
Abstract
The present study has addressed the effects of nanoclay on the properties of polypropylene (PP)/polybutylene terephthalate (PBT) blend fibers such as their dyeability and, rheological and resiliency behaviors which are produced by melt spinning. The results of the differential scanning calorimetry (DSC) analysis indicated that the presence of both nanoclay and PBT significantly influenced the crystallinity of PP which also confirmed their nucleating effects on the nanocomposite fibers. Compared to neat PP fibers, the incorporation of 0.5–1wt.% of nanoclay and 10 wt.% of PBT nanocomposite fibers caused approximately 23% and 52% enhancements in the resiliency and dye uptake respectively without using toxic carriers. The rheological analysis was carried out for investigating the viscoelastic behavior, and microstructural and dispersion of nanoclay in the nanocomposite fibers. The rheological behavior in the small amplitude oscillatory shear (SAOS) test demonstrated the percolation threshold network of the structure of PBT fibrils in the PP matrix. When the PBT domains are fibrillated, the storage modulus (G′) and complex viscosity increase compared to neat PP. Also, the nonterminal behavior at low frequencies indicates the uniform dispersion of nanoclay in fiber nanocomposites. These all cause the improvement of the melt strength of the PP matrix. Transmission electron microscopy (TEM) was used to study the dispersion and localization of nanoclay. Nanoclay has also played a compatibilizing role in the immisible PP/PBT blend and was localized mainly in the PBT disperse and interface, and therefore prevented coalescence. The role of the compatibility of nanoparticles is to decrease the mean diameter of the nano-fibrils to 75 nm, for the hot-drawn nanocomposite fibers, as measured by scanning electron microscopy (SEM). All of the above lead to increasing the melt strength and elasticity of the nanocomposites in the fiber spinning process.

Introduction
Thanks to its unique physical and chemical properties and low cost, polypropylene (PP) has diverse applications.1,2 Drawbacks such as the absence of the hydrophilic functional groups, photochemical stability, poor dyeability, and low resiliency, however, have limited the application of PP. Consequently, there have been remarkable scientific and industrial interests in the modification of PP to improve its processability and promote other desirable properties2,3 To address the main drawbacks of PP fibers, various techniques, among which the chemical modification of the fibers, 4 plasma processing, 5 blending with other polymers 6 and impregnation with nanostructured materials can be mentioned, have been applied.7–9 The last two techniques seem more environmentally friendly, controllable and cost-effective, and therefore are generally accepted and vastly employed.10,11 PP has low melt strength and has problems in the melt spinning process and foaming. One of the ways to overcome these problems is blending PP with polymers and using nanoparticles. Since PP is immiscible with most polymers, the compatibilizers must be added during the blending process to increase the dispersion of the incompatible component of the blend and cause adhesive interfacial interactions between the polymer matrix and the dispersed phases. Among the various types of compatibilizers, maleic anhydride (MAH) grafted on Polypropylene (PP-g-MAH) has shown great potential due to its ability to limit the agglomeration of the second polymer phase and nanoparticles in the PP matrix.12,13
The special zigzag chain conformation of poly butylene terephthalate (PBT) is the major reason for the particular interest having been taken in this polymer during recent years. This macromolecular polymer has the desirable resiliency, tensile elastic recovery and dyeability at low temperatures. The home furnishings, carpet manufacturing and apparel sectors have been the major markets for PBT over the past few years. Despite the outstanding benefits of PBT, this polymer is not commercially abundant due to its high production cost, which makes the melt-spun fibers of this macromolecular polymer unaffordable. Moreover, the density of the PBT polymer is high and its elastic modulus is slightly lower than that of other textile polymers.14–16 The above-mentioned benefits of the blending process (i.e., versatile ways to produce new materials with tailored properties and economic feasibility) can address the drawbacks of neat polymers (i.e., PP and PBT). To compensate for their high molecular weight and insufficient interaction, compatibilizers (i.e. MAH) can be introduced to the blend during the mixing of macromolecular polymers, which will lead to a finer morphology.13,17,18 The reports on PP/PBT blends19–21 are mostly concentrated on their films but with no in-depth investigation of their practical applications. The recent reports by other authors indicated that the presence of 10 wt.