
Abstract
The present work reports application of auxetic yarns in development of abrasion resistant socks which can be used for better serviceability without shoes even on rough surfaces. Socks used in the current research were produced by using helical auxetic yarns which consist of different combinations of high performance and conventional materials e.g. Kevlar P-AR (para-aramid), cotton, elastomeric yarn, polyamide (PA6) and polyester with same linear density of 74 Tex. Three different types of fabrics were produced e.g. flat knit, sandwich half terry short and sandwich half terry long. For investigating the auxeticity, all samples were subjected to tensile loading and the resulting change in their thickness was measured. Abrasion resistance and other comfort related properties e.g. air permeability, vertical wicking and absorbency were also evaluated. The influence of different yarn combinations, twist levels and fabric types on abrasion resistance and breathability of socks were investigated by using fractional (half) factorial design. Statistical analysis was performed for the obtained results by using analysis of variance. Conventional socks samples were also produced in all fabric types for comparison with the auxetic materials. From the results it was concluded that the overall abrasion resistance of auxetic yarn-based sock is higher than conventional cotton sock. Results also revealed that abrasion resistance was increased by 46% in flat knit socks sample, 50% in sandwich half terry short sample and 58% in sandwich half terry long sample as compared to conventional cotton sock. In addition to this all the socks samples exhibited good comfort/breathability properties.
Keywords
Introduction
A sock is an important part of clothing which is worn on the feet covering ankle and some part of calf. Socks are worn inside shoes to absorb sweat and to make the feet comfortable and relaxed while walking/running etc. With the advancements in the field of industrial/technical textiles, such products are being used as protective clothing instead of conventional purpose. Protective socks are being produced which can even replace shoes in some cases and the wearer can walk with only a pair of socks, while experiencing the same level of protection. 1 Some researchers suggest barefoot running may confer biomechanical advantages over more cushioned footwear.2–4 Walking/running barefoot on rough and abrasive surfaces is not so safe or comfortable for human foot nor for life of the sock. For such socks, abrasion resistance is an important factor as it is being rubbed against hard and rough surfaces. 5
Auxetic materials are distinguished due to their negative Poisson ratio (NPR) while common materials exhibit positive Poisson’ s ratio.
6
They exhibit superior resistance to shear strain by twisting forces as compared to the conventional or non-auxetic materials. For materials exhibiting negative Poisson ratio (NPR), the shear Modulus (G) increases under load. If Poisson’s ratio is −1, then the shear modulus of the material will be infinite.
7
Negative Poisson ratio is defined as the negative transverse strain divided by the axial strain in the direction of stretching force. Thus, the negative Poisson ratio is calculated by using the formula in equation (1).
8

Knowledge about auxetic materials can be traced back to the 1800s where Voigt et al., 9 had already discovered the negative Poisson ratio (NPR) in some materials, though much attention was not drawn to it. In 1987, Lakes 10 reported an auxetic foam structure that could be produced easily by compression and heating which were considered to be man-made processes . Developments on auxetic materials have never ceased thereafter. The various beneficial effects attached to materials showing negative Poisson ratio (NPR) are, enhancement of shear stiffness, increase in the strain fracture toughness, increased indentation resistance, and improvement of the energy absorption properties. 11 Such materials find numerous applications in industrial textile sector, biomedical, aerospace, automotive industries, defense and many other fields. In the textile field auxetic materials such as auxetic filaments, yarns and auxetic fabrics have found wider applications in recent years. This can be seen by the extent of research work published in this field.7,12 Due to their ability to absorb energy efficiently, auxetic fabrics are preferred in protective clothing and equipment for most sporting activities such as riding, racing and skating etc. that involves dangerous injuries from impact forces. 12
Auxetic fibers e.g. Ultra-high molecular weight polyethylene inherently shows negative Poisson’s ratio and exhibits auxetic behavior.7,13–15 Auxetic yarns are used for the manufacturing of auxetic reinforcement. For example, helical auxetic yarns consist of elastomeric core and a stiff helical wrap. When tensile load is applied and core yarn is straightened, the warping yarn becomes curved.16,17 Auxetic fabrics are also used as reinforcement for the manufacturing of composites. Such fabrics are produced by using auxetic materials that produce auxeticity in the final form. They can be woven, knitted, braided or co-weave type. 7 Auxetic textiles have been studied by several researchers by using different methods of manufacturing18–22 and analysis by using finite element analysis. 23
Knitted fabrics are mostly preferred for the development of auxetic structures, due to their flexibility and versatility in design and manufacturing. Hong Hu et al. manufactured auxetic fabrics using flat knitting technology. Alternate face-back structures oriented in different auxetic geometries show auxeticity under stretching condition. Such fabrics offer superior comfort properties with respect to pressure distribution and body shape adoption.17,24,25 Similarly, warp knitted auxetic spacer fabrics were manufactured by bi-directional compression of hexagonal honeycomb spacer fabric and heat setting in compressed form. Numerical modeling and mechanical characterization of auxetic spacer fabrics was done and compared with conventional non-auxetic spacer fabrics.14,26–28 Kim Alderson et al. 29 visualized double arrowhead geometry in warp knitted fabric which shows auxetic nature in diagonal direction . Several others have investigated the auxetic fabrics produced by knitting technique.30–33
However, there is limited information about the auxetic effects of high-performance fibers e.g. Kevlar P-AR (para-aramid), elastomeric fiber, polyamide (PA6) and polyester (PET) used in combination with conventional cotton fibers. There is limited research reported regarding influence of yarn parameters and knitted fabric types on auxeticity and abrasion resistance of socks, which are used in bare foot condition. Also, breathability and comfort aspects of bare foot socks produced with auxetic yarn is not found in literature. Therefore, the current work was aimed at development of bare foot socks with superior abrasion resistance and breathability characteristics. Statistical analysis was carried out using ANOVA in order to determine the significance of yarn and fabric type and geometry on the auxeticity, abrasion resistance and comfort of the developed samples.
