
Abstract
The investigation of polypropylene (PP)/clay nanocomposites has received considerable scientific and technological attention during the last decades due to their good mechanical and barrier properties. In the present article, the effects of adding Cloisite15A (C15A) nanoclay in polypropylene (PP) were investigated. PP nanocomposites were prepared by a direct melt mixing method. For better dispersion of C15A, 30 wt% of nanoclay masterbatch was first prepared by melt mixing of PP matrix and acrylic acid grafted PP oligomer (PP-g-AA) in a compounder, before being used to produce nanocomposites with 2 and 5 wt% of C15A. The aim of this work was to used nanoclay filled nanocomposites with suitable properties for cable application like good flame-retardant property; improve dye-ability and resilience of polypropylene. The XRD results indicated an intercalated layer structure for nanocomposites, The SEM examination showed satisfactory dispersion of nanoclay in 2 wt% of C15A and some degree of agglomeration in 5 wt% of C15A. DSC analysis indicated that C15A acts as a nucleating agent and increases crystallinity in the nanocomposite. TGA showed with increasing nanoclay, heat resistance was improved and degradation temperatures increased. Limiting oxygen index (LOI) tests showed increased flame retardancy from 25% for neat polypropylene t0 32.2% for nanocomposites of 5 wt% of C15A. The tensile modulus was improved from 423 MPa for neat polypropylene to 474 MPa for nanocomposites with 5 wt% of C15A. This result indicates that increasing C15A content had a suitable effect on the tensile properties. Melt spinning investigation on low oriented yarn (LOY), draw textured yarn (DTY), and fully drawn yarn (FDY) of 2 wt% C15A nanocomposite showed a reduction of linear density for FDY and an increase of the shrinkage. Furthermore, the obtained results for the improvement of dye-ability and compression resilience showed that PP/C15A is appropriate for textile products.
Introduction
The properties of organic-inorganic nanocomposites have been frequently studied during the last decades and continuously are being investigated due to their amazing characteristics. Among the numerous kinds of polymer-nanomaterial composites, polypropylene/Cloisite15A has attracted a lot of interest among academics and industrial researchers due to significant improvement in thermal, physical, and mechanical properties and their different applications achieved by a small addition of nanoclay.1-4
To improve the properties of PP, a uniform distribution of filler in the polymer matrix, strong interface adhesion between nanofiller and polymer matrix and synergy between nanofillers are required.5,6 The thermoplastic PP is widely used in hygiene coatings as well as automobile and home textiles industries. Also due to lower production costs and high resistance against chemicals, PP fibers are broadly employed in the furniture and carpet industries. However, the dye-ability of PP remains a serious industrial concern, and the application of PP nanocomposites is studied by researchers to meet this challenge while improving or maintaining mechanical properties.7,8 Rahman et al. prepared PP nanocomposites containing various content of modified spherical silica nanoparticles. 8 Mechanical test results indicated that adding 5 wt% of such nanoparticle increased elastic modulus 1.6% compared to pure PP.9,10 Considering PP’s low melting point (160–180°C), it is reasonable to assume that PP fiber dye-ability may well be improved by melt-spinning and addition of appropriate nanomaterials. 11 Addition of natural montmorillonite modified with benzyl dimethyl ammonium salt to PP matrix was reported to improve physical, mechanical, thermal properties as well as dye-ability. 12
