
Abstract
Auxetic textiles are defined as textiles with negative Poisson’s ratio. These textiles possess unique properties that render them suitable for special applications. This work aims to investigate the effect of fabric structural parameters such as thread densities, weave design and warp yarn count. Thus, 30 fabric samples were woven at 3 weft and 2 warp densities, respectively. Two warp counts and three weave designs of plain, basket 3/3 and weft-backed satin 6 were used. The samples were uniaxially loaded in weft direction and dimensional changes at various strains levels were evaluated. The evaluation was carried out using the image processing technique based on MATLAB software. The weft yarns used were found to exhibit auxetic behavior at the whole spectrum of the strain level used. The least weft yarn Poisson’s ratio was found to be −0.9. It was established that in general the fabric samples exhibit auxetic effect within the stated range of strain. Additionally, it was concluded that while fabric thread densities together with warp count influence the minimum fabric Poisson's ratio, auxetic behavior of the samples is not dependent on weave design alone. Rather, it was illustrated that the combined effect of weave design in association with stated structural parameters on auxetic feature cannot be ignored.
Keywords
Introduction
Materials with negative Poisson’s ratio are known as auxetic materials. These materials in contrast to conventional materials expand transversally when stretched axially or vice versa. Large number of materials exhibiting auxetic feature has either been discovered or manufactured. The auxetic materials possess unique properties such as enhanced shear resistance [1,2], indentation resistance [3,4], fracture toughness [5] and energy absorption [6]. These features together with synclastic curvature [7] render these materials for use in special applications [8].
So far numerous highly potential applications for auxetic textiles have been proposed. In the production of composite and masonry materials, strength-to-weight ratio increases when the auxetic fibers are used as reinforcement. Increase in energy absorption property and synclastic curvature ability of auxetic materials is advantageous in the production of protective clothing and equipment. Auxetic textiles can also be used in the production of color changing cargo, seat belts, wearable smart clothing and fabrics, blast-proof curtain, bullet-proof vest, smart bandage carrying wound healing agent, filters, etc. [8,9].
Recently auxetic textile materials such as auxetic yarns, fabrics and 3D textiles have become popular. So far, all auxetic yarns are fully composed of non-auxetic components. The auxetic effect of the auxetic yarn is due to the mechanical arrangement of the components and is not dependent on their composition. Auxetic effect occurs due to the ratio of diameter and modulus of the constituent fibers together with their helical arrangement. Thus, the paramount importance of economic selection of the constituent fibers is in relation to the end-use of the yarns. So far double-helix yarn (DHY) [10] or helical auxetic yarn (HAY) structures and plied yarns [11] have been defined [12]. The latter is a multi-component yarn.
While the auxetic knitted fabrics can be produced just by the use of special knitting sequence using the conventional yarns, the auxetic woven fabrics can generally be produced using the auxetic yarns. Review of published literature on the auxetic fabrics points to abundance of research carried out on auxetic weft, warp knitted and 3D textiles. The reported minimum values of Poisson’s ratio in the case of warp and weft-knitted fabrics under the lateral tensile loading are −0.86 [13] and −0.5 [14], respectively. The reported Poisson’s ratio in case of 3D textiles is −0.19 [15].
Auxetic materials can have limited applications in comparison to conventional materials due to their lower elastic modulus [16]. Thus, the enhancing stiffness of auxetic materials is advantageous in widening their end-uses. It is a well-known fact that the woven fabrics enjoy much higher elastic modulus than their knitted counterparts. In view of abundance of published literature on auxetic-knitted textiles, the amount of research conducted in the field of auxetic woven fabrics is rather scarce. Thus, in 2009, Miller et al. [10] pioneered the development of woven auxetic fabrics using the auxetic weft yarns. Miller auxetic fabric when unconstrained showed Poisson’s ratio of 0.06. The same sample was then placed between the two glass plates and was tensioned along the weft direction. The constrained fabric showed auxetic behavior with maximum negative Poisson’s ratio of −0.1. Wright et al. [11] in contrast to Miller used the warp auxetic yarns and achieved the maximum negative Poisson’s ratio of −0.1 in a double-ply plain-woven fabric . Vysanskav and Vintrova [17] compared the effect of weave design on auxetic behavior using the woven fabrics containing the double helix auxetic weft yarns. It was found that the 2/2 twill -woven fabric possessed the maximum negative Poisson’s ratio of −0.3, and this was followed by the plain and satin-woven fabrics. Ng and Hu [18] studied the effect of factors such as weave design, yarn structure and twist direction on the auxetic behavior of woven fabrics. Open area percentage of woven fabrics when extended is directly related to the value of negative Poisson’s ratio [8]. However, in this study, fabrics containing the double helix warp yarns despite having the highest open surface area, exhibited the auxetic behavior which was not compatible to their high percentage open area. It was also revealed that using the alternate S and Z twist 4-ply auxetic weft yarns yields to the highest negative Poisson’s ratio. Considering the previous researches on the auxetic woven fabrics, this paper aims to evaluate the effect of weave design, warp yarn fineness and fabric thread densities on the auxetic behavior of woven fabrics.
Experimental
Production of HAY
Previous studies point to the influence of parameters such as diameter and modulus ratios of the constituent strands together with the initial helical angle on Poisson’s ratio values of auxetic yarn [11,19]. Thus, in this research, auxetic yarns were produced based on the HAY structure developed by Miller et al. [10]. HAY is composed of a central low modulus thick strand core which is helically wrapped by a high modulus fine strand sheath.
