
Abstract
This paper reports a comparison of tensile and impact properties between carbon/aramid and carbon/glass fibres reinforced unidirectional thermoplastic hybrid composites. For this purpose, different hybrid composites were produced using commingled hybrid yarns of carbon/aramid/polyamide 6 filament yarns and carbon/glass/polyamide 6 filament yarns with a defined mixing ratio based on air texturing technology. The results show that the density and specific Youngs’ modulus of the composites changes linearly with the proportion of carbon/glass and carbon/aramid fibre in hybrid composites. The specific Young’s modulus decreases linearly with decreasing carbon fibre content in the hybrid composites. On the other hand, the specific tensile strength does not change linearly according to the rule of mixture and a negative hybridization effect can be observerd for both types of hybrid composites. Furthermore, the combination of carbon/aramid and carbon/glass fibres can increase the impact strength by approximately 204% and 218%, respectively, compared to the composite reinforced by CF only. Although the specific tensile strength and specific impact strength of carbon/aramid reinforced hybrid composites are higher than those of CF/GF hybrid composites due to the lower density of carbon/glass hybrid composites, the potential impact strength achievable in hybrid composites is higher with the carbon/glass combination than with the carbon/aramid combination.
Introduction
Due to their excellent strength and stiffness, low weight and high corrosion resistance, carbon fibre reinforced composites (CFRPs), especially continuous filament carbon fibre (CF), have been widely used for load-bearing structural components such as aircraft fuselages, wing structures, helicopter rotors, wind turbine blades, marine vehicle structures and civil infrastructure. However, CFRP is characterised by low impact resistance due to the brittle and stiff behaviour and low elongation 1 of carbon fibre (CF), which leads to sudden failure in the composite structure.2–4 Therefore, in order to improve the impact properties or increase the ductility of CF composites, the concept of fibre hybridisation is inevitable. 5 To date, a wide variety of potential material combinations have been reported. In order to improve mechanical properties (in particular elongation at break), CF is typically combined with relatively low modulus and high elongation fibres, such as glass (GF) and aramid (AR) fibres. The presence of the higher elongation GF or AR fibre reduces the failure probability of the lower elongation CF, resulting in higher elongation of the hybrid composites.6,7
The method employed for the mixing of constituent materials can be generally categorized into three groups: (i) interlaminated hybrids by stacking two or more layers of constituents, 8 (ii) intraply or yarn-by-yarn hybrids by combining two or more constituent types of continuous filament yarns within one layer through co-weaving, and (iii) intermingled hybrids by randomly and intensively mixing two fibre types (intrayarn or fibre-by-fibre) in the same ply.5,9–11 However, regardless of the mixing category, the level of mixing/dispersion is one of the most important parameters influencing the mechanical properties of hybrid composites. 12
The literature review shows that the majority of the reported investigations deal with fibre hybrid composites achieved by a layer-by-layer approach or by a yarn-by-yarn hybrid approach. The laminating sequence in the case of layer-by-layer approach determines the mechanical properties (particulary tensile, flexural and impact) of hybrid composites. 5 Placing GF or AR fibre fabric layers on the outside and CF fabric layers on the inside results in higher tensile strength and ultimate tensile strain compared to placing CF fabric layers on the outside and GF/AR fabric layers on the inside. 13 Czél and Wisnom 14 reported that the thinner the central CF layer or the lower the CF to GF ratio, the lower the extent of delamination between the layers reinforced with different fibres. As with tensile strength, the lamination composites with four alternating layers of CF and GF fibres also showed the best property in the flexural test. In terms of impact resistance, the layer positioning of the interlayer fibre hybrid composites is a crucial aspect. Impact resistance can be improved by placing CF in the centre of symmetrical layers and GF on the outside.15,16 The higher failure strain of GF can be attributed to a delay in the onset of the damage due to impact. Cho 17 explored the possibility of incorporating CF, Basalt fibre (BF), GF, and para-AR reinforcement fibers into the CFRP composite. The effect of combining CF, BF, GF, and para-AR fibers on the mechanical properties of the hybrid composites at the same weight was investigated. Aydin et al. 18 presented a comparative dynamic analysis of layer by layer and intraply hybrid hybrid composites using CF, AR, and GF. Pincheira et al. 1 showed that AR and CF fibre reinforced composites hybridised by a yarn-by-yarn approach resulted in an improvement in impact strength but a reduction in compressive and tensile strength and stiffness compared to CF reinforced composites.
