
Abstract
The growing emphasis on sustainability in the textile industry demands innovative solutions for material sourcing and production processes. This study investigates the melt spinning of high-quality polypropylene monofilaments derived from post-consumer waste, focusing on the recycling of food packaging from the plastic waste collection system in Germany. The research explores potential pathways to produce monofilaments that maintain the mechanical properties required for textile applications. Five commercially available polypropylene materials were examined, including a homopolymer polypropylene (hPP) and four recycled polypropylene variants obtained from post-consumer waste. Prior to processing, the materials underwent comprehensive thermoanalytical, rheological, and visual assessments to characterize their thermal stability, flow behavior, and appearance, respectively. The melt-spinning process was carried out by producing monofilaments and evaluating the basic mechanical properties and processability of each material under various process parameters. The mechanical and physical properties of the monofilaments—including tensile strength and elongation—were thoroughly analyzed. Key findings demonstrate that recycled polypropylene can yield monofilaments with mechanical properties comparable to those of virgin materials, highlighting its potential for advanced applications in the textile industry. The study provides valuable insights into the performance and limitations of post-consumer polypropylene in modern melt-spinning processes, contributing to efforts toward more sustainable material use in textile manufacturing.
Polypropylene (PP) is one of the most widely used thermoplastic polymers worldwide due to its versatility, low cost, and advantageous properties such as low density and high chemical resistance. 1 Its applications range from packaging, automotive components, and textiles to emerging roles in microdevices, including microfluidic channels, filtration membranes, and compliant structures, though limited electrical conductivity poses challenges for MEMS-based sensors and actuators. This limitation restricts its use in applications that require conductive pathways, such as in electronic packaging, conductive films, or integrated sensors, where materials with higher electrical conductivity are typically needed for optimal performance. Enhancing the electrical properties of PP through additives or composites remains an area of ongoing research.2,3 Despite its utility, the increasing consumption of PP has led to significant environmental concerns, particularly related to plastic waste accumulation. 4
In order to mitigate the environmental impact of plastic waste and reduce the depletion of natural resources, there is a compelling necessity to promote the recycling of PP and other polymeric materials. The primary method for recycling PP is mechanical, involving physical processes like collection, sorting, cleaning, shredding, and reprocessing into new products. 5 This process can be roughly divided into post-industrial and post-consumer recycling. In post-industrial waste recycling, production waste is directly recovered from the manufacturing process, resulting in relatively pure and less degraded materials of higher quality. In contrast, post-consumer waste recycling processes used products from waste streams, such as food packaging, which are often contaminated with other polymers, additives, or residues. These impurities increase the complexity of processing and clead to greater variations in the quality of the recycled PP. Post-consumer plastic waste constitutes the largest share of global plastic waste, 6 emphasizing the significance of its effective utilization in driving sustainability efforts 7 and promoting the transition to a circular economy. A significant stage in this process is the manufacturing of recycled PP chips or pellets, which function as a versatile intermediate product. However, producing of high-quality recycled chips requires precise control over processing parameters to ensure uniformity and eliminate impurities, making them suitable for high-performance applications such as technical textiles, films, and packaging materials. Advanced sorting technologies, including the integration of machine learning and artificial intelligence with spectroscopy methods like near-infrared spectroscopy, have significantly improved the identification and separation of various plastic types, thereby enhancing the quality of recycled materials.8,9 Despite this significant progress, current research 10 highlights that challenges remain in sorting materials like plastic films, dark-colored plastics, and multi-polymer plastics. During the recycling process oxidative stress presents a significant challenge during mechanical recycling. The generation of free radicals as a consequence of shear forces and heat during treatment results in a reaction with oxygen, leading to chain scission and a consequent reduction in the molecular weight of the polymer. 11 Furthermore, the thermal degradation during repeated heating cycles serves to aggravate this issue, resulting in a further reduction in molecular weight and a deterioration in the mechanical properties of the recycled material. 12 These degradation mechanisms, coupled with contamination from other plastics or additives, can adversely affect the quality of the recycled PP granules, making them less suitable for demanding applications. Nonetheless, the chips produced through these processes can be utilized in various manufacturing applications, including packaging materials, films, nonwovens, and technical textiles. However, the material requirements for recycled polypropylene (rPP) differ significantly depending on the application. For instance, food packaging necessitates stringent purity standards to comply with regulatory requirements.
To extend the application potential of rPP, utilizing post-consumer rPP in advanced manufacturing processes such as melt spinning offers a promising pathway. 13 Melt-spinning technology is a versatile and the most widely used method for producing fibers, and its applications extend across various industries due to its efficiency, scalability, and ability to create fibers with different properties. In addition to multifilaments, monofilaments produced from PP are widely used in industrial applications such as geotextiles for soil stabilization, ropes, nets, and filtration systems, where high strength and durability are essential. In the textile sector, it enables the production of high-performance fabrics for clothing, and nonwovens for hygiene products and filter media. The automotive industry uses melt-spun fibers for lightweight, durable components such as seat covers and air filters, while the medical sector uses them in surgical textiles, wound dressings, and implantable devices. In addition, melt spinning supports sustainability efforts by facilitating the production of recycled fibers for eco-friendly packaging and industrial applications, highlighting its versatility in addressing modern challenges in materials science and engineering. Melt-spinning technology exemplifies a promising approach for the utilization of rPP, seamlessly integrating sustainability into fiber production by leveraging the polymer's recyclability. Bubble electrospinning represents an alternative fiber production method that offers unique advantages in creating fine and complex fiber structures, making it a promising approach for specialized applications. 14 Both melt spinning and bubble electrospinning offer unique advantages depending on the material requirements and desired fiber structure. Melt spinning is faster and more cost-effective, making it ideal for the mass production of thermoplastic fibers with stable mechanical properties, suitable for general textile applications. On the other hand, bubble electrospinning allows the creation of very fine and complex fiber structures, making it particularly attractive for applications in medical textiles, sensors, or filtration materials. However, this comes at the cost of production speed and process complexity. The choice of the appropriate method therefore depends on the target application, the required fiber structures, and the economic considerations. While the melt spinning offers notable advantages, such as scalability and the ability to produce fibers with diverse properties, its successful application depends heavily on the quality and processing of the rPP feedstock.
Melt spinning is a fiber production process where molten polymer is extruded through a spinneret to form continuous filaments, which are then cooled and solidified. Utilizing rPP in melt spinning can produce fibers for various applications, contributing to waste reduction and resource efficiency. 15 However, rPP fibers may exhibit altered mechanical properties compared with those made from virgin PP due to prior degradation. Studies16 –18 have shown that with proper processing techniques and the addition of stabilizers, the properties of rPP fibers can be significantly improved. Advancements in the melt spinning of rPP include the incorporation of additives such as antioxidants and UV stabilizers to mitigate degradation during processing and enhance the lifespan of the fibers.19,20 Compatibilizers are used to improve the interfacial adhesion between PP and blended polymers or fillers, enhancing mechanical properties. 21 Moreover, the formation of nanocomposites by incorporating nanofillers like nanoclays or carbon nanotubes has been explored to enhance the thermal and mechanical properties of rPP fibers.22,23 Process optimization is crucial in improving the quality of rPP fibers. Optimizing parameters such as temperature, screw speed, and cooling rate during melt spinning can lead to significant improvements in fiber quality. Blending rPP with virgin PP is another strategy used to compensate for property losses due to degradation.24,25 rPP fibers are increasingly used in applications such as geotextiles for soil stabilization and erosion control, nonwoven fabrics in hygiene products, filtration, and insulation, and automotive parts like interior components and upholstery fabrics.26 –28 These applications benefit from the sustainability and cost-effectiveness of rPP fibers.