The core and the sheath of produced HAY were a natural rubber strand and flat multifilament high tenacity nylon 66 (Poly (hexamethylene adipamide)) 100D/24f, respectively. The HAY was assembled using the two hollow spindle Mengatto Srl covering machine (2002) which is shown in Figure 1. Initially as is shown in Figure 1(a), the feeding of the core strand to the feed rollers is controlled using the two guiding elements. The fed yarn enters the hole of the hollow spindle in tensionless state at the rate governed by the take up rollers speed. This yarn as is shown in Figure 1(b) is wrapped by the sheath strand, emerging from the hollow spindle of the machine. The auxetic composite yarn was produced at the rate of 25 m/min using only one of the two spindles rotating at the speed of 8000 r/min.
HAY production sequence: (a) Path of core strand and (b) hollow spindle spinning system and delivery unit.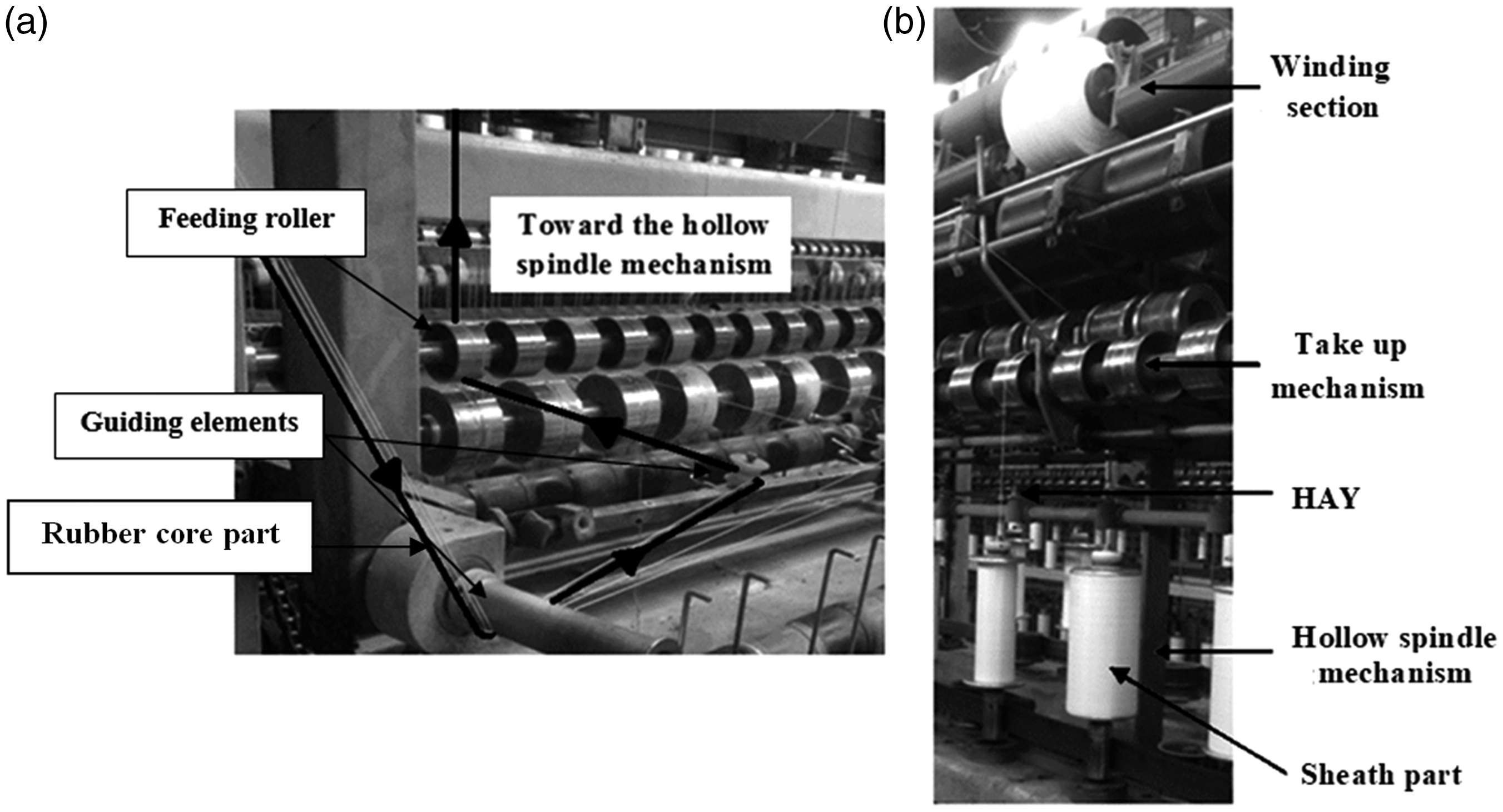
HAY was characterized, based on the average value of 30 measurements. The yarn diameter was measured by exerting a tension of 0.5 cN/tex. The tensile properties of yarns were evaluated according to the ASTM D2256 using the Zwick tensile tester under the CRE principle. The load-elongation diagrams of rubber core, nylon 66 warp and HAY are shown in Figure 2. The gradients of the stress–strain curves within the elastic region represent the elastic modulus of yarns.
The load-elongation diagram of rubber core, nylon 66 sheath and helical auxetic yarn.
