
Abstract
The objective of this research was to explore the effects of processing conditions on hollow fiber spinning, specifically to look at how differences in solidification impact hollow and solid fiber structures. Polypropylene hollow fibers were melt-spun with a four-segmented arc (4C) die under the wide ranges of spinning conditions (0.25–0.83 g/min of polymer mass throughput per a fiber, 500–2000 m/min of spinning speed, and 5%–100% quench rate). Fiber structure was explored through thermal, geometric, and tensile properties. Fiber hollowness depends on all spinning parameters studied (mass throughput, spinning speed, and quench rate). Increasing the quench rate resulted in the fiber solidifications closer to the spinneret. This leads to higher hollowness but also affected fiber tensile properties. When hollow and solid fibers were compared at constant quench, the hollow fiber solidified faster than solid fiber. The crystallinity of the fibers remained similar, but the tensile modulus was higher for hollow fiber than for solid fiber.
Introduction
High-bulk and low-weight nonwovens and fibers are highly sought after as it can provide performance benefits in many applications such as insulations, filtration, and automotives as well as economic benefits by reduction of raw material cost. One of the most interesting ways to create high-bulk and low-weight structure is the use of hollow fibers. A hollow fiber, a fiber having continuous void along the longitudinal direction of the fiber, may provide superior performances at low weight and low cost. Their unique properties are coming from their geometrical shape. The presence of void and air inclusion give hollow fibers advantages over regular solid fibers in terms of bulk, and insulation properties. In addition, hollow fibers have higher bending rigidity than solid fibers with the same linear density1,2 and provide compression resilience.
Hollow fibers are prepared by spinning a polymer or polymer solution through an annular die. 3 Wet spinning, in which the polymer solution is spun from the spinneret and into a liquid coagulation bath, is one of the common methods and used to create porous hollow fiber membrane. However, it is a slow and costly method. Melt spinning is the most economical method to produce hollow fibers. Melt spinning of hollow fibers can be carried out with spinnerets of special constructions. One construction consists of an annular die with a system of air (or other fluid) blowing into the inner core to form a hollow portion 3 and the other, more common type, uses a segmented arc-type die which induces an inflow of air. Figure 1 shows the schematics of the 4C-segmented arc-type die as an example. An inflow of air between segmented arcs serves as blowing of air into the inner core and keep the fiber wall from collapsing. 4 Different spinneret shapes with different numbers of segmented arcs are used to produce hollow fibers. These are horseshoes, 2C, 3C, and 4C, and they consist of 1, 2, 3, and 4 segmented arcs, respectively. 3C and 4C are the most common types.
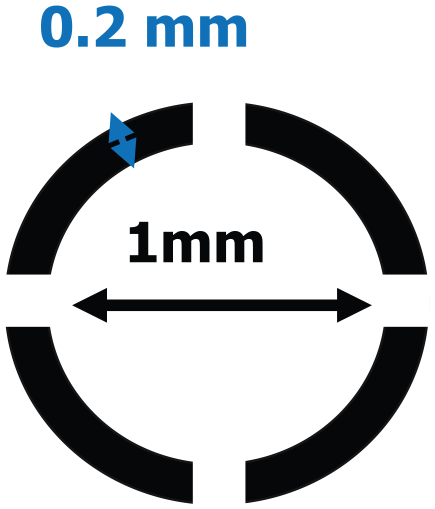
Schematics of the spinneret configuration used to spin hollow fiber. It had four segmented arcs, “4C” (inner diameter = 1 mm, outer diameter = 1.4 mm, thickness = 0.2 mm, gap between segments = 0.15 mm).
Hollow fibers are more difficult to extrude, and the fibers may behave differently in terms of solidification that can result in changes in fiber morphology in the fiber. Researchers reported that hollow fibers have higher crystallinity, molecular orientation, elastic modulus, tenacity, and opacity than solid fibers with the same outer diameter; they have higher amorphous orientation and reflectance than solid fibers with the same linear density.3,5–7