In contrast, few experimental studies of commingled fibre hybrid composites are found. Longana et al. 19 reported various investigations on the development of highly oriented discontinuous hybrid fibre structures from reclaimed CF produced using HiPerDiF. Hasan et al. 20 developed novel multi-material hybrid yarns with a core-sheath structure from a blend of CF waste and polyamide 6 (PA6) fibres combined with continuous GF filaments. In brief, the literature review shows that the majority of reported investigations deal with interlaminated or intraply fibre hybrid composites based on a thermoset matrix.
Although fibre-reinforced composites are preferably manufactured on the basis of a thermoset matrix (more than 69% of all composites), thermoplastic composites have now been developed due to some distinct advantages over thermoset composites. These advantages include lower density, unlimited preform storage, ready-to-use semi-finished products, thermo formability, faster processing cycle, no solvent emissions during processing, recyclability, improved shock/impact performance and environmental friendliness.21,22 A wide range of tough thermoplastic matrix materials are also available. As a result, thermoplastic CFRPs are attracting increasing interest from academia and industry. 23 As a result, there is a need for the development of thermoplastic fibre hybrid composites made from CF and other ductile fibres with improved impact properties.
However, due to the high melt viscosity of thermoplastic polymers, the production of thermoplastic composites based on interlaminated or intraply fibre hybrid composites requires high pressure and temperature, resulting in distortion of the structures and high manufacturing costs. To overcome the problems associated with the high viscosity of thermoplastic melts, it is necessary to minimise the mass transfer distance of the thermoplastic melt in the composite, which can be achieved by mixing the reinforcing fibres with thermoplastic fibres at the microscopic level in commingled hybrid yarn structures using air texturing technology.
The advantages of commingled hybrid yarn manufacturing based on air texturisation include higher productivity, greater flexibility of the manufacturing process in terms of customising the fibre-matrix ratio and yarn fineness as required, the ability to combine filament yarns available on the market and homogeneous mixing of the components, as well as better textile physical properties and textile processability of the hybrid yarns. Therefore, the commingled process is still a frontrunner for the production of hybrid yarns consisting of CF yarn and thermoplastic matrix component suitable for the cost-effective and rapid production of high performance thermoplastic composites. 22 The influence of different material parameters such as fibre diameter, 24 thermoplastic fibre types and processing parameters such as overfeed, 22 air jet pressure 25 and their effect on the resulting composites has been reported for the case of two-component commingled hybrid yarns. Recently, Overberg et al. reported the development of mixed hybrid yarns from steel, glass and polypropylene filament yarns using air jet. 26 However, no experimental study has been reported on the production of thermoplastic fibre hybrid composites based on multi-material commingled yarns from carbon, glass or carbon, aramid filament yarns in combination with thermoplastic filament yarns. There is a lack of understanding of the hybridisation effect that can be achieved by combining CF/AR or CF/GF based on commingled yarns in thermoplastic composites.
Therefore, the aim of this research is to compare the tensile and impact properties of hybrid composites reinforced with CF/AR or CF/GF filament yarns. For this purpose, different commingled three-component hybrid yarns were produced from CF/AR/PA6 filament yarns and CF/GF/PA6 filament yarns with different mixing ratios based on air texturing technology. The tensile and Charpy impact properties of the unidirectional hybrid composites made from the developed multi-material hybrid yarns are compared with those of a non-hybrid composite made from CF/PA6, AR/PA6 and GF/PA6 filament yarns.
