
Abstract
Cotton fibers can be used to produce nonwovens suitable for numerous single use applications including hygiene, wipes, and medical products among others. Cotton comprises a relatively small amount of total raw materials used in nonwovens production compared to the synthetic fibers of polyester and polypropylene, but the use of cotton fibers in nonwovens continues to increase due to demand for disposable products containing natural, sustainable, and biodegradable materials. However, the relationship between cotton fiber classification measurements and nonwoven fabric physical and functional properties are not well characterized. A better understanding of the effects of cotton fiber properties on nonwovens fabric properties will facilitate fiber selection for specific end-use applications. In this study, cotton fibers with broad distributions of fiber quality measurements from 10 recombinant inbred lines of a multi parent advanced generation intercross multiparent advanced generation intercross population were harvested and processed in their greige state into hydroentangled nonwoven fabrics of two distinct basis weights. Tensile testing of lightweight nonwovens indicated fiber length and tensile strength at break were positively correlated with fabric strength, whereas micronaire (air permeability of a fiber bundle) was negatively correlated indicating finer fibers contributed to increased fabric strength. Increased strength of heavyweight fabrics was mainly correlated with higher fiber uniformity index. These results suggest that cotton fibers could be selectively sourced based on fiber quality for specific nonwoven applications and establishes alternative market opportunities for cotton fibers classified as inferior and subject to discount pricing in the woven textile market.
Keywords
Introduction
Cotton fibers represent an important agricultural commodity utilized globally in textile production. Currently, the total US cotton production per annum exceeds 3.2 million metric tons representing approximately 14.9 million bales. 1 Most US cotton fibers are exported for woven and knitted textile production, while a small portion are used in the nonwovens sector. Markets for cotton nonwovens include personal hygiene, cosmetics, medical textiles such as absorbent bandages, and wound dressings, disposable wipes as well as industrial applications such as geotextiles and automotive composites. 2 Needlepunched nonwovens composed of various staple fibers including polyester, viscose, or cotton have also been shown to improve the mechanical properties in composite materials.3–5 Tejyan (2021) demonstrated that hardness, impact strength, compressive, and tensile strength of hybrid polymer composites improved as a function of increased weight percent of cotton in the needlepunched mat. 3 The nonwovens industry continues to invest in more environmentally responsible products, driving the demand for sustainable raw materials such as cellulosic fibers. According to market reports, cotton and other natural fibers such as jute, hemp, and flax, accounted for 7% of North American staple fiber consumption for nonwovens in 2021, representing an increase of 1% from the previous year. 6 Increased use of cotton and other natural fibers for nonwovens is attributed to increasing consumer demands for disposable products that are sustainable and biodegradable. Other drivers include the European Union’s Single Use Plastics Directive which is has increased demand for natural fibers in disposable applications such as wipes and hygiene products. 7
One of the major advantages of cotton-based nonwovens is that they are readily biodegradable under aerobic soil conditions compared to polyester (PET) and polypropylene (PP).8,9 Cellulosic microfibers generated by cotton and rayon fabrics during laundering are also biodegradable in stark contrast to synthetic microfibers, which persist in the environment, exacerbating the growing problem of marine microplastic pollution. 10 Greige cotton fibers are inherently hydrophobic due to an outer layer of epicuticular wax which, in traditionally cultivated cottons, comprises approximately <1% (w/w) of the fiber. 11 In commercially available scoured and bleached cotton fibers, wax and other cellular components such as pectin are chemically removed resulting in highly hydrophilic fibers composed almost entirely of cellulose. The hydroentanglement (HE) process of producing greige cotton-based nonwovens provides the option of preserving the natural hydrophobicity of the greige cotton fibers, thereby producing a hydrophobic nonwoven fabric. The degree of hydrophobicity is dependent on the level of hydraulic energy applied to the fabric during the production process, which can be increased such that the epicuticular wax of the fibers is disrupted and removed, thereby resulting in the production of a highly hydrophilic, absorbent cotton-based nonwoven fabric.12–14 This unique processing versatility is free of caustic chemical treatments and enables the production of greige cotton-based nonwovens tailored for specific end-use applications with regards to moisture management and fluid handling properties. Chemical free modification of cotton fibers also reduces chemical effluents from textile processing, a major source of environmental contamination. 15
As the use of cotton fibers in nonwovens increases, so do opportunities for their use in specific applications based on the variations such as tensile strength at break, fineness, and length. While the effects of fiber quality are well-known in knit and woven fabrics, there is little data related to nonwoven fabrics.16–24 Previous reports suggest that the properties of fabrics produced by HE are less susceptible to aberrations in fiber quality; However, these experiments compared NP and HE fabrics of one weight from cotton bales of varying properties. 25 Such a comparison between HE and NP fabrics is not particularly insightful, since they are two very different types of nonwovens and variances that can arise from changes in processing variables were not considered.
