
Abstract
This study reports on the development of a sound-absorbing/thermal-insulating nonwoven composite board and its relevant manufacturing process. The developed nonwoven composite board is used to reduce airborne noise and achieve thermal insulation through its irregular, three-dimensional porous structure. The nonwoven composite board is made of recycled polypropylene nonwoven selvages, two types of polyester fiber, and thermoplastic polyurethane. The experimental results reveal the excellent thermal insulating properties of both the polyester fiber/polypropylene and polyester fiber/polypropylene/thermoplastic polyurethane composite boards. In addition, the sound absorption of the polyester fiber/polypropylene /thermoplastic polyurethane composite board performs well in low and medium frequency ranges. For frequencies below 1000 Hz, the best sound absorption coefficient of polyester fiber/polypropylene/thermoplastic polyurethane composite board can reach a value of up to 0.698.
Introduction
Rapid advances in technology have driven people to seek ways of improving the quality of their living environment. Excessive noise often affects people both physically and psychologically, tiring them, dulling their senses, rendering them unable to concentrate, and decreasing their work efficiency. Thus, noise suppression has become an important research issue.
At present, two passive noise control techniques have been widely adopted to suppress acoustic noise. One is to reduce the noise at the source by improving structural design and the other is to block the noise transmission path by placing either sound-insulating or sound-absorbing materials around the noise source. Sound-insulating material reflects sound waves back into the surrounded environment rather than adsorbing the sound energy; sound-absorbing material provides effective noise reduction by absorbing the sound energy and converting it into heat, which is dissipated by the insulating material. Blocking noise in either of these two ways is much easier than making improvements to the structural design of the noise source because this typically involves knowledge-intensive work.
In nature, the most common sound-absorbing materials are porous. In 1940, Morse et al. focused on the sound absorption characteristics of porous materials [1]. Attenborough has investigated how the physical characteristics of micro structures such as fiber softness, fiber radius distribution, and fiber direction affect acoustical transmission [2]. Beranek et al. have found that sound is actually a pressure wave and can be quantified by the amount of sound pressure variation, which is related to atmospheric pressure [3]. Hoda has indicated that the thickness, density, fiber size, and porosity of sound-absorbing materials affect sound absorption [4]. As a sound wave travels through porous materials, the increased resistance of air vibration causes a reduction in sound energy. Hence, the thickness and structure of the sound-absorbing materials are the major factors determining the frequency range of acoustic noise that can be countered by passive noise control techniques.
In this research, nonwoven fabric is utilized as the primary sound-absorbing material. In general, nonwoven fabric can be fabricated by adhering or entangling fibers through mechanical, chemical, hot pressing, or solvent treatment processes rather than by weaving, knitting, braiding, and plaiting techniques. The fibers used to manufacture the nonwoven material include both natural and synthetic fibers [5,6]. Recently, various composite nonwoven fabrics composed of synthetic fibers have been developed to improve thermal insulation and sound absorption in building materials [7–14]. Additionally, Parkinson et al. stated that adding layers of impermeable membrane dramatically increases the sound absorption performance of porous materials in the low-frequency range [15].
The purpose of our work is to develop a sound-absorbing/thermal-insulating nonwoven composite board and its relevant manufacturing process through the multiple needle-punching and thermal bonding techniques referred to in [16,17]. Spunlaced recycled polypropylene (PP) nonwoven selvages are needle-punched between the nonwovens acting as the main staple fibers, producing low-cost and eco-friendly composite boards. In addition, thermoplastic polyurethane (TPU) film, an environment-friendly high polymer that possesses the characteristics of both rubber and plastic and offers outstanding physical and chemical properties for a wide variety of applications, is used for the outer board layer. The effect of the number of laminated layers and TPU film thickness upon the sound absorption and thermal insulation performance of the nonwoven composite board is examined in later sections. Since the nonwoven composite board is developed to serve as an alternative material for the automobile interior and building industries, the relative physical properties such as maximum breaking strength is also evaluated.