Fibers cool at a rate proportional to their fiber size, so that hollow fibers solidify faster than solid fibers of the same linear density.4,8 The cooling rate is proportional to the surface area when the volume of material is the same. Solidification impacts the molecular orientation of fiber and crystallization.9,10 For polyethylene terephthalate (PET) with the same linear density, hollow round fiber has been shown to have higher amorphous orientation than solid round fiber (a polymer throughput per fiber was 1.91 g/min and spinning speed was 5500 m/min). 5 This was due to higher take-up stress, 36 versus 0.19 cN/dtex, resulting from a higher surface area. 5 Also, the solidification rate impacts the fiber size and void size. 11
Controlling the fraction of void space in melt-spun hollow fibers, that is, hollowness, is important in getting economic and property benefits of hollow fiber use, but it is very challenging. It is the results of polymer behavior during the hollow fiber extrusion process, such as solidification, die-swell, and fiber attenuations. Therefore, hollowness will be influenced by spinneret die geometry (orifice size, wall thickness), polymer properties (thermal properties, melt rheology), and spinning processing conditions (polymer throughput, quench, and wind-up speed). There are some prior studies that investigated the effect of melt spinning processing conditions of hollow fibers, but it is not clear how each spinning parameter affects hollowness. According to Prahsarn et al., 12 small changes in mass throughput per fiber (0.34–0.52 g/min) leads to slight changes in the hollowness of cross-shaped fiber. However, a slightly larger throughput change from 1.75 to 2.5 g/min had an impact on polypropylene (PP) hollow fiber. 4 Similarly, spinning speeds have a slight effect on cross-shaped fiber (50, 300, and 500 m/min) 12 and hollow fiber (50, 150, 250, and 350 m/min).
It is unknown how much of an impact any one parameter may have. Understanding which conditions have a significant impact on properties may help manufacturers set priorities and convert spinning lines from solid to hollow fiber.
In summary, hollow fibers pose great potentials as it can provide superior performances at low weight and low cost. Their unique properties are coming from their geometry—presence and shape of void and air inclusion, but controlling hollow fiber geometry is a very challenging problem. This study explores the range of processing conditions for which hollow fiber production is possible and examines the specific effects of changing quenching rate. We also compared hollow and solid fibers to see how the difference in geometry impacts spinning and resultant fiber morphology.
Materials and methods
Fiber preparation
On a Hills Research Multifilament line (The Nonwoven Institute, North Carolina State University, Raleigh, NC, USA), fibers were spun at 210°C from PP (PP3155, ExxonMobil). Hollow fibers were spun with a 4C die, and its spinneret outlet cross-sectional shape and dimension are given in Figure 1.
To evaluate how different spinning conditions affect hollow fiber formation, a first spinning trial conducted under broad possible ranges of spinning conditions. Polymer melts extruded through the 4C die with throughput per fiber ranges of 0.25–0.83 g/min and subsequently cooled by forced convection with a Schreiber 100AC fan with 100% fan capacity of 0.378 m3/s according to manufacturer specifications, and the quench air flow rate was varied by setting fan capacity range 5%–100%. The lowest polymer mass throughput was selected as the lowest mass throughput at which fiber could be collected at 50% quench fan speed and 1000 m/min take-up speed (a.k.a. “spinning speed”). The highest achievable polymer mass throughput per fiber (0.83 g/min) was slightly below the maximum of the extruder (0.99 g/min). The maximum winder speed was 2000 m/min, but fibers could not be collected at 100% quench fan speed and 2000 m/min spinning speed conditions due to fiber breakage. Hollow fiber spinning conditions are summarized in Table 1.
Summary of spinning conditions.