To expand upon the interrelationships between cotton fiber quality and the properties of their HE nonwovens regarding tensile strength, fibers demonstrating a range of physical characteristics were obtained from 10 recombinant inbred lines (RILs) within a multiparent advanced generation intercross (MAGIC) population.26–29 Fibers from each of the 10 RILs were hydroentangled to form individual fabrics of two different basis weights and subjected to various tensile testing methodologies to investigate potential effects of fiber quality on tensile strength. Potentially significant implications of these findings include the ability to selectively source fibers based on their application, the establishment of alternative markets for inferior fibers and the development of high-yielding varieties independent of fiber quality.
Materials and methods
Cotton production, harvesting, and ginning
The 10 cotton recombinant inbred lines (RILs) used in this experiment were derived from an Upland cotton Multi-parent Advanced Generation Inter Cross (MAGIC) population.26,27,29–31 The RILs were grown under standard field conditions at the United States Department of Agriculture (USDA) facility in Stoneville, MS during the 2017 growing season. All lines were planted in three two-row plots each measuring 12.2 × 1.0 m. The soil type was Beulah fine sandy loam (a coarse-loamy, mixed, active, thermic Typic Dystrochrepts). Standard conventional field practices were applied during the growing season and plants were harvested by a two-row mechanical picker. Seed cotton of each line was collected manually during the harvesting process by putting a bag at the chute in the picker. Seed cotton from each RIL was saw-ginned at the USDA ginning facility in Stoneville, MS.
Fiber quality measurements
Cotton fiber quality measurements were performed by High Volume Instrument (HVI) and Advanced Fiber Information System (AFIS; Uster Technologies Inc., Charlotte, NC). For HVI measurements, fiber length was reported as upper half mean length (UHML), which is the mean length of the number of fibers in the largest half by weight of fibers in a cotton sample. Fiber tensile strength at break (STR) was reported as cN dtex−1, which is the force in grams required to break a bundle of fibers in one Tex unit in mass (weight in grams of 1000 m of fiber length). Fiber elongation at break (ELO) is obtained during STR determination and was reported as the ratio in percent between fiber bundle length at break and the initial fiber bundle length based on gauge length. Fiber fineness and maturity were reported as micronaire (MIC), which is the air permeability of a constant mass of fibers compressed to a fixed volume. Short fiber content (SFC) was reported as the percentage of fibers by weight shorter than 12.7 mm in length. Uniformity index was reported as the ratio expressed in percent between the mean fiber length and the UHML. For AFIS measurements, fiber length was reported as upper quarantile length (UQL) by fiber weight. The UQL is the average length of the longest 25% of fibers measured. Short fiber content (SFC) was reported as the percentage of fibers by weight shorter than 12.7 mm in length. Fiber fineness was given as millitex (milligrams per kilometer of fibers). Fiber maturity ratio and immature fiber content (IFC) are determined by measuring fibers from two different angles with optical sensors and evaluating the shape of the fiber. Neps, trash, and dust counts are determined optically by AFIS and reported per Gram of fiber. 32 A detailed description of the measurements obtained by HVI and AFIS are freely provided in the Uster Application Reports at www.uster.com.33,34
Nonwovens fabric production
Cotton fibers from each RIL were chute fed through a Saco Lowell nonwovens card fitted with Cardmaster plates (John D. Hollingsworth on Wheels, Inc., Greenville, SC). The fiber web produced by the card was fed directly into a crosslapper (Technoplants srl., Pistoia, Italy). The number of crosslaps was varied to produce two rolls from the fibers of each RILs with target fabric basis weights of approximately 50 g m−2 and 100 g m−2. In order to consolidate the fabric webs prior to hydroentanglement, the crosslapped webs were needlepunched (NP) by being fed continuously into a needleloom (Technoplants srl.) with three barb, 9 cm conical needles (Groz-Beckert KG, Albstadt, Germany) and needling impact on the crosslapped web of 130 points cm−2 and 490 strokes min−1. The NP fabrics were then fed to a 1 m wide HE system (Trützschler Nonwovens GmbH, Dülmen, Germany) running at a production speed of 5 m min−1. The HE system utilized one low pressure wet-out head and two high pressure fabric formation heads. The nozzle strips used were 1 m long and had an orifice size of 120 μm with 19.8 orifices per cm. The 50 g m−2 HE fabrics were produced with the low pressure providing hydraulic energy at 2.5 MPa and both fabric formation heads at 7.5 MPa. The 100 g m−2 HE fabrics were produced with the low pressure providing hydraulic energy at 2.5 MPa and both fabric formation heads at 12 MPa. The specific energy of HE for both fabrics was calculated as previously described. 13