Experimental
Composite board preparation
PET nonwoven fabric and PET board preparation
In this study, 7D hollow polyester staple fiber (PET, length: 64 mm, manufactured by Far Eastern New Century Corporation, Taiwan) and 4D low-melting point fiber (LMPET, length: 51 mm, manufactured by Huvis Corporation, South Korea) are combined to fabricate the 200 ± 10 g/m2 PET nonwoven fabric. This creation of nonwoven fabrics is manufactured through a complex combination of procedures—opening, blending, carding, lapping, and needle-punching (200 needles/min). The LMPET is chosen as 50 wt% based on the maximum tensile breaking strength and bursting strength. The methods for measuring the tensile breaking strength and bursting strength of the PET nonwoven fabric are described in References [18,19]. Different thicknesses of PET nonwoven fabrics (from 2 to 10 layers) are multiple needle-punched into PET composite board as the control group. The needle-punching process for fabricating the PET board is schematically illustrated in Figure 1.
The schematic diagram of needle-punching process for polyester fiber (PET) board.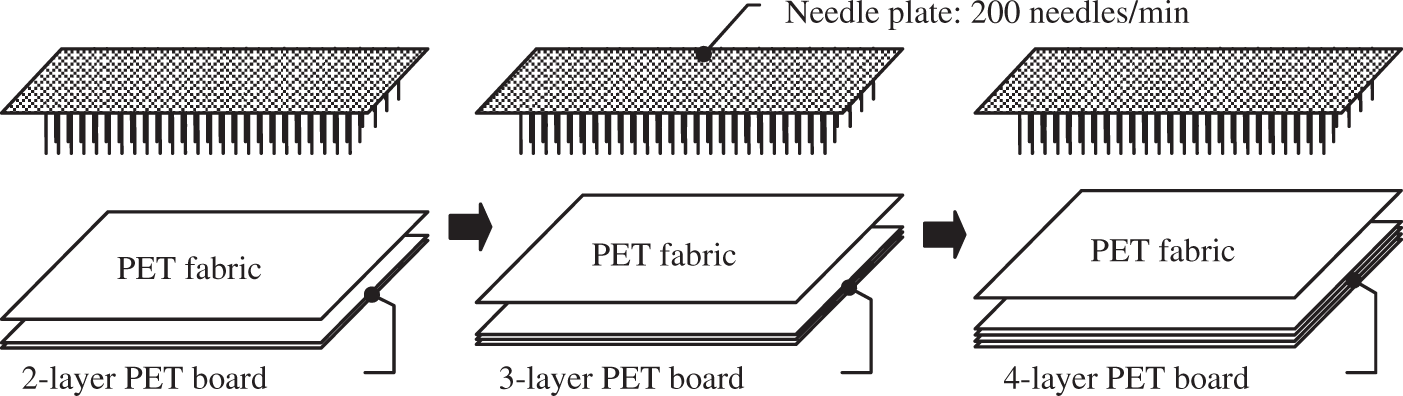
PET/PP composite board preparation
The polypropylene nonwoven selvages (PP, provided by Kang Na Hsiung Enterprise Co. Ltd, Taiwan) are sandwiched between PET nonwoven fabrics employing multiple needle-punching techniques, forming a PET/PP composite nonwoven material. First, one layer of PP selvage (basis weight of 100 g/m2) is needle-punched between two layers of PET nonwoven fabrics at 200 needles/min. Second, one layer each of PP selvage and PET nonwoven fabric are needle-punched on top of the above composite nonwoven. This second procedure is repeated many times until the number of laminated layers reaches the desired layers (from 2 layers to 10 layers). Figure 2 shows the schematic diagram of the needle-punching process for PET/PP composite board. Figure 3 displays a side-view microscope photograph of the PET/PP composite board.