The textile industry is gradually developing expert systems to increase production, improve quality, and reduce costs. Conventional methods employed in the textile industry to enhance dye-ability do not produce last-longing effects on the PP fibers and fabrics. The addition of graphene nanosheet, however, has been shown to provide PP fibers with excellent long-term qualities. 13 Dabrowska uniformly dispersed silica as nanoparticle into PP to prepare PP-based AR-805 nanocomposite and reported improved mechanical and thermal properties.14,15 In another study, a PP nanocomposite containing 30 wt% zinc oxide nanoparticles was prepared by drying at the temperature of 350°C and 45 MPa pressure. Good dispersion of nanoparticles, as well as proper placement of polymeric chains between zinc oxide layers, was observed, followed by an increase in the polymer density from 1290 to 1690 kg m−3.16-19
The shrinkage phenomenon of fibers is of utmost importance in textile products due to associated dimensional stability and was investigated for produced PP. 20 One important effect of adding clay to PP is the improvement of flame retardancy, which is critical to the textural industry. This characteristic is attributed to carbon silicate layers formed on the polymer surface which protect against heat and mass transfer and inhibit thermo-oxidative degradation of the polymer. Another aspect of PP nanocomposites for the textile industry is their resiliency characterized by exerting a known mechanical force on the textile product manufactured from PP nanocomposite fibers and measuring thickness variation after removing the force. Different studies on this subject indicated that compression resilience is improved in PP nanocomposites.21,22
The present study has been aimed to improve dye-ability, resistance against flame, and resilience of an industrial-grade polypropylene (PP552R) produced by Shazand Petrochemical Company in Arak, Iran, where 90% of this homopolymer is used as fibers in the local textile industry. Concerns about dye-ability, resistance against flame, and resilience have led to a severe decline in consuming this polymer for the important national carpet production market. The addition of C15A nanoparticles to PP was investigated in both pilot and laboratory scales, and in the first step, a masterbatch containing 30 wt% C15A, PP matrix, and compatibilizer (PP-g-AA) was prepared. PP composites of 2 and 5 wt% C15A were then produced using a laboratory compounder. Physical, mechanical, thermal and resilience tests performed on the granule and final product indicated considerable improvements in properties of nanocomposites of PP manufactured under license by Basell, most likely due to the high surface-to-volume ratio of nanoclay and subsequent increased interactions.
Materials and methods
Materials
The polymer matrix used in this study was polypropylene with trademark of PP552R with a melt flow index (MFI) of 40g/10 min and a density of 970 kg m−3 were provided by Shazand Petrochemical and Crompton Chemical Companies, respectively. The C15A was purchased from Zhesiang Fenchong Company (China) having a density of 1700 kg m−3, and moisture of less than 3%, represented by the trademark of DK4.
Masterbatch and preparation of nanocomposites
The masterbatch was used in the production of nanocomposites for environmental considerations and more efficient dispersion of C15A nanocomposites in PP matrix. It also enables more precise control of filler concentration in the final compound compared with direct mixing. Masterbatch was prepared using a melting mix method with 30 wt% of C15A, 5 wt% of PP-g-AA, and 65 wt% based polymer in a compounder at 180°C and 100 rpm. PP nanocomposites were prepared by a direct melt mixing method using the masterbatch, C15A (2 and 5 wt%), PP, and PP-g-AA in a BAUTEK L40/D19 compounder at 180°C and mixed at 100 rpm for 8 min. At each stage, 500 g of the sample at various concentrations were prepared. Table 1 presents the composition of the prepared nanocomposites. For the identification of the nanocomposites, PP552R represent the polymer matrix (which is polypropylene), Ri and its subscript i = 1, 2, and 3 as shown in Table 1 represent the different composition of PP2R, PP-g-AA and C15A.
wt% of materials used for preparing nanocomposites.