Materials and method
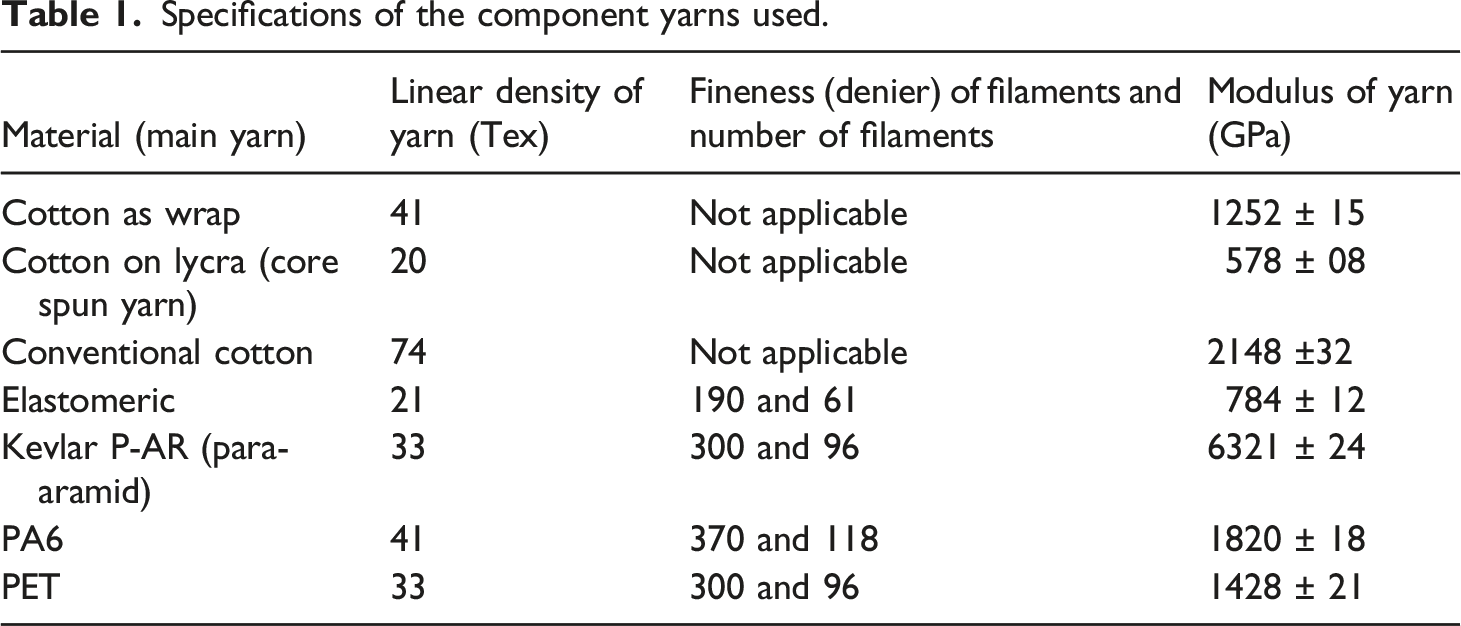
Materials
Specifications of the component yarns used.
Methodology
In the present research, first the auxetic yarns were produced by combination of the component yarns e.g. Kevlar P-AR (para-aramid), elastomeric yarn, polyamide (PA6), and polyester (PET) with cotton. In the second step, the developed auxetic yarns were used for producing socks having various knitting patterns.
Factorial design
Design of experiments.