The schematic diagram of needle-punching process for polyester fiber (PET)/polypropylene (PP) composite board. The microscope photograph of side view for the polyester fiber (PET)/polypropylene (PP) composite board.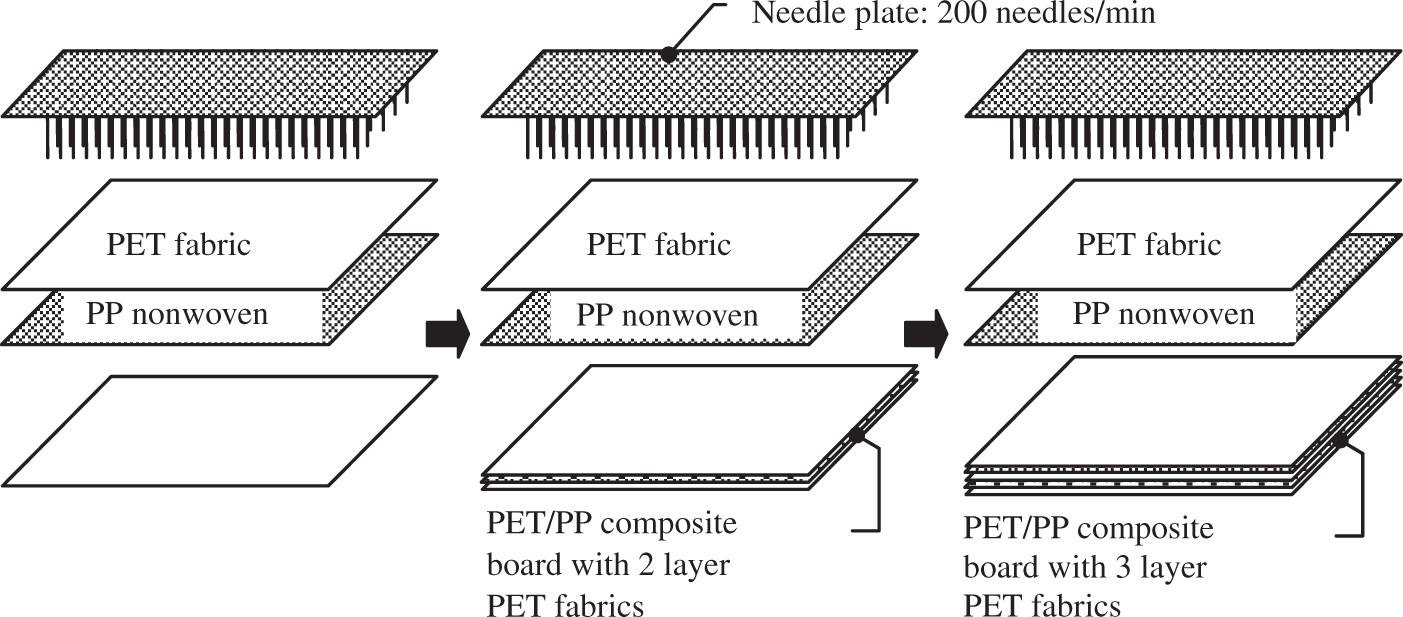

PET/PP/TPU composite board preparation
After the lamination process, one layer of TPU film, with a thickness of 0.1 mm, 0.5 mm, or 1.0 mm, is thermally bonded to the surface of the PET/PP composite nonwoven with between 6 and 10 laminated layers in a hot circular oven at 170℃ for 10 min, forming a PET/PP/TPU composite board. Meanwhile, an external 10 kg/cm2 compression pressure is exerted on a standard 10 mm mold that is used to shape the composite boards during the thermal bounding process. The resulting composite boards will all have standard 10 mm thickness no matter how many laminated layers the composite boards contain. The schematic diagram of 10-layer PET/PP/TPU composite board is shown in Figure 4. The side-view microscope photograph of the PET/PP/TPU composite board is presented in Figure 5.
The schematic diagram of thermal-bonding process for 10-layer polyester fiber (PET)/polypropylene (PP)/thermoplastic polyurethane (TPU) composite board. The microscope photograph of side view for the polyester fiber (PET)/polypropylene (PP)/thermoplastic polyurethane (TPU) composite board.

Testing methods
The maximum breaking strength test.