In conclusion, recycling PP and utilizing it in melt-spinning processes offers a viable route to address environmental concerns associated with plastic waste. Despite challenges such as contamination and degradation, advancements in additive technology and process optimization have significantly improved the quality of rPP fibers. Continued research and development are essential to expand the applications and enhance the performance of rPP materials. This study aims to evaluate the feasibility of producing PP monofilaments from post-consumer waste for textile applications, with a focus on recycling food packaging from Germany’s plastic waste collection system. To achieve this, comprehensive thermoanalytical, rheological, and visual assessments were conducted to characterize the materials, followed by melt-spinning experiments to investigate the mechanical and physical properties of the resulting monofilaments under various processing parameters. The findings provide critical insights into the potential of rPP to meet the mechanical demands of textile manufacturing.
Experimental details
Materials
Four different types of rPP derived from post-consumer packaging waste produced by two different companies and one virgin PP were sourced for this study (Table 1). All types of rPP were originated by the German collection system for plastic waste, called the “Gelber Sack.” The first two types of rPP were produced through a highly specialized reprocessing method 29 that incorporates advanced color sorting of flakes, optimized washing procedures, and an effective odor elimination process. The other rPP materials were just mechanically shredded, washed, and sieved to remove contaminants by the manufacturers. The homo-PP serves as the reference material for comparison. For this study, samples of each material were taken from the same industrial batch to ensure consistency and comparability of the analyses.
Overview of commercial grade materials
Equipment and machines
The press plates were manufactured using the Laboratory Hot Press P300 PV (Dr. Collin GmbH, Maitenbeth, Germany). The chips were evenly distributed within the press mold (296 × 296 mm) and preheated under vacuum for 30 min at a temperature of 100°C to ensure uniform melting. Subsequently, a pressure of 7 MPa was applied for 10 min at a temperature of 190°C to form the plates. After pressing, the plates were cooled to room temperature under a controlled cooling rate of 25°C/min to minimize internal stresses. The resulting press plates were uniform in thickness and suitable for subsequent thermal and visual analysis.
The melt-spinning process was conducted using an ZSE-MAXX18 twin-screw extruder (Leistritz Extrusionstechnik, Nürnberg, Germany), equipped with multiple heating zones, each progressively increasing the temperature to ensure complete polymer melting and homogenization. The polymer was extruded through a nozzle with a diameter of 2 mm. The monofilament entered the cooling phase, where it was submerged in a water bath for solidification. The water bath temperature was precisely maintained at 40°C, allowing for optimal cooling conditions. Finally, the solidified filament was wound onto a bobbin using a winder (Dienes Apparatebau GmbH, Mühlheim am Main, Germany), concluding the melt-spinning process. Throughout this procedure, key machine parameters, including for example extruder speed, temperature, spinning pressure, and take-up speed, were closely monitored and adjusted to examine their influence on the monofilament's final properties.
Process parameters
The process parameters, including screw speed, nozzle temperature, degassing, and take-up speed, were systematically varied throughout the melt-spinning process with all materials (Table 2). These adjustments resulted in a total of 37 samples, which were made to investigate their specific impacts on the resulting properties of the monofilaments, such as mechanical strength, crystallinity, and surface morphology.
Variation of process parameter; 1: Trial-8 only for rPP-2 and hPP

The operating conditions were selected based on a systematic approach to evaluate the influence of key process parameters, screw speed, nozzle temperature, degassing, and take-up speed, on the spinnability and properties of the resulting monofilaments. These conditions were varied to simulate a range of realistic processing scenarios, enabling the identification of optimal settings for producing fibers with desired mechanical and physical properties.
Characterization
Thermogravimetric analysis
Thermal decomposition of the materials prior to melt spinning was analyzed using a high-resolution thermogravimetric analyzer (High-Resolution TGA™, Q500, TA Instruments, New Castle, DE, USA). Measurements were conducted under a nitrogen atmosphere over a temperature range of 30°C to 700°C, with a dynamic heating rate up to 40 K/min. This advanced technique employs dynamic heating adjustments, allowing precise control over the furnace temperature to optimize the resolution of closely occurring decomposition events. Unlike standard linear heating rate thermogravimetric analysis (TGA), Hi-Res TGA is specifically designed to detect small weight changes with high sensitivity while maintaining tight and precise temperature control.
The dynamic rate algorithm used in this analysis ensures high-quality results by adjusting the heating rate based on the reaction kinetics, balancing sensitivity and experimental duration. The thermogravimetric investigation provides insights into the thermal stability and decomposition behavior of the samples, which are critical for understanding their stability during melt processing.
Differential scanning calorimetry
The thermal properties of the materials were assessed using modulated differential scanning calorimetry (MDSC, Q2000, TA Instruments, New Castle, DE, USA). Heat flux measurements were performed between 30°C and 250°C under a nitrogen atmosphere, using a modulated heating rate of 5 K/min. The second heating cycle was analyzed to eliminate any thermal history, such as residual stress or prior crystallization behavior, ensuring the intrinsic thermal properties of the samples were evaluated. This approach provides key data on melt enthalpy and crystallinity.
Rheological behavior
The flow properties of the materials were examined using an extrusion plastometer (MFLOW, ZwickRoell, Ulm, Germany) in accordance with ISO-1133. This method evaluates the melt flow rate (MFR) of the materials, which is essential for understanding their processability during melt spinning.
Tensile testing
Mechanical properties of the monofilaments were assessed using a universal testing machine (Zwick100, ZwickRoell, Ulm, Germany). The tests were conducted with a gauge length of 62.5 mm, a testing speed of 62.5 mm/min and 20 samples. These measurements provide data on tensile strength, elongation at break, and modulus, which are key for evaluating the suitability of the monofilaments.
Results and discussion
Visual properties
Visual properties of the chips
The qualitative visual examination of the chips (Figure 1) revealed that the hPP chips exhibited a uniform translucent color, indicating high purity and the absence of impurities. This homogeneity is critical for ensuring consistent mechanical, rheological, and thermal properties, which are essential for reliable processing and fiber production. In contrast, the rPP samples showed varying degrees of discoloration, ranging from light gray to beige, depending on the source material and the degree of contamination during the recycling process. Such discoloration is indicative of residual impurities or degradation by-products, which may affect the thermal stability, flow behavior, and mechanical performance of the recycled polypropylene. The rPP-3 chips, in particular, exhibited two distinctly different shades of gray, suggesting the mixing of two separate material types by the manufacturer. This heterogeneity could result in variable performance characteristics, such as inconsistent thermal stability or mechanical properties. To ensure accurate evaluation of their thermal properties, rPP-3 was subdivided into rPP-3.1 (light gray) and rPP-3.2 (dark gray) specifically for the thermal analyses, as differences in composition could significantly influence the degradation behavior and thermal resilience. The chips also appeared slightly more irregular in shape compared with the hPP chips, which may reflect degradation during the recycling process, such as chain scission or thermal oxidation. Irregular shapes can lead to uneven melting and flow behavior during processing, potentially impacting the uniformity of the resulting fibers. While professional color measurement instruments can provide precise chromatic values, the visual assessment conducted in this study is deemed sufficient for a preliminary evaluation of recycled materials, serving as an indicator of material quality and variability that warrants further analytical investigation.

Visual properties of the chips.
Visual properties of the press plates
Press plates were fabricated from the chipped materials to assess their surface characteristics following the compression molding process (Figure 2). The uniform dot pattern observed is a result of the manufacturing technique. Plates produced from hPP exhibited a smooth, homogeneous surface with minimal imperfections. In contrast, the rPP press plates displayed varying degrees of surface roughness, with noticeable defects such as small voids, flow marks, and discolorations. Additionally, sporadically distributed metallic reflective particles of indeterminate shape were observed on the rPP plates. These particles, varying in size from 10 to 20 µm, were irregularly dispersed across the surface.