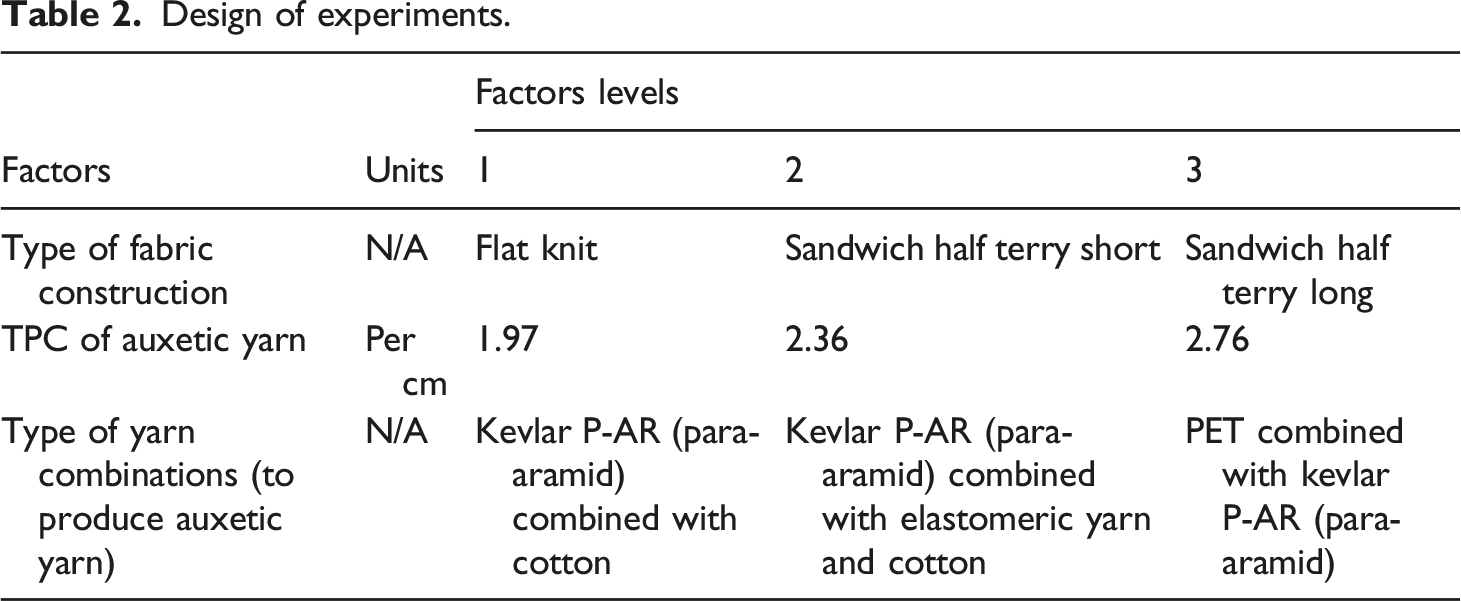
Design of experiment is one of the extensively used statistical techniques due to its robust nature. Fractional factorial design is used widely in experimental investigation for assessing the effect of determining factors on the related response. In this technique, analysis of variance (ANOVA) which examines the fitting, significances, and preciseness of the model is performed. 34 In such cases, fewer number of experiments are performed as compared with the full factorial design. Such designs are useful when the number of potential factors is greater than two because they reduce the total number of runs required for the overall experiment.35,36
In the current study, total 27 socks samples with different yarn combinations were made in order to determinate their effect on auxeticity, abrasion resistance and comfort properties. For comparison purpose, three samples with 74 tex, 100% cotton yarn were also produced using all the three-fabric constructions. In Table 2, every sample is given a unique identity. Figure 1 presents the pattern of yarn arrangement/the way the component yarns are placed with respect to each other. The terry loop is formed by the main yarn in the sandwich half terry long and sandwich half terry short samples. Knitted fabric constructions.
Auxetic yarns were produced on wrapping machine by using the principle of helical yarn i.e. core and wrap yarn combinations. By using different types of yarn combinations as mentioned in DOE, total nine types of auxetic yarns were produced. Three different yarn combinations were produced. First yarn combination of Kevlar P-AR (para-aramid) with cotton was produced by using Kevlar P-AR (para-aramid) as core and cotton as wrap. Second yarn combination of Kevlar P-AR (para-aramid) with elastomeric yarn was produced by using Kevlar P-AR (para-aramid) as core and elastomeric yarn as wrap. Elastomeric yarn was used in combination with cotton as bare elastomeric yarn cannot be used for any fabric. Elastomeric yarn was added in the core-spinning of cotton as the sheath. This core spun cotton yarn was used as wrap and Kevlar P-AR (para-aramid) was used as core. Third yarn combination of PET with Kevlar P-AR (para-aramid) was produced by using Kevlar P-AR (para-aramid) as core and PET as wrap. All the yarn combinations were produced with three different TPC levels i.e. 1.97, 2.36 and 2.76. All yarns were produced with fineness 74 ± 0.61 tex.
After manufacturing of auxetic yarns, the socks samples were produced as shown in Figure 2. Flat knit socks for both auxetic yarns and conventional cotton yarns were produced on Lonati SC machine, G54 J, Itlay, 2005 with 108 needle count and 10 cm dia. of single cylinder. Sandwich Half Terry short sole and Sandwich Half Terry long sole were produced on ANGE 14W UNIPLET Trebic machine, 2005, with 84 needle count and 12.5 cm dia. single cylinder. All the needles used were latch needles of Groz Breckert (Germany). Socks description.
Specific patterns were used for different parts of the sock samples developed. Mesh panel was used on upper part of sock and sole part of sock was knitted according to fabric types mentioned earlier, in order to make the socks more comfortable. The patterns are shown in Figure 2.
The steps involved in knitting of socks are shown in Figure 3: Step wise formation of various parts of the sock samples.
Types of yarns being used in the socks are main yarn, platting/backing/supportive yarn and tie down yarn. Among the different types of yarns used for socks, most important are the main yarn and plaiting yarn. Yarn used on face side of fabric is called main yarn and yarn used on back side is called plaiting yarn. All these yarns are specified in Figure 1. The auxetic yarns produced were used as main yarn of sock. Plating yarns used for the development of all socks samples were of 100% PET textured single yarn with fineness 33 Tex and (300 Denier/96 Filaments) and 100% PA6 textured double yarn with fineness 11 Tex and (100 Denier/24 Filaments). They were used to tie down welt of socks with body of socks. After knitting of sock, toe of sock was in open form, which will be closed by using ROSSO LINKING MACHINE, Conti Complett Milano, 232, 2004 Italy. A special textured twisted PA6 yarn (70/24/1 denier) was used for linking the toe of sock with body/foot part of sock. The different sock constructions are shown in Figure 4. After toe-closing, all socks samples were washed and boarded on TECNO PEA Gibli Boarding Machine (2003) which applies heat and pressure on the sock to remove creases. All samples were boarded by using same machine parameters e.g. 100°C temperature, 150 Bar steam pressure for 150 s. Knitted structures in socks.