Maximum breaking strength is measured by a HUNGTA HT-9101 Universal Strength Tester (HungTa, Taiwan) at a constant speed of 300 mm/min, according to ASTM D5035-11. The experimental sample size is 180 mm × 25.4 mm and the distance between the upper and lower fixtures is set at 78 mm. Five samples are tested along machine direction (MD) and another five along cross-machine direction (CD) to determine definitive breaking strength values.
The sound absorption test.
According to testing standards set out in ASTM E1050-10, sound absorption is evaluated by a tube, two microphones and a digital frequency analysis system, using a frequency range of 125 Hz to 4000 Hz, at 25℃ room temperature and 65% relative humidity. The 38-mm-diameter testing samples are placed in the impedance tubes. During the test, the positions of the two microphones are alternated to test for microphone deviation, ensuring that the sound absorption coefficient as related to various frequencies should result in an identical sound absorption curve.
The thermal conductivity test.
Test conditions for the guarded-hot-plate apparatus.

In this paper, PET boards serve as the control group to examine the effect of the number of laminated layers and TPU film thickness on the sound absorption and thermal insulation performance of different types of nonwoven composite boards. In short, the number of laminated layers and the thickness of the TPU film thickness are viewed as the design parameters for fabricating the nonwoven composite board. Once the experimental results for sound absorption and thermal insulation are obtained and compared, the optimal values for the number of laminated layers and TPU film thickness for each type of nonwoven composite board can then be determined.
Results and discussions
The influence of the number of laminated layers and TPU film thickness on maximum breaking strength
