
Abstract
This study developed a corresponding measurement-based patternmaking (CMP) method for customized gloves applicable to different hand shapes to support the manufacturing of smart wearables. This method can be used directly to implement a 2D block pattern of gloves by hand measuring and 3D scanning alone. Our customized glove prototype was manufactured considering the glove’s functionality and usability and in accordance with the protocol designed, targeting individual participants. The CMP method for customized gloves was verified by checking the function and functional fit of the customized glove prototype through a wear test that compared the prototype with a commercial glove. In the process, the rules of the existing CMP method for customized leggings were adjusted for the protocol to comply with the structural specificity of the hand. Accordingly, a guideline for customized gloves’ patternmaking was proposed to help future developers. The originality of the CMP method lies in the pattern construction of a perfectly matched size, a side panel structure of C-curve fingers, and patterns for a trapezoid hand proximal part structure. Furthermore, the newly devised CMP method for customized gloves can be used as a baseline for smart wearable devices to offer high functionality and usability for individuals with unique hand shapes who need customized gloves.
Keywords
Introduction
Smart wearables refer to wearable systems that can be applied to the human body by combining the system with technology to detect signals, process information, and actuate responses to provide interactive reactions.1,2 Smart wearables are currently commercially available as products beyond the initial development stage.3–5 However, the product development process stills seems a long way off in considering the diversity of body types. 6 This is mainly because the developers are more focused on new technology proposals than the user experience. 1
The remarkable feature of the range of available smart wearable products is that there are many products related to the hand and foot, which play vital roles for performing and moving.7–9 Smart wearable gloves are intended for users who have unique hand dimensions and shapes, and for performers who require specialized functions; therefore, they require customization. In the case of functional gloves without smart functions, small differences in hand and glove dimensions do not lead to significant performance problems in the gloves’ function. However, in the case of smart wearable gloves, it is a necessary condition that they fit each finger properly to perform the gloves’ signal detection and response actuation functions. For example, a sensor that tracks finger movements must be properly placed at the fingertip to sense movement, and a vibration motor must be attached to the fingertip to give tactile simulation and provide haptic feedback. In addition, a pneumatic actuator must fit the finger snugly to control the movements of the finger joints. Therefore, it is necessary that smart wearable gloves are custom manufactured to be a good fit, including each fingertip. However, a systematic glove patternmaking method based on anthropometric hand measurements has not yet been devised.10,11 Thus, developing an effective baseline customized glove patternmaking method is essential to support the production of smart gloves.
In an attempt to customize patternmaking methods for a diverse range of human body types, many studies have proposed a pattern flattening technique to flatten the 3D surface of the human body.12–14 The pattern derived by this technique has a problem in that it reflects more information than necessary on the complex curved 3D surface of the organic human figure. To derive an effective customized pattern, setting a human grid standard is crucial to convert it to a suitable 2D pattern. The initial idea of the body surface flattening technique was not to put each tiny triangular mesh together like a complex puzzle but to flatten a large triangular plane divided by the human grid, which plays an important role in clothing composition. 15 The key to customized patternmaking, whether it is surface flattening or not, is to create a 2D pattern that is suitable for the body dimensions that match the human body’s grid standard.
Kim and Choi 16 devised a corresponding measurement-based patternmaking (CMP) method for leggings through which a pattern can be created that corresponds directly to human body parts without determining the body shape type, with a 3D human body figure obtained by human scanning. The possibility of producing leggings with a good fit for women with average body dimensions using this method has been verified.
By building on the possibilities identified in the leggings study, this study aims to develop a CMP method for customized gloves that can be applied to various hand sizes and dimensions, which is a key task to support smart wearables’ production. The originality of the CMP method for customized gloves is based on producing customized gloves using only hand measurements without determining the hand type. This method’s advantage is that it can produce customized gloves for people with disabilities and patients who have hands with unique sizes and shapes. The predicted advantages can be confirmed by determining whether customized gloves manufactured using this method achieve the functions and functional fit. After making the pattern for a customized glove prototype and producing it according to a design protocol, this study conducted a wear test. In the process of manufacturing customized glove prototypes that consider functionality and usability, gloves were required to have a protocol adjusted from the rules of the preceding method, the CMP method for customized leggings, 16 due to the structural specificity of the hand. Accordingly, this study proposed a guideline for customized gloves’ patternmaking to help future developers.
Materials and methods
Participant
We recruited a participant to prepare the glove prototype and perform a wear test for the prototype. The participant was a 26.4-year-old man, 17 with a hand length dimension of 196 mm and a hand width dimension of 93 mm. Since he was right-handed, the production of the glove prototype was based on the right hand. The participant’s finger length was categorized as an uphill type, and the finger circumference as a cone type. According to Hong and Choi’s et al. 18 finger-type classification, uphill and cone types are dominant, and were therefore selected as the targets for prototyping.
The entire experimental protocol for hand scanning before glove production and wearing after production was approved by the Research Ethics Committee of Seoul National University (IRB No. 2212/002-002), and the participant voluntarily participated in the experiment after giving their informed consent.
Materials
Properties of the materials.