% of PBT in the blend fibers could enhance the resiliency, compared to that of the neat PP fibers, while preserving the mechanical properties of the PP matrix. 2 According to Upadhyay et al., 22 which was also confirmed by other reports,23–25 the incorporation of nanoclay in PP/PTT blend nanocomposites resulted in the improvement of the tensile strength, modulus and impact properties compared to the same in the neat optimized PP/PPT blend. Jafari et al. 24 showed that the decrease of the particle size can be related to the dispersion of nanoclay in the PP/poly trimethylene terephetalate (PTT) blend where it can act as a compatibilizer. The same results were previously reported by Heidari Golfazani et al. 26 and Bigdeli et al. for PP/PP-g-MAH/PA6/nanoclay and PP/PP-g-MAH/PBT/nanoclay samples respectively. Both mentioned studies suggested that nanoclay mostly resided in the interface, at low nanoclay loadings.22,27,28
The main goal of this work was the production of highly resilient and dyeable PP-based fibers through developing PBT fibrils, as the dispersed phase, and nanoclay (i.e., Closite 30B), while retaining mechanical properties at the industrial-scale of fiber spinning process. Moreover, the conventional fiber-spinning was used for the cost-effective fibrillation of PBT in the PP/PP-g-MAH/PBT/nanoclay nanocomposite fibers. The effects of microstructural changes on the rheological properties and, the viscoelastic and crystallization behaviors of the nanocomposite fibers were also investigated. The resulting nanocomposite fibers could be employed for a vast range of practical usages from being used in carpets to in apparels.
Experiments
Materials
The nanoclay applied in this study was organically modified montmorillonite (OMMT), with the trade name of Cloisite 30B (Southern Clay Products, Inc., USA), which was treated with methyl tallow bis-2-hydroxyethyl ammonium. PP was considered as the polymer matrix (552R, Arak Petrochemical, Co., Iran), with the melt flow index (MFI) of 28 g/10 min at 230°C/2.16 kg. Polypropylene grafted by maleic anhydride (PP-g-MAH) (pellet form, Honam Co., South Korea) was employed as the compatibilizer with 1.5% of MAH grafting and MFI of 50 g/10 min at 230°C. The dispersed phase polymer was made of PBT pellets (Corterra 9200, Shell Chemical Co., USA) with the intrinsic viscosity, density, and average molecular weight of 0.92 dl/g, 1.35 g/cm3 and 78100 Da respectively. Analytical grade decahydronaphthalene (DHN, Merck Co., Germany) was applied, as a solvent for the matrix phase of the blend fiber samples, to study the PBT morphology (as the dispersed phase) by scanning electron microscopy (SEM) conforming to previous reports.29–32 C.I. Disperse Blue 56 (from Ciba Co. Switzerland), with an average molecular weight of 365 dl/g, was used for dyeing the samples. Ethanol (Merck Co. Germany) was used as a solvent for the disperse dyestuff for spectrophotometric measurements. A commercial nonionic surfactant amphiphilic detergent (Slovapon N, ethoxylated dodecanol, Prostriedok Chemistry, Ltd., Slovakia) and a sodium phosphate salt (Na2PO4, used to control the pH) were applied in the soaping bath to clean the melt-spun fibers before and after the dyeing process. A commercial anionic dispersing agent (Avolan IW, Tanatex Chemicals B.V., Ltd., Netherlands) was used in the dye batch to disperse the dyestuff. Acetic acid (Merck Co. Germany) was also utilized to provide an acidic environment for dyeing the samples with the disperse blue dye. The grayscale and blue scale were used to evaluate the light and washing resistances respectively.
Sample preparation
Prior to melt-mixing, nanoclay (i.e. Closite 30B), PP-g-MAH, PP, and PBT were dried through N2 purging for 8 h at 60, 80 and 140 °C respectively, using a laboratory dryer to avoid moisture-induced hydrolysis and degradation. The PP/PP-g-MAH/PBT (86/4/10 wt.%) blend samples with varying contents of nanoclay (0.5, 0.75, 1 wt. %) were mixed in a co-rotating twin-screw extruder (PL 2000; Brabender GmbH & Co. Germany) under nitrogen at a screw speed of 100 rpm and a feed speed of 4 kg/h, having resulted in the residence time of 12 min, as shown schematically in Figure 1(a). The temperatures from the hopper to the die were 220, 230, 240, 250, and 250 °C. The prepared blend and nanocomposite samples were ground with a laboratory grinding mill to produce composite grains. Schematic diagram of the melt-compounding process with a twin-screw extruder (a), the melt spinning process with a single screw extruder (b) and industrial hot drawing machine (c).