Characterization
SEM
SEM was used to examine the steady dispersion of the modified C15A in the polymer matrix. The scanning electron microanalysis was carried out using a magnification of 50000, and 25 kV.
XRD
XRD was employed to investigate the crystalline structure of nanoclay, nanocomposite, and the distribution of polymeric chains. A shift toward lower angles of the XRD peak suggests an increase in interlayer spacing or gallery space within the clay layers, which is referred to here as intercalation. XRD tests were conducted on the following settings: 2θ of 10–70°, 40 kV, and 30 mA generator at 25°C.
Thermal properties
DSC analysis was performed at temperatures ranging from 25°C to 230°C at a heating rate of 10°C/min increment. Samples were then kept at 230°C for 5 min, before being cooled to 25°C at the same rate. For TGA tests, thermal behavior was studied thermo gravimetrically under a nitrogen atmosphere with a flow rate of 20 ml/min and a scan heating rate of 20°C/min from 20 to 580°C. A test sample of 5–10 mg was used for each run. Flame retardancy tests were carried out on the granule samples according to the ISO/1EC 17025 standard.
Mechanical properties
The tensile strength and Young’s modulus were measured in terms of ASTM D638 standard using up to 500 MPa force. The three-point flexural tests were also performed according to the ASTM D790 standard. The obtained flexural strength is also referred to here as modulus of rupture. The compression resilience of the woven fabrics was measured according to ASTM D3415-1986 standard, using an SRT-5 machine. Resistance properties against compression were also estimated using the same machine.
Melt spinning (LOY, FDY, and DTY fibers)
A melt spinning unit (Automatik, Germany) was used for the fiber sample preparation. Nanocomposite fibers PP552R2 and PP552R1 were then prepared as expressed in Table 1. The suitably adjusted concentration of spin finish was prepared and spayed overcrossing filaments using a dual flow gear pump. The prepared fibers were collected on a bobbin at a speed of 1000 m/min. Fully drawn yarn (FDY) was also prepared at a spindle speed of 400m/min using the same unit. DTY or draw texture yarn was prepared using a false twist process at a speed of 50 m/min.
Dyeability
Woven clothes with texturized fibers were dyed in an acidic environment using Eriony red 2B and anionic debrief 10% at a concentration of 0.5 g dm−3 at 70°C for 10 min.
Linear density and shrinkage
The linear density of filament yarns, LOY, FDY, and DTY were determined according to ASTM D 1907 standard. The linear density test was carried out with 4 decimal place accuracy using a 10 kg sample, an electric fiber winding machine capable of producing yarns with 1 m circumference, and variable thread numbers determined by the variable skein. At each stage, the net weights for 5 skeins of 100 m yarn were measured, and the thread number was determined in dtex. Fiber shrinkage measurement was performed based on the standard DIN 53840-Part 1, where fibers were freely suspended in boiling water for a specific time, and initial and final lengths were noted at room temperature, to determine the shrinkage in terms of the percentage length change.
Results and discussion
SEM
Scanning electron microscopy essentially allows observing the presence or absence of clay particles with big size as aggregates and agglomerates. This technique is based on the principle of electron–matter interactions. In this study effect of processing condition on the dispersion of the C15A in the PP matrix was investigated morphologically using SEM. The SEM images of (a) PP552R2 and (b) PP552R 3 are shown in Figure 1, where the white areas are the clay layers and the black ones represent the PP matrix.