Design of the customized glove prototype
The design of the customized glove prototype was conceived to consider functionality and usability (Figure 1), while using the same design as the commercial glove for comparative testing. The thumb construction of the keystone thumb type
21
is useful for picking up objects with the thumb and finger, and the finger construction with a side panel between the fingers up to the fingertip can reflect the 3D shape of the finger. It is a structure in which the inside of the hand on the thumb side and the side panel on the outside of the hand on the little finger side extends continuously from the finger. For the side panel extending from the finger, this study selected the same design as the commercial glove used for the comparative testing. The intension was to manufacture it as a block pattern dimension consistent with the hand dimension in double jersey, which is a fabric material without lining. To support the gripping friction force, synthetic leather was used on the palm of the hand, and an e-band was attached to the top of the wrist to shrink the cuff by 70%. The e-band was added to enhance size conformance during wear and facilitate donning and doffing. Although the commercial glove did not have a slit at the opening as it had plenty of room, a 40 mm slit was added to the opening of the customized glove prototype to make it possible to don and doff the glove since it had a tighter fit than the commercial glove. For the hemline’s appearance and shape stability, a 2 mm piping was attached to the synthetic leather. Customized glove prototype design: (A) secondary fabric, (G) ground fabric.
Process of the CMP method for customized gloves
The study reviewed the process of devising the CMP method for customized gloves according to the rules of the CMP method for customized leggings, 16 which was the first attempt to directly implement an apparel pattern using only 3D human body scanning and human shape measurement. The CMP method for customized gloves involved the following steps: Step 1, 3D human figure acquisition and editing by hand scanning; Step 2, 3D grid creation with horizontal, longitudinal, and bias baselines; Step 3, divide the hand surface length measurement by the 3D grid; and Step 4, transition of a hand surface length measurement to a 2D block pattern.
Step 1. 3D hand figure acquisition and editing
In the first step, a 3D hand scanner EinScan H (SHINING3D, China) was used to scan the participant’s hands. The hands were in a naturally bent hand posture
13
that kept the angle of the third finger’s middle joint at 120°. Texture mapping was performed using EXScan H (SHINING3D, China) software. Next, as a hand figure editing operation, the triangular meshes were aligned, and holes were filled and smoothed using Geometric Design X (3D Systems, Inc., USA) (Figure 2). Step 1: 3D hand figure acquisition and editing. (a) 3D hand scanning, (b) Texture mapping, (c) 3D hand figure editing.
Step 2. 3D grid creation
In the second step, 18 horizontal baselines, 16 longitudinal baselines, and one bias baseline were set for the hand figure (Figure 3). Convex hull curves were created using Geomagic Design X (3D Systems, Inc., USA) to make the 3D grid based on the baselines (Figure 4). Settings for the horizontal, longitudinal, and bias baselines for the 3D grid creation. F# means the #th finger. The items’ abbreviations are provided in Table S1 in the supplementary material. Step 2: 3D grid creation. (a) Reference planes, (b) Baselines, (c) Convex hull curves (3D grid).

Step 3. Measurement of the hand surface length
In the third step, the hand surface length divided by the 3D grid was measured. Additionally, 27 arcs, 72 length items, and one angle item were set based on the definitions and terms of measurement items in ISO 8559-1,
22
ISO 13999-1,
23
and the 8th Size Korea Survey
24
for hand surface length items divided according to the reference lines (Supplementary material Table S1). The hand figure was measured in three dimensions using Geometric Design X (3D Systems, Inc., USA) (Figure 5). Step 3: Measurement of the hand surface length divided by the 3D grid.
Step 4. Transition of the hand surface length measurements to a 2D block pattern
