
Abstract
With the growing popularity of hybrid yarn techniques, the micro-braided yarn is becoming a good choice as one kind of intermediate materials for thermoplastic biocomposites, by presenting favorable morphology during the preform process and lowering the resin flow distance during the thermo-compression process. In this article, different flax/polypropylene (PP) based multi-core micro-braided hybrid yarns with the similar total number of flax core fibers were manufactured, by varying the parameters: multi-core configuration and braiding angle; both dry-and thermo- states tensile tests on yarns were carried out, since it is necessary to simulate the deforming behavior of a single hybrid yarn during the thermoforming process. The objective is to determine the cover factor especially for multi-core micro-braided yarn as a comprehensive textile indicator; and to study the influence of the cover factor parameters on mechanical tensile properties at the yarn scale. It has been observed that the cover factor parameters contributed the braider effect (friction and compression) on flax cores in the dry-state and lubricant effect (distribution and viscosity) in the thermo-state; further influenced the characterizations. Increasing multi-core configuration and braiding angle can both increase the tensile strength; larger cover factor results in greater tensile stiffness both in dry-and thermo-states.
Introduction
Natural fiber reinforcements have four main attractive advantages: specific properties, low costs, health value, and sustainability. Thermoplastics as recyclable matrixes typically require an efficient composite processing cycle. 1 For the above-mentioned reasons, natural fiber reinforced thermoplastic biocomposites have received increasing attention both from the academic community and various industries (including automotive, marine, and construction), no matter completely or partially renewable. 2 However, there is increasing concern over the poor interface adhesion and difficult impregnation problems of thermoplastic biocomposites, due to the high viscosities of thermoplastics. Against this backdrop, extensive research works on the development of hybrid yarns are being carried out worldwide. Hybrid yarns are fibrous intermediate materials obtained by combining thermoplastic matrix fibers and reinforcing fibers before the preform process. They improve the thermoplastics distribution by decreasing effective flow distance and thus allow a good impregnation and mechanical performance of composites. 3
Different techniques of natural fiber-based hybrid yarns applied by researchers,4–8 such as co-wrapping, core spinning, commingling, and micro-braiding, have been resumed and compared in the previous study. 9 Among them, the micro-braided yarn (MBY) technique as a good choice was first proposed by Sakagushi et al. in the year 2000. The technique was quite successful in braiding PA6 matrix filaments over glass core fiber, for UD composites application. 10 Since then, MBY has become an important contribution to biocomposites. Khondker et al. produced jute/PLA and jute/PP biodegradable MBYs and conducted tensile and three-point bending tests to investigate the effects of molding temperature and pressure on the mechanical and interfacial behaviors of composites. 11 Kobayashi et al. have used this technique to improve matrix impregnation on natural reinforcements. Bamboo-rayon fiber/PLA and hemp/PLA MBYs were created, tensile and shear properties of composites were assessed and showed good values.12,13 Jute/PLA and jute/PBSA MBYs were prepared as well, by Pivsa-Art et al. to study biodegradation by field tests. 14 MBY technique presents the following advantages: (1) the continuous reinforcing fibers maintain the straight form to fully use the favorable mechanical properties, (2) the core/braider structure improves the protective effect on reinforcing fibers to decrease the damage during preform process, (3) even-distribution of reinforcing fibers and thermoplastic matrix fibers enables easy thermoforming process, and (4) the last but not the least, the technique allows the fabrication of multi-core structural yarn with the flexibility to customize the core/braider ratio. Currently, most micro-braided composites are prepared based on mono-core MBY. However, Yuji et al. gave the idea of multi-core and pointed out that with the same total number of reinforcing core fibers, the multi-core dispersed configuration can further reduce the resin flow distance and improve the distribution. 15 Inspired by the idea, this article prepares a series of multi-core flax/PP MBYs with the similar total number of flax core fibers, by varying the multi-core configuration and PP braiding angle, and realizes a complete mechanical study of micro-braiding at the yarn scale.
So-called micro-braided yarn is the circular braiding fiber by fiber, would not be truly applicable to a “micro” range of dimensions. 16 Same as the larger scaler circular braiding (yarn by yarn), the MBY possesses an important textile indicator: cover factor (CF). This article firstly defines CF of multi-core MBY, the coverage of the core reinforcing fiber by the braider matrix filaments, as a comprehensive textile indicator. CF plays a critical role in both the protection of reinforcing core fiber during the preform process, and the impregnation of the matrix during the thermoforming process, but how does the CF affect the multi-core MBY’s tensile performance only at the yarn scale? This question is yet to be explored. Potluri et al. have given the CF formula for circular biaxial braided preform in their study, 17 and Kyosev et al. have supplemented and improved the formula taking into account the over-braiding situation. 18 To get a better knowledge, the CF of multi-core MBY can also be calculated for the first time in this article by extending previous formula. Two cover factor parameters: multi-core configuration and braiding angle are identified, and the influence of CF on the tensile properties is discussed separately in two parts. The tensile properties are divided into the dry- and thermo- states. Several studies19,20 have already focused on the hybrid yarn’s thermo-mechanical behaviors, since it is necessary to simulate the deforming behavior of a single hybrid yarn during the thermoforming process, and to verify whether different cover factor parameters could influence the distribution and viscosity in the thermo-state, which in turn affects the performance after thermoforming.