The influence of the number of laminated layers on maximum breaking strengths of PET and PET/PP boards is illustrated in Figures 6 and 7, respectively. For PET boards, as the number of laminated layer increases, their maximum breaking strength also increases in both CD and MD. As the number of laminated layer increases, the reoriented direction of more fibers from horizontal to vertical dramatically increases entanglements among fibers through the needle-punching process. In turn, the increased entanglements create better fiber-to-fiber cohesion between laminated layers to enhance the tensile strength of the PET boards. When the number of laminated layers is increased to 10, the maximum breaking strength of PET board reaches 5.19 MPa in CD. However, for PET/PP composite boards, the maximum breaking strength of 4.15 MPa is reached when the number of laminated layers is 7 layers. This means that the PP nonwoven selvages that are added decrease the maximum breaking strength. This is due to the compact structure of PP nonwoven selvages. During the needle-punching process, the spunlaced PP nonwoven selvages hinder a quantity of the staple fibers from penetrating into the PET layers. As a result, the whole structure originating from the fiber bundle cohesion and entanglement in the PET/PP composite board is weaker than that in the PET board. This is evidenced by the fact that the PP nonwoven selvages are firstly fractured and then separated from the PET nonwoven fabrics during the tensile test process.
The maximum breaking strength of polyester fiber (PET) boards in both cross-machine direction (CD) and machine direction (MD). The maximum breaking strength of polyester fiber (PET)/polypropylene (PP) composite boards in both cross-machine direction (CD) and machine direction (MD).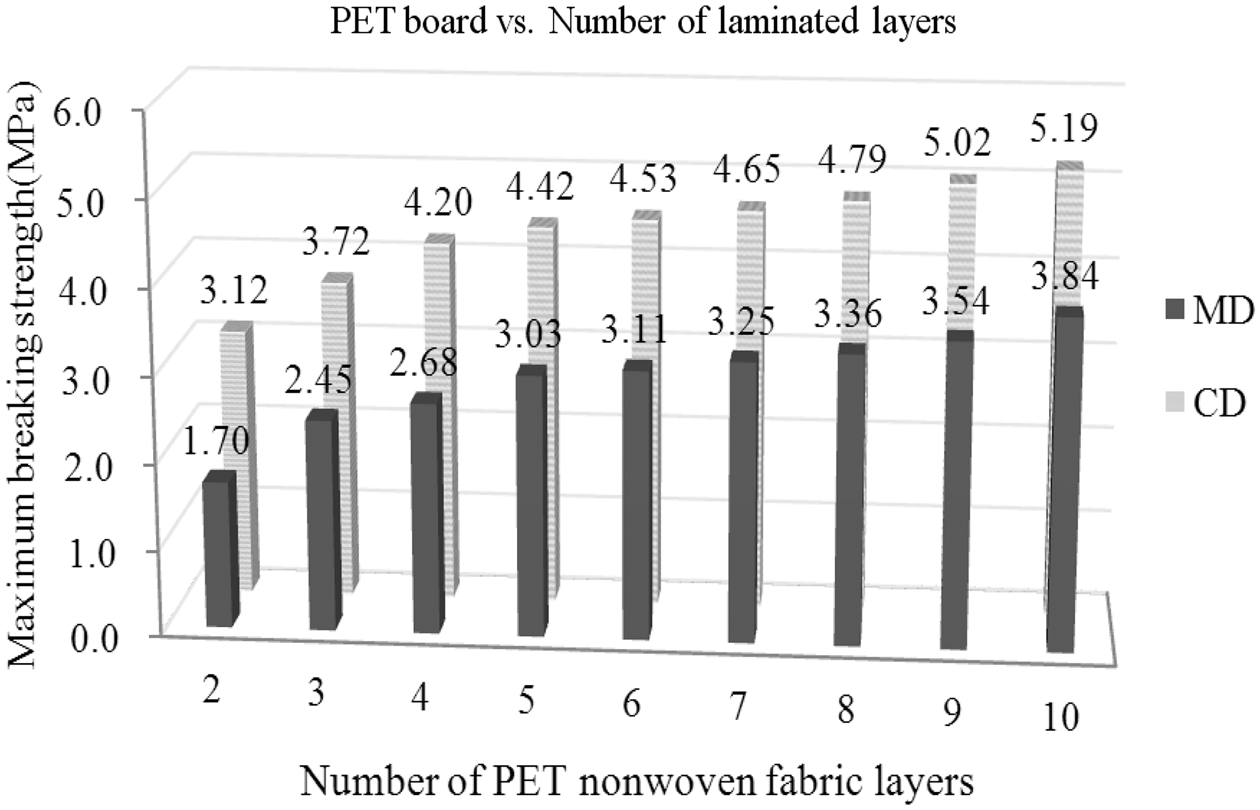

The relative influence of three different thicknesses of TPU layers on the maximum breaking strength of PET/PP/TPU composite board (10 laminated layers) is demonstrated in Figure 8. The maximum breaking strength of PET/PP/TPU composite board increases in both CD and MD following with an increase in TPU layer thickness. This indicates that TPU has high elasticity and that the elasticity of the TPU increases with thickness, imparting excellent flexibility to the PET/PP/TPU composite board once it is adhered to the PET/PP composite board by thermal bonding. The maximum breaking strength of PET/PP/TPU composite board is measured at 7.13 MPa in CD.