After the first round of fiber spinning, we further explored the effect of quench on hollow and fiber formation. Hollow fibers were spun with constant polymer throughput per fiber of 0.33 g/min and 1000 m/min collection speed at 20%, 50%, 70%, and 100% quench fan speed settings.
Solid round fibers were also spun with a circular spinneret hole of diameter 0.35 mm to compare to hollow fiber. The throughput per fiber of 0.33 g/min, 50% quench, and 1000 m/min spinning speed were used.
Solidification
During fiber melt-spinning, the extruded molten polymer cools by quenching until it solidifies at the solidification point. At this point, the “frostline,” the final fiber shape, including fiber hollowness, is set. To evaluate the effects of different spinning conditions on fiber solidification, the frostline position from the die surface was measured qualitatively by sliding a glass rod upward along the fibers until it began to stick. The frostline is reported as the distance from the die to the sticking point in millimeters.
Hollowness measurement
Hollowness is the ratio of the void volume to the total fiber volume. For circular cross sections, hollowness simplifies to a ratio of the inner diameter, Di, to the outer diameter, Do, squared

Hollowness was measured on optical microscopic photographs of fiber longitudinal views with NIS Elements software. Longitudinal views were taken along the fiber axis by immersing the samples in Immersol™ 518 F oil with refractive index of 1.518. Fiber diameters were measured on images taken with a Zeiss Polarization microscope with a 25× objective lens. For each processing condition, 10 fiber inner and outer diameters were averaged to calculate hollowness.
Statistical analysis was performed using JMP® Pro 13 by SAS Institute were used to analyze the significance of spinning parameters effects and the first-order interactions on hollowness. p-values lower than 0.05 suggest that there is enough evidence to reject the null hypothesis, that is, reject the no effect hypothesis. p-values are reported when below 0.05.
Differential scanning calorimetry
The melting behaviors of produced fibers were analyzed with differential scanning calorimetry (DSC) (TA instrument). Five- to ten-gram samples were heated from at 10°C/min to 200°C. Two sample repeats were performed. Thermal properties—onset melting temperature, peak melting temperature, and melting enthalpy (Hmelt)—were measured from the thermograms with TRIOS software (TA Instruments). Crystallinity, Xc–in, was calculated from Hmelt with Hcrystalline equal to 207 J/g for completely crystalline isotactic PP

Tensile properties
Tensile tests were performed on MTS Q-test universal testing machine with 10 sample repeats, a gauge length of 25.4 mm, 60 mm/min elongation rate, and a 2 N load cell according to ASTM D3822. Tensile properties of each fiber type were normalized by the fiber’s average cross-sectional area to account for differences in geometry.
Results and discussion
Properties and structures of solid and hollow fibers melt-spun under identical spinning conditions
As the results of employing different spinneret geometries, polymers in hollow fiber spinning are exposed to different environments during the fiber formation. Changes of cross-sectional area and shape of spinnerets orifice alter the shear rate and stress on polymer melt in the die, and consequently, affect polymer melt viscosity and die-swell behavior. Higher surface-to-volume ratio of polymer extruders would impact solidification profiles, which governs molecular arrangement—orientation and crystallization—of fibers. 13 In this section, we compare fiber formation behavior and properties of hollow fibers to those of solid fiber spun at same spinning conditions to explore differences imparted by the hollow fiber die, and the summary of spinning process parameters and produced hollow fiber geometry are given in Table 2.
Spinning conditions and geometry of hollow and solid fibers.
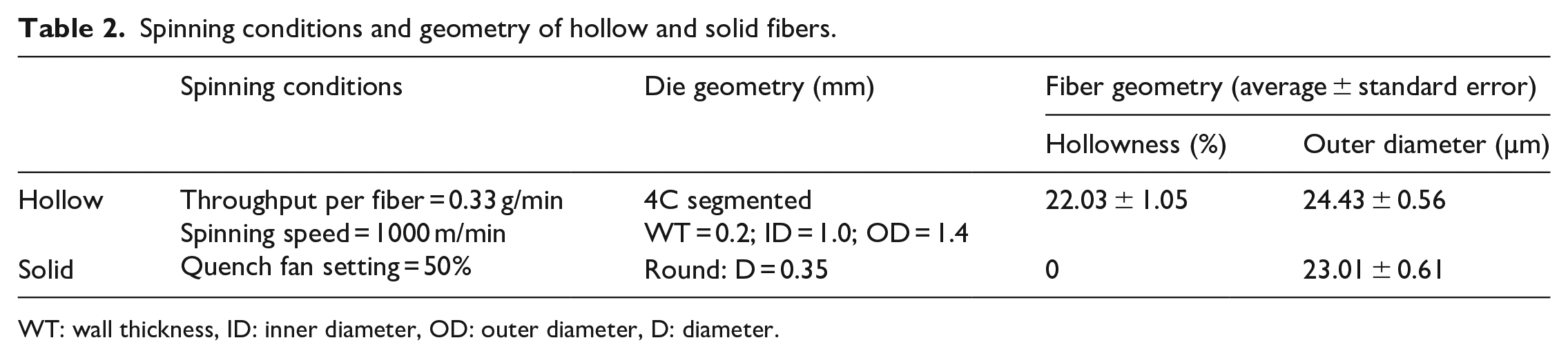
WT: wall thickness, ID: inner diameter, OD: outer diameter, D: diameter.
Shear rate comparison
The die shear rate affects the polymer viscous response and die-swell. This research approximated the shear rate at the wall within the circular die according to a circular capillary and within the 4C hollow die according to a rectangular slot. The Rabinowitch equations for circular (equation (3)) and rectangular (equation (4)) capillary were used 14 for solid fiber and hollow fiber, respectively