Tensile testing
The tensile properties of HE nonwoven fabrics were measured by three different standardized techniques according to ASTM International including the Grab Method, Strip Method, and Tongue Tear Procedure.35–37 Measurements were given as the force (N) required to break or tear the fabric, and elongation at break, which was recorded as the percent increase in fabric length at breaking force based on the gauge length. All standardized tests were performed in both the machine direction (MD), which is the direction in which the raw fibers flow and are processed through the machinery, and the cross direction (CD), which is perpendicular to the MD. The Grab Test method utilizes a fabric specimen mounted centrally in two clamps of a tensile testing instrument. A force is applied to the specimen by moving the jaws apart at a constant rate and the force required to break the fabric specimen is recorded. The increase in length of the specimen at the breaking point is used to calculate the elongation at break. The Grab Test and Strip Method use the same approach to determine the elongation at break of the fabric specimen; However, in the Grab Test only the central portion of the specimen is clamped, whereas in the Strip Method the entire width of the specimen is clamped.
The Tongue Tear Procedure uses a rectangular fabric specimen cut in the center of the shorter edge to form a two-tongue specimen. The tensile testing instrument has two clamps and one tongue is held in the upper clamp and the other tongue in the lower clamp. The separation of the clamps is continuously increased at a defined constant rate to apply a force to propagate the tear between the two tongues of the specimen. The force required to propagate the tear is recorded and the maximum force to continue the tear is calculated.
Weight
Fabric weights for all samples were calculated according to the procedure described in ASTM D3776/D3776 M - 09a:2017 (Standard test methods for mass per unit area (weight) of fabric). 38
Environmental scanning electron microscopy (ESEM)
Fabric samples were adhered to aluminum stubs using carbon adhesive tabs and sputter coated with gold to a thickness of approximately 100 nm using a custom made 4-gun sputtering tool. The prepared samples were then analyzed using a KLA-Tencor (Amray) 3600 FE field emission microscope (SEMTech Solutions, Inc., North Billerica, MA) with an accelerating voltage of 5.0 kV under high vacuum conditions. Images were taken of each sample at ×50 magnification.
Statistical analysis
Statistical analysis of the data sets was performed with GraphPad Prism Version 8.0.0 (GraphPad Software Inc., San Diego, CA).
Results and discussion
Cotton fiber classification
Fiber quality measurements of the 10 cotton recombinant inbred lines (RILs) determined by High Volume Instrument (HVI).

MIC: micronaire; STR: tensile strength at break; UHML: Upper half mean length; ELO: elongation; SFC: short fiber content; UI: uniformity index.
With nonwoven fabrics properties. Since HVI is primarily used for cotton fiber classification and subsequent market valuation, all data and results related to AFIS measurements are provided as supplementary data. Certain HVI and AFIS fiber quality measurements include classification ranges associated with the market valuation of cotton fibers. As predicted based on selection criteria for the RILs, the HVI and AFIS measurements for each fiber quality parameter included a broad range of values that encompassed multiple classification metrics. These included micronaire range designations of premium, base, and discount value; strength ranges of very strong, strong, and average; uniformity indices of high and average; upper mean half lengths of extra-long, long, and medium; and elongation values of very high, high, average, and low. Elongation is not considered a factor in the market value of cotton fibers despite its demonstrated importance in the processing of fibers into yarns and woven fabrics.39,40 The AFIS data included fineness values of fine, average, and coarse; short fiber contents of high, medium, low, and very low; maturity ratios of mature and very mature; immature fiber contents of medium, low, and very low; and nep contents of very high, high, medium, and low. The average fiber quality measurements from the HVI and AFIS data are shown for fibers from each RIL along with the aforementioned market classifications that affect the cotton fiber market value (Figure 1, Figure S1). To illustrate the known correlations among the various fiber quality measurements for both HVI and AFIS, Pearson correlation coefficients were Fiber quality measurement distribution and classification of the 10 RILs using HVI.