The maximum breaking strength of polyester fiber (PET)/polypropylene (PP)/thermoplastic polyurethane (TPU) composite board (10 laminated layers) in both cross-machine direction (CD) and machine direction (MD) with respect to three different thickness of TPU layers.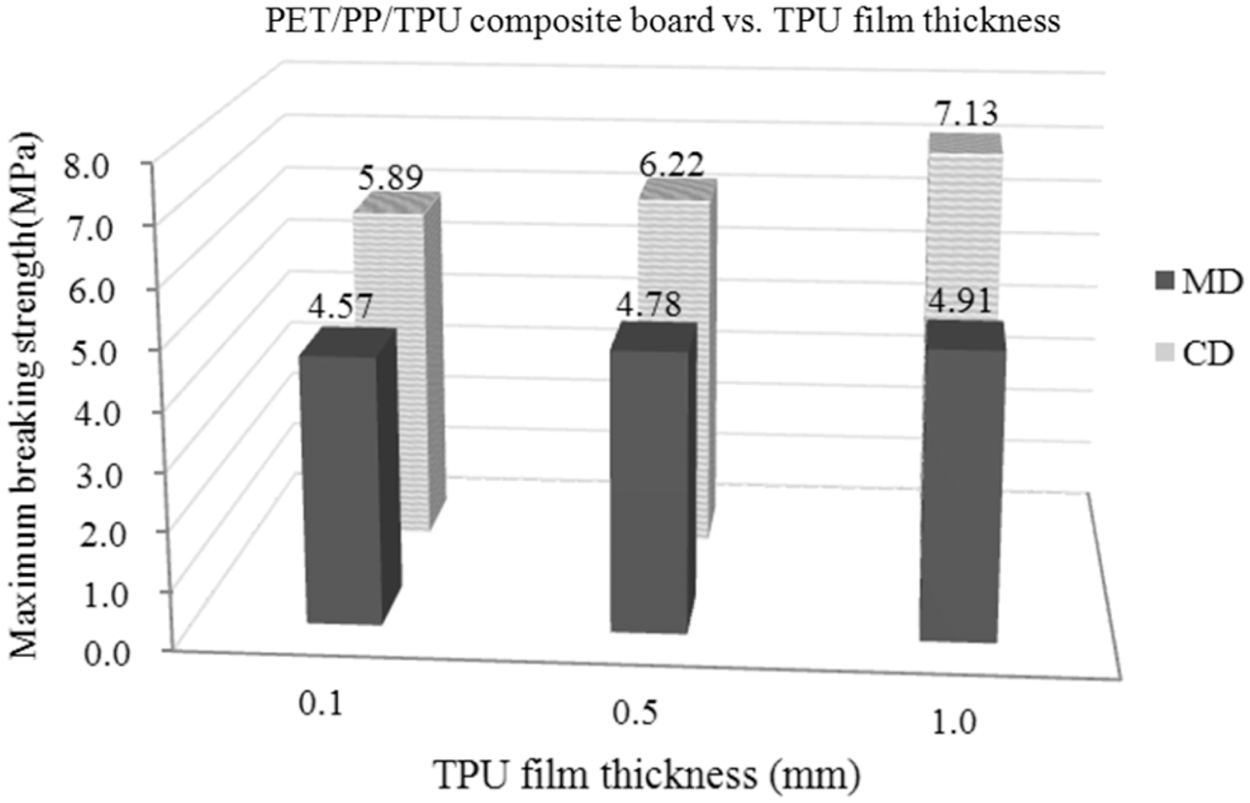
The influence of the number of the laminated layers and TPU film thickness on sound absorption
Figures 9 and 10 show the sound absorption coefficients of PET boards and PET/PP composite boards (from 2 to 10 layers), respectively, in the frequency range of 125 Hz to 4000 Hz. As shown in Figure 9, as the number of laminated layers increases, the sound absorption coefficients of PET boards also increase over the whole range of frequencies tested. When the number of laminated layers is increased to 10, the average value of sound absorption coefficient for PET board can reach up to 0.641. Noticeably, sound absorption is enhanced significantly in medium and high frequency ranges as the number of laminated layers increases. However, the sound absorption of PET boards does not perform well in low frequency range even if the number of laminated layers is increased. The reason is that the low frequency sound wave has a longer wave length than medium and high frequency sound waves. When medium and high frequency waves travel through the porous materials, the increased friction between the air molecules and interior surface reduces sound energy. However, sound wave diffraction allows low frequency sound waves to easily penetrate through the porous material.