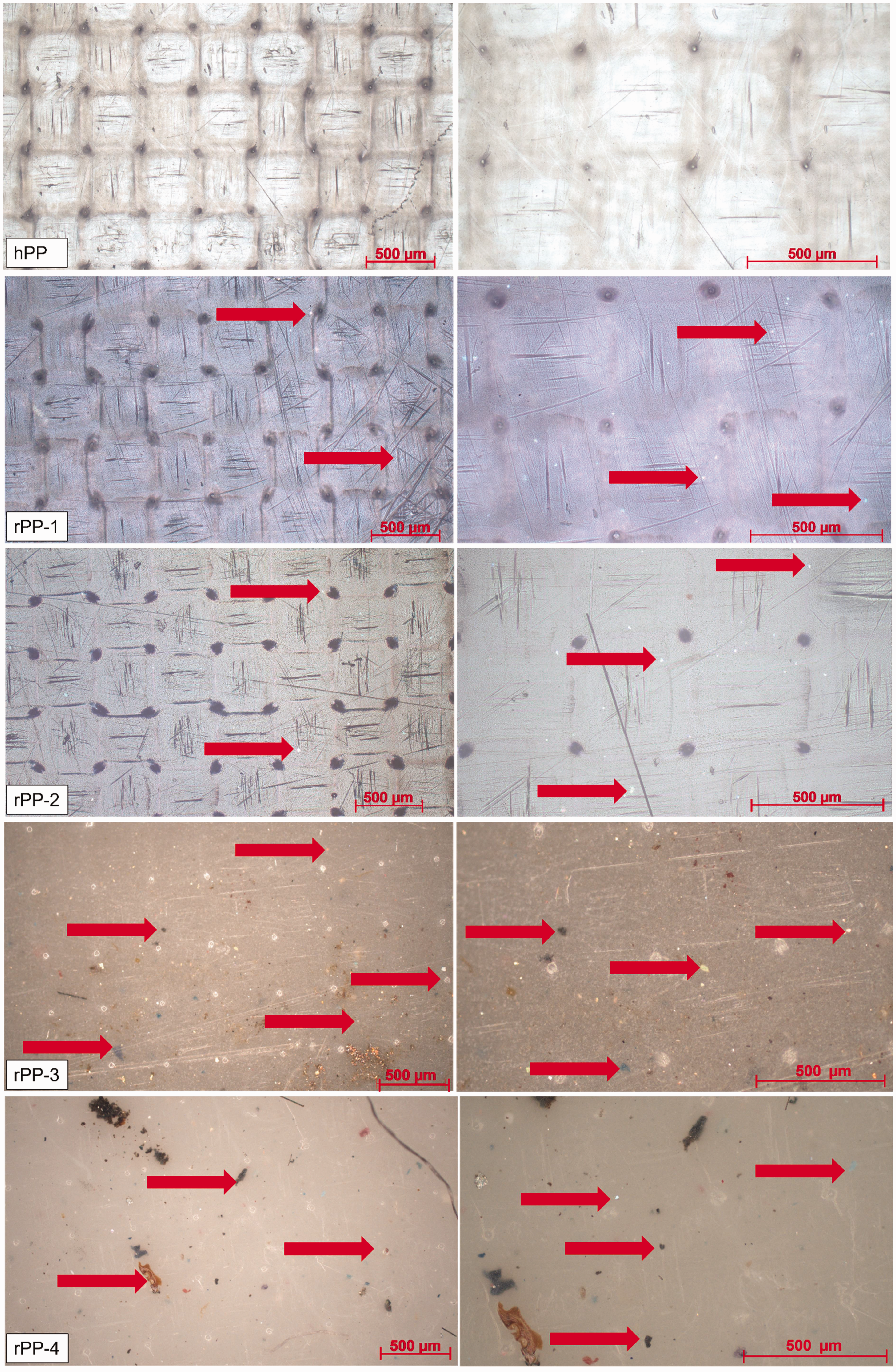
Light microscopic images of the different press plates, 5× magnification (left) and 10× magnification (right) with marks of some particles and a scale of 500 µm.
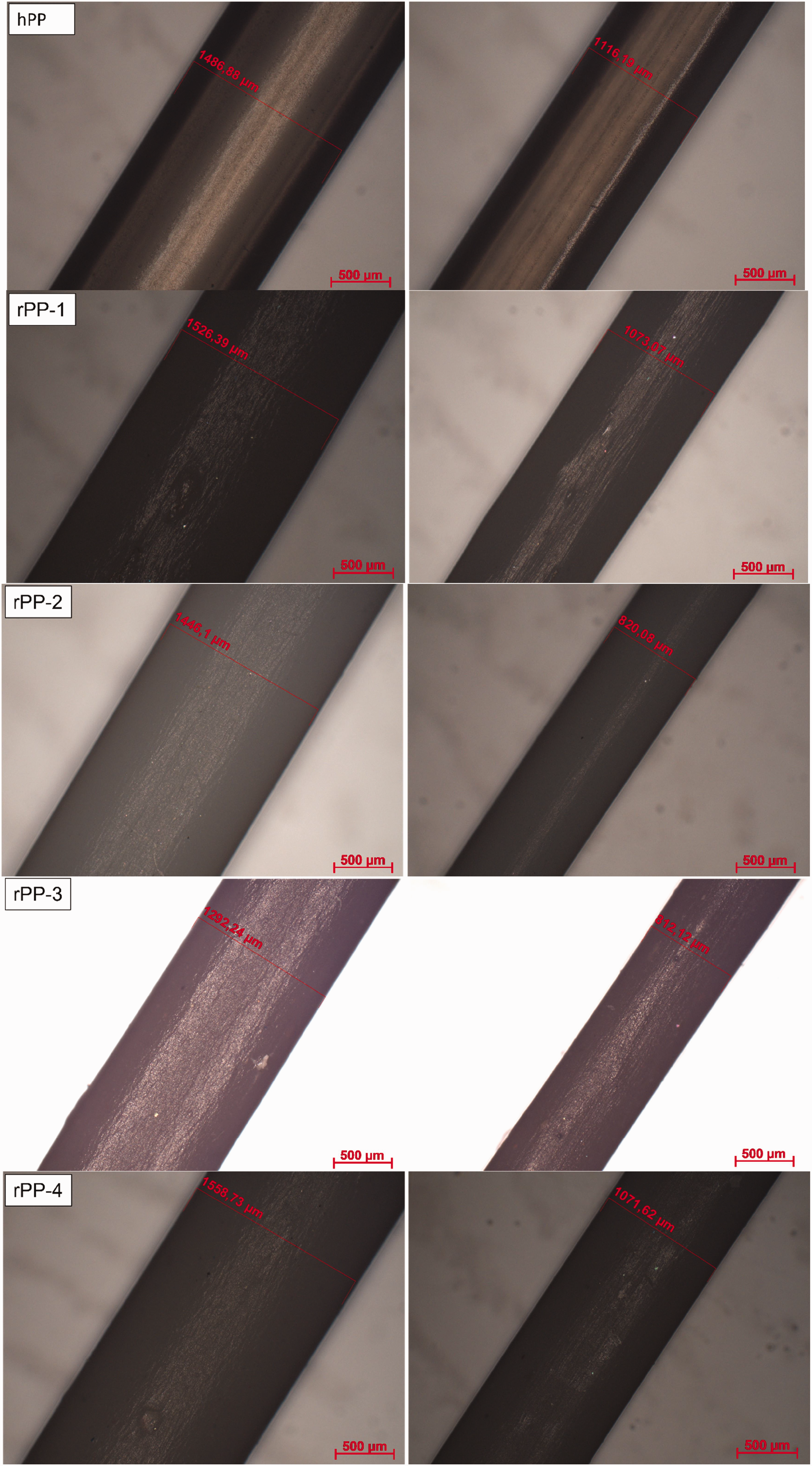
Light microscopic images of monofils from trial 2 (left) and trial 3 (right) at 5× magnification and a scale of 500 µm.