SEM representations of (a) PP552R2 and (b) PP552R3.
SEM results indicate no particle agglomeration in PP552R2 and satisfactory dispersion of the C15A particles in the polymer matrix. However, at 5 wt% C15A loading, some degrees of agglomeration and non-uniform particle distribution of the C15A are observed. Hence, no further addition of the nanoclay has been investigated.
XRD
X-ray diffraction is a method widely used in the characterization of dispersion or exfoliation and intercalation of the clay sheets in a polymer matrix.
The basic principle of XRD is to send an X-ray beam of wavelength λ on the sample. The analysis of the diffracted signal allows estimating the distance between the clay layers according to Bragg’s law. 23

where λ is the wavelength of the X-ray, θ is the angle of the diffracted ray, d is the separation in the lattice points, and n is a positive integer representing the diffraction order. The XRD patterns of the C15A and nanocomposites are depicted in Figure 2.

XRD graphs of nanoclay, PP552R1, PP552R2 and PP552R3.
In the C15A pattern, the characteristic peak is observed at 2θ = 7.19°. d-spacing of C15A sheets is obtained 18.26A° using Bragg’s equation. The angle of radiation for PP552R1, PP552R2, and PP552R3 travels toward the smaller angles which are 2θ = 7.17, 7.13, and 7.10°, respectively. The peak point of nanoparticles has a lower intensity and a higher bandwidth in nanocomposites. d-spacing of PP552R1, PP552R2, and PP552R3 is obtained 18.05, 18.28, and 18.40A°, respectively. These indicate that enough polymer molecules have entered between the C15A layers thereby promoting higher intercalation. The qualitative analysis shows that the peaks associated with nanoclay not only shifts toward smaller angles but also their intensity diminishes, most likely due to increased amorphous phase content. This indicates that, as clay content is increased, the morphology shifts from intercalated to exfoliated structures.
DSC
The DSC is a quantitative technique that allows the determination of thermal properties of the tested material such as glass transition temperature Tg, melting temperature Tm, crystallization temperature Tc, and crystallinity rate Xc. The principle of DSC is the measurement of the difference in heat flow between the testing sample S and a reference crucible R during a heating or cooling programmed run.23,24 The DSC test result is presented in Table 2, from which thermography of melting and crystallization of heating and cooling processes was obtained. The degree of crystallinity was calculated from the following equation 23 :

where ΔHm is the melting enthalpy of polypropylene and ΔH100 is the enthalpy of 100% crystalized PP (ΔH100 = 209 J/g). Table 2 shows that neat PP (PP552R1) has an initial crystallinity temperature (Tc) of 117.09°C and as C15A content increases, Tc shifts slightly toward higher temperatures. The minimum crystallinity (Xc) is 42.06%, while the degree of crystallinity for PP552R2 and PP552R3 is about 8.65% and 10.1% higher compared to that of PP552R1. These indicate that nanoclay C15A has probably acted as a nucleating agent, thereby, increasing the crystal phase of the nanocomposite. Ataeefard et al. 25 showed that the rate of crystallinity Xc undergoes an increase from 34.95 to 56%, this is caused by the large amount of nanoclay which acts as a nucleating agent and therefore leads to the increases in the nanocomposites crystallinity.
Crystallization of PP552R1, PP552R2 and PP552R3.

TGA
Thermal properties of polypropylene/clay nanocomposites are influenced by several characteristic parameters such as clay content, type of surfactant, and elaboration process. Figure 3 illustrates the thermal stability results of nanocomposites.

TGA graphs for PP552R1, PP552R2 and PP552R3.
The thermographs revealed that the onset of degradation of the two nanocomposites shifted toward higher temperatures. As C15A content in the blend is increased, higher thermal stability is achieved. The temperatures of T5 (temperature at 5 wt. % weight loss), T10 (the temperature at 10 wt. % weight loss) were shown in Table 3. Increasing the temperature of nanocomposites samples compared to those of PP552R1 may be attributed to the C15A layered nature. The intercalated nanocomposite structure could reduce the transfer rate of volatile matters, resulted in degradation from solid to gas phases, and consequently enhanced thermal stability. The residual weight also increases with nanoclay loading as indicated in Table 3.
Thermal stability of PP552R1, PP552R2 and PP552R3.