Pearson r correlation values for HVI and AFIS cotton fiber quality measurements.

Data points shaded in gray were significant at a p-value of 0.05. MIC: micronaire; STR: tensile strength at break; UHML: upper half mean length; ELO: elongation; SFC: short fiber content; UI: uniformity index; Fine: fineness; Mat Ratio: maturity ratio; IFC: immature fiber content; UQL (w): upper quarantile length by weight (g); SFC (w): short fiber content by weight (g).
Nonwovens fabric tensile properties
Fabric weights, processing HE energies and tensile testing results for lightweight cotton hydroentangled nonwoven fabrics produced from fibers of 10 cotton recombinant inbred lines (RILs).
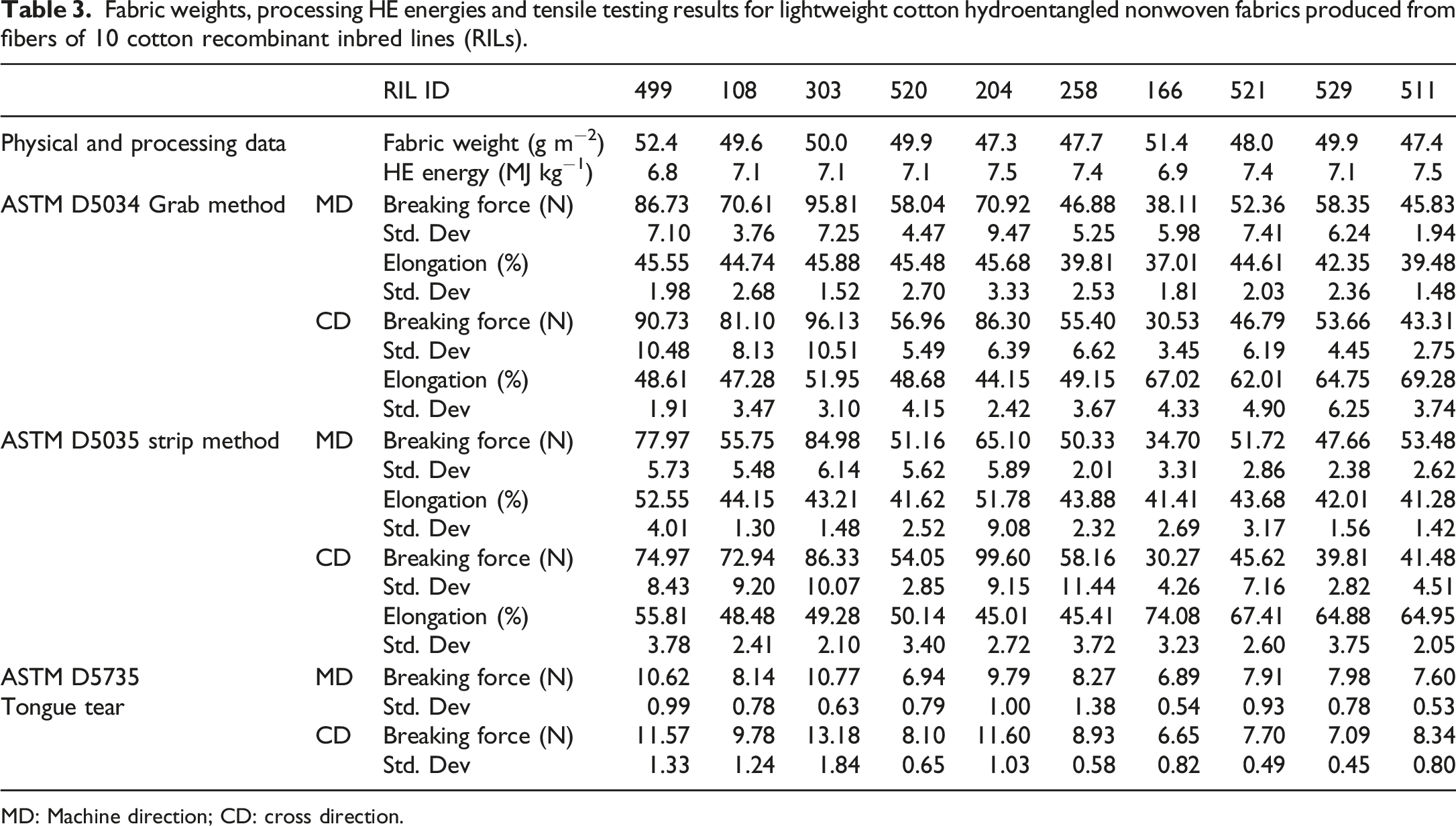
MD: Machine direction; CD: cross direction.