The yarn scale is the most basic scale of composite. It is necessary to understand the characteristics at yarn scale before better applied to further scales. The influence of the yarn’s structure on performance is an eternal topic,21–25 while the study about MBY is rare. All the study about MBY is the application to final composite; there is no study on the MBY at the yarn scale. Therefore, this study aims to configure suitably the preparation process and multi-core design with the study of cover factor, investigate the potential use of multi-core MBY with the study of mechanical properties, and make a contribution to the field of biocomposites development. For this purpose, this article will introduce the multi-core MBY manufacture; present the extended CF formula, as well as the CF calculations and tensile results in the dry- and thermo-states; focus on the analysis of the influences of two CF parameters (multi-core configuration and braiding angle) on tensile strength and stiffness, and the discussion of the global relationship between CF parameters and tensile properties; and finally, give the derivation and verification of the CF formula in the appendix.
Materials
Raw materials
Lincore® flax rovings (supplied by Group Depestele in France) were used as reinforcing core fiber. Three different linear densities (1000, 500, and 300 tex) were chosen for the different multi-core configuration variants with the similar total flax fiber. These rovings are untwisted, with the additive agent on the surface to smooth the hairiness and enhance uniformity. During extension, the surface agent will be rubbed off but do not affect the flax roving performance. Polypropylene (PP) multi-filaments as matrix braiders were prepared by melt spinning process from PPH 9096 pallets (supplied by TOTAL in Belgium) in Gemtex laboratory.
26
PP has a relatively low melting point, better impregnation during thermoforming, less porosity and thus is most commonly used. The thermo gravimetric analysis (TGA) and the tensile behaviors of raw materials are shown in Figure 1; the main properties are shown in Table 1. The effective radius are calculated via the linear density value, and used to the cover factor calculation. Regarding the TGA, the temperatures of evaporation of absorbed moisture, the degradation of low molecular weight of hemicellulose and lignin are below 130°, 230–280°C, and 325–360°C, respectively, for flax roving. There is no significant mass reduction up to 430°C for PP filament. The melting temperature of PP filament 165°C is measured by DSC (differential scanning calorimetry). The identification of the tensile behaviors was realized according to the standard NF EN ISO 2062. Flax rovings show high strength at short deformation while PP filament shows typical plastic behavior with long deformation. The (a) thermogravimetric analysis, (b) tensile behaviors of flax rovings and (c) tensile behavior of polypropylene filament. The main properties of raw materials. aDecomposition temperature. bMelting temperature.

Multi-core micro-braided hybrid yarns
The multi-core MBYs were manufactured by a circular braiding loom (PICKMASTER from J.B. HYDE LTD), with eight braider carriers, one axial, and eight middle-end reinforcing fiber feed entrances, which means it can reach up to nine-core MBY under ideal conditions. A schematic diagram of the process and MBY illustration are shown in Figure 2. The present study chose the mono-(1000tex × 1), double-(500tex × 2) and triple-(300tex × 3) configurations, in consideration of the linear densities of raw materials and the similar total flax fiber requirement for multi-core (around 1000 tex in total, in this article). The corresponding linear density and number of flax cores were straightly and stably fed into different feed entrances to obtain a multi-core configuration; eight PP filaments braiders moved along two reverse orbits and braided around the flax cores. All the fibers were ensured to be gathered at the braiding ring, where MBY was formed with a certain braiding angle α determined by the ratio of PP braider rotation speed to MBY take-up speed, and finally measured by ImageJ software. By changing the diameter of two transmission gears on the side of the micro-braiding loom, different ratios of these two speeds could be achieved, consequently obtaining different PP braiding angles. Schematic diagram of MBY manufacturing and MBY illustration. MBY: micro-braided yarn.
The specification and main textile properties of multi-core micro-braided yarns.

Methodology
Cover factor for multi-core MBY
Multi-core MBYs consist of two distinctive parts: the multi-core and the braiders. The multi-core is bound together by the braiders; each braider goes helically interlaced around each core in turn and is thus connected with the multi-core both geometrically and mechanically. During the micro-braiding process, multi-core was compressed by the braiders and the cross-section was approximately cylindrical. Cover factor (CF) of multi-core MBY is used to measure the braiders’ deposition and defined as the percent of the multi-core surface covered by the braiders. Overall CF is equal to the CF of each core. Thus, extending the CF formula from the study of Kyosev et al.