Visual properties of the monofils
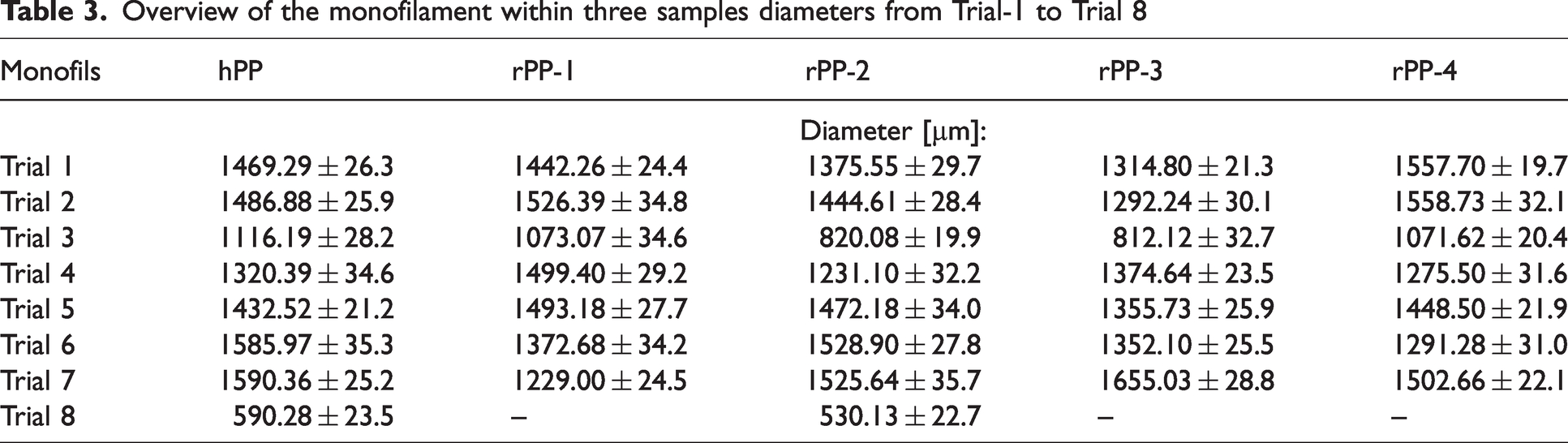
The monofilaments produced from hPP and rPP were subjected to visual inspection to evaluate diameter, surface quality, and uniformity, with trial-2 and trial 3 selected as a representative example to highlight the key results, as the other monofilaments exhibited similar visual characteristics. Table 3 shows the diameters.
Overview of the monofilament within three samples diameters from Trial-1 to Trial 8
The hPP monofilaments (Figure 3) exhibited a smooth, glossy surface, indicative of the material’s high purity and well-ordered molecular alignment. In contrast, the rPP monofilaments presented a slightly rougher texture with occasional surface irregularities. These imperfections may potentially impact the mechanical properties and processability of the fibers in subsequent applications. Notably, in sample rPP-4, metallic reflective particles were distinctly visible. The monofilaments derived from rPP-1, rPP-2, and rPP-3 displayed superior surface characteristics in comparison with the other rPP sample, with fewer surface defects and a more uniform texture.
Thermal analysis
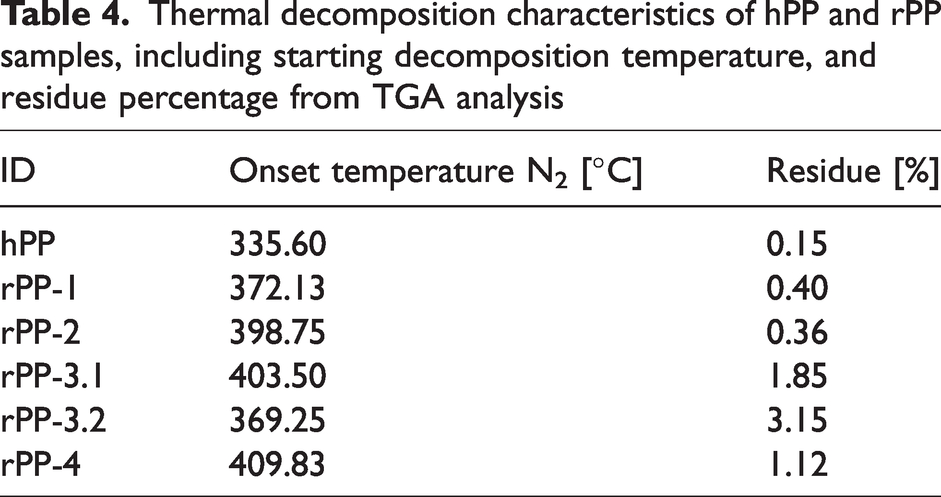
The thermal stability of hPP and the various rPP samples, including rPP-3, which was divided into two subtypes (rPP-3.1 and rPP-3.2) due to apparent material heterogeneity, was evaluated using TGA in the temperature range of 30°C to 700°C under nitrogen (Figure 4, Table 4). hPP, serving as the reference material, exhibited an onset decomposition temperature of 336°C, with degradation occurring in a single stage and completing around 400°C, leaving a minimal residue of 0.15%. In comparison, rPP-1 and rPP-2, produced via advanced recycling methods, displayed higher onset temperatures (372°C and 399°C, respectively) and similarly low residue levels, indicating effective impurity removal. Conventionally recycled samples (rPP-3.1 and rPP-4) showed higher onset temperatures exceeding 400°C but left significantly more residue, highlighting the presence of fillers or impurities.