The melt spinning process was performed having used a single screw extruder equipped with a spinneret (Fourne-Automatic Co., Germany) to fabricate neat PP, PBT and PP/PP-g-MAH/PBT blends and PP/PP-g-MAH/PBT/nanoclay nanocomposite fiber samples. As shown in Figure 1(b), the extruder had a single-screw (L/D = 25, D = 35 mm with D and L being the diameter and length of the screw) and was equipped with a static mixer and a die portion coupled to a spinneret unit having 36 circular orifices (each with the diameter of 0.25 mm diameter), all under nitrogen. Five different temperature zones of 240, 250, 250, 260 and 260 °C were assigned to the feeding, metering, melt-blending, die units, and spinneret portions respectively. The extruded spun fibers were then air-cooled and simultaneously elongationally stressed between the spinneret orifice and the take-up roller at a take-up speed of 1000 m/min. Noteworthily, it was not possible to fabricate nanocomposite fibers at the take-up speeds of 1000 m/min for samples having contained more than 1 wt.% of nanoclay due to their improper spinnability. Such a phenomenon can be attributed to the formation of nano-aggregates due to the poor dispersion of the nano-filler in the melt-spinning process. After the production of fibers through the melt-spinning process, the LOY (Low Oriented Yarn) fiber samples were exposed to hot drawing process through an industrial hot drawing machine (model 502-2, Zinser Co., Germany) equipped with a hot plate (140°C) and hot godet rollers (80°C) set at the take-up speed of 400 m/min and feed speed of 148 m/min, to fabricate the FDY (Fully Drawn Yarn) fiber, as schematically shown in Figure 1(c). The draw ratio (D.R.) was set at ∼2.7 based on the stress-strain curves of the LOY fiber samples (50±5% residual elongation at break).
Shrinkage measurements and linear density
The linear density of FDY fiber samples (represented in Tex, the unit of measurement for linear density used for fiber yarns; one Tex corresponds to 10−6 Kg/m of an individual fiber, regardless of its diameter) was determined conforming to ASTM D 1577-96. Yarn-shrinkage measurements were performed by a Texturmat-ME test device (Textechno Co., Germany), conforming to the DIN 53840-2; 1983 test standard, for 10 min at 130°C. The values presented in this report are the averages of 8 measurements.
Measurement of mechanical properties
The study of the mechanical properties of samples was mainly focused on the average tenacity (cN/tex) and elongation (%). Tensile tests were performed on the FDY fiber samples with a constant rate of extension (C.R.E) having used a universal tensile testing machine (EMT-3050, Elima, Co., Iran) after the conditioning of the specimens for 24 h at 25°C and 65% relative humidity. The gauge distance and gauge speed were adjusted at 50 cm and 50 cm/min for the FDY fiber samples conforming to ASTM D 2256. The standard deviation (Std. deviation) values were determined with the help of the tensile tester software and compared with one another by the IBM SPSS statistics 22 software (IBM Co., USA). Each sample was assessed at least 15 times and the average value was reported.
Dynamic rheological properties
To avoid moisture-induced hydrolysis and degradation neat, blend, and nanocomposite FDY fiber samples were dried in a laboratory dryer through N2 purging for 8h at 90°C prior to the rheological evaluations. The complex viscosity and storage modulus of samples were obtained having used a rheometric mechanical spectrometer (RMS, Paar Physica UDS200, Austria). All measurements were carried out at 240°C under nitrogen and having employed a parallel plate fixture with a diameter of 25 mm and a constant gap of 1 mm.The linear viscoelastic behavior of the FDY fiber samples was measured from small amplitude oscillatory shear (SAOS) tests. SAOS tests were conducted from high to low frequencies at the strain amplitude which was within the linear viscoelastic region. The frequency sweep tests were performed between 0.1 and 100 rad/s at the strain values within the linear viscoelastic range. The specimens were heated for 5 min at 240°C to remove the thermal processing history. Frequency sweep tests to measure the storage modulus (G′) and complex viscosity as the functions of frequency.