18
for the biaxial braids, the CF of multi-core MBY can be calculated from the formula dividing by the number of cores, shown as equation (1). The derivation and verification of the formula are presented in Appendix A and B
Dry-state tensile
All the MBYs were stored in a climatic chamber: T= (20 ± 3) °, HR = (65 ± 3) % for at least 48 h, ensuring that the materials reach the moisture equilibrium. The dry-state tensile tests were performed on conditioned single MBY specimens using a universal tensile machine MTS criterion, according to NF EN ISO 2062 standard. The tensile test of each yarn was repeated 15 times to obtain an average value, the length of the specimen was 250 mm, preload was (0.5 ± 0.1) cN/tex and the crosshead speed was set as 5 mm/min, to obtain the accurate value since the deformation of flax roving is quite short (Table 1).
Thermo-state tensile
The thermo-state tensile tests were conducted by using a universal tensile tester MTS and in an isothermal oven. 9 To ensure an accurate fixed length of the specimen, the length was set as 150 mm considering the size of the oven. Preliminary experiments were conducted to confirm the thermo-conditions since the thermoplastic hybrid yarn tensile behavior is temperature- and extension velocity-dependent in the thermo-state; the viscosity of thermoplastic depends on the temperature, shear rate, and pressure. 28 The temperature at 180°C (above PP melting temperature at 165°C) and extension velocity as 5mm/min were determined. The test temperature was reached by an augmentation phase at 20°C/min. Once the test temperature was reached, it needed 5 min to stabilize the specimen temperature in the oven before the extension. 19 The duration of the test must be short enough to avoid oxidation of the resin that occurs at high temperatures. Preload was set as 0.2N, and there were five cyclic tests.
Results
Multi-core micro-braided yarn cover factors
Morphologies and cover factors of multi-core micro-braided yarns.

Regarding the cross-sectional views, all the flax rovings show cylindrical shape (assuming that the flax rovings of 0° MBYs were compressed into a circular shape as well, simplifying the CF calculation for mechanical comparison). Mono-core MBY is approximately circular; double-core MBY is approximately rectangular with two circular parts and triple-core MBY is approximately triangular with three circular parts. The M-50 was over-braided thus the CF equals 100%. Comparing with the textile properties in Table 2, the changing trend of the CF is the same as the PP mass ratio when only the braiding angle is changed: CF and PP mass ratio increase, the uniformity of the MBY increases, linear density increases with the increasing of braiding angle, yarn width decreases, because of the compact PP. The changing trend of the CF is the opposite when only the configuration is changed: comparing against mono-core, double-, and triple-core need more PP braider path to reach the same braiding angle, thus increased PP mass ratio and increased uniformity, but the coverage is low.
Representative tensile characterization results
In the dry-state
The extension of multi-core MBYs in the dry-state includes the extension of multi-core and braiders. The total tensile behavior of multi-core MBYs presents a long elongation: the two components extend together until the multi-core breaks firstly, and then the braiders break. As shown in below Figure 3, the first peak of multi-core breakage is intercepted to discuss how the PP braiders affect the multi-core and then the tensile behavior of the whole MBY. At the extension velocity of 5 mm/min, the obtained force versus deformation curves display a flat phase in the initial stage, which is the fracture of the flax roving surface additive agent and making the curve divided into two-phase. For textile flax hybrid yarns, the mechanical properties cannot be calculated as force per unit area of cross-section as it is very difficult to measure the cross-section for each yarn with natural flax. Consequently, the load modulus in the dry-state is calculated as the slope of the force versus deformation curve
29
at the second phase for the comparison of MBYs’ stiffness: Ed between 1.4 and 1.8% (Ed between 0.5 and 1% for 0° MBYs since the deformation of pure flax is extremely short). The detailed tensile results in the dry-state are listed in Table 4. Tenacity and force have the same changing trend, to compare with the thermo-state tensile behavior, only the force is discussed hereby as the strength of MBY. The dry-state (20°C) force versus deformation curves of multi-core micro-braided yarns. (a) Total tensile behavior, M-20 as an example and (b) Tensile behaviors until first peak. The dry-state tensile properties of micro-braided yarns.