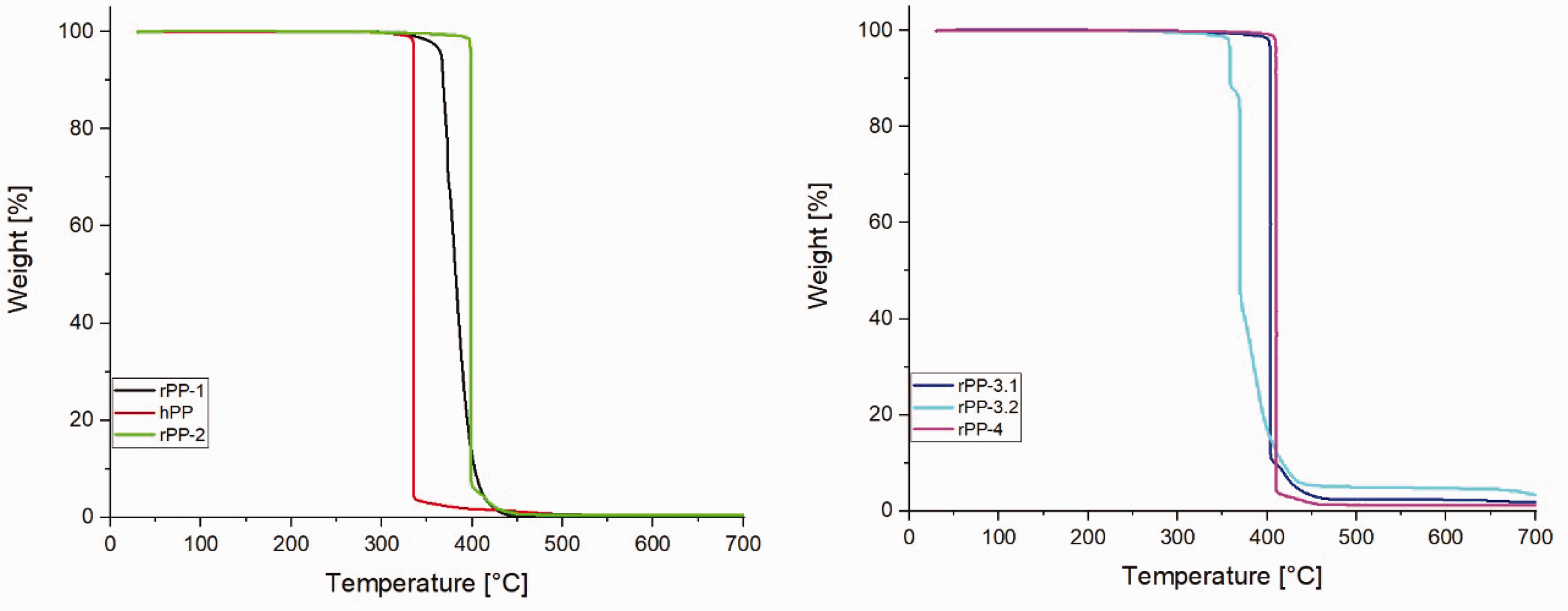
Thermal decomposition characteristics of hPP and rPP samples from high-resolution TGA analysis under nitrogen atmosphere.
Thermal decomposition characteristics of hPP and rPP samples, including starting decomposition temperature, and residue percentage from TGA analysis
This is further corroborated by the DTG curve (Figure 5) for rPP-3.1, which exhibits a main peak at 420–450°C, reflecting the maximum decomposition rate of the material. The broad peak shape and secondary peaks indicate its inhomogeneity, suggesting the presence of various polymer fractions or additives. Interestingly, rPP-3.2 demonstrated thermal behavior similar to rPP-1 but with elevated residue levels, suggesting partial contamination. The increased onset temperatures observed for the rPP samples compared with hPP correlate with higher molecular weights and crystallinity. These factors enhance thermal stability by requiring greater energy for chain scission. However, the residue analysis indicates the presence of non-volatile components, such as inorganic fillers (e.g. calcium carbonate, talc, or silica) and pigments (e.g. titanium dioxide, carbon black), which, while beneficial for certain properties like stiffness or UV resistance, can negatively impact ductility, and can impact strength and processing suitability for textile applications. Additionally, metallic particles, likely originating from aluminum-coated packaging, were identified as a potential source of processing challenges. These particles may clog nozzles during melt spinning or serve as nucleation sites, disrupting crystallization and affecting fiber uniformity. Thermally stable organic residues, formed during the decomposition of additives or polymer fragments, further compromise the homogeneity of the polymer melt, leading to defects such as filament breakage, surface roughness, or discoloration.
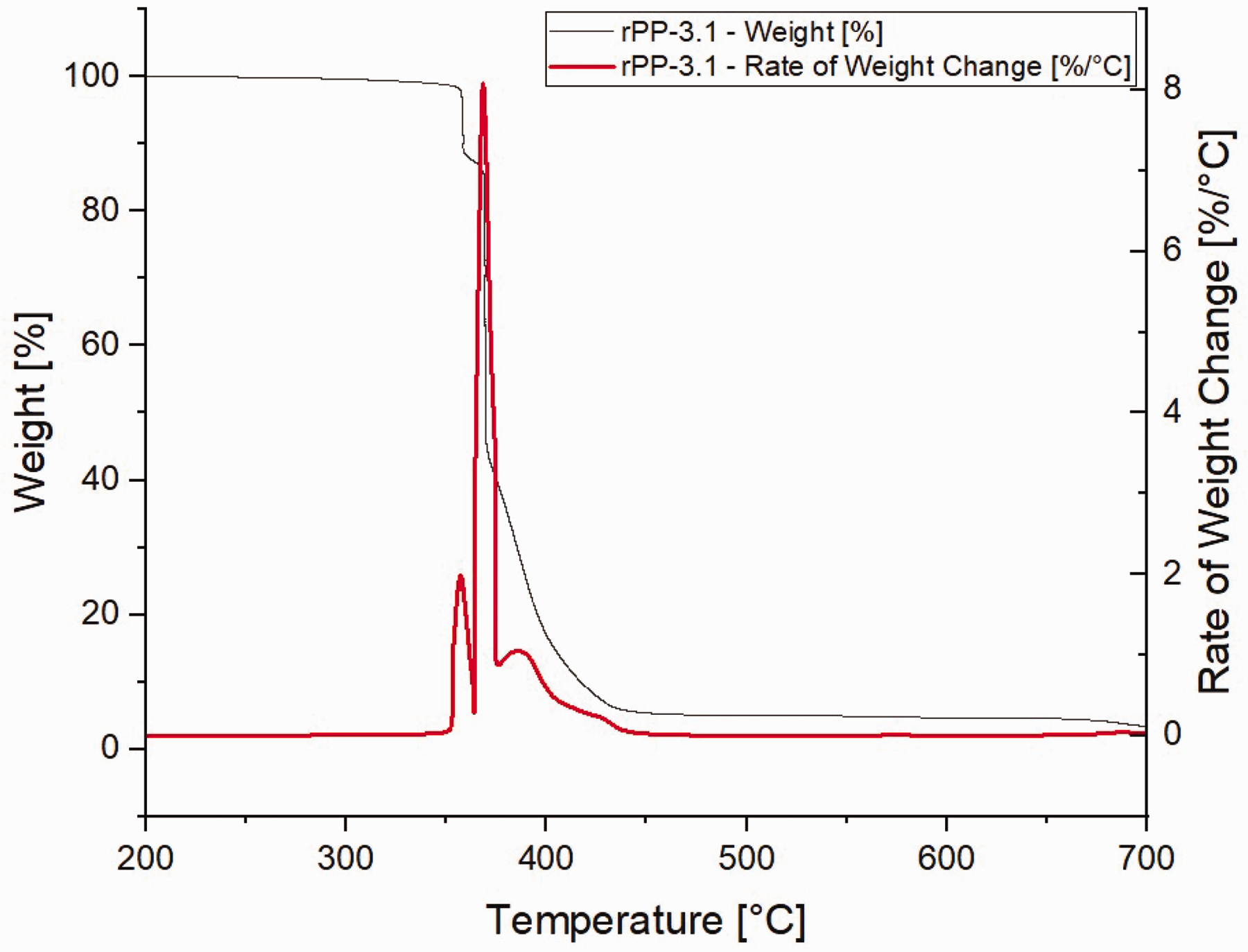
TGA and derivative thermogravimetric (DTG) curves of rPP-3.1.
The thermal behavior of the hPP and rPP samples was investigated through differential scanning calorimetry (DSC), with the results presented in Figure 6. The DSC curves illustrate the heat flow as a function of temperature for each sample, providing insight into their melting behavior and degree of crystallinity. These thermal profiles enable a comparative analysis of the melting transitions and crystallization characteristics, which are key indicators of the material's structural properties and thermal stability.