Experimental Part
Materials
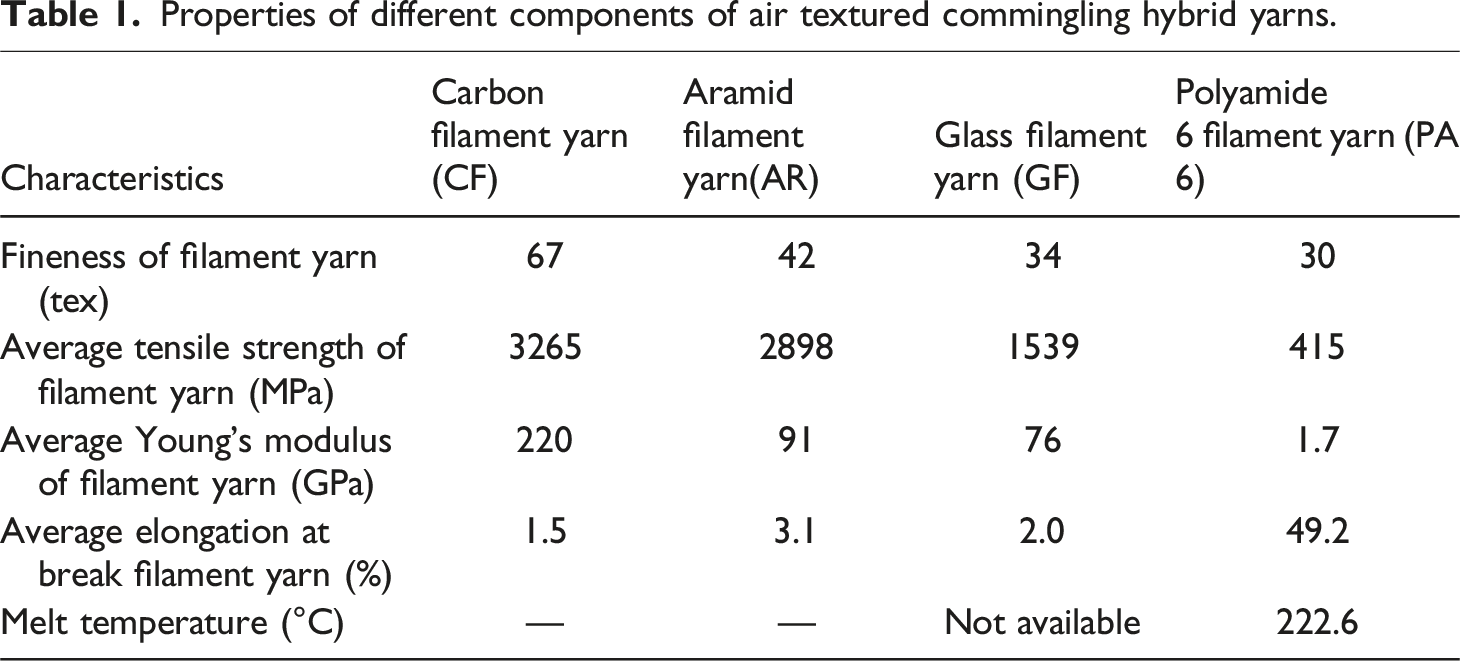
Properties of different components of air textured commingling hybrid yarns.
Manufacturing Commingled air Textured Hybrid Yarns
As the aim of the investigations was to compare the tensile and impact properties of thermoplastic hybrid composites reinforced with CF/AR and CF/GF with those of the composite reinforced only with CF, AR and GF, different commingled hybrid yarns with three components were prepared from CF/AR/PA6 and CF/GF/PA6 filament yarns with different mixing ratios. Furthermore, two-component hybrid yarns were produced by combining CF/PA6, AR/PA6 and GF/PA6 filament yarns for the production of reference composites reinforced with CF, AR and GF only.