In the thermo-state
The representative thermo-state tensile properties of multi-core MBYs are shown as force versus deformation curves in Figure 4 and results in Table 5. Since the state of the MBYs changed during the thermal process, only the force and deformation at break are discussed. The tensile curves obtained show nonlinear evolutions at the first stage with low stiffness at low forces then stiffening to a quasi-linear behavior. The low stiffness at the beginning of the curve is because of fiber alignment. They were not all exactly in the tensile direction in the initial state. After that, Fmax and deformation are obtained at the fracture of the MBY. The tensile strength Fmax and deformation at Fmax are much lower than those of dry-state, this is because the PP lubrication effect
30
on the flax core in the thermo-state facilitated and accelerated the MBY’s fracture. Hereby the tensile load modulus Et is calculated as the slope of the curve at the second stage between 0.5 and 0.8% deformation. The thermo-state (180°C) force versus deformation curves of multi-core micro-braided yarns. The thermo-state tensile properties of micro-braided yarns.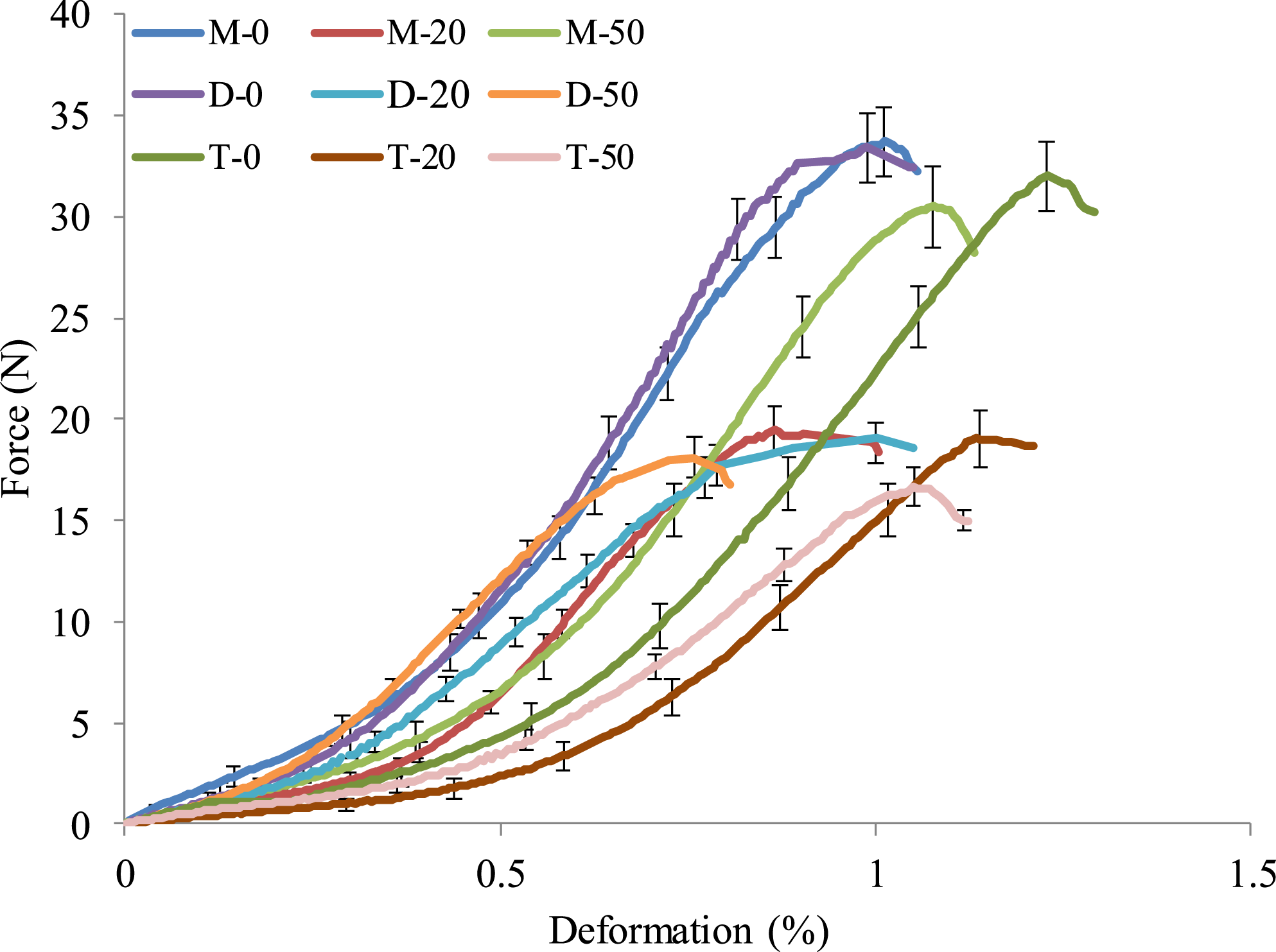

Discussion
Influence of multi-core configuration on tensile properties
The 0° MBYs were used as side-by-side reference yarns, the influence of multi-core configuration on tensile strength is shown in Figure 5. In the dry-state (left side of Figure 5), when there was no PP braiding effect (0°), it can be seen from Figure 5(a) that the strength of M-0 is greater than D-0 and greater than T-0. No significant difference is found between the strengths and elongations of pure flax rovings (Figure 1) and 0° MBYs. The PP filaments were parallel to the yarn axis with no braiding effect, and they cannot offer any advantage on bearing the load. But when PP braiding effect appeared (see Figure 5(b) and (c)), the strength of double-core is greater (13.2% and 1.5% average, respectively, for 20° and 50°) than that of mono-core. Regarding