As the fourth step, using Super ALPHA Plus (Youth Hitech, Republic of Korea), the hand surface length measurements were converted into a 2D pattern by matching the detailed measurements of the 2D pattern with the corresponding values of the hand figure. Specifically, the length of the hand’s proximal part and the lengths of the finger part were arranged as straight lines on the top and bottom as the hand top arc angle (HTop-Ag), and the arcs of the hand proximal part as well as the arc of the finger part were divided into top, bottom, and side and arranged as straight lines. The arc of the finger part was arranged with the same value between the top and bottom. After the lengths of the finger part were applied and arranged on the midlines of the fingers, the line for the outer curve was generated, which corresponded to the glove’s seam line. Then, the generated value of the finger’s outer curve for the top and bottom was inserted into the finger’s side panel length. Last, the thumb panel was added by arranging and curving the arc of the thumb as well as its length in four directions (Figure 6). Step 4: Transition of the hand surface length measurements to a 2D block pattern by length alignment. (a) Specific length alignment, (b) Curving the outlines, (c) Adding the thumb panel.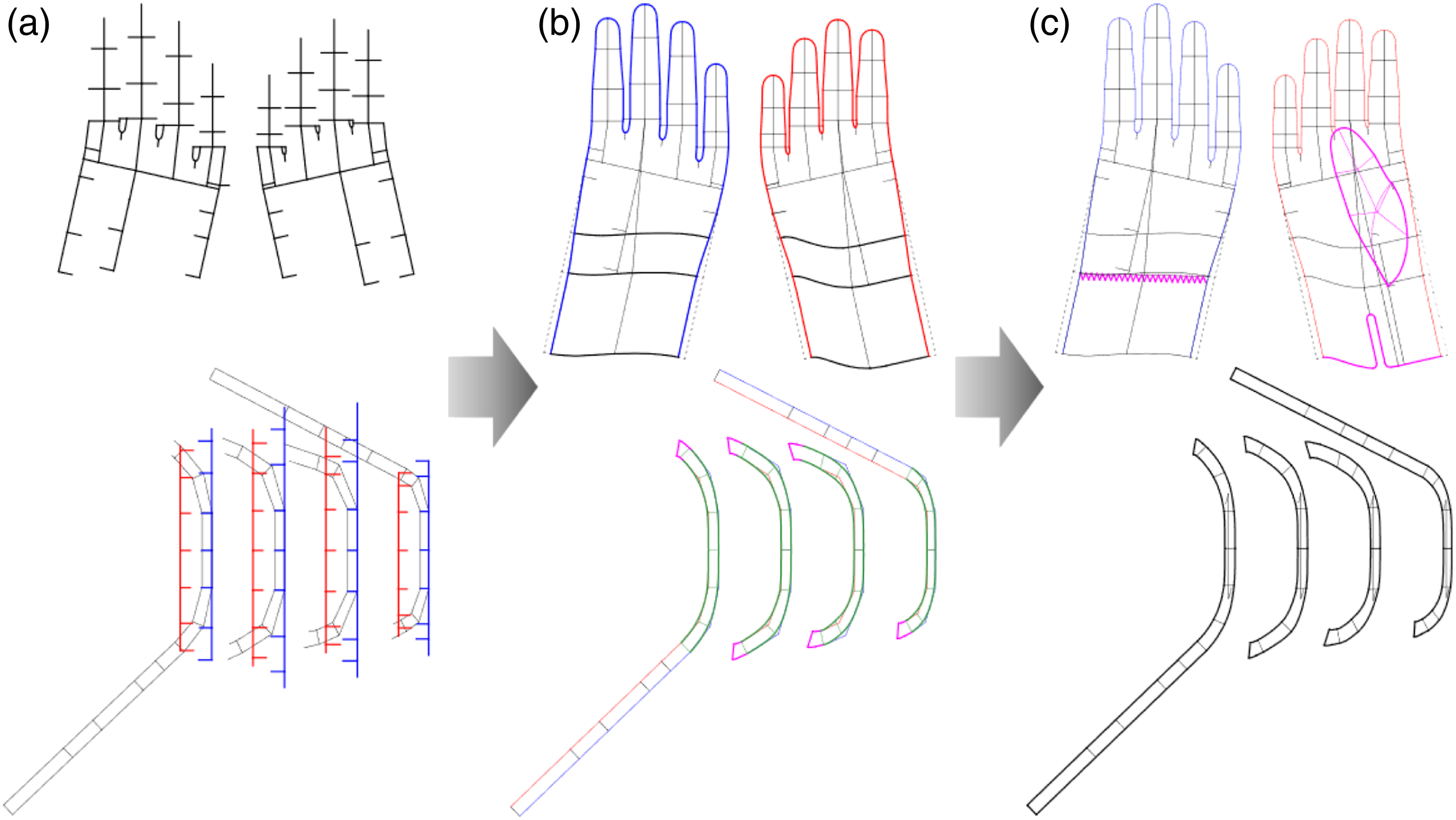
Test conditions
The wear test conditions for verifying the CMP method for customized gloves included three types: the bare hand, commercial glove, and customized glove (Figure 7). The bare hand condition was measured to convert the derived values of the glove conditions into relative values (%) to normalize them. For the commercial glove condition, the study used a man’s work glove (Hanil Co., Republic of Korea); among the S, M, L, and XL sizes of the commercial glove, the participant chose size S to wear for the test as the fit was the most comfortable. For the customized glove condition, the study used a glove that was customized to the participant’s hand according to the CMP method for customized gloves. The only differences between the two types of glove conditions were the pattern dimension and pattern structure; the design, materials, sewing method, and 2 mm seam allowance were the same. Test conditions. (a) Bare hand, (b) Commercial glove, (c) Customized glove.
Wear test
After the customized glove prototype was produced, the participant revisited the laboratory for a wear test. After the first 5-min break, the participant performed each functional task three times with 5-min break intervals. The three types of test conditions (bare hand, commercial glove, and customized glove) were arranged in a random order. For the hand function tasks, because participants are generally more accustomed when performing later tasks, 25 the three repetitions of each task were performed in a random order.
(1) In the grip strength task,
25
an electronic hand dynamometer (PGF-1000, Pro-specs®, Republic of Korea) was used to measure grip strength (kg). (2) In the pegboard task
26
(Purdue pegboard 32020A, Lafayette Instrument Company, USA), a dexterity scale was used to measure performance time (sec). (3) In the numeric button press task (electronic calculator LC-403TV, Casio, Japan), the participant was shown a list of randomly arranged 8-digit numbers to measure the level of accuracy and performance time (sec). (4) The 90 mm, 230 mm, and 400 mm circumference cylinder pickup task
25
was performed to measure whether the task could be achieved. (5) The finger reach task,
27
in which each of the five fingers had to touch another numbered area of the hand, was performed to measure whether the task could be achieved (Figure 8). Glove function tasks. (a) Grip strength task, (b) Pegboard task, (c) Numeric button press task, (d) Cylinder pickup task, (e) Finger reach task.
Although 50 mm, 90 mm, 230 mm, 400 mm, and 480 mm circumference cylinders were reviewed for the cylinder pickup task, the 50 mm circumference cylinder was excluded because Korona et al. 25 recommended excluding narrow cylinders as they are too easy to pick up. In addition, the 480 mm circumference cylinder was excluded because it was not possible to pick it up with the bare hand. The function measurement values between the two types of glove conditions were analyzed using descriptive statistics, while the mean values (sec) of the two types of glove conditions were converted into relative values (%) regarding the mean values (sec) of the bare hand for a comparative analysis. 28
User evaluation questionnaire on the glove’s functional fit.

Results
Results of the customized glove prototyping
Results of the pattern dimensions’ matching hand measurements.