Testing
Physical properties of the produced socks e.g. thickness, wale and course counts, areal density, auxeticity, abrasion resistance and wicking and absorbency were tested under standard atmospheric conditions 27 ± 2°C and 65 ± 2% RH.
Physical properties
No. of courses and wales per cm were measures for all samples. For determining areal density (g/m2) of produced sock, GSM cutter was used to cut samples according to ASTM D3775.
Auxeticity test
The auxetic behavior of produced socks was determined in the thickness direction. For this purpose, the tensile load was applied, and the thickness of the socks were determined before and after tensile load by digital fabric thickness tester according to ASTM D 1777. One end of the socks sample was fixed, and other end was extended at three levels i.e. 2.54 cm, 5.08 cm and 7.62 cm. The initial length of all samples was 20.32 cm while samples were stretched to three level as mentioned above. The transversal strain (change in thickness) was noted.24,37 Auxeticity was calculated from formula as mentioned in equation (1).
Abrasion resistance
As the sock samples were produced for heavy duty purpose, they were tested by using P100 abrader on Martindale Abrasion tester as per standard EN 13,770.
Breathability
Breathability is the ability of the sock to permit air and moisture to pass through into the external environment. The comfort properties of a sock depend on its ability to transmit water (sweat) and vapor from the body to prevent accumulation of liquid on the skin. 25
Air permeability
In socks, the air permeability is a major factor that defines comfort of wearer. All samples were tested as per standard ISO 9237 on SDL Air Permeability tester M201 under a pressure of 100 Pa.
Absorbency and vertical wicking
Moisture management plays a major role in all areas of clothing textile application. The fabric’s water vapor permeability is essential to prevent water retention in clothes, and ultimately leads to comfortable wear. A comfortable sock material should have good moisture management property and should prevent foul smell or odor during use. Absorbency of the socks were tested by using drop test method as per standard AATCC-79 in which a water droplet was put on the surface of fabric through pipette and time taken by fabric to absorb this water droplet was monitored through stopwatch. Vertical wicking was performed as per standard AATCC-197 and distance travelled by water within a time span of 30 min was measured.
Statistical analysis
The statistical analysis was performed by the using analysis of variance (ANOVA) with the help of Minitab v.17.0 software. ANOVA was performed in order to determine the statistical significance of different yarn combinations, TPC and fabric structure on auxeticity, abrasion resistance and breathability properties at 95% confidence level.
Results and Discussions
Physical properties of produced socks.

Auxeticity test
Results of axial strain, transversal strain and auxeticity of socks.

Axial strain = extended length-initial length/initial length.
A detailed comparison of all the sock samples produced in the current research is given in Figure 5. The analysis is made with respect to all factors mentioned in DOE by interaction plot. Interaction plots are used to know the relationship between one factor and a response depending on the other factors. Interaction plots for auxeticity results.
Analysis of variance response table of factorial experimental design of auxeticity

Flat knit socks have higher auxeticity as compared to sandwich terry socks. This is due to the fact that flat knit socks do not have any locking factor (locking yarn) in their cross-sectional direction. 17 Sandwich terry samples/socks are produced in such a way that a backing yarn (plating yarn) is sandwiched between main/body yarn and major backing/plating yarn of sock which majorly forms loops of terry of fabric. This may be the reason for a lower extension of fabric, which leads to decrease in auxeticity of sandwich terry socks as compared to flat knit samples. 26
p value is only significant for level of extension as shown in Table 6. The auxeticity of samples was tested under three different levels of extension e.g. 2.54 cm, 5.08 cm and 7.62 cm. The results show that when samples were extended to 2.54 cm, auxeticity of samples increased but when samples were extended to 5.08 cm, auxeticity starts to decrease. Decrease in auxeticity of samples with an extension of 5.08 cm may be due to sudden loss in twists of wrap yarn over core yarn and alignment of core yarn with wrap. At higher extension levels more than 5.08 cm, the core of auxetic yarn comes on top or face side of yarn and wrap component of auxetic yarn goes inside the yarn. Thus, the diameter of the yarn increases and auxeticity of the sock fabric increases as well.
Abrasion resistance
Abrasion resistance results (No. of cycles till hole).

Comparison of average abrasion resistance for all auxetic and conventional cotton sock was done as shown in Figure 6. Comparison of abrasion resistance for auxetic yarn-based sock and conventional cotton sock.
This comparison shows that abrasion resistance of auxetic sock is significantly higher than conventional cotton sock. The abrasion resistance of socks depends on performance of fiber material used and structure of knitting. In the auxetic structures manufactured, the fibers are more elastic and thus absorb the flexing action (extension and relaxation) during rubbing more efficiently. The abrasion resistance is further improved due to the auxeticity effect. The yarn diameter increases due to tensile loading. This increases the cushioning effect of the auxetic socks during abrasion.