where R is the radius of the die in mm, w is the slit width (arc length) in mm, H is the slit height (arc wall thickness) in mm, Q is the volumetric throughput in mm3/s, and ΔP is the pressure drop per a capillary in lbf/in2.
A few assumptions were made for this analysis. This calculation assumes that pressure of the melt leaving the pump, which is measured directly before the die, is approximately the pressure drop across the die, given the pressure at the die exit is zero. Also, it assumes that the pressure is evenly distributed across all holes in the die.
For both Rabinowitch equations, the volumetric throughput, Q, and the pressure drop, DP, were derived from the pump speed, melt pump pressure, pump metering volume, and the number of filaments extruded in the die (equations (5) and (6))


where RS is the rotational speed of melt gear pump in r/min (rotations per minute), P is the melt pump pressure in lbf/in2, and n is the number of openings per fiber in the spinneret (1 for solid fiber and 4 for hollow fiber). Pump metering volume was 2.92 cm3/revolution, and both solid and hollow dies extrude 69 fibers.
Assuming the gap between the arcs is very small, the slit width (die “size”) in equation (4) was approximated as ¼ of the total circumference of the inner radius with the arc equation

where θ is the central angle of the arc (90°) and R is the inner radius of the die (0.5 mm).
Change in volumetric throughput with pressure drop, dQ/dΔP, was obtained as the slope of a linear fit of Q versus ΔP, and the results of linear fits are summarized in Table 3 along with the dimensions of orifice capillary used in the shear rate calculations.
Summary of the shear rate at the wall calculation.

The shear rates at the die wall in hollow fiber and round solid fiber spinning are shown in Figure 2. In general, it increased with mass throughput in both dies as expected. The shear rate in the solid fiber die was always much higher than those of hollow die. This is mainly due to the far larger extrusion area of hollow fiber die (Table 3). Since it is practically impossible to have hollow fiber dies having same extrusion areas with typical solid round fiber dies due to geometrical constraints, shear rates imposed to polymer melt during the hollow fiber spinning would be far lower than those of solid round fibers.