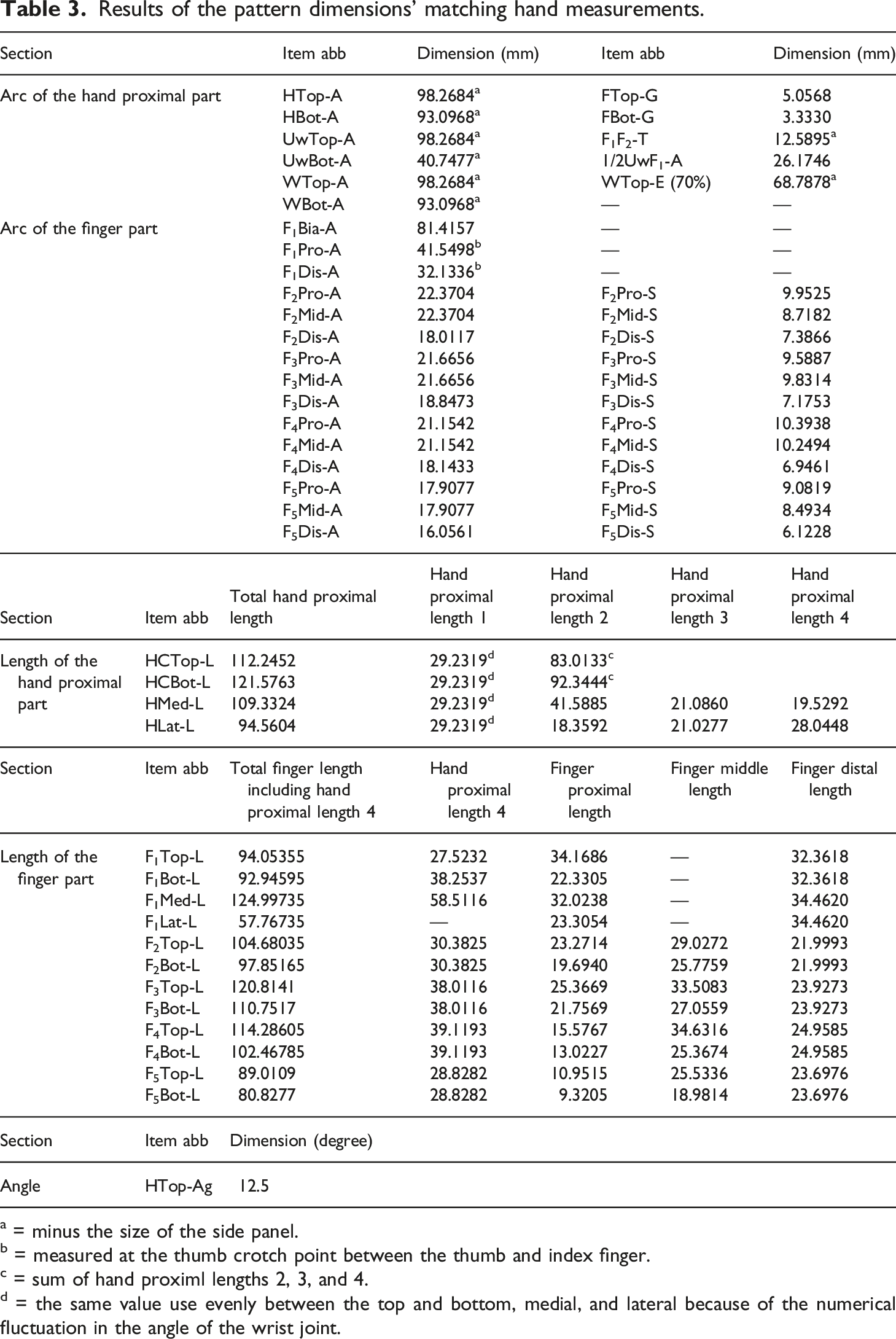
a = minus the size of the side panel.
b = measured at the thumb crotch point between the thumb and index finger.
c = sum of hand proximl lengths 2, 3, and 4.
d = the same value use evenly between the top and bottom, medial, and lateral because of the numerical fluctuation in the angle of the wrist joint.

Final customized glove block pattern and final customized glove prototype.
Results of the wear test
Function results
The function results of the three types of test conditions (i.e., bare hand, commercial glove, and customized glove) are as shown in Figure 10 and Table S2 in the supplementary material. In the grip strength task, the mean grip strength was 33.77 ± 2.47 kg for the bare hand, 26.40 ± 1.82 kg for the commercial glove (78.2% when compared to the bare hand), and 26.40 ± 1.80 kg for the customized glove (78.2% when compared to the bare hand). In the pegboard task, the mean pegboard time was 57.39 ± 3.15 s for the bare hand, 83.77 ± 6.30 s for the commercial glove (146.0% when compared to the bare hand), and 77.68 ± 9.43 s for the customized glove (135.4% when compared to the bare hand). Function results where the % value was calculated as a relative value to the bare hand.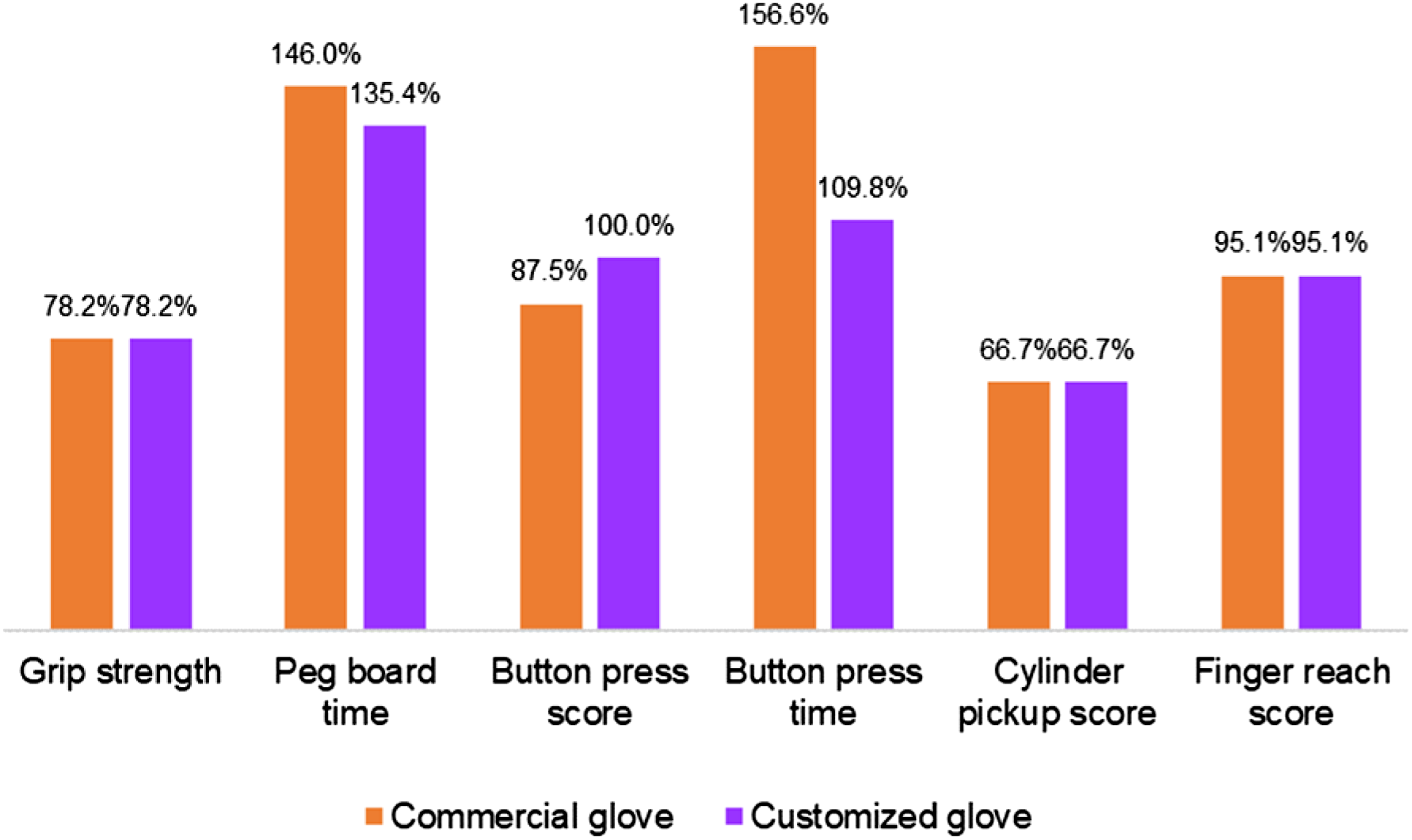