It was found that the abrasion resistance increased by 46% in flat knit auxetic sock samples, 50% in sandwich half terry short and 58% in sandwich half terry long samples as compared to conventional cotton sock. Overall, the abrasion resistance of auxetic sock is higher than conventional cotton ones. The human trials were also conducted without shoes on rough surface. The subjects expressed better comfort and ease of walking/running while using socks from auxetic yarns as compared to commonly used socks.
Abrasion resistance of the produced samples was determined by monitoring total number of cycles required to abrade the socks till hole appeared. A comprehensive analysis of abrasion of all samples against the determining factors was carried out by using interaction plot as shown in Figure 7. Significance of all factors was determined by p value shown in Table 8. Interaction plots of abrasion resistance. Analysis of variance response table of factorial experimental design of abrasion resistance.
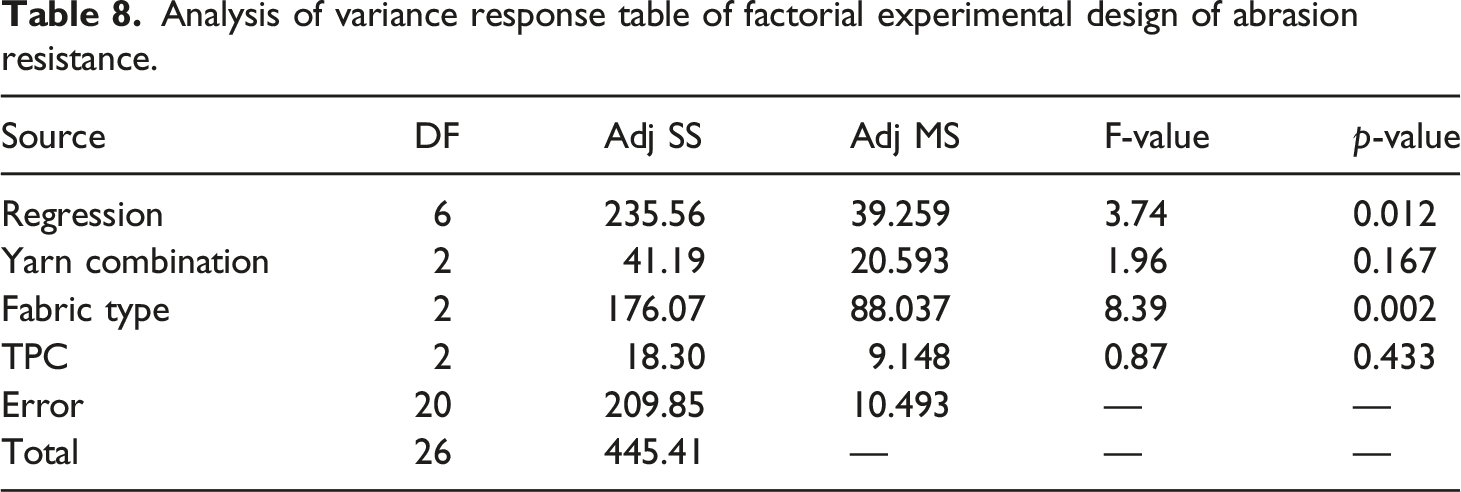
The p-value shows that fabric type (sandwich half terry long), yarn combination (PET with Kevlar P-AR (para-aramid)) and TPC of 2.36 results in highest abrasion resistance in the auxetic sock samples.
p-values in Table 8 indicate that fabric type is most effective and most important influencing factor in abrasion resistance of socks. This means, sandwich half terry long structures provide highest abrasion resistance among the sock fabric types investigated. It is mainly due to the fact that thickness and loop length of sandwich terry long was higher as compared to all other fabric constructions. It was observed that abrasion resistance of sock fabric increases as TPC of yarn increases. It is mainly due to consolidation of fibers in yarn with higher twist. 28 In the current research it was found that among the twist levels, 2.36 TPC results in highest abrasion resistance as compared to all other twist levels. It was probably due to the fact that yarn used in current research was not a single strand of yarn, rather it was plied/twisted yarn. The plied yarns have a balanced twist which affects abrasion of fabric more efficiently. 29
Air permeability
Summarized comparison of AP from outer and inner side of sock for M.A. and S.A.

Mesh area is more permeable (average AP of 2454 mm/s) as compared to sole area, which has average AP of 1375 mm/s. It is basically due to the construction of socks. The mesh area has larger pores as compared to sole part. Results of AP from outer and inner side are almost 99.5% similar.
A comprehensive analysis of AP for all samples against all influencing factors was done by using interaction plot as shown in Figure 8. Significance of all factors was determined by p value as shown in Table 10. Interaction plots of factors affecting air permeability (AP) on outer side. Analysis of variance response table of factorial experimental design of AP from outer side.

It was found that yarn having 2.76 TPC shows highest air permeability as compared to other twist levels. It is due to the fact that when twist of yarn increases, the protruding fibers are consolidated with the yarn more tightly and there is opening of channels in between neighboring yarn loops within same area of a sock. With respect to yarn combination, cotton with Kevlar P-AR (para-aramid) combination results in higher air permeability as compared to other yarn combinations. It is due to the compactness of Kevlar P-AR (para-aramid)-cotton yarn among all yarn combinations which allows bigger pores in between the loops.