Differential scanning calorimetry (DSC)
The melting behavior of the FDY fiber samples was evaluated by a DSC 2010 machine (TA Instruments Co., USA). The DSC temperature was calibrated with an indium standard. FDY fiber samples (5 mg) were heated, from 30 to 250°C at a heating rate of 10°C/min, and maintained there for 3 min to erase the thermal history. The samples were cooled down to 30°C at the same rate under nitrogen gas. The samples were then heated again from 30 to 250°C at a heating rate of 10°C/min under nitrogen gas. The crystallization temperature (Tc), melt temperature (Tm), and heat of melting (ΔHm) were reported for each phase of FDY fiber samples. The degrees of the crystallinity of PP and PBT (XC, percentage) were measured from the heating curves having used the formula

Scanning electron microscopy (SEM)
The cross-section of FDY fiber samples was exposed to the DHN solvent for 5 min at 108
Transmission electron microscopy (TEM)
The location of nanoclay within the blends was detected having used Transmission electron microscopy (TEM); and the dispersion and distribution of the nanoclay particles into the blend matrix were observed via using a Zeiss-EM10C at an accelerating voltage of 100 kV. For TEM imaging, samples were embedded in epoxy resins and cured overnight at 60°C. The samples were cut with a diamond knife at −60°C into ∼ 80 nm thick sections having used a Leica EM UC6 ultra microtome. The sections were placed on 300-mesh copper grids. For staining of PP/PBT/nanoclay nanocomposites, the sections were exposed to the RuO4 vapor of a 0.5% aqueous solution for 30 min.
Resiliency behavior
Rediliency behavior, one of the experiments that affects the usage life of the textile floor coverings (e.g. carpets), is the resiliency or recovery after the static loading. The simulations of the carpet piles were created for the neat, blend, and blend nanocomposite FDY fiber samples as shown in Figure 2. For this experiment, 32000 ± 20 FDY fiber samples were placed at the end of a plastic tube with an internal diameter of 2.7 cm. The pile samples were subjected to the experiments of recovery after static loading conforming to ISO 3415 1986 (E). The loading of the samples was performed having used 8 kg loads with the pile length of 16 mm, for 24 h at 25°C and 65% relative humidity. After the removal of the loading from the pile samples, the heights of the piles (above the edge of the tube) were measured at different times (1, 15, 30, and 60 min and 24 h). Each of the presented values is the average of 8 measurements for each sample. Simulation of the carpet pile, before (L1=. the height of piles) and after loading (L2= the height of piles).