Fabric weights, processing HE energies and tensile testing results for heavyweight cotton hydroentangled nonwoven fabrics produced from fibers of 10 cotton recombinant inbred lines (RILs).

MD: Machine direction; CD: cross direction.
The heavier weight 100 g m−2 fabrics shown in Table 4 produced more variable results with fewer obvious trends between fiber quality measurements and tensile properties of the nonwoven fabrics. In the Grab Test, RILs 521 and 108 fabrics showed the greatest breaking strengths of 204.57 N and 221.21 N, in the MD and CD, respectively. The weakest 100 g m−2 fabrics in the Grab Test were obtained from RIL 520 with a breaking strength of 137.63 N in the MD and RIL 529 with a breaking strength of 26.08 N in the CD. Similarly, in the Strip Test, the strongest fabrics were produced from RIL 521 fibers in the MD and RIL 204 fibers in the CD, while the weakest fabrics were produced from RILs 520 and 529 in the MD and CD, as in the Grab Test. The Tongue Tear testing method revealed that RIL 303 yielded the strongest fabric in
The MD. Similarly, to the Grab Test in the CD, RIL 108 produced the strongest heavyweight fabric. As with the Grab and Strip Tests in the MD, the Tongue Tear Test produced similar results with RIL 520 producing the weakest fabric in the MD. In the CD, RIL 521 produced the weakest heavyweight fabric. Although the results of the tensile testing for the heavyweight fabrics are more variable than the results for their lightweight counterparts, RIL 520 consistently produced the weakest fabric in the MD for all three testing methods in the heavyweight fabrics. It may also be noted that in some cases consistent trends are absent in the MD and CD, despite the fabrics being crosslapped prior to hydroentanglement. This is most likely attributed to the design of our fabrication line, since the card, cross lapper and needle punch are not continuous with the hydroentanglement line.
Effects of fiber quality on nonwoven fabric tensile properties
Pearson r correlation values for HVI cotton fiber measurements, fabric weights, processing HE energy and lightweight hydroentangled nonwoven fabric tensile properties.

Data points shaded in gray were significant at a p-value of 0.05. MD: machine direction; CD: cross direction; MIC: micronaire; STR: tensile strength at break; UHML: upper half mean length; ELO: elongation; SFC: short fiber content; UI: uniformity index.
By weight of fibers of 12.7 mm or less in length, was also measured by both HVI and AFIS and produced comparable results for both instrumentation methods (Table 1, Table S1). Interestingly, the SFC yielded no significant correlations to tensile strength for the 50 g m−2 fabrics despite the significant positive correlation with fiber length (Table 5, Table S2).These observations were similar to woven fabrics in which the use of longer, finer fibers resulted in stronger yarns.20,21,41 Since nonwovens forego the need for spinning fibers into yarns, the results suggested the increased fabric strength is likely the result of a greater number of fiber entanglements as previously hypothesized, 25 and increased fiber-fiber dry friction forces that occur with longer and finer fibers as more fiber surface area is present per mass unit.
Pearson r correlation values for HVI cotton fiber measurements, fabric weights, processing HE energy and heavyweight hydroentangled nonwoven fabric tensile properties.