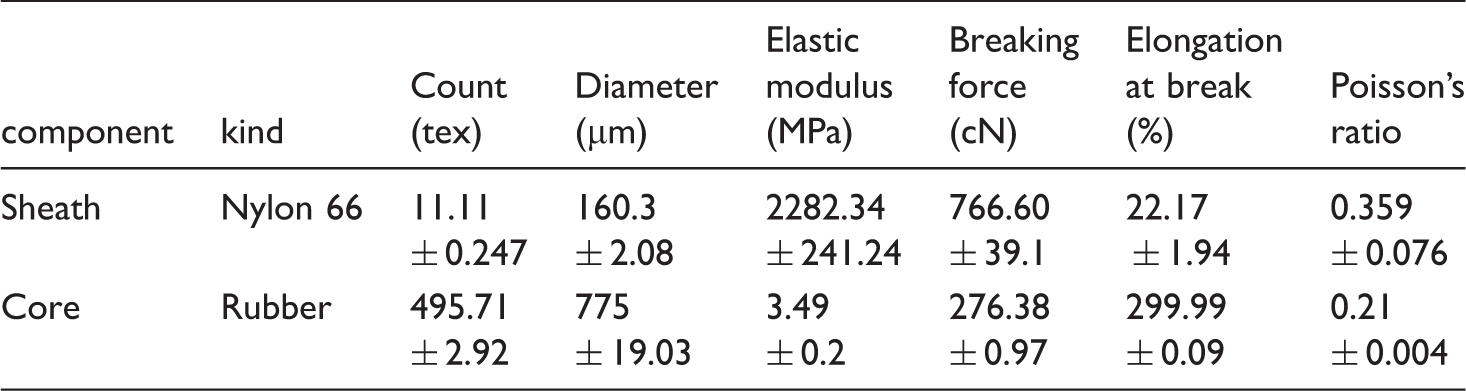
Physical and mechanical properties of the components of auxetic yarn.
Physical and mechanical properties of the auxetic yarn.

The initial helical wrap angle was measured at 10 randomly selected points along the auxetic yarn using the DIGIMIZER image analysis software. The mean value of wrap angles and the coefficient of variations were found to be 55.1° and 1.8%, respectively. The 1.8% CV is well below 4% CV threshold suggested by Wright et al. [11] which points to the controlled way in which the auxetic yarn is produced.
Production of woven fabric
Variation of the auxetic behavior of woven fabric containing HAY as weft with structural parameter of fabric was studied using the 30 samples of woven on Evergreen laboratory rapier weaving machine (CCI. Ltd, 2005). Samples were woven with warps of 29.5 and 59 tex at densities of 20 and 30 epc. Samples were woven using plain, basket 3/3 and weft-backed satin 6 weave designs. In order to select the appropriate weft density of the test samples in each weaving design, initially the maximum allowable ppc was determined. The maximum and the minimum ppc in the three designs were not identical. Samples were prepared by weaving a fabric using the maximum established ppc. Weft-backed satin 6 design was woven using the three lower values of ppc in comparison to the determined maximum value of ppc. Plain and basket 3/3 designs were woven using the two lower values of ppc in comparison to the determined maximum value of ppc. Thus, in case of plain-woven fabrics, due to fact that the maximum established ppc was found to be 14, the plains samples were woven at ppc of 14, 11and 8. Identical procedure was used for the other two weave designs.
The structural parameters of the woven fabrics.

Physical and mechanical properties of the warp yarns.

Measurement method of Poisson’s ratio
Poisson’s ratio is defined as a negative ratio of lateral to axial strains. While elongated by the model 1446 Zwick Tensile Testing Machine under CRE principle using 500 N load cell, the dimensional changes of samples of yarn and fabric were recorded using a photo capturing system by Nikon D3200 digital camera at 4 s intervals. The apparatus used is shown in Figure 3.
Imaging system.
Elongation of HAY was continued till the failure of the sheath strand. The elongation rate, gauge length and pre-tension were adjusted at 200 mm/min, 100 mm and 0.1 N, respectively.
The 1.5 N pre-tensioned and constrained free test samples of 25 × 75 mm were elongated by 50% in weft direction at the rate of 20 mm/min. The setting of the experiment was based on suggested adjustments in Miller et al.[10] and Wright et al. [11].
Calculation of Poisson’s ratio
The recorded images were processed using the image processing technique based on MATLAB software utilizing the average filter and close and open operation. The image recording and processing stages are sequentially shown in Figures 4 to 6. In Figure 4, the test yarn is shown in ascending strain level in which the failure of the sheath yarn has occurred at 113.2% of elongation. CRE principle together with uniform image recording interval enables the lower jaw speed to be used for the calculation of yarn longitudinal variation. In order to measure the yarn transversal variation, the outer contour of the yarn diameter (D) as is shown in Figure 5(b) in each processed picture was measured using the MATLAB software. The transversal strain was calculated in terms of variation in yarn diameter using the measured values. Poisson’s ratios of HAY samples were determined using the calculated longitudinal and transversal strains within the defined strain spectrum as suggested by Du et al. [21].The effect filtering together with open and close operation during image processing technique is shown in Figure 5(a) and (b), respectively.
Transverse level of auxetic yarn strain due to elongation. Elongated auxetic yarn: (a) Before image processing and (b) after image processing. Elongated auxetic fabric: (a) Before image processing and (b) after image processing.


Dimensional changes occurred in the fabrics due to tensile loading were measured according to Liu et al. [14], Hu et al. [22] and Wang et al. [16]. The measurements were obtained by mapping of four blue points at vertexes of a centrally located unit square of 1 × 1 cm on the test sample as is shown in Figure 6(a). The unit square contains an area of 98 × 98 pixels/cm2. The vertical and horizontal distances between the points after the image processing operation as is shown in Figure 6(b) at desired strain level were measured. The first recorded image of each sample provides the initial linear dimensions. Thus, the subtraction of measured distances obtained from other images from the relevant initial linear dimensions at any strain level provides the variation in either longitudinal or transversal dimensional changes. Thus, the longitudinal and transversal strains which determine the Poisson’s ratio of the test fabrics according to Miller et al. can be calculated [10].
Results and discussions
HAY auxetic behavior
As shown in Figure 7, the produced yarn exhibited the auxetic behavior at the whole spectrum of the strain level used. The least Poisson’s ratio illustrating the highest auxetic effect was found to be −0.9. The highest negative Poisson’s ratio occurred around 10% strain. As can be seen in Figure 7, initially auxetic effect increase up to 10% strain level, beyond which the auxetic effect reduces. The result is comparable to that of Du et al. [21] finding with exception that the test sample exhibits the auxetic effect right from the inauguration of the experiment. This discrepancy may be due to larger value of initial helical angle used in this work in comparison with the initial helical angles used in the previous studies [21,23]. In the previous studies, increase in initial helical angles has resulted in the reduction of positive Poison’s ratio value at the beginning of extension.