The shear rate at the die wall for solid fiber () and hollow fiber ( ).
).
Solidification
The polymer melt is extruded through the die and then solidifies under forced air convective cooling, that is, quenching. This solidification rate influences spinnability and molecular structure development of fiber. 13 Regardless of fiber type, increasing quench fan speed solidifies the fiber closer to spinneret (Figure 3). The hollow fiber solidifies in the shorter distance than that of the solid fiber at the same throughput and quench rates. Hollow fibers were solidified at 300–460 mm from the extrusion point, while solid fiber solidified at 350–510 mm depending on quench fan speeds. This agrees with the theory that hollow fibers would solidify before solid fibers due to the hollow fiber having a higher surface area per similar volume.4,8

Frostline as a function of quench fan speed and fiber type: hollow () and solid ( ) fiber. Mass throughput per fiber and spinning speed were 0.33 g/min and 1000 m/min.
) fiber. Mass throughput per fiber and spinning speed were 0.33 g/min and 1000 m/min.
Thermal properties: DSC thermogram and crystallinity
DSC reveals information about a polymer’s thermal behavior and crystallinity. In general, no big differences between the DSC thermogram of hollow and solid fiber were observed (Figure 4). The hollow fiber had a slightly higher onset melting temperature than solid (Table 4), but melting peak shifted toward lower temperature, and it may suggest that changes of crystal size distribution, as imperfect and smaller crystal, tend to melt at the lower temperature. However, overall crystallinity does not change significantly (Table 4).

DSC heating thermograms for solid and hollow fibers. Solid fiber () shows a rounder, flatter melting curve than hollow fiber ( ) (quench = 50%, spinning speed = 1000 m/min). Curves are vertically shifted to avoid overlapping and to clearly show melting peak positions.
) (quench = 50%, spinning speed = 1000 m/min). Curves are vertically shifted to avoid overlapping and to clearly show melting peak positions.
Onset melting temperature, peak melting temperature, and crystallinity of hollow and solid fibers (50% quench fan speed, 1000 m/min).

Tensile properties
Single fiber tensile behavior of hollow fibers in comparison with that of solid fibers spun at the same conditions is shown in Figure 5 and Table 5. Interestingly, hollow fibers exhibit higher modulus and tenacity than solid fibers and lower strain at break than solid fibers. Modulus and tenacity findings agree with the literature. 5 It may be attributed to molecular orientation. Arvidson et al. 15 have reported a shift of fiber stress–strain curve is directly related to spun orientation in melt-spun fibers. Higher molecular orientation leads to higher tenacity, higher modulus, and lower strain at break. Change of molecular orientation could be the result of different solidification behaviors. 13 The fiber modulus was proportional to the inverse of the frostline, that is, the fibers that solidified closer to the die had a longer distance between solidification and take-up for the polymer chains to align, increasing orientation. Incidentally, modulus increases with surface area, as claimed by Karaca and Ozcelik, if the hollow fiber interior surface area is included as surface area. 5 Toughness is the work done to break the fiber, that is, the area under the curve. Hollow fiber was tougher than solid fiber.