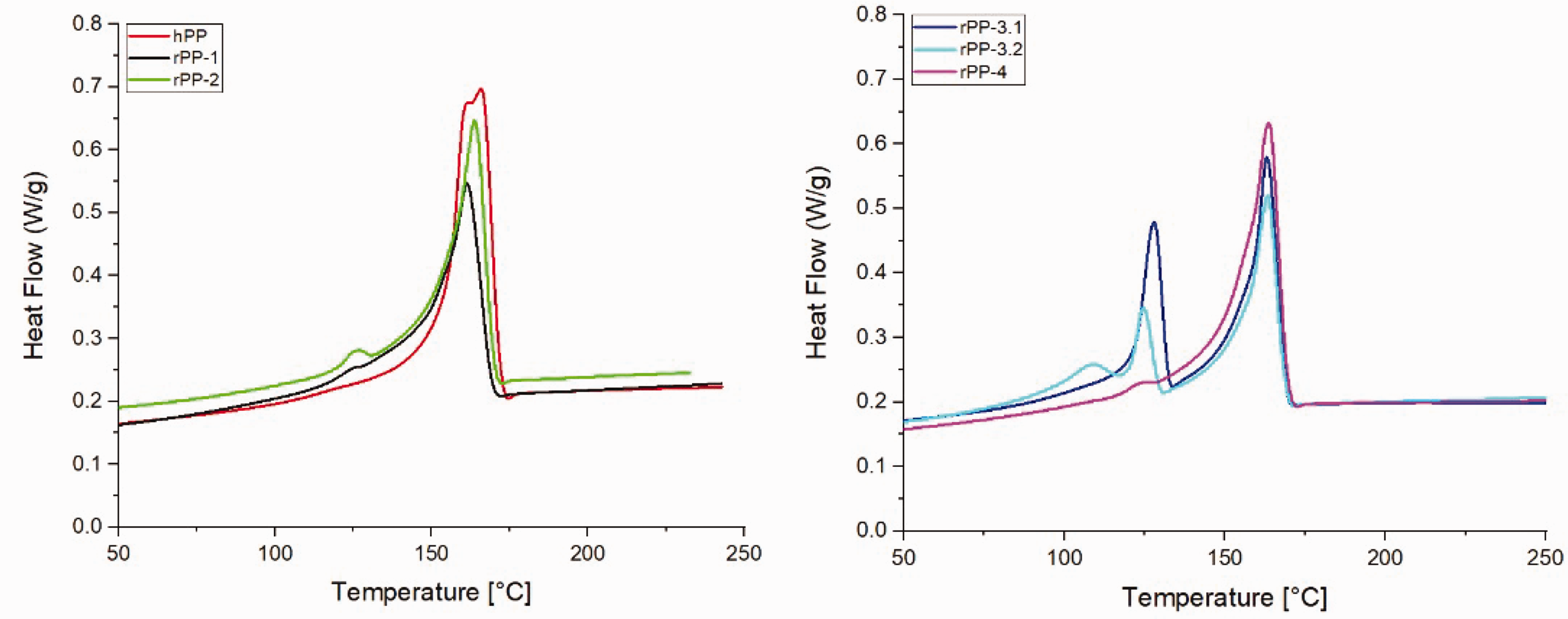
Modulated Differential Scanning Calorimetry (DSC) diagrams for hPP and rPP samples under nitrogen atmosphere, second heating cycle.
The hPP sample exhibited no peak at 125°C and presented a melting peak between approximately 155°C and 165°C, with an enthalpy of 98 J/g, which is characteristic of virgin PP, implicating a high degree of purity and crystallinity. The relatively narrow peak width indicates a well-ordered crystalline structure, consistent with previously reported values for isotactic PP. In contrast, the rPP-1 and rPP-2 samples demonstrated slight shifts in melting temperatures and broader peak profiles, indicative of marginally reduced crystallinity as a consequence of the recycling process. In particular, rPP-1 (91 J/g) and rPP-2 (94 J/g) exhibited melting temperatures around 160°C, with slightly lower peak intensities compared with hPP, reflecting a decrease in crystallinity. This reduction is likely attributable to the presence of minor impurities or the thermal and mechanical stresses introduced during recycling. Analysis of the rPP-3 material revealed two distinct subtypes, each displaying characteristic melting behavior. rPP-3.1 exhibited two prominent endothermic peaks: the first, occurring between approximately 120°C and 130°C, corresponded to an enthalpy of 29 J/g, while the second, between 155°C and 165°C, was associated with an enthalpy of 53 J/g. Similarly, rPP-3.2 showed two distinct melting peaks, with the first appearing between 120°C and 125°C, corresponding to an enthalpy of 25 J/g, and the second between 155°C and 165°C, with an enthalpy of 47 J/g. The lower-temperature peaks (120°C–130°C) likely correspond to the melting of smaller, imperfect crystals, while the higher-temperature peaks (155°C–165°C) suggest the melting of larger, more regular crystalline regions. This bimodal melting behavior is often associated with the presence of copolymers or contaminants introduced during the recycling process, forming crystallites of varying stability and size. Moreover, the variation in enthalpy values between rPP-3.1 and rPP-3.2 suggests differences in crystallinity or molecular composition between the two subtypes. The higher enthalpy values of rPP-3.1 may indicate a higher degree of crystallinity or a more uniform crystalline structure compared with rPP-3.2. These differences are common in recycled materials due to thermal and mechanical degradation, which can alter the polymer chains and their ability to crystallize during repro-cessing. Interestingly, the rPP-4 sample (95 J/g) exhibited a melting peak at 165°C, similar to hPP, with a higher degree of crystallinity compared with the other rPP samples. This finding suggests that rPP-4 underwent less degradation or contamination during its lifecycle, allowing it to retain a more ordered molecular structure.
The degree of crystallinity for the analyzed polypropylene samples was calculated using the ratio of the melt enthalpy obtained from the second heating cycle in the DSC analysis to the reference enthalpy for a fully crystalline material, with the results summarized in Table 5.
Degree of crystallinity for the analyzed materials using the second heating cycle
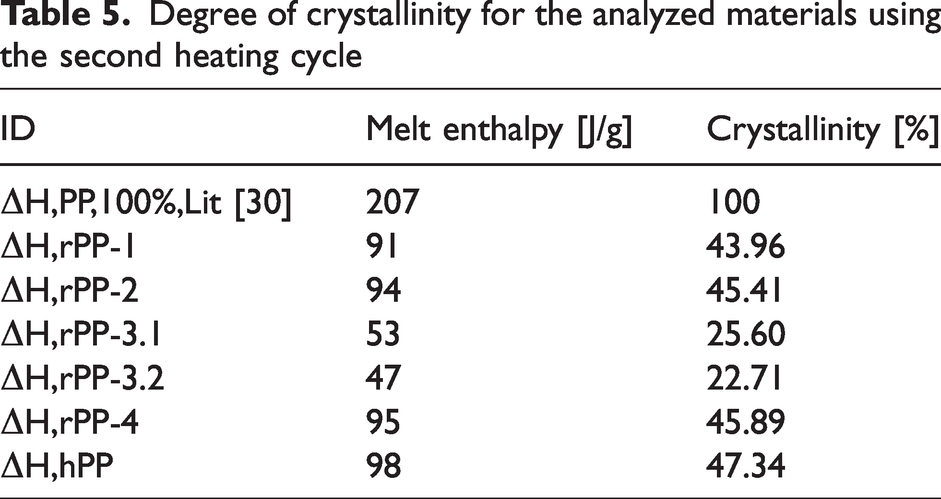
The melt enthalpy and crystallinity results reveal that hPP exhibits the highest degree of crystallinity (47.34%), reflecting its purity and suitability for fiber-grade applications. The rPP samples rPP-1, rPP-2, and rPP-4 show similar crystallinity values (43.96–45.89%), indicating effective recycling processes with minimal degradation. In contrast, rPP-3.1 and rPP-3.2 display significantly lower crystallinity (25.60% and 22.71%, respectively), likely due to material heterogeneity or contamination that disrupts crystallization. These variations highlight the impact of recycling quality on material properties and their potential suitability for different applications.