In the numeric button press task, the mean button press score was 8.0 ± 0.0 points for the bare hand, 7.0 ± 1.0 points for the commercial glove (87.5% when compared to the bare hand), and 8.0 ± 0.0 points for the customized glove (100.0% when compared to the bare hand). The mean button press time was 3.62 ± 0.68 s for the bare hand, 5.66 ± 0.57 s for the commercial glove (156.6% when compared to the bare hand), and 3.97 ± 0.53 s for the customized glove (109.8% when compared to the bare hand).
In the cylinder pickup task, the bare hand successfully picked up all three types of cylinders, while the commercial and customized gloves successfully picked up the 90 mm and 230 mm circumference cylinders but not the 400 mm cylinder. The cylinder pickup score was 300 points for the bare hand and 200 points for the commercial and customized gloves (66.7% when compared to the bare hand).
In the finger reach task, it was difficult for the pinky finger to reach point 5 (the lowest point on the thumb side) with the bare hand, while it was impossible for the thumb to reach point 11 (the lowest point on the pinky finger side), and impossible for the pinky finger to reach point 5 with the commercial glove and customized glove. As a result, the finger reach score was 30.5 points for the bare hand and 29.0 points for the commercial and customized gloves (95.1% when compared to the bare hand).
User evaluation results
User evaluation ratings and narrative statements on functional fit.
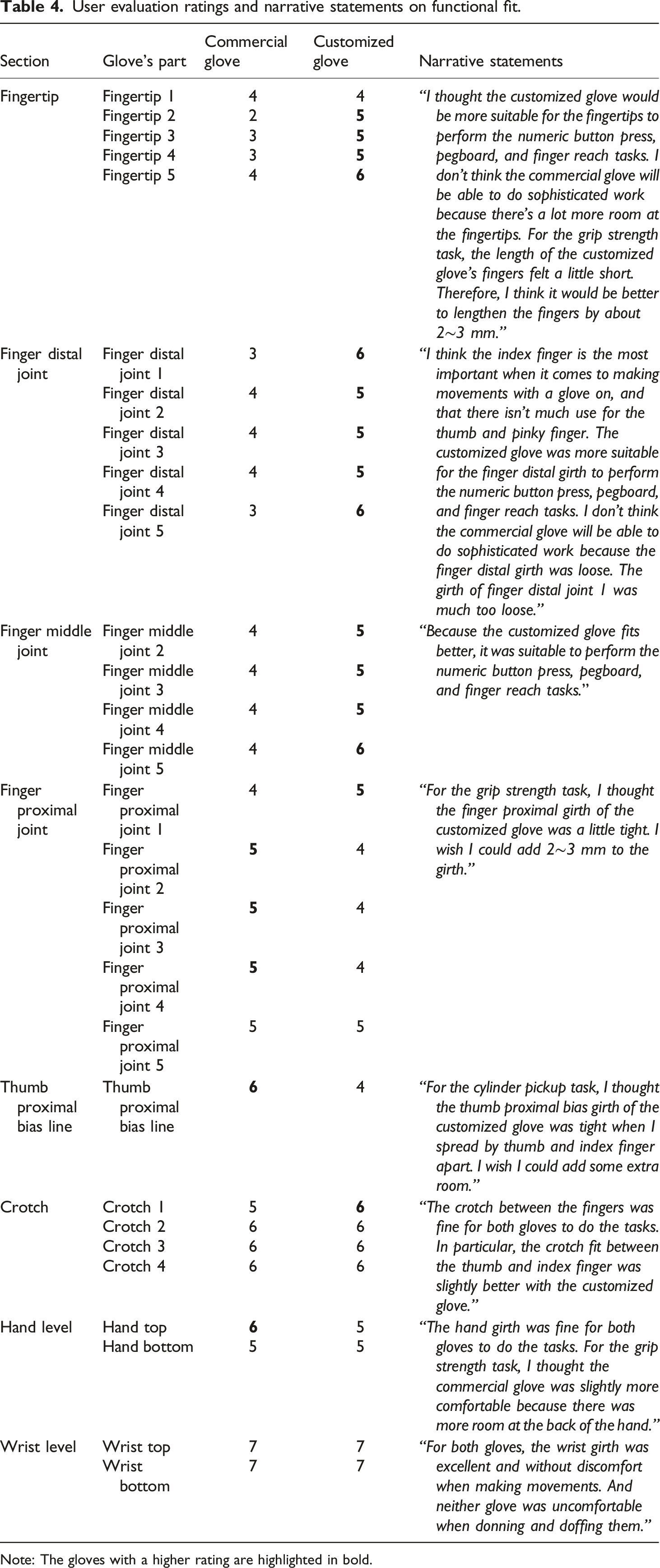
Note: The gloves with a higher rating are highlighted in bold.