The commingled hybrid yarns were produced on an air-jet texturing machine (Type RMT-D, Stähle). The mixing of the filament yarns was carried out aerodynamically using an intermingling nozzle (Temco LD 32.04) (Figure 1). The filament yarns were fed by separate pairs of godets and the filaments were overfed by keeping the speed of the feed rollers higher than that of the take-up roller in order to expedite the opening of the filaments at the mixing point. The overfeed was 2% for CF and GF and 5% for AR and PA 6 filament yarn. To achieve a constant tension, all filament yarns are pulled through thread brakes at a constant tension before entering the air texturing machine. This stretches the filament yarns elastically, with AR and PA 6 filaments stretching more than CF and GF filaments due to their higher elastic elongation. To counteract this, a higher overfeed rate was used specifically for AR and PA 6 filament yarns. This adjustment was made to compensate for their greater elastic elongation and to ensure that they are evenly mixed with the CF and GF filaments. Due to the overfeed, the linear density of the hybrid yarn is the sum of the linear density of the input filament yarns and the overfeed percentage of the respective filament yarns. With the Temco LD 32.04 nozzle, the air flow acts vertically on the filament bundles, resulting in thread opening and the formation of interlacing points. The air pressure and delivery speed are 3.0 bar and 100 m/min respectively. Manufacturing of commingled hybrid yarns on an air jet texturing machine using Temco LD32 air jet nozzle.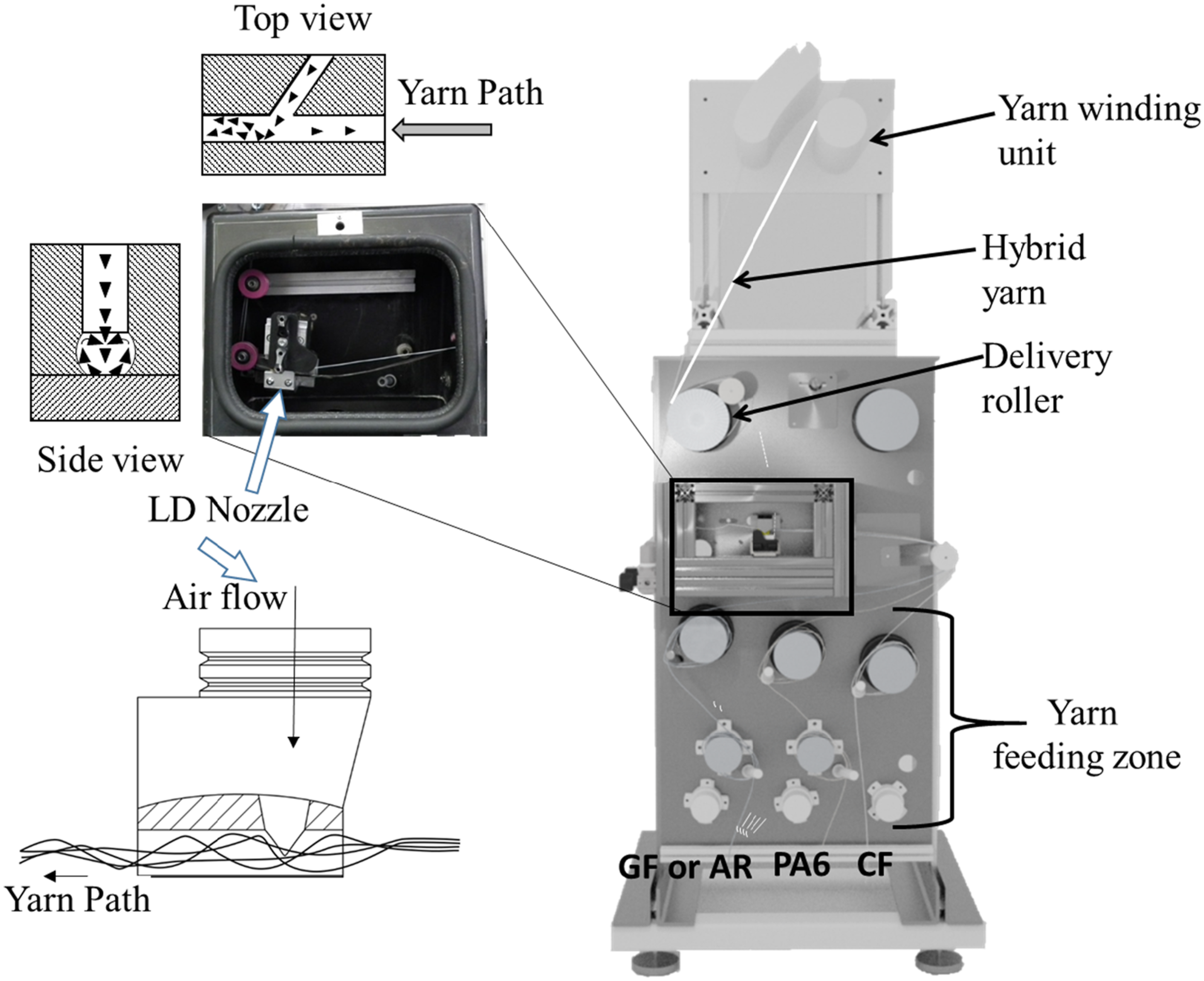