the triple-core, the tensile force at the same deformation before the peak is always increased than that of double-core (9.3% and 13.5% average, respectively, for 20° and 50°). This is because the PP braiders of the multi-core contributed frictional and compressional cohesive effects on the flax core, which affected the total tensile behavior of MBYs. As the number of cores increased, this effect becomes stronger with more braider path. In the thermo-state (right side of Figure 5), the Fmax tends to slightly decrease and the deformation at Fmax increases with the increase of number of cores, except for the M-50 due to the over-coverage. This is because the multi-core configuration reduced the distribution distance and thus had a better lubrication effect. M-50 is over-covered, which reduced the PP utilization rate and impacted the viscosity, so the Fmax is greater. Influence of multi-core configuration on tensile strength. (a) Tensile tests at dry-state (left) and thermo-state (right) with PP braiding angle 0°. (b) Tensile tests at dry-state (left) and thermo-state (right) with PP braiding angle 20°. (c) Tensile tests at dry-state (left) and thermo-state (right) with PP braiding angle 50°. PP: polypropylene.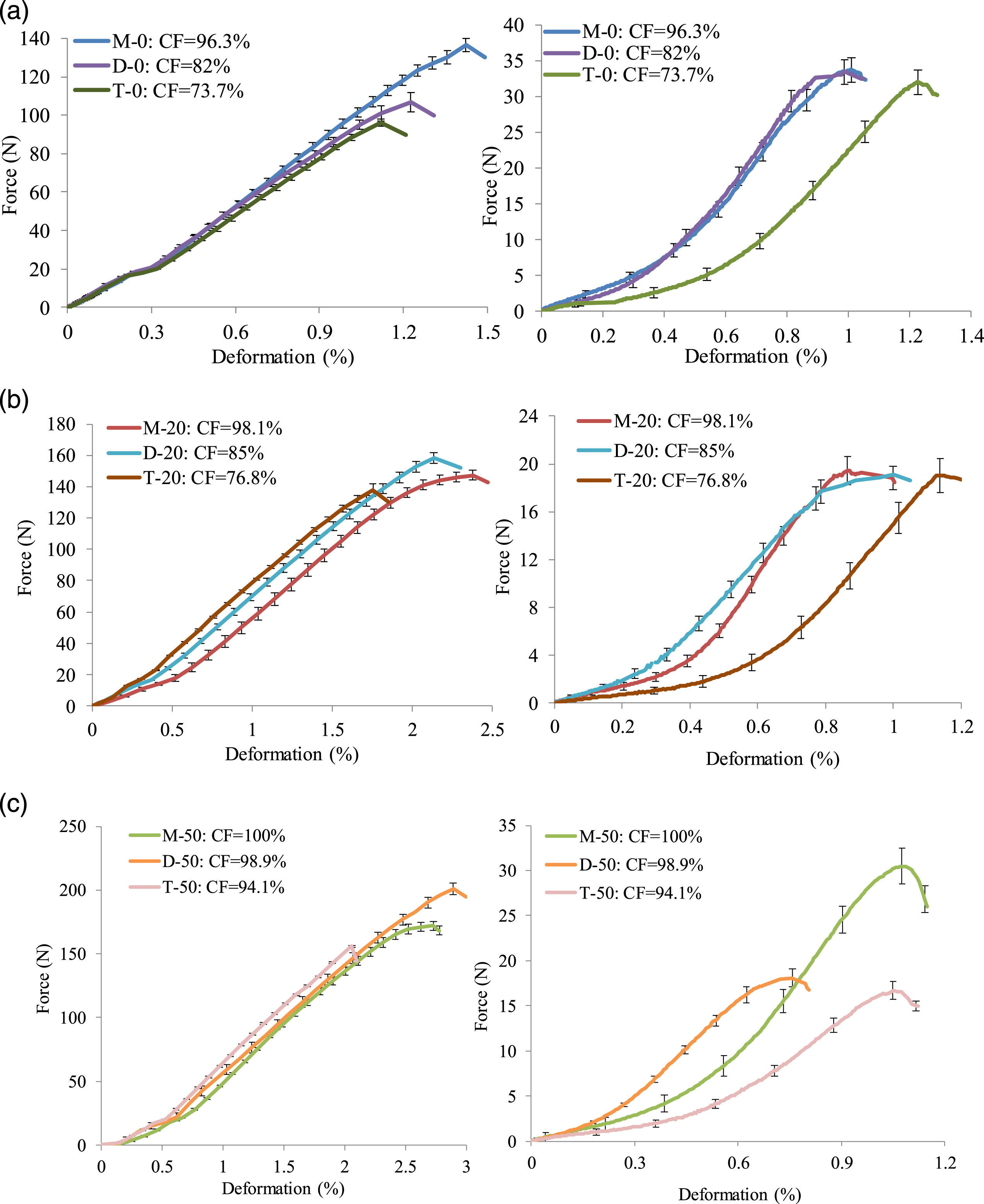
Regarding the influence of multi-core configuration on tensile stiffness, the results are shown in Figure 6. With the increase of multi-core configuration, the load modulus is decreased. The stiffness is related to its material and structure. In the dry-state, the modulus slightly decreases, obviously, dispersed core weakened the stiffness. But with the PP braiders’ effect, this decreasing trend is not obvious (0.8 and 0.2%, respectively, for 20° and 50°) and ameliorative. In the thermo-state, with the better PP lubrication of multi-core, the decreasing trend of modulus is more obvious. Comparing the three figures, it can be found that increasing the angle can reduce the modulus interval among different configurations. Influence of multi-structure on tensile stiffness.