Discussion
Validity of the CMP method for customized gloves
According to the principles of the CMP method, the customized glove block pattern is completely consistent with the dimensions of the hand, but as the hand is the most sensitive part of the body when it comes to sense of touch, 30 it is necessary to check whether the glove’s size is suitable for it to perform functions regarding grip strength, dexterity, movement, and touch. The functional success of a glove is closely related to performance accuracy and speed regarding dexterity. 29
The results of the wear test showed that the customized glove was superior to the commercial glove in the tests for the following functions: pegboard time, button press score, and button press time. When compared to the commercial glove, the customized glove shortened the pegboard time by 10.6%, improved the button press score by 12.5%, and shortened the button press time by 46.8% (Figure 10, Table S2 in the supplementary material). These results indicate that a tight fit that matches the hand’s dimensions contributes more to greater dexterity than a looser fit.
The following insights were derived from the user statements: it is important that the areas of the fingertips and finger distal joints fit well for the thumb and index finger when performing the button press and pegboard tasks (Table 4). The importance of the fingertips for sophisticated manipulations that require skin sensation is consistent with the findings of a previous study, 31 which showed that gloves that do not cover up the fingertips perform better than ones that cover the fingertips. In addition, the result that the function of customized gloves could not match the function of bare hands is consistent with the findings of a previous study, 32 which found that it is difficult for gloves made from a thin material and with an excellent fit to perform at the same level as bare hands. Therefore, gloves should be developed to improve convenience as well as aim to maximize hand/finger manipulation. 29 While commercial gloves have too much room, which makes it difficult to support performance accuracy and speed, customized gloves have an excellent fit and thus support hand functions, thus confirming that functional fit is a very important issue.29,33
However, the customized glove in this study performed at the same level as the commercial glove in the following tasks: grip strength, which determines the effect of force, cylinder pickup, which determines movement, and finger reach ability, which determines movement and touch (Figure 10, Table S2 in the supplementary material. The reason why the customized glove was not superior at these three tasks are explained by the user statements. The user stated that it was important for the fingertip and finger distal joint to fit well for the finger reach task, and that the finger proximal joint, fingertip, and hand top needed extra room for the grip strength task. In addition, for the cylinder pickup task, the user stated that extra room was needed in the thumb proximal bias girth to spread his thumb and index finger apart and wrap his hand around cylinders with larger circumferences (Table 4). The function and functional fit of the glove regarding grip strength, movement, and touch could therefore be improved by adding suitable extra space to the finger proximal joint, fingertip, hand top, and thumb proximal bias girth.
In conclusion, the results of the wear test showed that the customized glove made with the customized glove block pattern was effective in terms of function and functional fit when compared to the commercial glove. The results also showed that the key hand measurements that are needed for smart wearable gloves can be organized as follows: the fitness of the fingertip and finger distal joint girth for dexterity, extra room for the finger proximal joint, fingertip, and hand top for grip strength, as well as extra room for the thumb proximal bias girth for finger movement and touch. In a follow-up study, we plan to improve the glove’s performance by adding extra room to the block pattern in order to support a better function and functional fit.
Differences of the CMP method between gloves and leggings
The framework of the entire process for customized gloves was the same as the CMP method for customized leggings: Step 1, 3D human body figure acquisition and editing by 3D body scanning; Step 2, 3D grid creation with horizontal and longitudinal baselines; Step 3, body surface length measurement divided by the 3D grid; Step 4, transition of a body surface length measurement to a 2D block pattern; and Step 5, 2D block pattern reduction to obtain the final leggings pattern. 16 Due to the structural specificity of the hand, which differs from the lower body, the patternmaking process of the customized glove prototype differed from the method used for leggings.
To summarize, the main differences between the two methods, the leggings method first undergoes the process of using the side seam line and inside seam line to align the length. Second, the front triangular panel is turned to the back to prevent the inside seam line from being placed at the crotch so that it is more comfortable when worn. As a result, the back crotch length line shows a pattern in which it falls below the crotch level.