Stress–strain curves for solid and hollow fibers. Solid () and hollow ( ) fibers with same mass throughput (0.33 g/min) are parallel (quench = 50%, spinning speed = 1000 m/min).
) fibers with same mass throughput (0.33 g/min) are parallel (quench = 50%, spinning speed = 1000 m/min).
Fiber modulus, tenacity, strain at break, and toughness of hollow and solid fibers (50% quench fan speed, 1000 m/min).
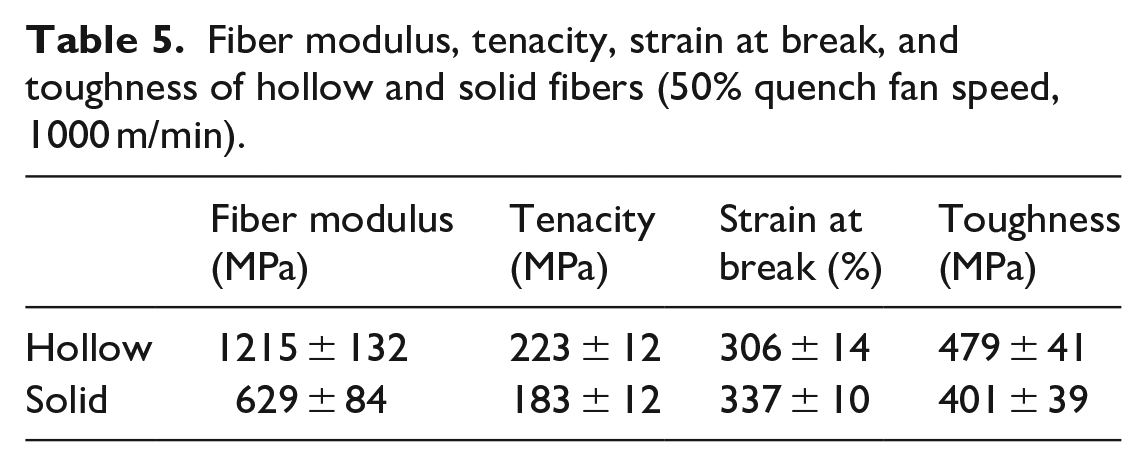
In summary, hollow fibers had higher modulus, tenacity, and toughness than solid fibers when spun at the same condition. They had a lower strain at break than solid fiber, which may make them more difficult to draw.
Effects of spinning conditions on spinning behavior and fiber hollowness
In this section, we investigated how spinning conditions influenced spinnability and hollowness of hollow fiber. The polymer melt is extruded through the die and then solidifies under forced air convective cooling, that is, a fan in hollow fiber spinning. Unlike circular solid fiber spinning where solidification rate does not affect fiber geometry significantly, the solidification point defines the fiber shape in hollow fiber formation. Hollowness remains the same between the die and the die-swell point but decreases after the die-swell point until the fiber solidifies.4,16,17 Solidifying closer to the die has been shown to increase hollowness. Two approaches used in the literature to increase hollowness were decreasing the spinning temperature or increasing quench air volume, and they explained increases in hollowness induced by faster solidification.4,16,17 However, neither study measured solidification directly. In this study, we measure the solidification point and try to connect the quenching rate, solidification, and hollowness.
It is also worth noting that the solidification rate also impacts the ability to spin and collect fibers, “spinnability.” For example, if the polymer melt has not solidified before the first take-up roll, then it cannot be threaded or collected. This happens at 5% quench fan speed and 500 m/min take-up, with either 0.5 or 0.83 g/min. The fan rate was too low to solidify the large fiber. So, quench speed cannot be solely determined by the hollowness of the fiber.
The solidification distance from the die exit for various spinning conditions is given in Figure 6. The PP melt solidified closer to the spinneret (shorter frostline) with increasing quench fan speed, increasing spinning speed, and decreasing mass throughput. As quench fan speed increases, the quenching rate is increased so that the fibers solidify faster. Similarly, the length to solidify decreases with decreasing mass throughput because there is less material to cool off. The increasing spinning speed also reduces the distance length to solidify decreases. It can be explained by increasing spinline stress when the spinning speed is increased. Increasing spinline stress will increase spinline attenuation, reduce the fiber size, and so accelerate solidification. Also, higher spinline stress may contribute to the stress-induced orientation of polymer chains and crystallization and results in quicker solidification.

Fibers solidify closer to the spinneret with increasing quench fan speed: (a) spinning speed: 500 m/min at 0.25 g/min (), 0.50 g/min ( ), and 0.83 g/min (
), and 0.83 g/min ( ); (b) spinning speed: 1000 m/min at 0.25 g/min (
); (b) spinning speed: 1000 m/min at 0.25 g/min ( ), 0.50 g/min (
), 0.50 g/min ( ), and 0.83 g/min (
), and 0.83 g/min ( ); and (c) spinning speed: 2000 m/min at 0.50 g/min (
); and (c) spinning speed: 2000 m/min at 0.50 g/min ( ), and 0.83 g/min (
), and 0.83 g/min ( ).
).
To evaluate how spinning conditions affect fiber hollowness, the hollowness of fibers spun at varying quench, mass throughput, and spinning speed was measured, and the results are given in Table 6. As previously mentioned, fibers could not be produced and collected all conditions tried, and Table 6 only summarizes the conditions where fibers were successfully produced.
Effects of spinning conditions on hollow fiber geometry. Averages and standard errors are reported.