Santosa et al. 26 prepared PP nanocomposites by using clay with different amounts of organic modifiers. They showed that the addition of the modified clay improves the thermal stability of nanocomposite. This is due to the clay structure that can act as an excellent insulating barrier that slows the release of gas from decomposition. Also in another study, Chigwada et al. 27 showed that the presence of clay in the polymer matrix tends to increase the thermal stability of the nanocomposites.
Flame retardancy
The flame retardancy test corresponds to the minimum amount of oxygen required in the oxidation (burning) process. The main mechanism in such nanocomposites as investigated here is attributed to the presence of nanofillers which act as a barrier for gas flow and oxygen diffusion at the condensed phase. LOI test results were obtained for PP552R1, PP552R2, and PP552R3 equal to 25%, 28.4%, and 32.2%, respectively. The results indicate that resistance against flame increased with the addition of C15A to the polymer matrix, perhaps by placing chains between the nanoclay silicate sheets, which causes prevention of the escaping gases produced during the burning process.
Tensile properties
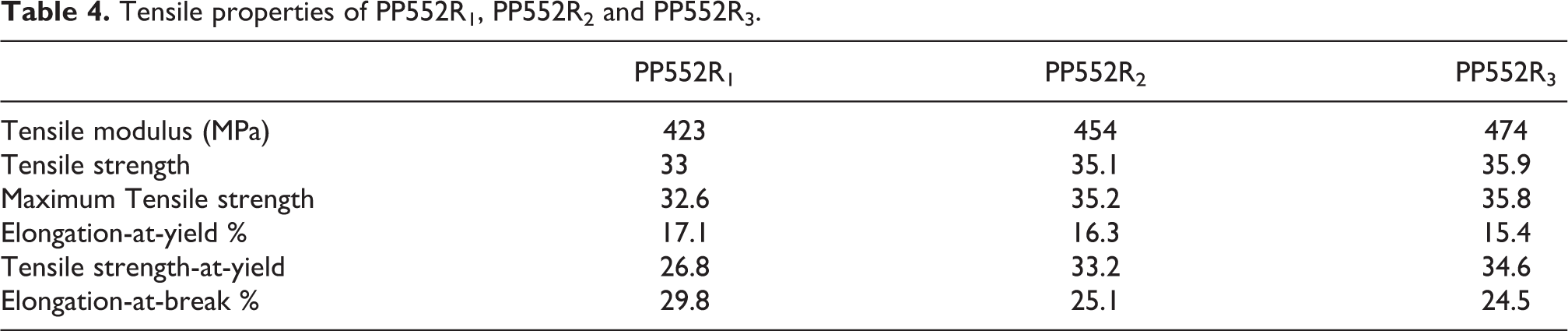
The clay particle size and their distribution in the polymer matrix are characteristic parameters of the nanocomposite structure. For the accuracy of data, the tensile test for each specimen was repeated three times with the mean value being represented here (Figure 4). As can be seen from the corresponding diagrams, increasing nanoclay content leads to a reduction of the tensile strength and improvement of Young’s modulus and consequently the toughness. Improvement in tensile properties could be due to improved aspect ratio and increased interaction of the C15A nanoclay and the polymer matrix at their interface. The tensile modulus was 454 and 474 MPa for PP552R2 and PP552R3, respectively which were 7 and 8% higher than that for PP552R1, respectively. It is worth noting that the viscoelastic behavior of polymers change with the addition of nanoclays,1,2 so that viscous properties reduce, while elastic properties increase. This justifies the elongation-at-break and elongation-at-yield here (Table 4) which reduces with increased nanoclay content most likely due to lower polymeric chain mobility.
Dong et al. 28 showed that the addition of clay minimizes crack growth at a higher change level, also the increase in clay content limits the mobility of the polymer chains so that the modulus is improved. In another work, Tarapow et al. 29 prepared PP/clay nanocomposites. They determined that Young’s modulus was improved by the clay incorporation and became higher as a function of clay content. Whereas tensile and impact strength did not significantly change and this could be attributed to poor interfacial adhesion between the PP matrix and clay fillers.

Stress-strain curves of PP552R1, PP552R2 and PP552R3.
Tensile properties of PP552R1, PP552R2 and PP552R3.
Flexural modulus
Figure 5 shows the flexural strength test results carried out on the specimens. The forces belonging to PP552R2 and PP552R3 were 16 and 25% higher than that belonging to PP552R1, respectively. Flexural modulus is known to be directly related to the crystallinity of polymer, the above results confirm the above mentioned DSC results, where crystallinity increased with nanoclay content. Meanwhile, high penetration of polymeric chains between silicate sheets could contribute to a higher tensile strength of the nanocomposites (Table 5).

Flexural strength diagram of PP552R1, PP552R2 and PP552R3.
Flexural strength results for PP552R1, PP552R2 and PP552R3.

Compression resilience
Comparative standard tests were carried out on threads of pure PP and that containing 2% and 5% nanoclay respectively. Five samples were prepared for each type and cut with 15 mm height yarn using electric scissors. Each sample was pulled by a 5.0 kg weight for a specific duration (1 and 24 h) and compression and resilience were measured, respectively, according to Eqs. (3) and (4) 30 immediately following load removal, as noted in Tables 6 and 7.