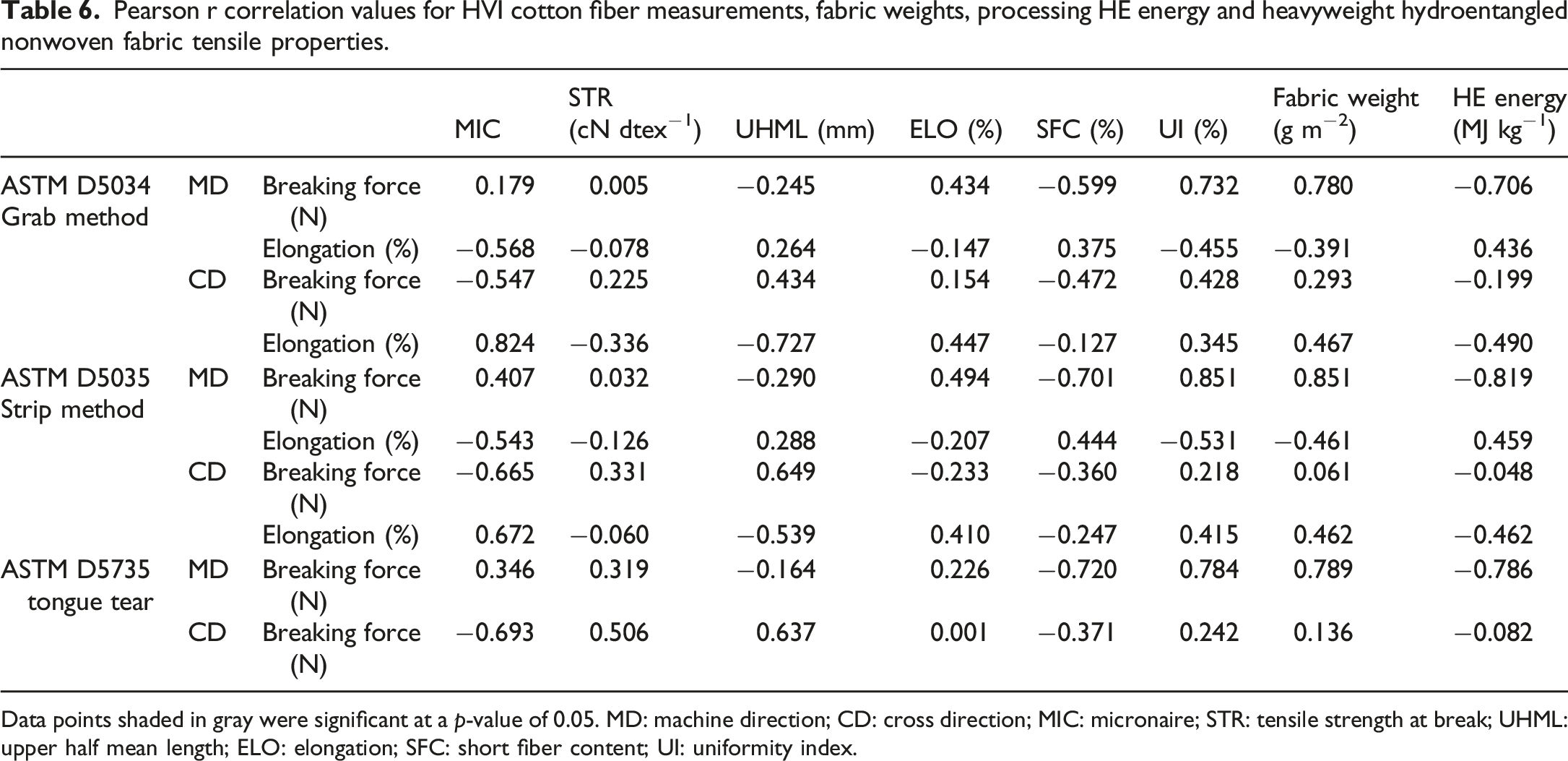
Data points shaded in gray were significant at a p-value of 0.05. MD: machine direction; CD: cross direction; MIC: micronaire; STR: tensile strength at break; UHML: upper half mean length; ELO: elongation; SFC: short fiber content; UI: uniformity index.
Additional significant correlations present in the heavier weight samples but absent in the lighter weight samples include fabric weight (positive) and HE energy (negative). These findings agree with previous observations for 70 g m−2 HE fabrics. 25 In comparison to previous studies, it is important to note that the previous study utilized a higher energy of hydroentanglement of approximately 9.1 MJ kg−1 versus an average energy of 7.0 MJ kg−1 used here. This detail is useful because previous research has indicated that the tensile properties of cotton HE fabrics are significantly impacted by HE processing parameters including the jet strip configuration and total hydraulic energy applied to the fabric during production.12,42 The total hydraulic energy was shown to have a significant positive correlation with the tensile strengths of cotton HE fabrics and even higher significant positive correlations were observed with number of orifices per cm on the jet strips. 12 In the current study, these variables were maintained constant during all production runs while water jet bonding pressure was increased for the 100 g m−2 fabrics to maintain equivalent total hydraulic energy for both the light and heavy basis weight fabrics.12,13 Taken together with previous data, our findings suggest that in the heavier weight fabrics, in-plane fiber distribution may make the most significant contribution to overall fabric strength.