Rheological properties
The viscosity behavior of the hPP and rPP samples was evaluated through MFR and melt volume rate (MVR) measurements using a melt flow indexer, with the results presented in Figure 7.
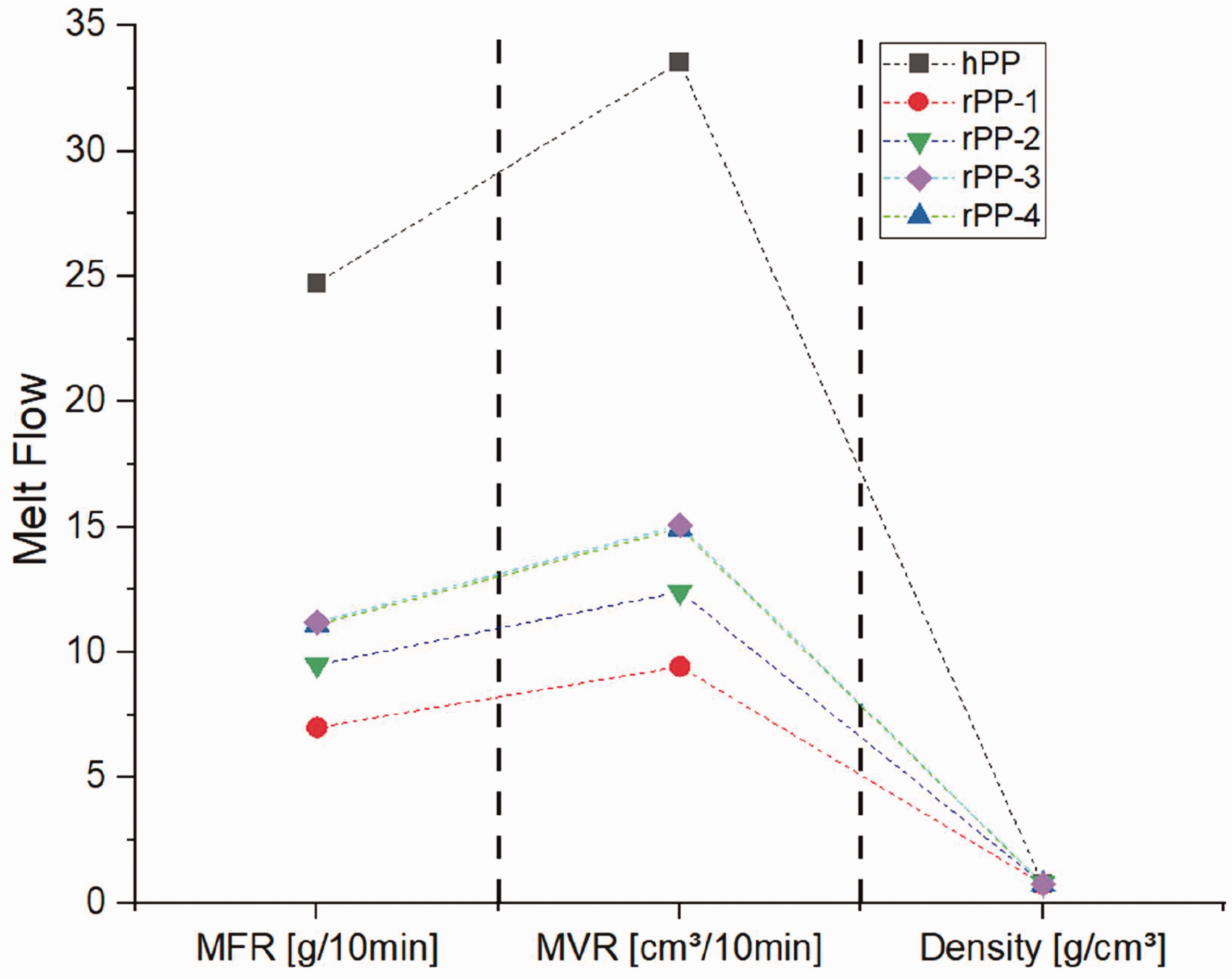
MFR of the materials.
The hPP sample exhibited significantly higher MFR values, approximately 25 g/10 min, reflecting its relatively lower molecular weight and enhanced processability compared with the recycled samples. This elevated MFR for hPP indicates that virgin polypropylene flows more readily under the given conditions, which is characteristic of materials with fewer chain entanglements and defects. In contrast, the rPP samples demonstrated lower MFR values, indicative of higher molecular weights and increased viscosities. Specifically, rPP-1 and rPP-2 showed MFR values of 6 g/10 min and 7 g/10 min, respectively, suggesting moderate flowability. Samples rPP-3 and rPP-4 showed slightly higher MFR values, ranging from 8 to 10 g/10 min, probably due to more degradation of the polymer chain or the presence of impurities introduced during the recycling process. Despite the variations in MFR and MVR values across the different PP samples, the density measurements for all five samples remained remarkably consistent with minimal variation. This consistency suggests that the recycling processes applied to the four rPP samples did not significantly alter their density. The uniform density of the samples suggests that the core polymer structure and composition of the recycled materials are broadly comparable to virgin PP, despite possible impurities or degradation products introduced during recycling. This retention of density can be attributed to the intrinsic properties of PP, which remain stable even after several recycling cycles. The MFR of the recycled PP samples analyzed in this study is typically lower than that of fiber-grade hPP. However, the melt-spinning process is highly adaptable and capable of processing materials with a broad range of MFR values by optimizing extrusion temperature, shear forces, and take-up speeds. While such MFR values are traditionally associated with packaging applications, the feasibility of using rPP for monofilament production is supported by its ability to meet the mechanical property requirements for technical textiles, such as geotextiles, ropes, and industrial fabrics. Unlike food packaging, which demands stringent purity and regulatory compliance, these textile applications allow for greater flexibility in material specifications, making rPP a practical and sustainable alternative. Thus, the rheological characteristics of rPP, particularly its MFR, make it a viable feedstock for melt spinning when properly optimized for fiber production.
Mechanical properties
The 37 monofilaments prepared according to Table 2 were tested with regarding their mechanical properties. They were categorized according to the three modified process parameters and the respective materials.
Impact of extruder speed and degassing
The materials rPP-1 and hPP (Figure 8) exhibited the highest tensile strength and elongation at break at an extruder speed of 50 rpm and without degassing. Degassing led to a slight reduction in tensile strength, but to a significant decrease in elongation at break. Reducing the extruder speed to 25 rpm also led to a lower elongation at break. For the material rPP-2, there was no notable variation in tensile strength across the different process parameters, though elongation at break varied considerably. A slower extruder speed enhanced the elongation, whereas degassing (-1 bar) at higher speeds (50 rpm) increased the elongation at break. In the case of rPP-3, both degassing and a slower extruder speed resulted in a significant improvement in elongation at break, reaching values as high as 800%. Degassing also increased the elongation at break up to 3 cN/tex. No significant effects were observed with rPP-4 in terms of changes in extruder speed or degassing. The material exhibited an overall elastic rather than tough-hard behavior. Within the range of elastic elongation of up to 2%, no significant effects of extruder speed or degassing were evident. Figure 8 illustrates the probable influence of extruder speed and degassing on the mechanical properties of monofilaments, which appears to vary depending on the material. For most materials, higher extruder speeds seem to enhance tensile strength and elongation at break, likely due to increased molecular orientation facilitated by higher shear forces. In contrast, degassing appears to reduce elongation at break, potentially as a result of removing volatile components that may otherwise aid chain mobility. These effects are more pronounced in rPP, which may be more sensitive to processing conditions due to its inherent variability in composition and structure compared with hPP. These findings suggest that optimizing processing parameters is essential to achieving a balance between strength and flexibility, particularly for recycled materials.