Influence of braiding angle on tensile properties
The influence of braiding angle on the tensile strength is shown in Figure 7. In the dry-state (left side of Figure 7), as the braiding angle appeared, the Fmax and deformation at Fmax are significantly greater than that of reference yarns (0° MBYs). As the braiding angle increased from 20° to 50°, the Fmax continues to increase, 16.9%, 27.2%, and 12.5%, respectively, for mono-, double-, and triple- cores; deformation at Fmax increases as well. Due to the large angle, with the same configuration, the friction and compression cohesion between PP braiders and flax core increased, resulting in greater strength. In the thermo-state (right side of Figure 7), as the braiding angle appeared, the Fmax and deformation at Fmax are significantly smaller than that of reference yarns (0° MBYs). As the braiding angle increased, the Fmax and deformation at Fmax continue to decrease, except for M-50 (over-coverage). This is because the larger angle involves larger coverage, and better lubricant effect, the MBYs broke easier and faster. M-50 is over-covered, which reduced the PP utilization rate and impacted the viscosity, so the Fmax is greater. Influence of braiding angle on tensile strength. (a) Tensile tests at dry-state (left) and thermo-state (right) with mono-core structure. (b) Tensile tests at dry-state (left) and thermo-state (right) with double-core structure. (c) Tensile tests at dry-state (left) and thermo-state (right) with triple-core structure.
Regarding the influence of braiding angle on tensile stiffness, the results are shown in Figure 8. The load modulus of the reference yarns (0° MBYs) are both the largest in the dry- and thermo- states. This is because the 0° PP did not affect the core in the dry-state, and the PP mass ratio of 0° PP was the smallest in the thermo-state. As the braiding angle appeared, the stiffness decreased; while as the braiding angle increased, from 20° to 50°, the modulus in both dry- and thermo- states gradually increases. This is because the larger braiding angle involves larger PP coverage and mass ratio, reflecting a stronger PP frictional and cohesion effect in the dry-state and more viscosity of PP in the thermo-state. Influence of braiding angle on tensile stiffness. (a) Mono-core (b) Double-core (c) Triple-core.
Global analysis of cover factor parameters
Based on the previous researches on helix wrapped yarn,
31
the mechanism of the cover factor parameters influence braider effect on multi-core MBY tensile properties in the dry-state can be explained as below. The following Figure 9 depicts schematic diagrams of the force acting on a braiding helix pitch of multi-core MBY. In a braiding helix pitch, each PP braider completes a braiding interlacement path, and there are Nb PP braiders (Nb = 8 in this study). Half of Nb in +α direction, half of Nb in–α direction; therefore, only one PP braider in each direction is drawn as representative. Figure 9(a) presents the longitudinal view of a braiding pitch. When the multi-core MBY is subjected to a longitudinal force (F), this force is separately shared by the multi-core (Fc) and braider (Fb) components. No matter which braider direction is, the value of Fb of each PP braider is the same. The path of PP braider passes through each core and contributes force effect on each core. The bearing load F of multi-core MBY is equivalent to the sum of the Fc and Nb PP braider force Fb of each core. Given an elongation increment dh for the braiding helix pitch h, with intra-fiber friction and compression ignored, the equation for the work done against the elastic energy absorbed can be written as equation (2) The geometry and force acting on a braiding pitch of multi-core micro-braided yarns.