Poisson’s ratio of auxetic yarn at different strain range.
Figure 7 vividly shows that yarn auxetic effect is a strain-related phenomenon. The extent of this phenomenon can advantageously be tailored to meet the requirements of miscellaneous end-uses. Figure 7 evidently shows that up to strain level of 20%, variations in Poisson’s ratio are substantial. However, after this strain level, Poisson’s ratio levels off to around −0.17.
Fabric auxetic behavior
In order to establish the effect of ppc on Poisson’s ratio of the samples, Poisson’s ratios of plain, basket and weft-backed satin woven fabrics versus strains in the range of 0% to 50% as are shown in Figures 8 to 10, respectively, were used.
Poisson’s ratio versus strains plain fabric; (a) warp density 20/cm, warp count 29.5 tex, (b) warp density 20/cm, warp count 59 tex and (c) warp density 30/cm, warp count 29.5 tex. Poisson’s ratio versus strains basket 3/3 fabric; (a) warp density 20/cm, warp count 29.5 tex, (b) warp density 20/cm, warp count 59 tex and (c) warp density 30/cm, warp count 29.5 tex. Poisson’s ratio versus strains weft-backed satin 6 fabric; (a) warp density 20/cm, warp count 29.5 tex, (b) warp density 20/cm, warp count 59 tex and (c) warp density 30/cm, warp count 29.5 tex.


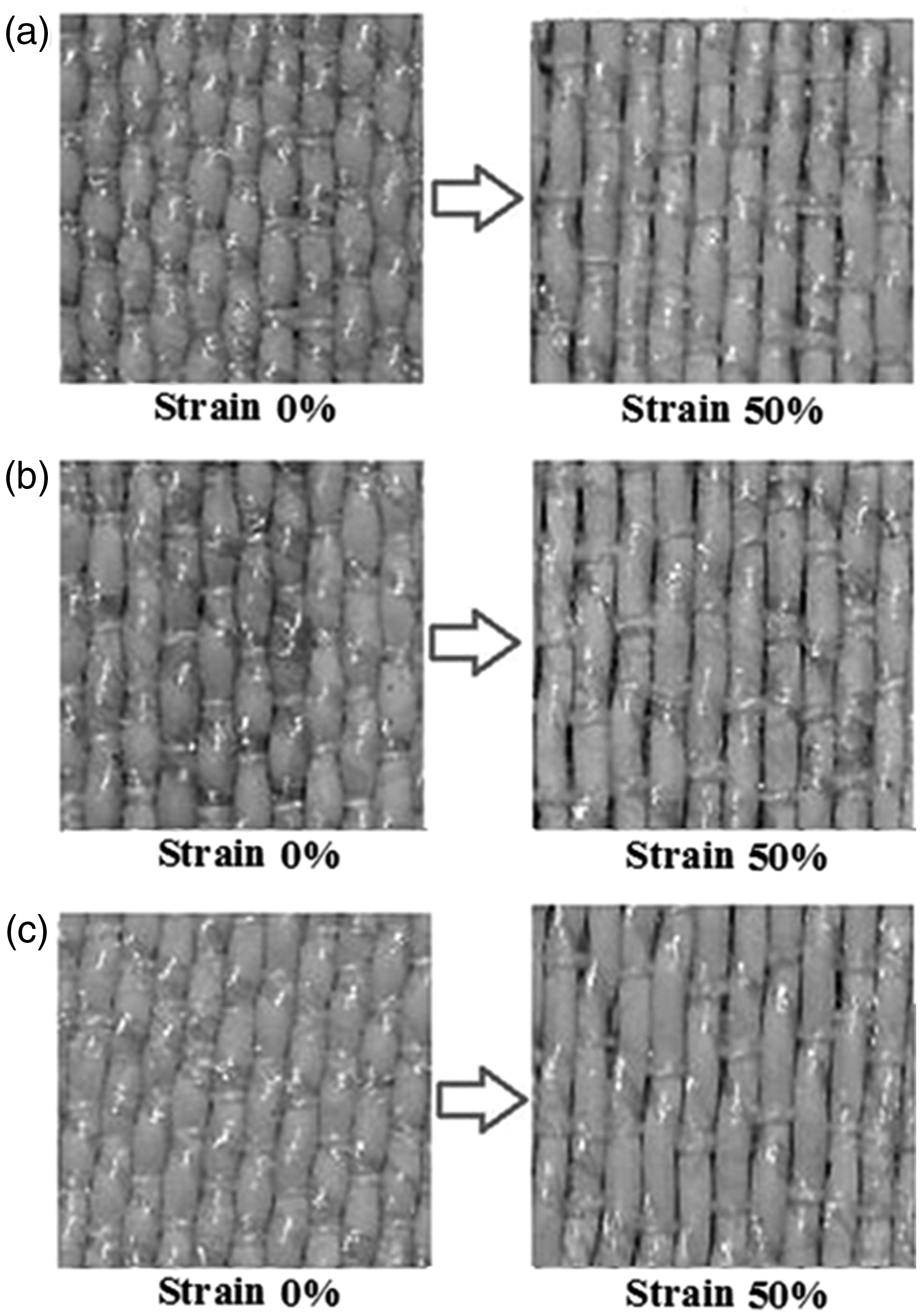
Results point to the fact that the general increase in elongation initially leads to reduction in Poisson’s ratio up to a low value, and the further increase in amount of elongation beyond this lowest point results in increasing value of Poisson’s ratio. Additionally, it can be said that the fluctuation of Poisson’s ratio at the beginning of extension is substantial. However, beyond 10% strain level, the fluctuation of Poisson’s ratio reduces. This trend was also obtained by Ugbolue et al. [13] in warp-knitted auxetic fabrics. Moreover, it must be noted that Poisson’s ratio of samples irrespective of weave design reaches an almost constant value beyond 20%–30% strain level. The appearances of the test samples are shown in Figures 11 to 13.