Unlike leggings, the gloves first had to undergo a process in which the top center line and bottom center line were used to align the length. As the glove pattern was created using a bent hand posture for motion suitability, it was not possible to use the side and inside seam lines. Second, as the free movements of the wrist and thumb made it difficult to define a consistent posture for a hand scan, it required a modified process that differed from the leggings pattern, where it is easier to define the correct posture of the lower body. Third, the fact that the hand’s proximal structure is trapezoid—unlike the structure of the lower body—meant a modified process was inevitable. We therefore proposed guidelines for customized gloves’ patternmaking to help future developers.
Guidelines for customized gloves’ patternmaking
Guidelines for the material selection and glove design
In the glove designing process, the material should be chosen considering various aspects, including protection, operability, agility, ease of donning and doffing, thumb construction, the arrangement of side panels and seams, the presence of lining, and fitness for use. Existing glove products use a wide variety of materials, designs, and fitness-for-use types. In this regard, this study aimed to find an alternative that would allow developers to make gloves consistent with hand dimensions and with a good structural fit. Therefore, while selecting a basic glove design to support various purposes of hand wearables, the pattern dimensioning was conducted in accordance with the hand dimensions to construct a block patternmaking method for gloves. Since the jersey material used was a knit fabric with moderate elongation, the glove prototype seemed to have an appropriate fit for the user’s hands.
Guidelines for the 3D hand figure acquisition and editing
In the 3D hand figure acquisition stage, selecting the scanned hand posture and preventing the hand from shaking were important issues. Kim et al. 13 found that appearance of close-fitting gloves based on both naturally bent and open hand postures are similar, but gloves based on the open hand posture are not suitable for bending hand movements in which the pressure around the back of the hand increases. Therefore, a bent hand posture should be scanned to support finger movements. In this study, to standardize the bent hand posture, the angle of the third finger’s middle joint was maintained, and a plate was used to place the fingertips on a flat surface. To standardize the space between the fingers, a plate marked with a reference line was produced and controlled the spread of the fingers.
To extract the exact shape of the hand, the extracting method had to resolve the slight shaking of the finger. If the wearer’s finger shaking is not controlled during hand scanning, the error in the hand measurement increases, and this may affect the final prototype’s dimensions. The study participant’s right hand had a naturally bent posture, 13 so he was asked to hold his right forearm with his left hand to prevent his hand from shaking. The scanning time was kept as short as possible, and was completed within 10 s. Therefore, in some instances, the scanner’s laser could not illuminate the inside and outside of the hand and between the fingers. However, a closed-shape structure could be implemented through the fill holes operation using reverse engineering software. If hand scanning can be performed more than twice, the error between the dimension of the hand and the manual measurement must be checked, and the hand figure selected must be within 1 mm, 34 which is the tolerable error for the hand when measuring the 3D human body.
Guidelines for the 3D grid creation
In the 3D grid creation stage, a difficult problem arose wherein we could not draw the horizontal perimeter line of the back of the hand and the bottom of the hand below the thumb’s proximal (F1Pro) level. Furthermore, during scanning, setting landmarks according to the wrist joint angle was difficult because the hand was not at the right angle between the hand (H) level and the hand center top (HCTop) line due to its structural characteristics, and the finger joint could be freely rounded and stretched in the medial or lateral direction, and top or bottom direction. In this study, the upper wrist (Uw) level of the upper wrist girth, which is the same as the hand girth measurement, was horizontally drawn for a reference. In addition, the wrist (W) level was drawn as a reference line to grasp the ease of allowance of the glove wrist and the distance from the Uw level.
The thumb-to-finger movement is important in performance, so the thumb bias (F1Bia) curve line is also an important issue. However, the criteria for the F1Bia curve line setting from the 3D hand figure have not yet been established. This study created a reference plane based on the thumb crotch point between the thumb and index finger and the crease point near the wrist based on the thumb’s movement to draw the F1Bia curve line of the thick palm area on the thumb side (Figure S2 in the supplementary material).
Guidelines for the measurement of divided hand surface length
Since donning and doffing should be considered for the glove hemline, products that do not fit the wrist are common, and the longitudinal surface length near the wrist varies greatly depending on the angle of the wrist joint during scanning. Therefore, the pattern do not always reflect the surface length measurement. In this study, the participant’s wrist was scanned with the hand bent upwards. Therefore, the longitudinal line on the top of the hand became relatively short, and there was a difference of approximately 1 mm between the longitudinal line on the inside and the outside. To standardize the longitudinal surface length at the medial, lateral, bottom, and top sides according to the wrist posture taken during scanning and give sufficient sizes below Uw, the global distance value of 29.2319 mm from the bottom Uw point to the W level was used for the medial, lateral, bottom, and top sides (Figure S3 in the supplementary material).
In this study, we attempted to measure the surface length of the finger sideline. However, when converting it to a 2D pattern, it was difficult to match the 2D pattern of the finger sideline with the surface length measurement of the finger sideline, both on the top and the bottom, so the surface length measurement of the finger sideline was omitted in the process. This can be explained by the fact that—compared to the open hand posture—the longitudinal line of the finger on the top becomes longer and the longitudinal line of the finger on the bottom becomes shorter in the bent hand posture, making it difficult to implement the 2D pattern within each panel of the top and the bottom.
Guidelines for the transition to a 2D block pattern
In this study, the structure of existing glove products was observed. Very few patternmaking methods for gloves that convert the hand surface length measurement into a 2D pattern could be found. The hand proximal part of existing gloves is constructed as rectangular from the hand (H) level to the wrist (W) level, and the circumference is either slightly reduced from the wrist or an e-band is added to reduce it. However, the shape of a human hand is close to that of a trapezoid. This is supported by the fact that the HTop-A is twisted without being perpendicular to the HCTop line in the standard method22,24 when measuring the girth of the hand. In this study, the participant’s HTop-Ag was twisted by 12.5°. Movements of the fingers and wrists are more familiar toward the inside of the human body, and conventional gloves with a rectangular hand proximal part pattern allow the lateral side of the wrist be loose. Based on this point, this study devised a glove pattern by considering the structure twisted by HTop-Ag between the HCTop line and HTop-A as a trapezoid to enhance the size suitability in terms of the hand structure (Figure S4 in the supplementary material).