Force–elongation diagrams of (a) rPP-1, (b) rPP-2, (c) rPP-3, (d) rPP-4, (e) hPP over the entire measuring range (left) and enlargement to the range up to 20% (right) with the impact of extruder speed and degassing. The curves represent the averaged data from 20 individual measurements.
Impact of nozzle temperature
The force–elongation diagrams (Figure 9) provide a detailed representation of the mechanical properties of the polypropylene materials tested, in particular of rPP-1, rPP-3, rPP-4, and the untreated hPP sample. There is a clear correlation between the nozzle temperature and the mechanical properties, particularly with regard to breaking strength and elongation at break. At an increased processing temperature of 230°C, the breaking strength increases significantly and exceeds 3 cN/tex, while the elongation at break reaches values of up to 850%. This indicates that the higher die temperature improves polymer flow and chain mobility and promotes better molecular orientation and crystallization during the spinning process, which in turn improves the tensile properties. In contrast, a lower die temperature of 210°C results in a significant reduction in strength, which is primarily due to the lack of post-hardening at high elongation. The reduced thermal energy at 210°C likely restricts the mobility of the polymer chains and prevents sufficient alignment and crystallization, weakening the structural integrity of the material. This pronounced temperature sensitivity underscores the critical importance of thermal processing conditions for optimizing the mechanical properties of melt-spun polypropylene fibers. Interestingly, no significant effect of die temperature on the mechanical properties is observed for rPP-2. This anomaly could be due to variations in the molecular structure that maintain the integrity of the polymer matrix at different processing temperatures. In the elastic region of the force–elongation curve, especially in the linear part, a slight increase in the modulus of elasticity is observed with increasing nozzle temperature. This indicates that higher temperatures contribute to a modest improvement in the elastic response, probably as a result of improved polymer chain mobility and recovery during deformation. Figure 9 highlights the likely impact of nozzle temperature on the mechanical properties of monofilaments, with material-specific variations. For most materials, higher temperatures (230°C) appear to enhance tensile strength and elongation at break, likely due to improved polymer chain mobility and molecular orientation during spinning. Conversely, lower temperatures (210°C) may result in limited chain alignment and less efficient crystallization, leading to weaker mechanical performance. These effects are particularly pronounced for rPP, where material heterogeneity and potential thermal degradation can influence sensitivity to processing temperatures.
Force–elongation diagrams of (a) rPP-1, (b) rPP-2, (c) rPP-3, (d) rPP-4, (e) hPP over the entire measuring range (left) and enlargement to the range up to 20% (right) with the impact of the nozzle temperature. The curves represent the averaged data from 20 individual measurements.
Impact of take-up speed
Figure 10 illustrates the dependence of the mechanical properties of the PP fibers on the take-up speed during the spinning process. As anticipated, an increase in take-up speed correlates with a notable improvement in tensile strength, while simultaneously leading to a reduction in the elongation at break. This inverse relationship is a well-documented phenomenon in fiber spinning, where higher take-up speeds result in greater molecular orientation and crystallinity within the polymer matrix. The increased orientation enhances the strength of the fibers by aligning the polymer chains along the fiber axis, which, however, comes at the expense of ductility, as the highly oriented chains have limited ability to stretch during deformation. The results for rPP-2 and rPP-3 are particularly noteworthy. At a take-up speed of 20 m/min, no post-hardening effect is observed for these samples, suggesting that the molecular alignment and crystallization processes were insufficient to induce significant post-spinning structural changes. This could be attributed to the inherent differences in the molecular weight distribution or the presence of certain additives in the rPP, which may inhibit further structural development during cooling. In contrast, both hPP and rPP-2 demonstrated exceptional process stability, which enabled the successful spinning of monofilaments at significantly higher take-up speeds of 200 m/min. At this elevated speed, rPP-2 exhibited the highest measured tensile strength of 4.5 cN/tex, a result that underscores the material’s ability to undergo substantial molecular orientation under rapid drawing conditions. The higher strength at elevated take-up speeds is consistent with the greater degree of chain alignment and reduced amorphous content in the polymer, leading to enhanced load-bearing capacity of the fibers. These findings highlight the critical influence of take-up speed on the mechanical performance of melt-spun polypropylene fibers. The balance between strength and elongation is highly dependent on the processing conditions, particularly for recycled materials like rPP-2 and rPP-3, where the thermal and mechanical history of the material can further modulate its response to varying take-up speeds. Figure 10 highlights the influence of take-up speed on the mechanical properties of monofilaments, with material-specific variations. Higher take-up speeds (200 m/min) appear to significantly increase tensile strength, likely due to enhanced molecular orientation along the fiber axis. However, this comes at the expense of elongation at break, which decreases as chain mobility and amorphous content are reduced. Conversely, lower take-up speeds (20 m/min) result in lower tensile strength but higher elongation, reflecting a less oriented, more amorphous structure. These effects are particularly pronounced in rPP, where material heterogeneity and varying molecular weight distributions influence sensitivity to drawing speeds. These findings emphasize the importance of tailoring take-up speeds to balance strength and flexibility based on the specific requirements of the material and its intended application.

Force–elongation diagrams of (a) rPP-1, (b) rPP-2, (c) rPP-3, (d) rPP-4, (e) hPP over the entire measuring range (left) and enlargement to the range up to 20% (right) with the impact of the take-up speed. The curves represent the averaged data from 20 individual measurements.
Conclusions
This study demonstrates the potential of post-consumer rPP for diverse technical and industrial textile applications, showcasing its processibility for melt spinning. The investigated properties in this study make highly purified rPP particularly suitable for applications requiring monofilaments, such as geotextiles for soil stabilization and erosion control, or for use in industrial components like ropes, nets, and reinforced composite structures. Utilizing rPP from post-consumer waste for textile applications is especially advantageous as it offers a sustainable alternative to virgin PP, addressing the growing demand for eco-friendly materials while reducing reliance on finite resources and mitigating plastic waste accumulation. Additionally, integrating rPP into textiles diversifies its application potential, creating higher-value products compared with traditional uses like packaging. With further refinement, these rPP materials could also contribute to the development of sustainable multifilament yarns for carpets and packaging. The analysis highlights the critical role of thermal stability, flow behavior, and material appearance in determining the processability of rPP and the resulting monofilament properties. Additionally, exploring the application of rPP in innovative techniques such as bubble electrospinning could offer an exciting avenue for expanding its use into advanced fields like nanofiber production for filtration, sensors, and biomedical scaffolds. This approach aligns with the goals of sustainability and the transition to a circular economy, emphasizing the value of high-quality recycled polymers in resource conservation and reducing environmental impact.
Footnotes
Data availability
Data will be provided upon request.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by the Federal Ministry of Education and Research (BMBF) research project 033R302 was realized within the framework of “Ressourceneffiziente Kreislaufwirtschaft – Kunststoffrecyclingtechnologien (KuRT)” in the research program “Forschung für Nachhaltige Entwicklung – FONA3”
Author contributions
Monofilament rPP/PP yarn spun L.A.F.; Characterizations: S.L.; Conceptualization: S.L., L.A.F.; writing original draft preparation, writing and visualization: S.L.; review as well as editing L.A.F.; and supervision: C.C. All authors have read and agreed to the published version of the manuscript.