Short-term results of compression and resilience of PP552R1 and PP552R2.

Long-term results of compression and resilience of PP552R1 and PP552R2.

Linear density and shrinkage
Linear density elaborates the thread number and fiber quality in terms of thread length per specific mass. The lower the linear density, the higher the capacity for longer yarn. Shrinkage is also an important property of the yarn which is often undesired in the textile industry. Linear density and shrinkage properties of the nanocomposite PP552R2 were investigated as a reference (2% nanoclay) at different spinning speeds (1000 m/min for LOY and 3000 m/min for FDY) and compared to those of pure PP as listed in Table 8. As can be seen, as a result of adding 2% nanoclay, linear density has not altered much in the LOY process (0.14 dtex), while shrinkage increased by some 3.1%. For the faster FDY process and the same nanoclay loading, however, linear density reduced substantially (24.09 dtex = 23.6%) while shrinkage increased by 3.81%. As for DTY, where the yarn is texturized by stretch and wave induction, a 2% increase in nanoclay content led to a negligible reduction in linear density (0.5 dtex), but its shrinkage was less than that of LOY and FDY (2.19%).
Results for the linear density and shrinkage of LOY, FDY, and DTY yarns of PP552R1 and PP552R2.

Dyeability
An important industrial concern on PP is its limited dyeability. The addition of C15A nanoclay could improve this considerably. In this work, the amount of color absorption in the dyed specimens was calculated using the reflected spectrum. Reflection from the dyed specimens was measured at λ = 400–700 nm and a distance of 10 nm. As can be seen from the associated color absorption diagram (Figure 6) of the specimens, dyeability improved with 2% nanoclay addition indicated by the absorption peak below:

Dye ability curve of PP552R1 and PP552R2.
As the non-polarity of PP reduces its dyeability properties, the presence of polar C15A nanoclay enhances the color absorption of the fabric.
Conclusion
PP/clay nanocomposites with interesting thermal and mechanical properties have been obtained. In this study, the effects of C15A nanoclay (2 and 5 wt%) and acrylic acid PP oligomer (PP-g-AA) as compatibilizer on thermal and mechanical properties of nanocomposites were investigated. To improve dispersion, 30 wt% of nanoclay masterbatch was prepared by melt mixing of PP matrix, (PP-g-AA) and C15A in a laboratory compounder. The tensile test results showed that the modulus of elasticity and tensile strength of nanocomposites were all higher than the neat PP, and increased with increasing nanoclay loadings. The XRD results indicated an intercalated layer structure for nanocomposites. The SEM examination showed satisfactory dispersion of nanoclay, but some degree of agglomeration at 5 wt% C15A was observed, and therefore, higher concentrations of nanoclay were not investigated in this study. Thermal characterization by DSC, TGA, and LOI tests indicated that C15A acted as a nucleating agent, and by increasing nanoclay content, nanocomposite crystal phase, and degradation temperatures of T5 and T10, as well as flame retardancy, were increased. LOI tests showed increased flame retardancy from 25% for PP552R1 to 32.2% for PP552R3. Also, the tensile modulus was improved from 423 MPa for PP552R1 to 474 MPa for PP552R3. Besides, elongation-at-break from 29.8% for PP552R1 to 24.5% for PP552R3 and elongation-at-yield for PP552R1 and PP552R3 were reduced. Melt spinning investigation on low oriented fiber (LOY), draw textured yarn (DTY), and fully drawn yarn (FDY) of 2 wt% C15A nanocomposite showed the reduction of linear density and about 2–4% increasing in shrinkages. Furthermore, the addition of nanoclay improved PP dyeability and compression resilience desired for textile products.
Footnotes
Acknowledgements
Thanks are due to M Ghanipour for assistance with the experiments and to F Mozdianfard for valuable discussion.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Authors are grateful to the council of Iran Shazand Petrochemical and Islamic Azad University of Borujerd for supporting this work by Grant No. (139257/689).