Plain design woven with epc 20, warp count 29.5 tex at various ppc at minimum and maximum strains; (a) ppc 8, (b) ppc 11 and (c) ppc 14. Basket design woven with epc 20, warp count 29.5 tex at various ppc at minimum and maximum strains; (a) ppc 11, (b) ppc 14, (c) ppc 17, and (d) ppc 20. Weft-backed satin design woven with epc 30, warp count 29.5 tex at various ppc at minimum and maximum strains;(a) ppc 30, (b) ppc 34 and (c) ppc 38.

Deduced points.
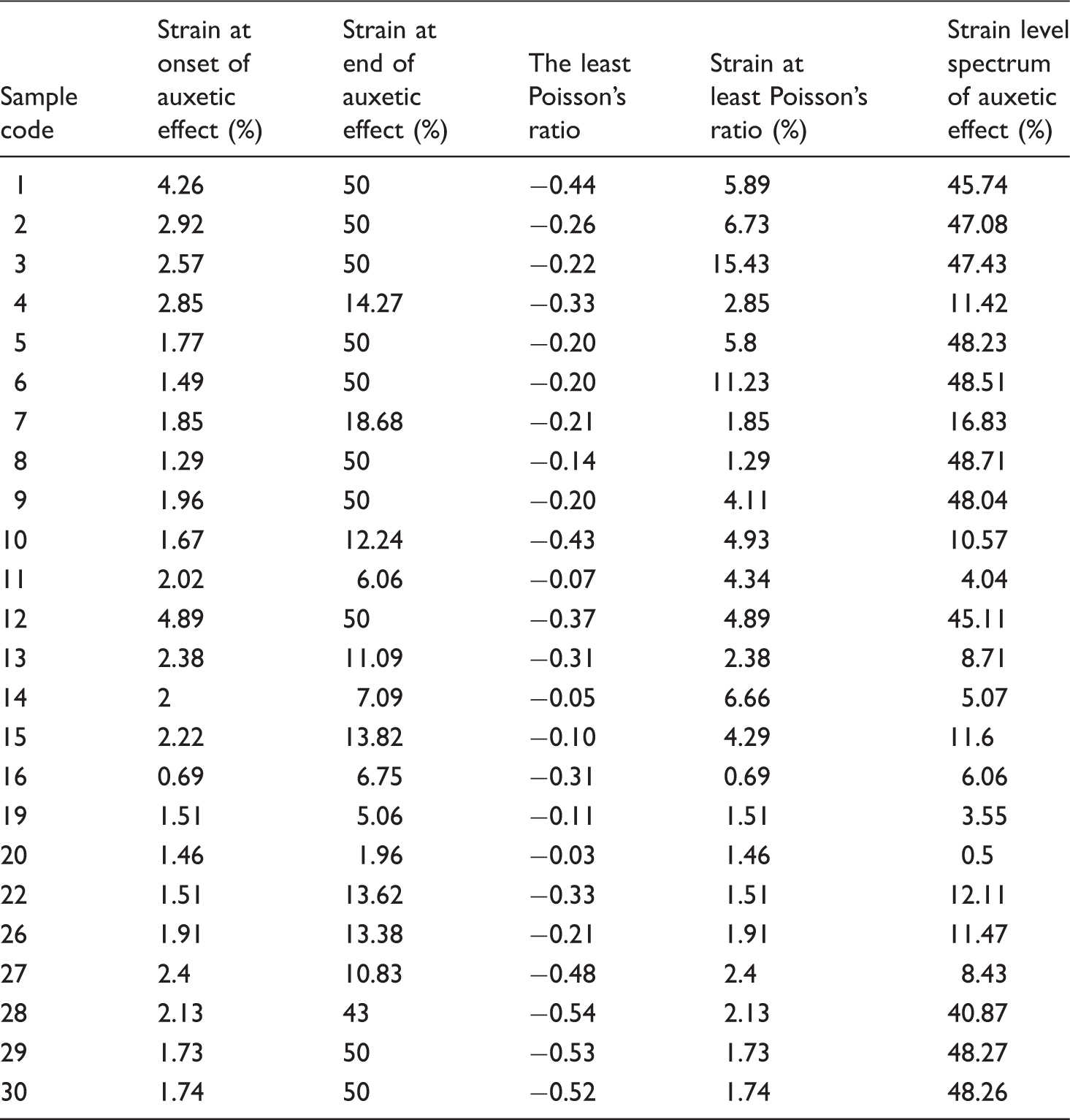
Table 5 shows both the auxetic effect and the strain level spectrum within which the auxetic effect occurs is more and wider than those of previous studies. The observed discrepancy between the results of this work and that of previous studies such as Wright et al. [11] is as follows: In the present work unlike the Wright et al., the samples were single layer or in contrast to Miller et al. [10] were unconstrained.
Effect of weft density
As shown in Table 5, while the general increase in weft density results in the reduction of auxetic effect in the plain and basket design samples, this effect enhances in the weft-backed satin design samples when the weft density increases. Results point to the fact that in the plain samples woven using 29.5 tex warp yarn at 20 epc when ppc is increased from 8 to 11 and 14, the least Poisson’s ratio changes from −0.44 to −0.33 and −0.21, respectively. The same trend prevails in basket design samples woven using 29.5 tex warp yarn at 20 epc where the increase in ppc from 11 to 14, 17 and 20 causes the least Poisson’s ratio to change from −0.43 to −0.31, −0.31 and −0.11, respectively. Additionally, in the same weft-backed satin samples, the increase in ppc from 30 to 38 changes the least Poisson’s ratio from −0.33 to −0.54.