Hollowness appears to increase with increasing quench and mass throughput. To further evaluate effects of each spinning parameters and their interactions, we carried out 3X2X2 three-way ANOVA, and the summary of the analysis is given in Tables 7 and 8. To achieve a balanced design, 2000 m/min and 0.83 g/min were excluded from the ANOVA. It shows all three main effects, quench, mass throughput, and spinning speed and mass throughput–quench interaction have a significant impact on hollowness (p < 0.05). η2, a measure of effect size, is also given in Table 9, to show the degree of association between each spinning parameters and hollowness.
Analysis of variance.

indicates statistical significance level of 5%
Effect tests for main effects and interactions.
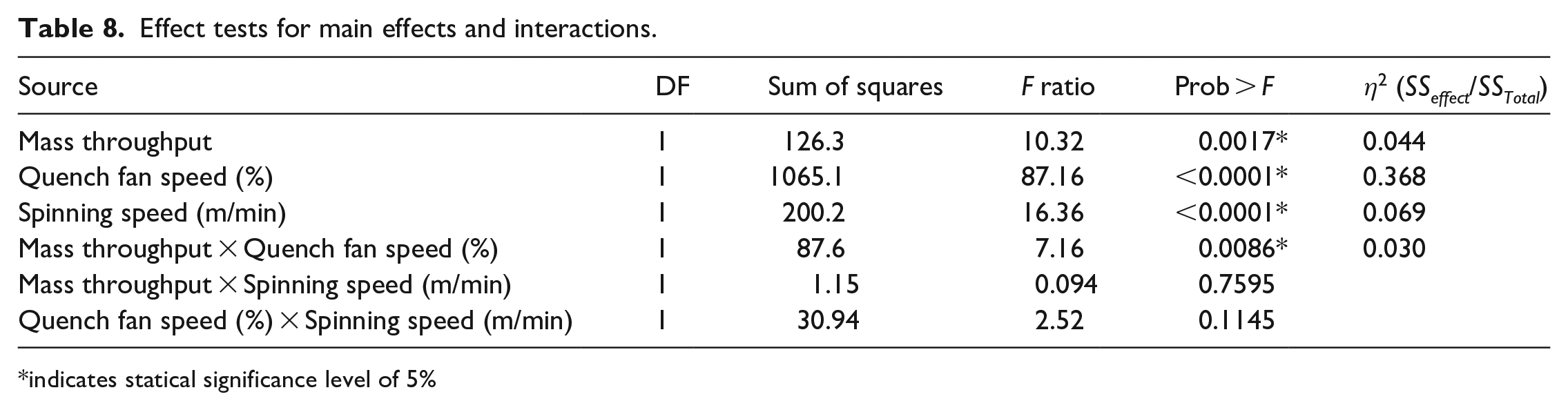
indicates statical significance level of 5%
Hollow fiber thermal properties (0.33 g/min, 1000 m/min).

Three main effects on hollowness illustrated in Figure 7. Hollowness increased with quench fan speed, mass throughput, and spinning speed. Among these, the most influential parameter on hollowness is the quench fan speed. The η2 value of quench fan speed indicates about 36.8% of the total variance in hollowness is attributed to the effects of quench fan speed. This is because the quench fan speed directly controls solidification. At the higher quench rate, molten polymer would be solidified closer to the spinneret and fiber hollowness locks in more of the die hollowness. Increasing hollowness with spinning speed may be also related to faster solidification shown in frostline measurement (Figure 6). Conversely, increasing mass throughput decreases the solidification rate, and more material cooling without a proportional increase in surface rate, but continues to increase hollowness.