Dyeing process and fastness properties
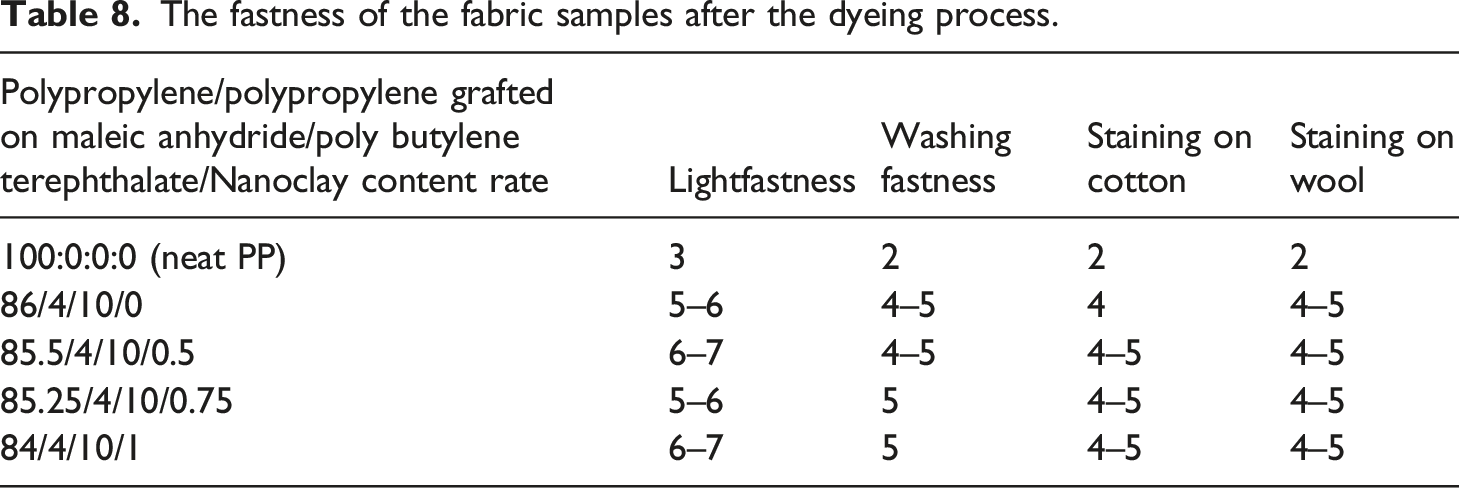
Knitted fabrics with the neat, blend, and nanocomposite FDY fiber samples (90 g/m2) were manufactured. Before the dyeing process, the residual oil of the samples was removed by immersing the fabrics into a soaping bath composed of 1 g/L of sodium phosphate salt and 1.5 g/L of nonionic surfactant detergent at 80°C for 30 min. A dyestuff with a moderate molecular weight (i.e., 365 g/mole) was selected to study all types of disperse dyestuff materials. The fabrics were dyed according to the exhaust dyeing procedure having employed a large volume dye batch, as presented in Figure 3. In this research, no carrier has been applied. 0.3 g/L of the dyestuff and 10 g of fabrics were selected and the liquid ratio (dye bath/fiber ratio) was equal to 50:1. The dyeing bath contained 0.5 g/L of anionic dispersing agents and the pH of the bath was adjusted to 5.0 by acetic acid. After the exhaust dyeing process, the dayed fabrics were removed from the dye bath, rinsed with water, and treated in the soap bath (the liquid ratio of 50:1 and 1.5 g/L of the nonionic surfactant) for 30 min at 50°C to remove the excess dyestuff followed by rinsing with cool water and drying under ambient conditions. For measuring light-fastness, the dyed samples were exposed to the daylight conforming to the daylight ISO105-B01, and the changes in the color (fading) were compared by the bluescale (1–8). Washing fastness was also evaluated conforming to the ISO 105- Co1 method and the changes in the color were compared by the grayscale (1–5). The concentrations of the dyestuff in the dye bath (after dying) were measured by a Cary 100 UV-vis spectrophotometer (Varian, USA). In the absorption spectroscopy experiments, methanol (99%) was used as the solvent for the disperse dye. The decrease in the total amount of the dye in the dye bath was considered as the value of the dyestuff in the fabric sample. Exhaust dyeing procedure used for dyeing the fully drawn yarn fabric samples.
Results and discussion
Shrinkage and linear density
Effect of the content of nanoclay and the presence of poly butylene terephthalate on the linear density and shrinkage of the fully drawn yarn fiber samples.

*Values inside parentheses indicate standard deviations.
Mechanical properties
Mechanical properties of the fully drawn yarn fiber samples.

*Values inside parentheses indicate standard deviations
Dispersion and localization of nanoclay in PP/PBT nanocomposites



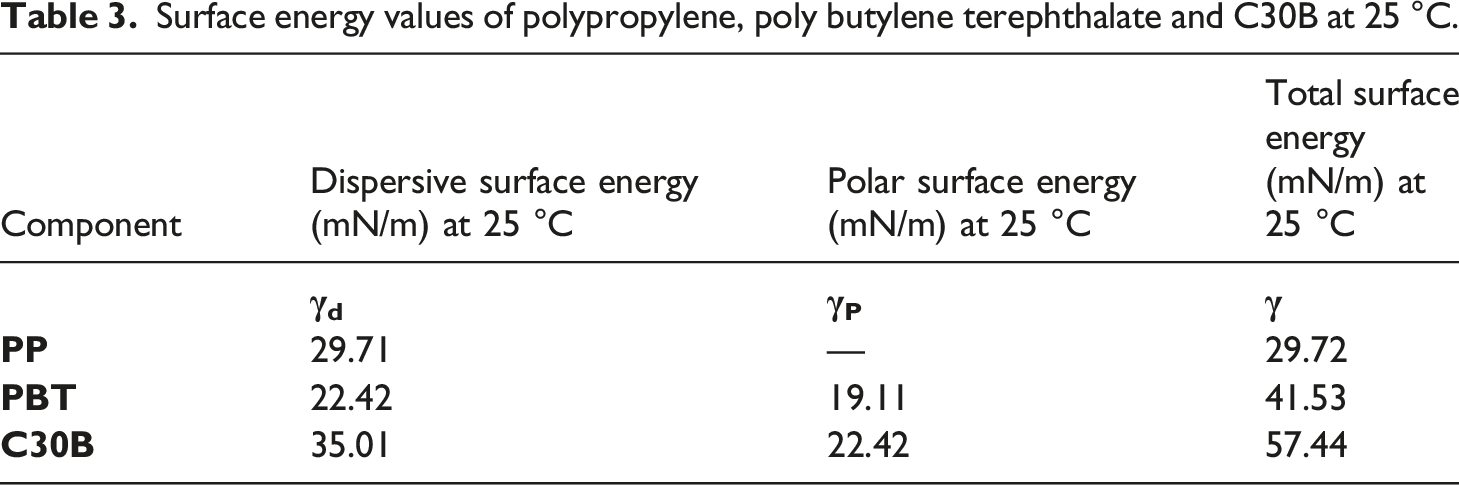
Surface energy values of polypropylene, poly butylene terephthalate and C30B at 25 °C.