The auxetic effect occurs in the tensionless HAY due to the exertion of axial load to the two components yarn. The applied load causes tension in the sheath yarn which in turn forces the straight core component to adapt a helical geometry. Thus, it is certain that parameters which restrict either sheath yarn displacement or core component deformation can reduce the auxetic effect.
In woven fabric, the total surface contact area between the two sets of yarn increases when the thread densities increase. Thus, as is shown in Figure 14(b), frictional resistances are created at the intersections when the yarn is axially stretched. The created frictional resistances restrain the sheath component displacement. The amount of restraint is higher at high weft density in comparison to low weft density. Hence, the in-plane auxetic effect reduces due to the less deformation experienced by the core component at higher weft densities. Under such circumstances, it is probable that the increase in ppc may lead to increase in the out-of-plane auxetic effect. The possible increase in the out-plan auxetic effect can be verified when the fabric is constrained along the thickness [10].
The path of warp yarn in plain woven fabric; (a) tensionless and (b) axially stretched.
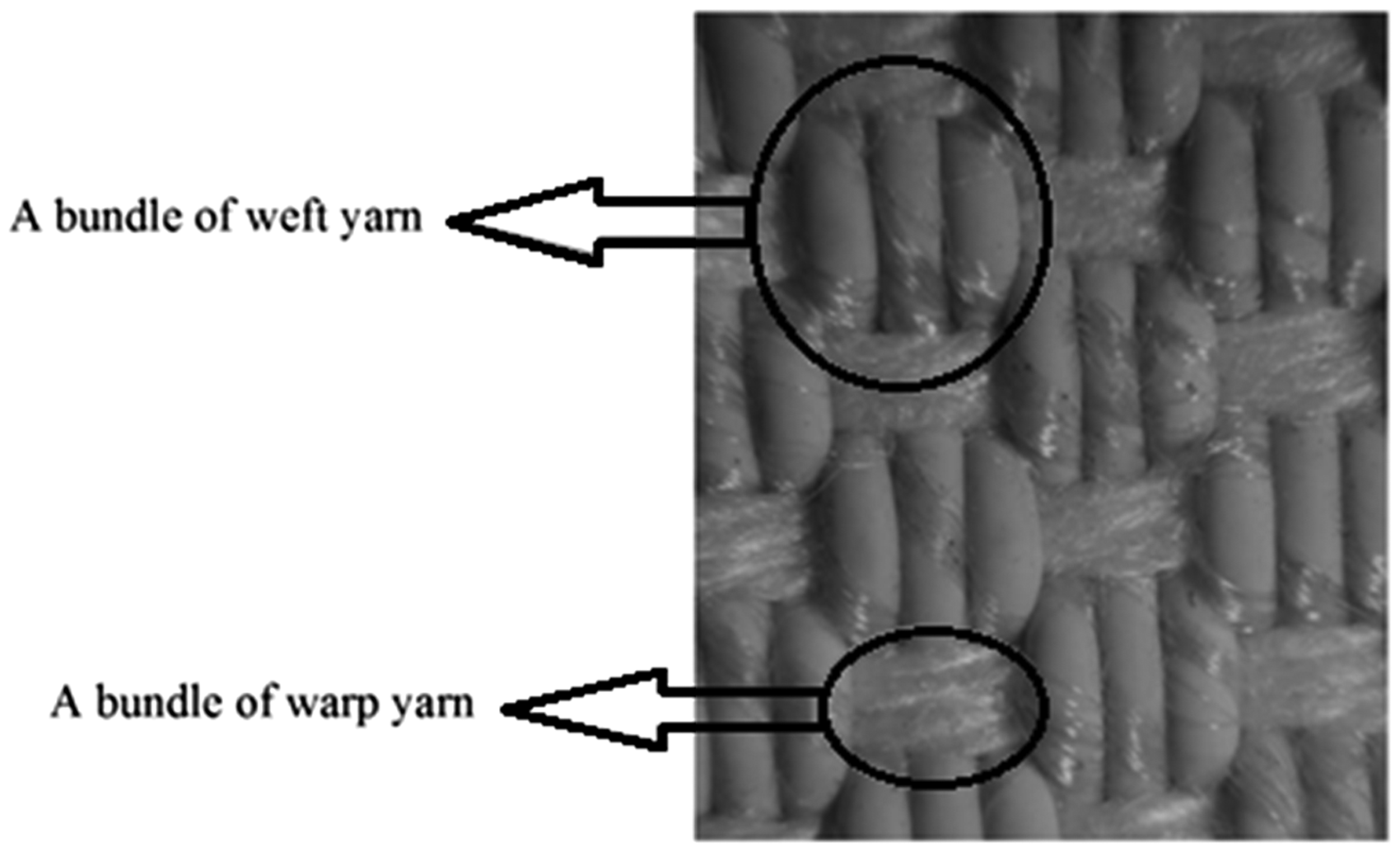
Results illustrate that basket design samples are not auxetic for a considerable part of the strain level spectrum. Figures 15 and 16 show the schematic thread representation and the technical face of basket 3/3 design, respectively. As shown in Figures 15 and 16, every adjacent three weft and warp yarns can be considered as a unit. Projected configuration of the three weft yarns of the unit is vivid in Figure 16. This projection can be attributed to the differences in elastic modulus and diameter of warp and weft yarns. Comparison of Tables 2 and 4, shows that the elastic modulus of 29.5 tex and 59 tex warp yarns, i.e. 1447.55 and 818.60 MPa, respectively, is higher than that of the weft yarn which is 1.81 MPa. The existence of a space between each of the two adjacent units may result in diminishing of the increase in the weft yarn diameter. This prevents the woven sample exhibiting the auxetic effect. Additionally, it is a well-known fact that in woven fabrics the warp yarn crimp increases with the increase in fabric weft density. Thus, the weft yarns projection in the unit of basket design enhances when the ppc increases. The reduction of auxetic effect in the basket design samples can be attributed to the increase in ppc which correspond to increase in warp yarn crimps or projection of three weft yarns out of sample plane.