As previously reported, crosslapping the card web results in a more randomized fiber orientation within the fabric structure by orienting fibers more evenly in the MD and CD prior to processing into nonwoven fabrics through NP and HE.
25
However, the number of crosslaps for the 100 g m−2 fabrics were approximately double the 50 g m−2 fabrics, likely causing the significant correlations observed primarily in the CD for the heavier fabrics. Fiber orientation for representative lightweight and heavyweight HE fabrics were visualized by environmental scanning electron microscopy (ESEM) and are shown in Figure 2. In the ESEM images, a clear difference can be seen between the lightweight and heavyweight samples, where the fiber distribution within the sample is denser. Despite differences in the number of crosslaps between lightweight and heavyweight samples, a predominant fiber orientation relative to MD or CD is still difficult to visualize. Likewise, the differences in the fiber micronaire and fineness between the RIL 499 and RIL 511 samples are not visible. Environmental scanning electron microscopy (ESEM) images of HE fabrics 
An increase in fabric weight resulted in an increase in the tensile strengths of fabrics produced from all cotton RILs for all standardized tests that were conducted (Table 3, Table 4). Despite the significant negative correlations observed between fiber fineness and 50 g m−2 fabric strength (i.e., finer fibers resulted in stronger fabrics), coarser fibers resulted in an overall greater increase in fabric strength when comparing 50 g m−2 fabric with 100 g m−2 fabrics. This was especially evident with the Grab and Strip Method tests in both the MD and CD for fabrics produced from the discounted coarse, high micronaire fibers of the cotton RILs 166, 521, 529, and 511. As a function of increased basis weight, fabrics produced from fibers of these RILs exhibited increases in strength ranging from 264 - 503% in the MD, and 183–429% in the CD. Fabrics produced from the discounted finer, low micronaire fibers of RILs 499, 108, and 303 exhibited increases in strengths ranging from 94 - 252% in the MD, and 74–172% in the CD. Regardless of the observed difference in strength among the 50 g m−2 fabrics, the 100 g m−2 fabrics produced from fibers of all the cotton RILs exhibited similar tensile properties.
To view nonwoven fabric strength as a function of cotton fiber classification, the tensile testing results for the HE nonwoven fabrics were analyzed according to HVI fiber quality classification groups as shown in Figure 1. The HVI fiber quality measurements used were those with the most significant correlations with HE fabrics tensile properties, namely length (UHML) and fineness (MIC). RILs with MIC values that placed them in “discount” pricing (i.e., very coarse or very fine fibers) were chosen to compare tensile properties of fabrics produced thereof (Figure 3, Figure 4). The two MIC groups were fabrics produced from coarse discount fibers of RILs 511, 521, 529, and 166; and fabrics produced from fine fibers of RILs 499, 108, and 303. The fabric groups for UHML were differentiated based on length classifications of extra-long (RILs 303 and 204), long (RILs 520, 108, 258, and 499), and medium (RILs 529, 166, 511, and 521). Most fibers from the RILs used in this study were classified by HVI as strong or very strong, with only fibers of RIL 521 classified just below the strong threshold as average (Table 1, Figure 1). For this reason, fabric groups for STR were grouped into classifications of very strong (VS) or average-strong (A-S). 50 g m−2 fabric testing results grouped according to HVI fiber micronaire, length and tensile strength as shown in Figure 1. Micronaire: H: High; L: Low); Length: XL (extra-long); L (long) or M (medium); Strength: VS (very strong); A-S (average to strong). An asterisk indicates statistical significance at a p-value of 0.05 as determined by one-way ANOVA with Tukey’s multiple comparison test. 100 g m−2 fabric testing results grouped according to HVI fiber micronaire, length and strength as shown in Figure 1. Micronaire: H: High; L: Low); Length: XL (extra-long); L (long) or M (medium); Strength: VS (very strong); A-S (average to strong). An asterisk indicates statistical significance at a p-value of 0.05 as determined by one-way ANOVA with Tukey’s multiple comparison test.