Calculated interfacial tensions between C30B and that each of polypropylene and poly butylene terephthalate at 25°C.

In equation (4), if ωa > 1, C30B tends to adsorb the PBT component; if −1 < ωa > 1, C30B is prone to stay in the interface of PP and PBT; if ωa < −1, C30B tends to absorb the PP phase. Different values of the interfacial tension between C30B and each polymer are reported in Table 4. As shown in Table 4, the interfacial energy between PBT and C30B is smaller than that of PP and C30B. However, the majority of these data are related to ωa > 1, which suggests C30B is mainly localized in the PBT phase. As the number of wetting coefficients is near to 1, it is possible that nanoclay will be placed in the interface.9,22,37 TEM analysis shows the dispersion and localization of nanoparticles in the polymer matrix.27,37–39 According to the Figure 4, nanoclay is localized in the PBT droplet and the interface of PP/PP-g-MAH/PBT/nanoclay nanocomposites.22,27,28 Transmission electron microscopy images of Polypropylene/Polypropylene grafted on maleic anhydride/poly butylene terephthalate nanocomposites containing 1 wt% of nanoclay at different magnifications.
Rheological behavior
The rheological properties of neat, blend, and nanocomposite FDY fiber samples at 240°C are presented in Figures 5(a) and (b). The melt flow of the neat PBT fiber represented almost a Newtonian flow behavior at the frequency range of 0.1–100 s−1, which was also reported by others.20,21,39 Due to the much more rigid molecular structure of the neat PBT than that of the neat PP, the PP melting showed a more considerably shear thinning behavior.
17
PP has low melt strength and has problems in the melt spinning process. One of the ways to overcome these shortcomings is blending with high melting point polymers and using nanoparticles. The molten neat PP, its FDY fiber samples represented the typical pseudoplastic flow behavior with the complex viscosity as depicted in Figure 5(a). In the SAOS test for the blend and nanocomposite FDY fiber samples, it was observed that the mobility of the PP chains was limited, by an increase in the contact surface and the presence of the structure of PBT fibrils and rigid nanoparticles, which has led to an increase in the complex viscosity and melt strength of the PP matrix.27,40,41 Figure 5(b) shows the SAOS results, the storage modulus (G′) as a function of frequency for the FDY fiber samples with different contents of nanoclay. storage modulus (G′) exhibited a nearly linear incremental trend for all FDY fiber samples in the covered frequency range. In particular, the increase in storage modulus (G′) was prominent in the lower frequency ranges upon the incorporation of nanoclay into the FDY fiber samples (Figure 5(b)) Based on these storage modulus (G′) results, the nanocomposite FDY fiber samples with varying contents of nanoclay represented a pronounced decline of the slope, at low frequencies region which led to the non-terminal behavior. The formation of a percolated nanoparticles network in the matrix, led to a plateau appearing in the storage modulus along with a complex viscosity upturn as reported in previous works.42–44 Studies have shown that the incorporation of nanoclay into polymers can modify the rheological properties due to the formation of interfacial connections between the matrix polymer and the nanoclay surfaces; in fact, nanoclay has played a compatiblizing role. These connections, i.e. chemical bonding or physical adsorption, restrict the mobility of the polymer chains. The same results were previously reported by Hajiraissi et al.