In constructing the glove’s fingers, aligning the total circumference of the fingers is more important than aligning the width of the fingers. Each finger’s width measurement was matched by the glove’s finger width, and the fingertip was drawn with a U-shaped curve. As the width measurements of the first and middle finger joints were similar, with a difference of 0.1 mm, the width of the glove’s first and middle finger joints was kept the same by using a large value between the two for visual balance. To match the glove finger’s circumference with the human finger’s circumference, the width of the finger side panel was calculated as ([finger circumference measurement – 2·glove fingers’ width measurement] ÷ (2) and inserted in a 2D pattern. When making hand-sized gloves, it is also possible to use the first and middle joint width measurements for each corresponding location.
As an alternative to constructing the finger side panel, it was easy to derive quantitative pattern results by drawing a curved line that matched the long finger’s longitudinal line on the top side and the short finger’s longitudinal line on the bottom side in the bent hand posture and matching the side panel outline with the amount of the curve line. Consequently, the finger side panel formed a C-curve shape as a result of the bent hand posture (Figure S5 in the supplementary material). The finger side panel structure of the C-curve is a core element of this study’s method, along with the trapezoidal hand proximal part structure.
Guidelines for the adjustment of the fit level
If future developers want to produce gloves with a higher fit level, they should use stretch materials with greater elongation than the materials used in this study to find ways to reduce patterns that reflect the material’s elongation. As reported in studies on elastic materials in tight-fitting clothing,16,35,36 the rate of pattern reduction or material elongation application between the weft and warp direction should be operated differently in gloves. Few in-depth studies have been conducted on the application rate of pattern reduction or material elongation on gloves production. Since previous studies have not considered gloves with increased external pressure, such as those on compression leggings or tops, the relevance of proper external pressure to the hand for performance should be investigated due to the increase in the fit level caused by reduced elastic material patterns.
Application of the gloves’ test protocol
With regard to gloves, there is a lack of established patternmaking methods and evaluation tools as well as a lack of discussion on this topic.10,11 Most of the functional testing of gloves are performed by adopting hand function tests,26,37 with few test protocols and user evaluation tools to assess whether the gloves are a good fit or suitable for specific movements. In this study, quantitative functional tasks, the user’s subjective fit evaluations, and qualitative narrative statements were combined to assess gloves, and were valuable tools for a detailed analysis. Furthermore, as the hand is divided into many parts, it is not easy for users to simply evaluate gloves using the table method. The questionnaire developed in this study has the advantage of making it more convenient for users to evaluate gloves as they can rate the parts of the glove that are shown as images.
Conclusions
This study produced a glove prototype and verified its effectiveness through a wear test by presenting a patternmaking methodology that can implement customized glove patterns with 3D hand scanning and hand measurement alone, and guidelines for glove patternmaking that takes the structural characteristics of the hand into consideration. The CMP method proposed in this study is original in its application of the finger side panel structure of the C-curve and the hand proximal trapezoidal structure to patternmaking. Furthermore, the study confirmed the implementation of a customized glove prototype that fits well with the user’s hand in terms of size and structure.
Nonetheless, some of the limitations of the present study must be acknowledged. The first major limitation is that only one male subject was included in the pilot study. Additionally, since gloves are often made of elastic materials, a plan to reduce patterns should be specified for use in a more closely attached fit. In a follow-up study, we plan to develop baseline gloves that fit well with the user’s body and control the tightness of each body part to support functionality.
Due to construction complexity, the method will be suitable for developing assistive devices for people with disabilities or wearables for special functional purposes, where individual customization is essential, rather than mass production. The newly developed CMP method for customized gloves can be used as a baseline for smart wearables as well as functional wear to provide high functionality and usability for individual users with hands that require customization.
Supplemental Material
Supplemental Material - Corresponding measurement-based patternmaking method for customized gloves to support smart wearables
Supplemental Material for Corresponding measurement-based patternmaking method for customized gloves to support smart wearables by Hye Suk Kim, Yujin Hong and Hee Eun Choi in Journal of Industrial Textiles
Footnotes
Author contributions
Conceptualization: HSK. Data Curation: HSK and YH. Formal Analysis: HSK and YH. Funding Acquisition: HEC. Investigation: HSK and YH. Methodology: HSK and HEC. Project Administration: HEC. Resources: YH. Software: HSK and YH. Supervision: HEC. Visualization: HSK. Writing–Original Draft Preparation: HSK, YH, and HEC. Writing–Review & Editing: HSK, YH, and HEC.
Declaration of conflicting interests
The authors declared the following potential conflicts of interest with respect to the research, authorship, and/or publication of this article: HSK and HEC are the inventors of the patent (KR Patent No. 10-2023-0058609), which was applied to the Korean Intellectual Property Office by SNU R&DB Foundation.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the New Faculty Startup Fund grant funded by the Seoul National University (No. 350-20220075), and by the National Research Foundation of Korea (NRF) grant funded by the Korean Government (MSIT) (No. RS-2023-00213398).
Ethical approval
This study was approved by Seoul National University Institutional Review Board (Ethics Code: 2212/002-002). All participants provided written informed consent prior to enrolment in the study. This research was conducted ethically in accordance with the World Medical Association Declaration of Helsinki.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.