30
A comparison of air permeability of socks from sole and mesh area, from inner side is shown in Figure 9, which also exhibits a similar trend as outer side mentioned earlier. ANOVA result is given in Table 11. Interaction plots of factors affecting air permeability (AP) from inner side. Analysis of variance response table of factorial experimental design of AP from inner side.

p-Value for area of sample used for testing shows that it has a significant influence on air permeability of sock as compared to other factors e.g. yarn combination and yarn twist.
Samples with higher TPC in yarn result in higher air permeability as compared to other samples with lower TPC due to open pores in between yarn loops. Sample S1, S2 and S3 (conventional cotton) have lower air permeability values because they were produced with higher stitch density as compared to other samples.
By comparing overall air permeability of all samples from outer side and inner side of socks, it was observed that air permeability of all samples from outer side and inner side is almost 99.5% similar.
A comparison of auxetic sock samples with conventional cotton sock was also carried out as shown in Figure 10. It shows that auxetic socks are more permeable than conventional cotton sock. This is due to specially designed structure of sock using auxetic yarns. The basic purpose of which was to make sock more comfortable/breathable as compared to conventional sock. Comparison of AP for auxetic yarn-based sock versus conventional cotton sock.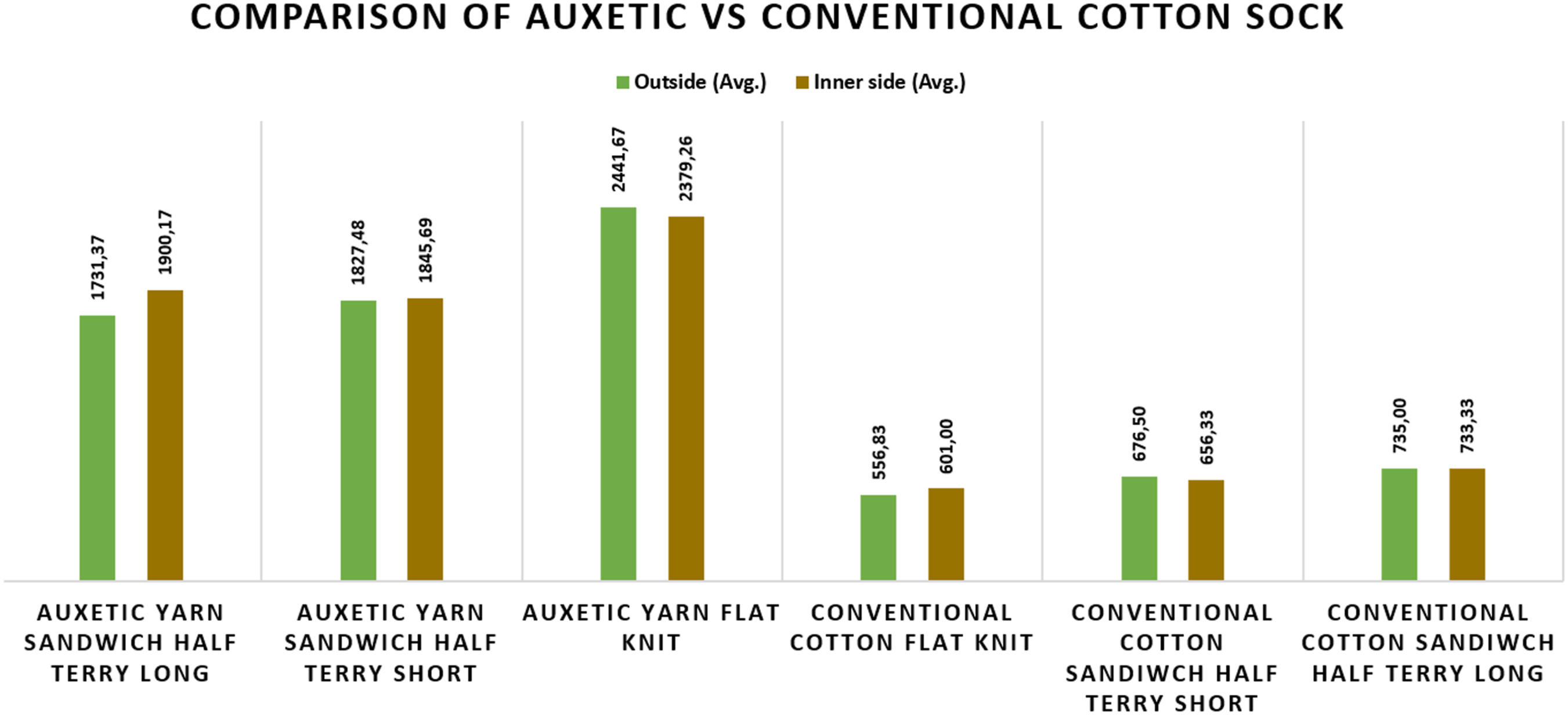
Vertical wicking
A comparison of vertical wicking in all sock samples with respect to influencing factors is shown in Figure 11. ANOVA is presented in Table 12. Interaction plots of vertical wicking properties of socks. Analysis of variance response table of factorial experimental design of vertical wicking.