Effect spinning conditions on fiber hollowness: (a) quench fan speed, (b) mass throughput, and (c) spinning speed (solid black line represents the overall mean of the hollowness of all conditions; centerline of diamonds represent the group mean, upper and lower points of diameters correspond to upper and lower estimate of 95% confidence interval).
Effect of quench on hollow fiber structures and tensile properties
In previous sections, we have found that the most influential spinning parameter on fiber hollowness is the amount of quench during the spinning process. In this section, we have further investigated the effects of quench on hollow fibers formation to see if there is a trend with quench fan speed. Also, quenching impacts more than just fiber solidification and geometry. Changing the quench to increase hollowness may also impact the fiber morphology: crystallinity and molecular orientation. It is known that the solidification rate can impact the formation of spherulites, fibrils, and micelles within the fiber. 10
In order to determine the effect of quench on geometry, crystallinity, and tensile properties, hollow fibers with fixed throughput (0.33 g/min) and the spinning speed (1000 m/min) were compared.
Fiber geometry
Fiber outer diameter and inner diameter varied with quench fan speed (Figure 8). Both outer diameter and inner diameter increase with quench fan speed and result in higher hollowness. These increases in fiber diameter and hollowness can be attributed to faster solidification under the higher quenching as previously shown in Figure 3. When all other spinning conditions are identical, fiber hollowness decreased with increasing distance to solidification, frostline (Figure 9). Again, when fibers were solidified closer to the spinneret, they more likely retain hollowness of die and poses higher hollowness.

Effects of quench on fiber inner diameter (), outer diameter ( ), and hollowness (
), and hollowness ( ). Error bars are the standard error.
). Error bars are the standard error.

The relationship between fiber hollowness and the distance to solidification. Error bars are the standard error.
Thermal properties and crystallinity
Increase in quench or faster solidification of polymer melt during the melt spinning process can affect polymer molecular arrangement in the fiber and may affect properties of fibers. To evaluate this, we have conducted DSC analysis (Figure 10) and single fiber tensile behaviors (Figure 11, next section).

DSC heating thermograms for hollow fiber (stacked) in order from top to bottom: 20% quench (), 50% quench ( ), 70% quench (
), 70% quench ( ), and 100% quench (
), and 100% quench ( ); 0.33 g/min, 1000 m/min. Curves are vertically shifted to avoid overlapping and to clearly show melting peak positions.
); 0.33 g/min, 1000 m/min. Curves are vertically shifted to avoid overlapping and to clearly show melting peak positions.

Stress–strain curves of hollow fibers with 20% quench (), 50% quench ( ), 70% quench (
), 70% quench ( ), and 100% quench (
), and 100% quench ( ); 0.33 g/min, 1000 m/min.
); 0.33 g/min, 1000 m/min.
The thermograms for 20%, 50%, 70%, and 100% quench appear similar (Figure 10). Quench fan speed appears to have a limited impact on crystal properties and no difference in the melting onset or peak temperatures (Table 9). Between 20% and 100% quench, the hollow fiber crystallinity may increase slightly (39.9%–43.6%).
Tensile properties
Stress–strain curves are given in Figure 11. Stress is normalized by the fiber cross-sectional area. Hollow fiber tensile properties are summarized in Table 10. Elastic modulus appears to increase with increasing quench, and it may be due to more time to develop orientation due to solidifying closer to the die. However, 70% quench has a lower elastic modulus than expected; its curve is much lower than the others. The 100% quench fiber has much lower tenacity and the strain at break than the other fibers. Also, the toughness, the work required to break the fiber, is much lower (Figure 12). This quench condition creates weaker fibers.
Hollow fiber tensile properties.


Effects of quench on fiber toughness.
Conclusion
In conclusion, hollow fiber formation depends on fiber solidification, which is influenced by processing conditions (mass throughput, spinning speed, and quench). The quench rate has the most direct impact on hollowness. Quenching also impacts crystallinity and tensile properties. Theoretically, the shear rate at the wall was much lower for hollow fiber than for solid fiber, but this did not appear to impact the fiber modulus. Hollow fiber tended to have a higher modulus than solid fiber. Fiber size varies with quench fan speed for hollow and solid fibers. Differences imposed by die geometry (the shear rate at the wall and L/D) appear to impact fiber size through die-swell but do not impact orientation or crystallinity.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research is funded by The Nonwovens Institute (Project Number 16-191).