The sound absorption coefficients of polyester fiber (PET) boards toward incident sound in the frequency range of 125 Hz to 4000 Hz. The sound absorption coefficients of polyester fiber (PET)/polypropylene (PP) boards toward incident sound in the frequency range of 125 Hz to 4000 Hz.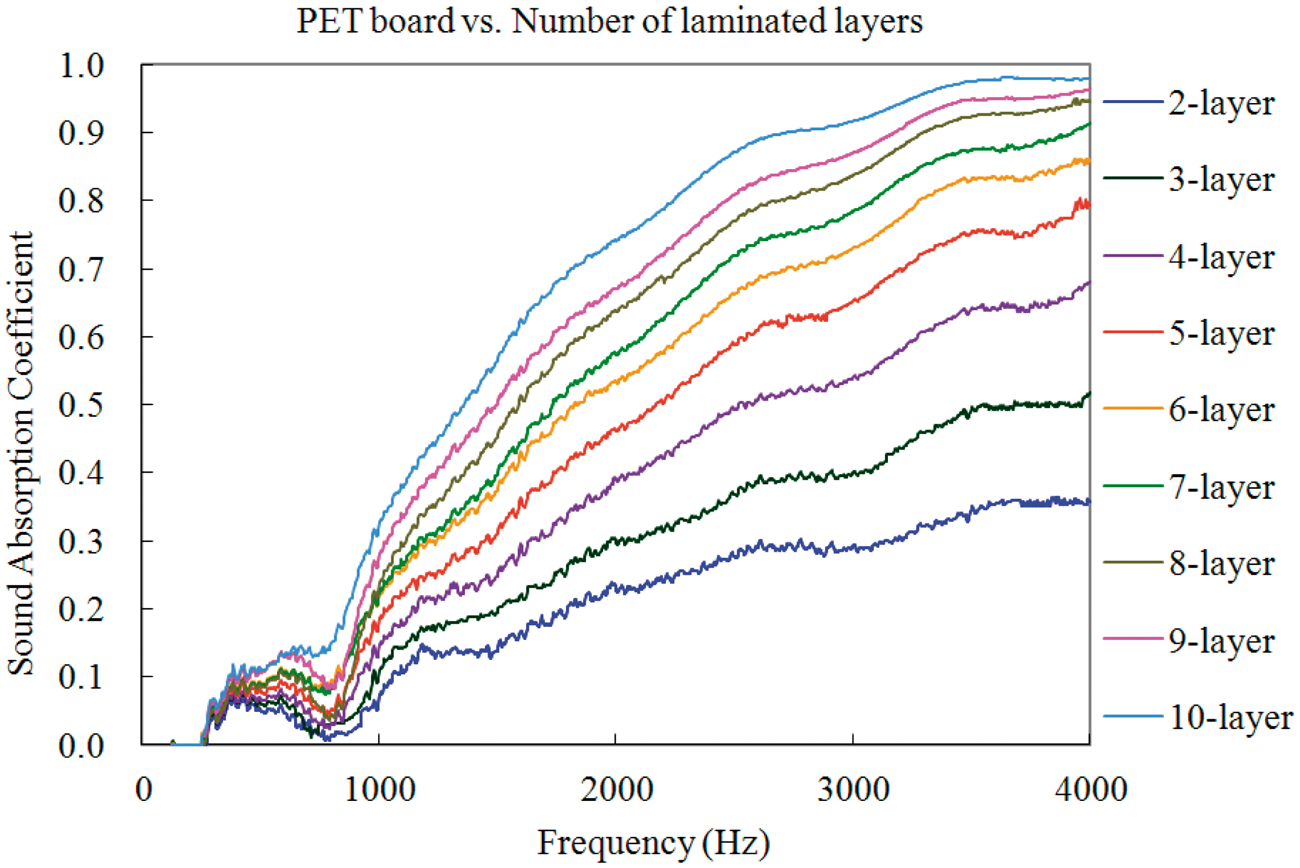

As seen in Figure 10, the sound absorption coefficients of PET/PP composite boards also increase with the increase in the number of laminated layers over the frequency range of 125 Hz to 4000 Hz. When the number of laminated layers is increased to 10, the average sound absorption coefficient for PET/PP composite board can reach 0.682. Compared to PET boards (Figure 9), the PET/PP composite board provides greater medium-frequency sound absorption than the PET board but poorer high-frequency sound absorption. As the number of layers of PP nonwoven selvage increases, the compact structure of PP nonwoven selvage makes the PET/PP composite board less air permeable, obstructing air-flow and thereby decreasing sound absorption in the high-frequency range.