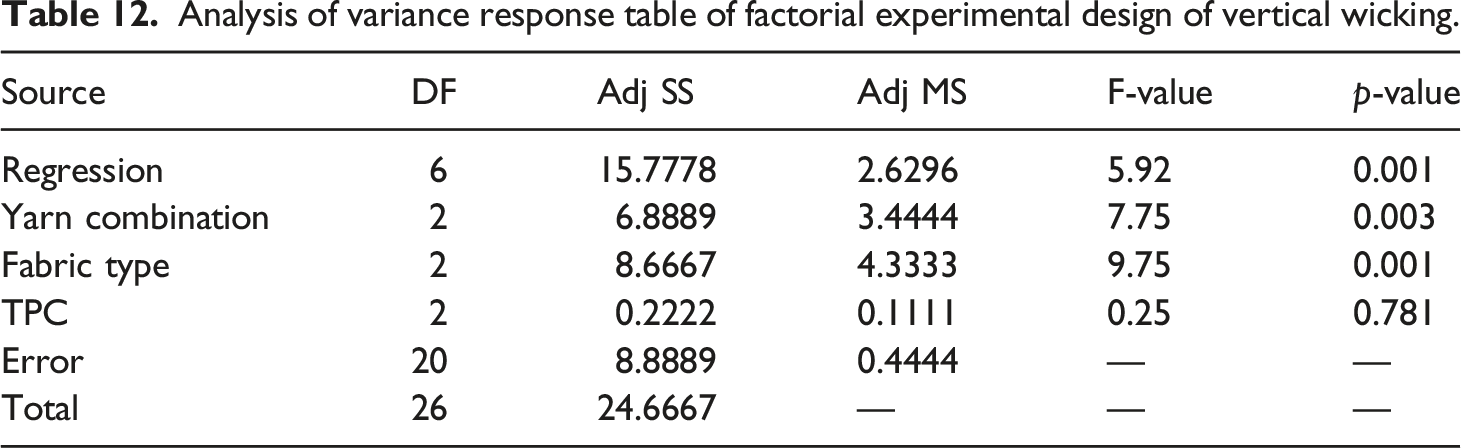
p-Value of all the influencing factors in Table 12 indicate that all factors except twist of yarn have more significant effect on wicking in socks. The results show that sandwich half terry short samples have better wicking properties as compared to other fabric constructions. It may be due to the fact that it has long stitch length as compared to flat knit structure. However, sandwich half terry long samples show lower wicking despite having higher stitch length as compared to sandwich half terry short structure. This decrease may be due to the higher stitch length than an optimum length which might create hurdles in wicking of moisture. Due to longer retention time and longer path, wicking is lower in sandwich half terry long samples. A comparison of wicking in auxetic yarn-based socks and conventional cotton socks is shown in Figure 12. Comparison of wicking of auxetic yarn-based sock and cotton sock.
Figure 12 shows that sample S1 (conventional cotton yarn, flat knit) shows maximum vertical wicking as compared to other samples. Samples S2 and S3 also show superior wicking properties as compared to other samples as these socks were also produced from conventional cotton in sandwich terry construction. All other auxetic samples have a man-made yarn component in their structure. Obviously, wicking of those samples is poorer as compared to samples having 100% cotton. Inherently, cotton has better moisture management (wicking) properties as compared to man-made fibers.
Absorbency
Absorbency is one of the most important characteristics responsible for comfort of socks. The water absorbency is influenced by several factors. Interaction plot for absorbency is shown in Figure 13 along with ANOVA results in Table 13. Interaction plots for absorbency of auxetic yarn-based sock from face side. Analysis of variance response table of factorial experimental design of absorbency from face side.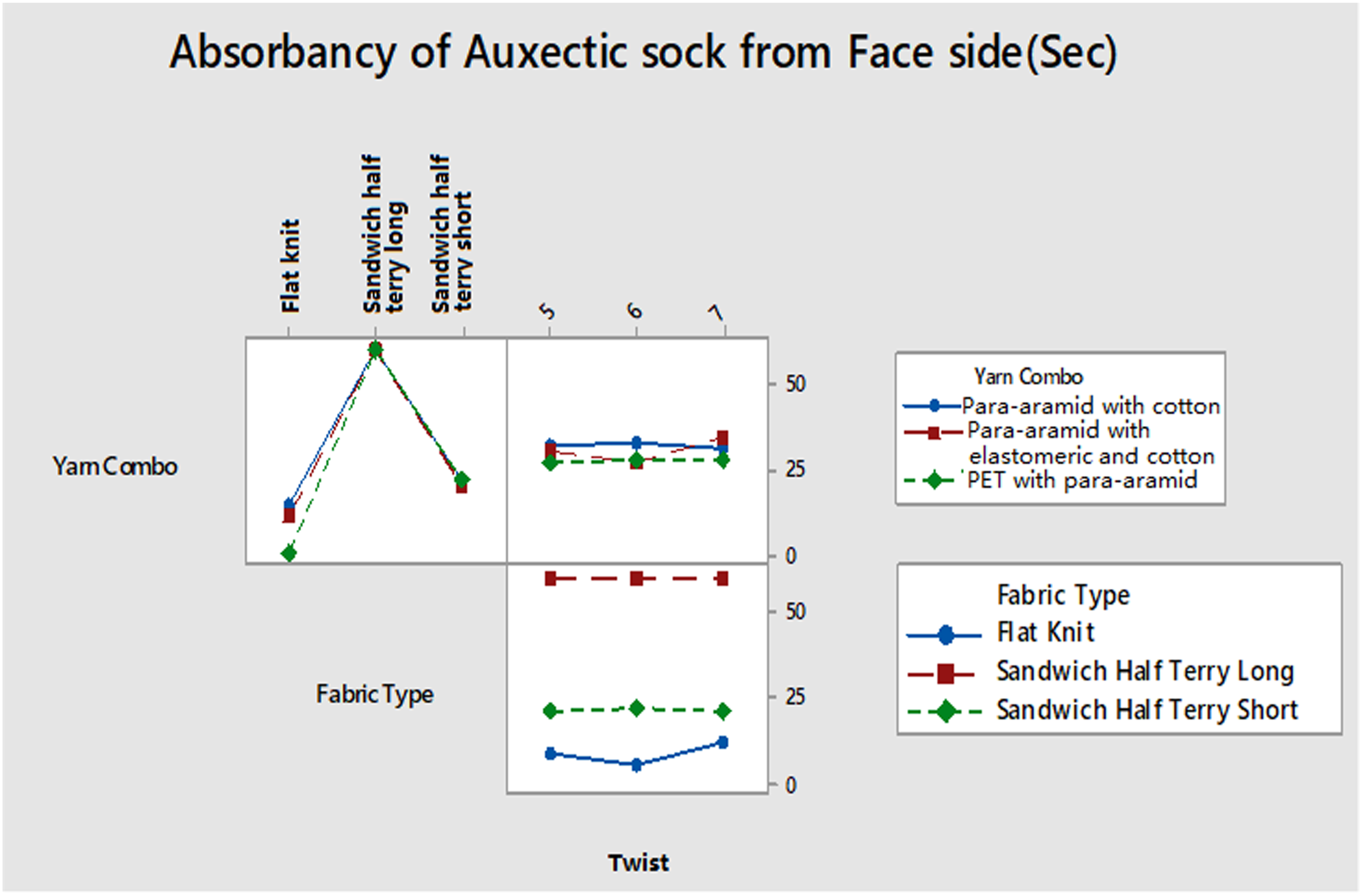

p-Value of all the influencing factors shows that all factors expect TPC and combination of yarn have more significant effect on absorbency of socks.
Results show that sandwich half terry long samples have higher absorbency as compared to other fabric constructions as it has highest stitch length as compared to other fabric constructions. The moisture is absorbed in shorter time as compared to other samples. In case of flat knit samples, the water droplet was absorbed within shortest time duration due to absence of any hurdles.30,38
Absorbency of socks from back side of samples also shows similar trend as from front side. Results are shown in Figure 14. ANOVA results are given in Table 14. Interaction plots for absorbency of auxetic yarn-based sock from back side. Analysis of variance response table of factorial experimental design of absorbancy from back side.

p-Value of all the factors shows that all factors expect TPC and combination of yarn have more significant effect on absorbency of socks.