The path of warp yarn in Basket 3/3 woven fabric. Technical face of basket 3/3 woven fabric.
As was stated previously, in the weft-backed satin design samples, the increase in weft density leads to increase in the fabric auxetic effect. This can be related to the fact that the increase in ppc leads to reduction in the available void space in the fabric. Therefore, adjacent weft yarns in this weave design are most likely to exert considerably more pressure to each other. The increase in pressure between the weft yarns leads to increase in auxetic effect in the fabric which in turn is manifested in more increase in the width of the fabric.
The contradictory behavior of plain and weft-back satin fabrics with respect to increase in weft density can be verified by considering the fact that in the weft-back satin the void between the two consecutive wefts on technical face of the fabric is filled by a weft yarn of the technical back of the fabric. Additionally, the filling weft yarn also arguably limits the auxetic out-of-plane effect of the weft yarn on the technical face of the fabric.
Moreover, the weft-backed satin 6 design, as is shown in Figure 17, has longer weft float than plain design. The longer float enables the weft yarn to displace readily and thus be deformed easily.
Weft-backed satin 6 woven fabric structure.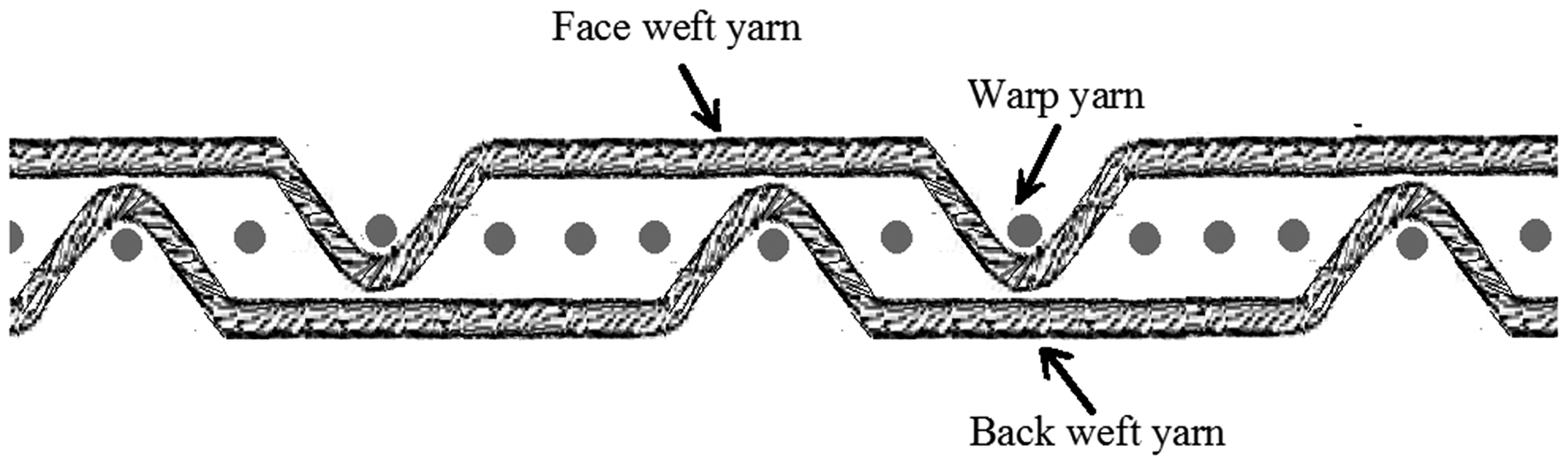
In auxetic fabrics, each weft yarn exerts the pressure on adjacent weft yarns due to transverse expansion of axially loaded auxetic weft yarns. Thus, it can be stated that the factors that affect the transverse expansion of the weft yarn can also be held responsible for the exhibited auxetic effect by the fabric. While in the plain and basket designs, every weft yarn is sandwiched by adjacent weft yarns, and in the weft-backed satin design, the similar weft yarn not only is sandwiched but also is constrained by the weft yarns of the opposing side. Thus, the auxetic effect in plain and basket designs diminishes due to the ease by which the increase in weft yarn diameter is lost due to the existence of free spaces faced by the yarn on both sides of the fabrics. The auxetic weft yarn in weft-backed satin in contrast to the auxetic weft yarns of the other two weave designs not only is constrained on both sides by the adjacent weft yarns but also is constrained along the thickness by the opposing faces of the fabrics. The imposed constrained in thickness tends to diminish the out-of-plan auxetic effect, and thus the observed increases the in-plan auxetic effect of fabric. The above explanation serves to clarify the reasons behind the increase in the auxetic effect of the weft-backed due to the increase in fabric ppc.
Effect of warp density and warp count
Results show that the increase in either epc or warp fineness in the plain and basket design generally tends to reduce the fabric auxetic effect. Thus, it cannot firmly relate the amount of auxetic effect to the increase in ppc or warp fineness in weft-backed satin design.
Plain woven fabrics of elastic modulus.

Referring to Table 5, it can be seen that for a given warp yarn, the higher the tex value, the more the created auxetic effect in the fabric due to higher modulus of the thicker yarns.
Additionally, the increase in tex value for identical yarns results in increase in total surface contact between the threads which ultimately increases the normal force between the two yarns. The increase in the value of normal force naturally results in increase in frictional resistance at the yarns intersections due to the increase in contact area. This, as shown in Table 6, is the reason behind the higher modulus of the fabrics woven with thicker yarns in comparison with the fabrics woven with thinner yarns.
Effect of weave design
Deduced values.