15
and Bigdeli et al.22,27,28 Plots of the complex viscosity (a) and storage modulus (b) vs. frequency (ω) at 240°C for PP. (neat), PP/PP-g-MAH/PBT blend FDY fibers and PP/PP-g-MAH/PBT/clay nanocomposite FDY fibers (containing 0.5,0.75, 1 wt.% of nanoclay). PP: polypropylene; PP-g-MAH: polypropylene grafted on maleic anhydride; FDY: fully drawn yarn; PBT: poly butylene terephthalate.
As a result, the upturn of complex viscosity and the increase in the storage module at low frequencies region are yielded by the behavior of fibril-concentrated PBT fibers in the blend FDY fiber samples. These consequences led to the formation of a 3D physical structure organized among polymer chains, and the much greater melt interaction compared to the neat PP. In nanocomposite FDY fiber samples, the increased percentage of nanoclay and formation of the three-dimensional structure of nanoparticles, and at low frequencies region the nonterminal behavior and decrease in the slope of storage modulus (G′), are mainly due to the good dispersion and network (particle-particle and polymer–particle interactions) of nanoparticles. As mentioned in Figure 4, the nanoclay located at the interface of nanocomposites resulted in the compatibility of immiscible PP/PBT blend.9,42–45On the other hand, the polar hydrophilic maleic anhydride groups of PP-g-MAH would interact with the polar groups on the nanoclay surface to improve the dispersion of nanoclay in PP/PBT immiscible blend and lead to the transition from liquid-like to solid-like viscoelastic patterns. This can be attributed to the formation of the 3D network of nanoclay, the compatibility of the immiscible blend, and the improvement of the melt strength and elasticity of the PP matrix, at the low amounts of nanoparticles. These features increased the elastic modulus and relaxation time of polymer chains and changed the terminal to non-terminal behavior in the low frequency region.27,46–50
Differential scanning calorimetry (DSC)
Differential scanning calorimetry results of the fully drawn yarn fiber samples.

PP: polypropylene; PBT: poly butylene terephthalate.
As mentioned under TEM images and Rheological behavior, the increase in the elastic modulus and complex viscosity in the rheological analysis at low frequencies was due to the uniform dispersion, good interaction with the matrix and formation of the 3D structure of nanoclay in nanocomposite FDY fiber samples as well as their increased melt strength. Also, nanoclay played a compatibilizing role in the interface of immiscible PP/PBT blend. On the other hand, it was seen in the DSC analysis that the crystallization temperature of the PBT phase increased, which was due to the good dispersion and localization in this phase and at the interface and also the role of nanoclay as the nucleating agent.22,27
Morphological characteristics
The results of the morphological evaluations of the dispersed phase PBT on the DHN-etched FDY fiber samples can be found in Figures 6(a)–(d). As shown in Table 6, there is a direct relationship between the contents of nanoclay in the nanocomposite FDY fiber samples and the size of the PBT phases (fibrils diameter). By increasing the content of nanoclay from 0 to 1%, the average diameter of the PBT phases has reduced from 140 nm to 75 nm. assigned the reduction of the particle size to the dispersion of nanoclay in the interfacial section that may act as a compatibilizer and get localized at the interface and therefore hinder the coalescence of the PBT phase through the repulsive forces at the interface.44,50 The developed fibrillar morphology leads to the increase in both the aspect ratio of disperse phases and the interaction in the polymer matrix. From the other hand, the compatibilizing role of nanoparticles causes the reduction of the diameter and increase in the aspect ratio of fibers. The same results were previously reported by Bigdeli et al.22,27,28 and C. B. Park et al.51,52 All of these result in the improvement of the melt strength and melt elasticity of blend, in the fiber spinning process Scanning electron microscopy micrographs of the fully drawn yarn fiber samples (polypropylene/polypropylene grafted on maleic anhydride/poly butylene terephthalate/nanoclay) after etching with decahydronaphthalene for the nanoclay with the contents of 0 wt. % (a), 0.5 wt. % (b), 0.75 wt. % (c) and 1 wt. % (d) (scale bar is 1μm). Summary of the SEM results of the etched FDY fiber samples. a bSTD indicates the standard deviation. PP: polypropylene; PBT: poly butylene terephthalate.

Resiliency evaluation
Effect of the content of nanoclay and the presence of poly butylene terephthalate on fully drawn yarn fiber samples resilience.