It can be seen that the total force F depends on the core flax itself and the effect of PP braiders. The effect of PP braiders is mainly reflected in the friction force along the longitudinal direction (Fb cosα) and the compression cohesion force in the circumferential direction (Fb sinα). Regarding the compression cohesion force (Fb sinα) of braider, the circumferential view of a braiding pitch is presented in Figure 9(b). Unlike the co-wrapping, in which one helix wrapper contributes the compression cohesion force at staggered height. Although for the multi-core MBY, thanks to the braiders in ±α directions, there is always a pair of symmetrical Fbsinα at any same height. So as to achieve symmetrical compression force (Fbsinα × sin θ/2) and cohesion force (Fbsinα × cos θ/2) at same height, where
Now back to the discussion of equation (3). Fc and Fb are constant with a given strain, since

Therefore, for a given Fc and Fb, F depends on Nc and cosα. During the extension test until the first peak, the braiding angle α remains constant. Thus, with the same braiding angle, the increased multi-core (Nc) involves a stronger PP braiding effect, thus a greater F at the same strain. Although with the same configuration, the greater braiding angle (α) involves increased friction and compression cohesion between PP braiders and flax core, resulting in greater strength.
Figure 10, a cross-sectional view of multi-core MBYs, explains the cover factor parameter influence in the thermo-state. It introduces the distribution distance (the distance between the centers) of multi-core MBYs with the similar total core fibers; the triple-core possesses the shortest distance, lowering resin flow distance, resulting better lubrication effect. Distribution distance of multi-core micro-braided yarns.
Conclusions
This research well completed the production of multi-core MBY for the thermoplastic biocomposites application. It clarified the influence of the cover factor parameters (multi-core configuration and braiding angle) on the tensile properties at the yarn scale. The cover factor parameters contributed the braider effect (friction and compression) on flax cores in the dry-state and lubricant effect (distribution and viscosity) in the thermo-state; further influenced the characterizations.
Regarding the relationship between CF values and tensile strength, with the same braiding angle, the smaller CF (−15%) leads to higher strength (+9.3%) in the dry-state and lower strength (−2.7%) in the thermo-state. With the same multi-core configuration, the larger CF (+15%) leads to higher strength (+30.2%) in the dry-state and lower strength (−6.2%) in the thermo-state. Increasing the multi-core configuration and braiding angle can both increase the strength of multi-core MBY.
Regarding the relationship between CF values and tensile stiffness, larger CF results in greater stiffness both in dry- and thermo- states. That is to say, the multi-core configuration will cause the decreased stiffness, but with the braider effect, this degree of reduction is ameliorative. By increasing 15% cover factor, 5.5% and 59% mean increase of stiffness in dry- and thermo- states, respectively, are obtained. Although a large braiding angle will increase the stiffness, but an extreme large angle will cause the over-cover phenomenon, then the MBY is too hard to conduct the preform process and the yarn preparation efficiency is low.