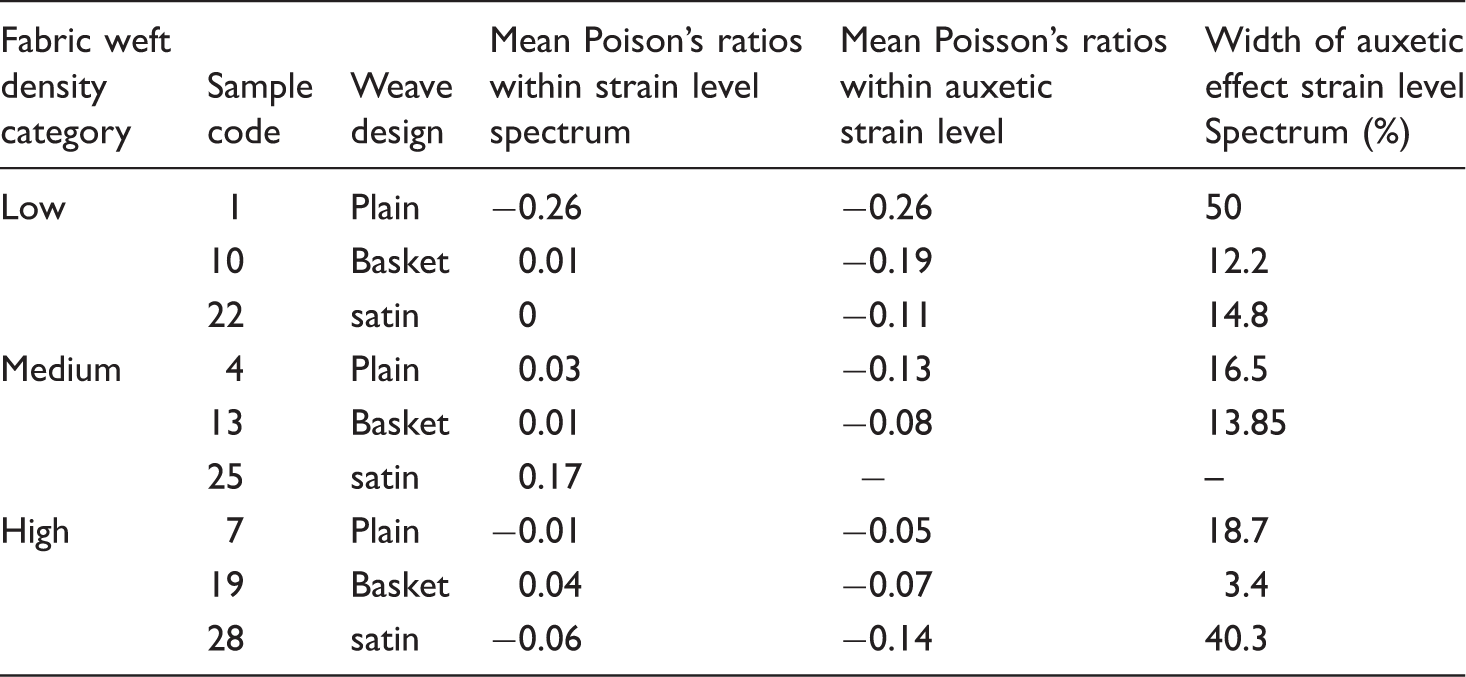
Since the Poisson’s ratio is a strain-related phenomenon, it is sensible to express the Poisson’s ratio in terms of mean Poisson’s ratio within the strain level and the mean Poisson’s ratio within the auxetic strain level as is shown in Table 7.
Table 7 shows that as far as the plain design fabrics are concerned, at low and medium weft density categories, this design possesses the least mean negative Poisson’s ratio within the auxetic strain level and the widest strain level spectrum of auxetic effect. However, in high weft density category, the weft-backed satin fabric possesses the least mean negative Poisson’s ratio and the widest strain level spectrum of auxetic effect.
It is emphasized that the plain and basket fabrics increase in ppc leads to reduction in both the mean negative Poisson’s ratio and the width of auxetic effect strain level spectrum. However, this trend in satin fabrics is reversed. Finally, in the plain or basket designs, in contrast to weft-backed satin design, the increase in ppc adversely affects their auxetic behavior.
Conclusion
In this study, the auxetic effect of fabrics woven using the auxetic weft yarns was investigated. It was found that the plain design samples exhibit an auxetic effect virtually at the whole spectrum of the strain level. In case of plain design samples, the increase in epc, ppc and warp yarn fineness leads to reduction in exhibited auxetic effect due to decrease in negative Poisson’s ratio magnitude. It was established that the increase in thread densities of the plain design samples changes the least Poisson’s ratio from −0.44 to −0.20. Similarly, the increase in ppc together with warp yarn fineness changes the least Poisson’s ratio from −0.44 to −0.14.
It was observed that the basket design samples exhibit the auxetic effect in very initial part of the strain level spectrum. In line with plain design samples, in case of basket design samples, increase in sample thread densities and warp yarn fineness reduces the auxetic effect. It was established that the increase in ppc and warp yarn fineness of the weft-backed satin design samples changes the least Poisson’s ratio from −0.43 to −0.03. However, it was not possible to draw a firm conclusion on the effect of increase in thread densities on auxetic behavior.
The auxetic effect in weft-backed satin designs was strongly dependent on weft density. In these samples, the increase in ppc resulted in increase in the least Poisson’s ratio and the strain level spectrum from −0.33 to −0.54, and 13.62% to 40.54%, respectively.
Auxetic effect was prominent in plain and weft-backed satin designs at low and high values of ppc, respectively. Thus, it was concluded that each weave design together with the ability to select the structural parameters of the sample form the tool that can be used to engineer the fabric for a defined end-use.
It is intended to develop the current work further by modeling the auxetic behavior of yarn and woven fabrics. Additionally, it is intended to load the same samples along warps and investigate the sample auxetic behavior.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.