Effect of the percent ratio of nanoclay, and poly butylene terephthalate on the resiliency of the piles of fully drawn yarn fiber samples (polypropylene/polypropylene grafted on maleic anhydride/poly butylene terephthalate/nanoclay) under a static load.
Dyeability and colorfastness
Regarding the high toxicity of the carriers, the development of a carrier-free dyeing procedure for the FDY fiber samples is of crucial significance. The exhaust dyeing process is an environmentally friendly process that has jumped into popularity in recent years.
55
The fabric samples were dyed using C.I. Disperse Blue 56 dyestuff with no carrier; as presented in Figure 8(a). The uptakes of dyestuff were spectrophotometrically measured by assessing the contents of the residual dyestuff in the dyeing effluent. The images of the dyeing effluent after the dying process are shown in Figure 8(b). The effect of the contents of nanoclay on the uptake of the dyestuff of the fabric samples was evaluated. Figure 8(c) shows the absorbance of the dyeing effluent for the neat PP, PP/PP-g-MAH/PBT blend (86/4/10: wt %), and nanocomposite fabric with varying contents of nanoclay (0.5, 0.75, 1wt %). As it can be seen, by the incorporation of PBT and increasing the content of nanoclay, a significant reduction is caused in the content of the dyestuff in the effluent. The PP/PP-g-MAH/PBT/nanoclay fabric samples with 1wt.% of nanoclay exhibited the highest uptake of dye which can be related to the high affinity of the dyestuff for the PBT fibrils and nanoclay and extend the PP matrix structure.3,56,57 Rabiei et al.
58
reported that the hydrophilic characteristics of nanoclay enhanced the hydrophilicity of PP/nanoclay and promoted the swelling properties of PP/nanoclay more than those of the neat PP. (a) The dyed fabric samples using C. I. Disperse Blue 56, PP (neat), PP/PP-g-MAH/PBT Blend, PP/PP-g-MAH/PBT/nanoclay with varying contents of nanoclay (0.5, 0.75, 1 wt %) (b) dyeing effluent and (c) absorbance of the dyeing effluent for PP (neat), PP/PP-g-MAH/PBT blend (0 wt% of Nanoclay) and nanocomposite FDY fabric samples over the wavelength range of 400–700 nm. PP: polypropylene; PP-g-MAH: polypropylene grafted on maleic anhydride; FDY: fully drawn yarn; PBT: poly butylene terephthalate.
The fastness of the fabric samples after the dyeing process.
Conclusion
The incorporation of up to 0.5 wt % of nanoclay in PP/PP-g-MAH/PBT nanocomposite fibers not only preserved the rheological properties and improved the melt strength of the PP matrix of the fibers but also could lead to a considerable enhancement in the hydrophilicity and dyeability, compared to those of the neat PP fibers, without using toxic carriers. The DSC results shows the influence of PBT and nanoclay on the crystallinity of PP and this leads to the reduced shrinkage and enhanced resiliency behavior in PP/PP-g-MAH/PBT/nanoclay nanocomposite fibers. The rheological behavior was investigated in the linear viscoelastic range to comprehend the percolation properties of the PBT fibrils in the PP matrix. Upon the fibrillation of PBT domains, the storage modules and complex viscosity were enhanced (compared to those of the neat PP). This implies that the fibril network has established the melt elasticity in the PP matrix. The decrease of the slope of storage modulus (G′) and nonterminal behavior at low frequencies in the rheological analysis of the nanocomposite fibers exhibited a decline in the uniform dispersion, the good interaction with the polymer matrix and the formation of a 3D network of nanoclay, which all prolong the relaxation time and increase the melt elasticity of the blend. The morphological analysis indicates that high aspect ratio PBT fibrils are generated through in-situ fibrillation. A significant decrease in the diameter of the PBT fibril in the PP/PP-g-MAH/PBT/nanoclay nanocomposite fibers can be observed after etching the PP matrix with the DHN, which could be related to the dispersion of nanoclay in the interfacial part and its role as a compatibilizer which hinders the coalescence, and overall, improve the melt strength of nanocomposite fibers in this fiber spinning process. In this regard, the optimized PP/PP-g-MAH/PBT/nanoclay nanocomposite fibers could have a vast range of applications (e.g., carpets).
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.