This information becomes relevant and critical for nonwoven end-use specificity. For example, lighter weight HE fabrics may not require high tensile strength in less physically rigorous applications such as diaper, incontinence, and other hygiene components where fluid handling properties are of greater importance. 43 However, lightweight HE fabrics utilized for disposable wipes applications, disposable apparel or hospital bedding require higher tensile strength to prevent structural failure during usage. Of particular interest was the increase in tensile strength of heavyweight nonwoven fabrics produced from coarse cotton fibers. The lighter weight 50 g m−2 fabrics produced from finer fibers were stronger than those produced from coarser fiber. However, this finding was absent for the heavyweight fabrics, where tensile strengths were comparable for fabrics produced from either fine or coarse fibers. This suggests that for heavyweight applications that require greater tensile strength, HE fabrics can be produced independent of cotton fiber properties. Heavyweight applications for HE fabrics may include disposable garment components that require greater strength and durability, and agrotextile materials such as biodegradable weed barriers. 44
These results indicate that cotton fibers can be sourced independent of premium market values. In fact, for either light or heavyweight applications, cotton fibers in the discounted price range present opportunities for value-added products in the nonwovens market and the opportunity to address deficiencies in cotton bale utilization due to inferior fibers that become waste products. Fiber MIC determined by HVI is a key attribute in market value determination of cotton fibers. Spot prices are set by crop (Upland cotton or American Pima cotton) and region according to fiber UHML (reported as staple in 32nds of an inch) and color grade which refers to gradations of whiteness and yellowness in the fibers. Cotton fiber spot prices are adjusted according to HVI fiber quality measurements for MIC, bundle tensile strength at break, and uniformity index, with discounts or premiums applied resulting in adjusted reflecting fiber quality. 45 The weekly values of fibers from the 10 RILs used in this study were determined for three Regions and shown with initial spot prices and prices after premium and discount price adjustments (Table S4).
The findings presented here have broad implications not just for cotton fiber utilization in nonwovens, but also presents opportunities for cotton breeders to develop cultivars specifically for nonwoven applications. Historically, one of the greatest challenges faced by cotton breeders is developing high yielding varieties with premium cotton fiber properties due to the negative linkage between fiber yield and fiber quality that has proven difficult to overcome despite more than a century of breeding programs. 46 The development of nonwoven specific cotton varieties presents the opportunity for yield selection independent of traditionally defined premium cotton fiber quality.
Conclusions
Cotton fiber classification parameters including fineness, length, and tensile strength at break, directly affect the tensile properties of HE nonwoven fabrics in a manner that is dependent on the basis weight of the fabric. Lighter weight HE fabrics with superior tensile strength (47% greater than the average of the seven other RILs and 29% greater than the average of all 10 RILs) can be produced using finer discounted fibers (RILs 499, 108 and 303) based on HVI classification. Longer and stronger cotton fibers were also positively correlated with higher tensile strength HE nonwoven fabrics. On average, long and extra-long fibers produced fabrics with tensile strengths 52% greater than those composed of medium length fibers and 15% greater than the average for all 10 RIL fabrics tested. Nonwovens produced from strong and very strong fibers (all RILs except RIL 521) also demonstrated increased average strengths of 24% greater than RIL 521, whose fibers are considered average in strength. Increasing the basis weight of the HE fabrics resulted in higher tensile strength, but a loss of significant correlations with cotton fiber classification parameters and fabrics with similar tensile properties. The results suggest nonwoven producers can source fibers exclusively from cotton bales that are discounted as either too fine or too coarse for lightweight or heavyweight fabrics applications, respectively. Consequently, raw materials cost saving can be passed on to the consumer and utilization of cotton in nonwovens applications increased. The results also provide a premise for the development of cotton varieties with fiber properties for specific nonwoven applications.
Supplemental Material
Supplemental Material - Interrelationships between cotton fiber quality traits and tensile properties of hydroentangled nonwoven fabrics
Supplemental Material for Interrelationships between cotton fiber quality traits and tensile properties of hydroentangled nonwoven fabrics by Doug J Hinchliffe, Gregory N Thyssen, Brian D Condon, Linghe Zeng, Rebecca J Hron, Crista A Madison, Johnie N Jenkins, Jack C McCarty, Christopher D Delhom and Ruixiu Sui in Journal of Industrial Textiles
Footnotes
Acknowledgements
This research was supported by the U.S. Department of Agriculture, Agricultural Research Service. This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors. Mention of trade names or commercial products in this publication is solely for the purpose of providing specific information and does not imply recommendation or endorsement by the US Department of Agriculture (USDA). USDA is an equal opportunity provider and employer.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.