In the sound-absorption test, the outer surface of the composite board facing the incident sound wave is defined as the front side, while the opposite side is considered the back side. Figures 11 and 12 show that TPU thickness influences the sound absorption coefficient of the PET/PP/TPU composite board when it is composed of 10 laminated layers, a frequency range of 125 Hz to 4000 Hz, and the TPU layer is positioned on the front side. Moreover, it is found that TPU layer thickness has little impact on the sound absorption coefficient when positioned on the back side, but dramatically increases sound absorption in low and medium frequencies when positioned on the front side. In particular, the greater the thickness of the TPU film, the higher the sound-absorption coefficient.
The sound absorption coefficients of polyester fiber (PET)/polypropylene (PP)/thermoplastic polyurethane (TPU) composite boards (10 laminated layers) with respect to three different thickness of TPU layers when the TPU layers serve as the back side. The sound absorption coefficients of polyester fiber (PET)/polypropylene (PP)/thermoplastic polyurethane (TPU) composite boards (10 laminated layers) with respect to three different thickness of TPU layers when the TPU layers serve as the front side.

TPU film possesses properties of poor air permeability, high abrasion resistance, and high elasticity. The poor air permeability makes the TPU layer reflect a portion of the incident sound wave in the high-frequency range back into the enclosed environment. Thus, Figure 11 reveals decreased sound absorption capacity in high frequency when TPU film is adhered to the 10-layer PET/PP board. However, given its high elasticity, the TPU layer tends to resonate with the incident sound wave in the frequency range from 200 Hz to 1000 Hz. This resonance causes sound energy loss and subsequently enhances the sound absorption property of TPU, particularly in the low and medium frequency ranges.
The influence of the number of the laminated layers and TPU film thickness on thermal conductivity
The thermal conductivity coefficients of PET/PP and PET/PP/TPU composite boards. a

PET: polyester fiber; PP: polypropylene; TPU: thermoplastic polyurethane.
Laminated layers: 7, 8, 9, and 10 layers; heating temperature: 170℃; heating time: 10 min; basis weight of a single PET nonwoven fabric layer: 200 ± 10 g/m2; board thickness: 10 mm; unit: W/mK.
This study finds that the optimal sound absorption coefficient for the PET/PP composite board of 0.682 is achieved when the number of laminated layers is 10. Also, the optimal thermal conductivity coefficient for the PET/PP composite board is 0.0386 W/mK, achieved when the number of laminated layers is 7. As for the PET/PP/TPU composite board, the optimal average sound-absorption coefficient for the 10-layer PET/PP/TPU composite board is 0.615, achieved when the TPU layer serves as the back side, and its thickness is 1.0 mm. The optimal thermal conductivity coefficient for the PET/PP/TPU composite board is 0.0373 W/mK, achieved when the number of laminated layers is 7, and TPU film thickness is 1.0 mm.
Conclusions
In this research, the PET/PP and PET/PP/TPU sound-absorbing/thermal-insulating nonwoven composite boards and their relevant manufacturing processes have been successfully developed based on multiple needle-punching and hot-pressing techniques. The breaking strength of PET/PP boards was 4.15 MPa (CD); when TPU film is added, the breaking strength increases to 7.13 MPa (CD).
With regard to sound absorption, the PET/PP composite board offers greater sound absorption at medium frequencies but poorer sound absorption at high frequencies when compared with the PET board. When the number of laminated layers is increased to 10, the average sound absorption coefficient of the PET/PP composite board can reach 0.682. Furthermore, the TPU film increases the average sound absorption coefficient tremendously to 0.491 in low and medium frequency ranges.
In addition, both PET/PP and PET/PP/TPU composite boards have excellent thermal conductivity coefficients ranging from 0.0373 W/mK to 0.0751 W/mK. In the future work, the flame-retardant property of the PET/PP and PET/PP/TPU composite boards will be thoroughly investigated in order to meet the flame-retardant standard as required by the automotive and building industries.
Footnotes
Funding
The authors acknowledge the support by the Laboratory of Fiber Application and Manufacturing, Feng Chia University, Taiwan, R.O.C.