The suggestion of multi-core yarn design is given as well. When the raw material and mass ratio are appropriate, the largest possible multi-core configuration should be selected to ensure the frictional and compressional cohesive effect in the dry-state and lubricant effect in the thermo-state; and a reasonable large braiding angle should be selected to increase the stiffness. The study of the cover factor on tensile properties of multi-core MBY at yarn scale laid the foundation of composites development with better properties to adapt to further scales and different applications.
Footnotes
Acknowledgments
The authors gratefully acknowledge the support from China Scholarship Council (CSC) with the project no. 201908070059.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Appendix A
The cover factor formula of multi-core MBY is calculated as below. Matrix filaments braiders form a number of parallelogram unit cells ABCD in the circumferential direction (Figure 11). Micro-braided unit cell.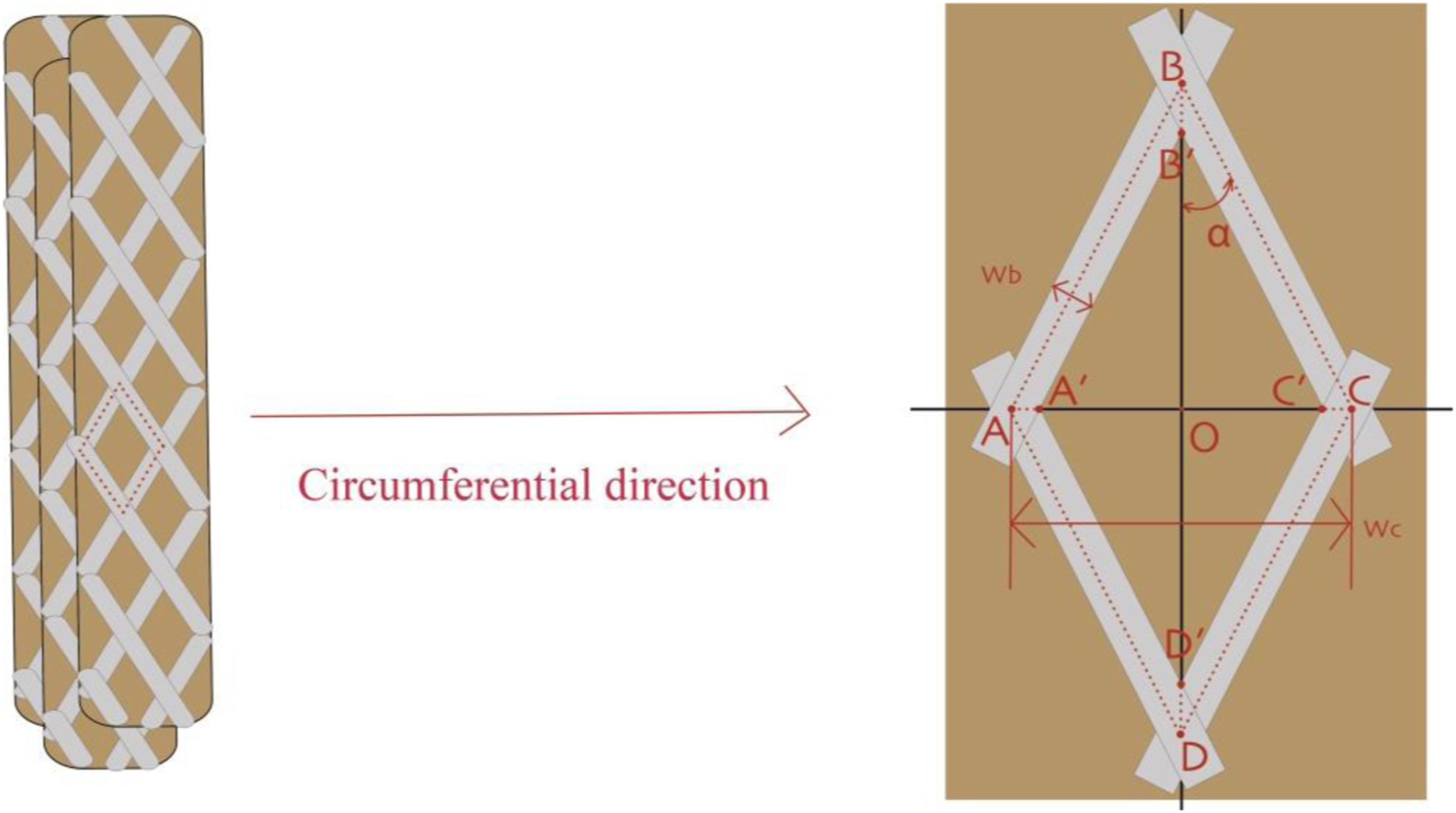
The number of unit cells is
Nb is the number of matrix filament braiders, half of braiders in +α direction, half of braiders in –α direction; Nc is the number of reinforcing fiber cores, assuming that braiders are equally divided on
Width of unit cell is
Width of matrix filament is
Rc is the effective reinforcing core radius and Rb is the effective braider radius. Values are shown in Table 1, assuming the reinforcing fiber and matrix filament cross-sections are both circular.
Surface area of reinforcing fiber is
Surface area of void space is
Therefore, the cover factor is defined as the ratio of covered unit cell area and the total unit cell area
It should be taken into account that equation (9) makes sense only if
In another case, which means the case of over-covered cannot be taken into account, equation (9) gives back negative values, since the braider mostly overlap or the effective braider radius changes.
Appendix B
Regarding this developed formula verification: MATLAB-script was used 32 to determine the experimental cover factor. The raw morphology files were converted into high contrast retention and exposure processed images, which contained overexposure pixels and underexposure pixels. The pixel was counted 5 times to obtain an average value; the cover factor was determined by the pixel value ratio, and then compared with the theoretical calculation by equation (11).
The experimental cover factor values were compared to the theoretical ones for the cover factor formula verification. Regarding the pixel value count results, hereby take MBY T-20 as an example. The morphology figure, exposure processed image of T-20 are shown in Figure 12(a), where overexposure indicated uncovered flax rovings and underexposure indicated PP filaments coverage. The histogram of T-20 is shown in Figure 12(b), which presents the grayscale and distribution of all pixels. The underexposed area was selected in the image so that the cover factor was obtained by the ratio of the underexposed pixel value to the overall pixel value, which is equal to 71.4% for T-20. Cover factor measurement. (a) Morphology figures and exposure processed image and (b) Histogram of T-20.
The comparison between experimental data and theoretical calculation from equation (11) is shown in Figure 13. It should be noted that 0° MBYs as references yarns for mechanical comparison are not listed here. The experimental data follow the theoretical results, which always show a smaller value. This is because that pixel resolution made the edge between coverage and un-coverage biased. Double-core and triple-core showed relatively large intervals (15.86% and 12.22%, respectively), which was due to the large void volume among the multi-core MBYs. In general, equation (11) can be used to calculate the cover factor and to evaluate the mechanical characterizations. Comparison of the experimental and the theoretical cover factor of micro-braided yarns.