By comparing absorbency of sock from both front and back side of socks, it was found that there is a slight difference of only 1.5% in absorbency. Face side took shorter time to absorb water droplet as compared to back side specially in sandwich terry samples. This is due to loops orientation on back side of socks which might hinder quick absorption of liquid water. 38
A comparison of absorbency in case of auxetic and conventional cotton socks was carried out and shown in Figure 15. Comparison of absorbency of auxetic yarn-based and conventional cotton sock.
Results show that overall absorbency of auxetic yarn-based socks is significantly higher as compared to conventional cotton socks. Further the terry structures help quicker absorption of liquid water.
Conclusion
A comprehensive study was conducted to analyze the auxeticity, abrasion resistance and comfort related performance of auxetic yarn-based socks with different constructions as compared to conventional socks. Abrasion resistance in auxetic yarn-based sock increased by 46% in case of flat knit fabric sample, 50% in sandwich half terry short and 58% in sandwich half terry long constructions as compared to conventional cotton sock. Yarn combinations (PET with Kevlar P-AR (para-aramid)) resulted in highest abrasion resistance as compared to all other yarn combinations. The other combinations of auxetic yarns contain cotton component which has lower strength as compared to PET. Cotton based samples tend to abrade more easily as compared to combination of PET with Kevlar P-AR (para-aramid). Sandwich half terry long samples show better absorbency as compared to other constructions and liquid water is absorbed in shortest time. Overall, a sample having PET with Kevlar P-AR (para-aramid) yarn combination, having TPC of 2.76 and construction of sandwich half terry long shows highest abrasion resistance while air permeability and moisture management of this samples is lower as compared to samples containing cotton. Samples having cotton with Kevlar P-AR (para-aramid), TPC 2.76 and flat knit construction have better moisture management and air permeability from mesh area of socks although abrasion resistance of such samples is lower than other combinations. Such socks made from auxetic yarns can be used directly on floor or rough surface as a replacement of shoes. These bare foot socks can be designed to unleash the natural agility and balance of bare foot while protecting it against injuries from rough surfaces. The auxetic knitted socks using combinations of high-performance yarns can have huge potential for industrial applications, testing labs and high dependency units (HDU) of hospitals. The antibacterial/antifungal performance of such socks in medical applications can be further improved by treatment with antimicrobial finishes using nanoparticles. A wider scope is possible for further research on auxetic knitted textiles.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.