitted fabrics, except for the raw fabric of both knit patterns with the 70% CO/30% PETA fiber mixture. A higher OMMC value shows a higher overall moisture magement capability of the fabric.
Linear regression analysis
The correlation matrix of the influence of the factors investigated (Table 2) on the value of the OMMC (Table 3) created using the MATLAB software is presented in Table 4. The statistical evaluation of the experimental results for the softened and antibacterial treated samples (S + P) of the developed knitted fabrics has estimated that some OMMCs have a significantly higher standard deviation than the rest. A linear regression analysis for the raw knitted fabrics was not performed since they were not used to produce final clothing.
In Table 4, it is seen that there is a very strong negative correlation between the OMMC and the RWVP: 
The analysis of the coefficients in Equation (2) shows that the coefficient next to X3 is very small (this was also shown by the statistical analysis of correlations). Furthermore, from the correlation matrix given in Table 4, it is evident that there is a very strong correlation between Ret and the WAT: ρ = –0.9692, when
A similar analysis was also carried out for softened and antibacterial-treated (S + P) half-Milano knitted fabrics (Table 5).
In Table 5, it can be seen that there is a very strong negative correlation between OMMC and WAC2:
Different parameters influence the OMMC of 1 × 1 rib knitted fabrics and half-Milano knitted fabrics.
If trying to keep Equation (2) analyzed for the 1 × 1 rib knitted fabrics (which is not entirely correct, because the change in RWVP does not affect the half-Milano knitted fabrics), we obtain

Then

Thus,

As can be seen in Equation (5), the parameters X3 and X4 have almost no influence on the OMMC, as shown by the correlation matrix presented in Table 5 (it is influenced by the parameter X5, when 
Furthermore, from the correlation matrix (Table 5) it can also be observed that there is a very strong correlation between Ret and Rair:
To make it easier to draw a conclusion, a repeated analysis was performed to take a general linear regression equation with the data obtained for the dyed and softened samples (S) (Tables 6 and 7).
It can be seen in Table 6 that there is a strong negative correlation between OMMC and RWVP:
Thus, we obtain

In addition, from the obtained correlation matrix (Table 6) it can also be observed that there is a very strong correlation between Ret and the following:
RWVP: Rair: WAT:
There is a very strong negative correlation between the OMMC and Rair:
Therefore, it is observed from the analysis discussed that the antibacterial treatment changed all parameters very significantly. Thus, we obtain

If the X1 parameter is also included, we obtain

Therefore, in the general case, it is suggested to use

Equation (10) shows the dependence of the OMMC on the RWVP and air permeability of the fabrics. Clothing must evaporate the sweat of the human body, which is always produced at different rates depending on the environment. When human activity increases more sweat is produced and, before complete evaporation, it starts condensing. In this case, absorption and liquid transport occur in the clothing fabric through capillary action to remove moisture. 39 The evaporation of sweat from human skin is the fundamental requirement of clothing to maintain moisture management that depends on its permeability to water vapor. 41 When sweat or moisture evaporates, it passes through the pores of the fabrics; this is known as the permeability of the fabrics. As the RWVP and Rair of fabrics are dependent on the porosity of the fabrics, it helps to understand the ability of the fabric to pass through air and moisture. If the RWVP is high, then the sweat evaporation is also high.
Furthermore, from the obtained correlation matrix obtained (Table 7), it can also be observed that there is a very strong correlation between the following:
The Ret and: RWVP: WAT: 2. The WAC1 and: RWVP: Ret:
The results reported here confirm that the suggested linear regression equations can reliably predict the textile properties related to clothing comfort having a significantly lower number of input variables required to determine experimentally.
Conclusion
This research presents a linear regression equation to calculate the OMMC of antibacterial and antistatic knitted fabrics by using other factors, such as the RWVP, the water vapor resistance (Ret), the WAC, the WAT, and the air permeability (Rair) of the knitted fabrics. This linear regression equation has incorporated these factors to predict the OMMC, which showed a high correlation with the OMMC of antibacterial and antistatic knitted fabrics with a
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.