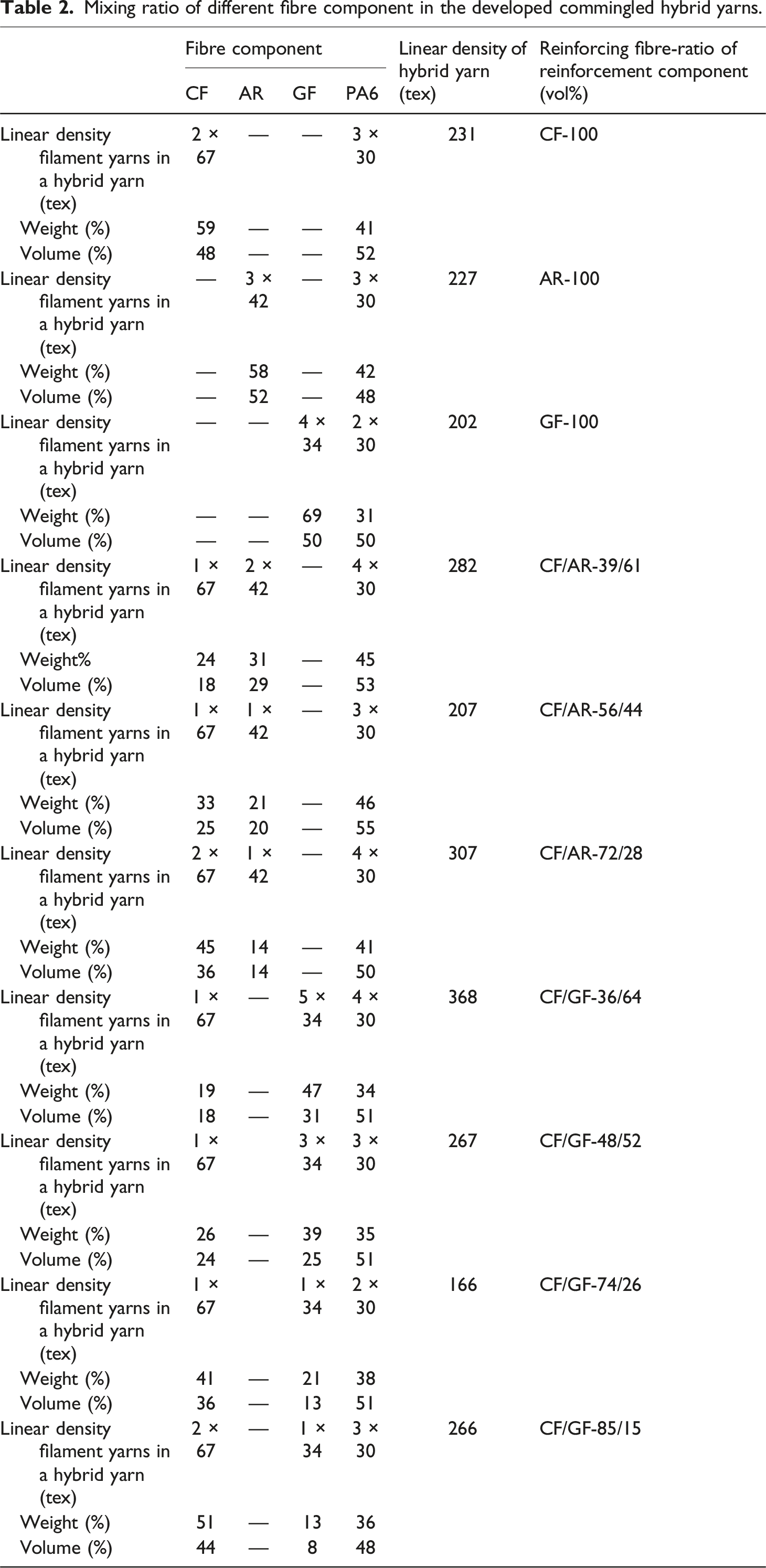
Mixing ratio of different fibre component in the developed commingled hybrid yarns.
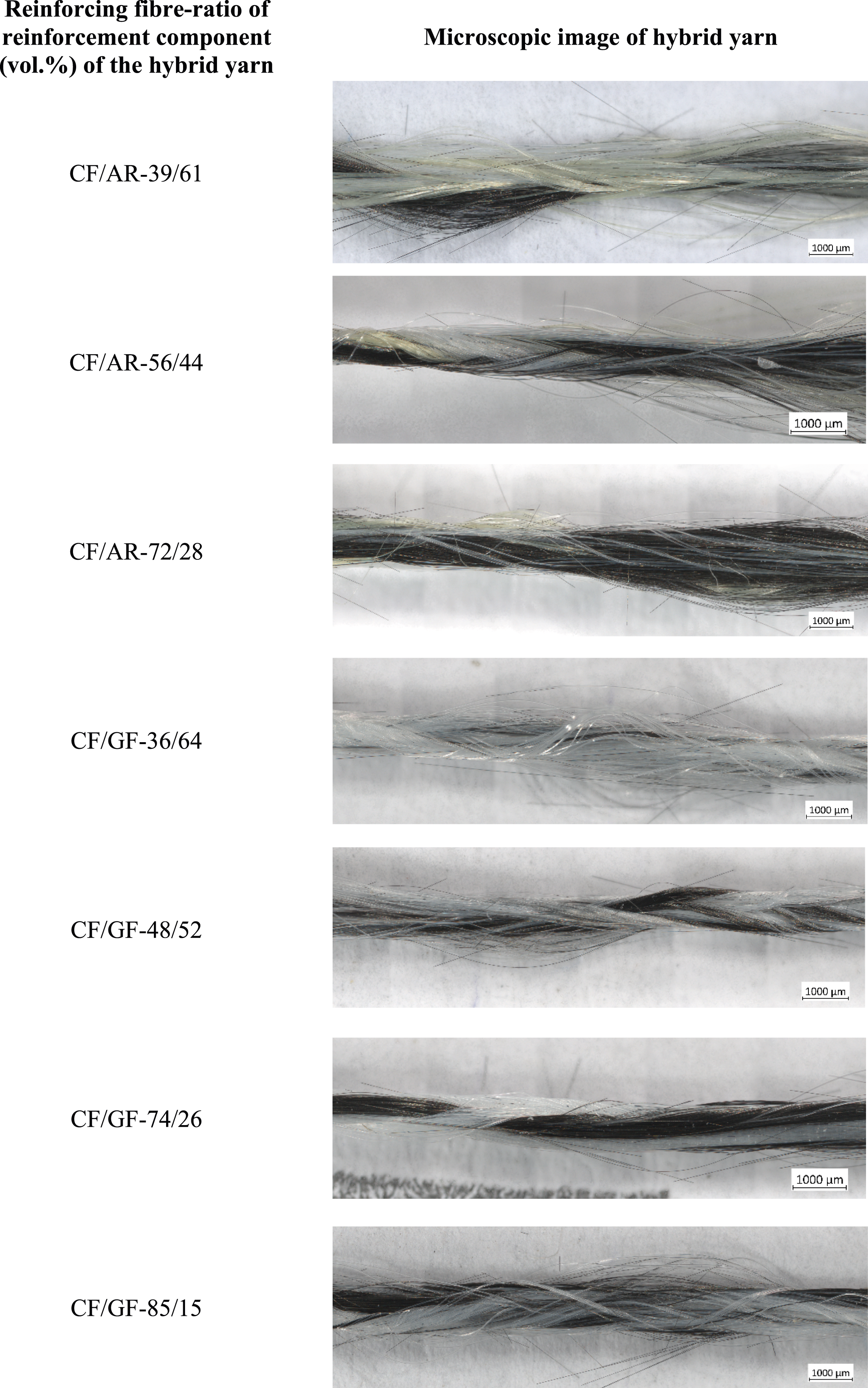
Microscopic images of the developed hybrid yarns.
Manufacturing of UD Thermoplastic Composites
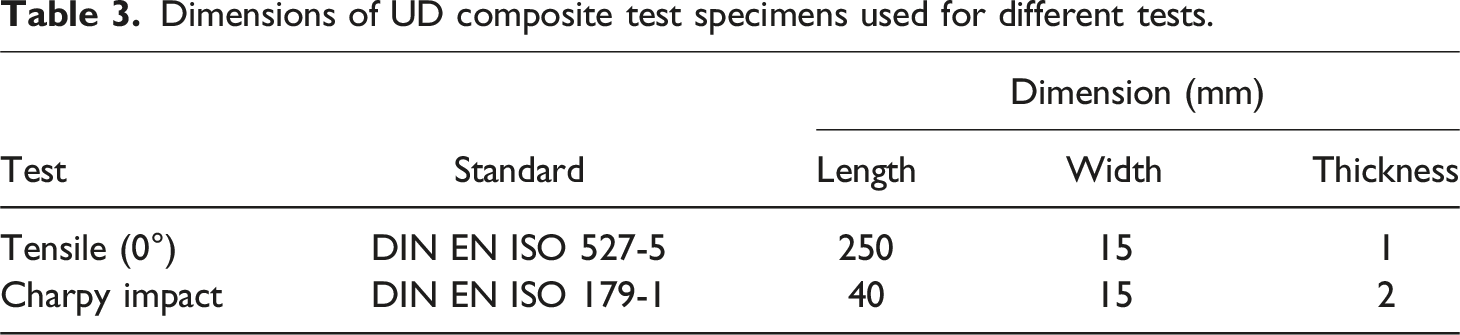
Dimensions of UD composite test specimens used for different tests.
In order to avoid misunderstandings between the terms hybrid composite and hybrid yarn, the composites CF-100, AR-100 and GF-100 (see Table 2) made from CF/PA 6, AR/PA 6 and GF/PA 6 hybrid yarns respectively are non-hybrid composites as they contain only one reinforcement (i.e. CF or AR or GF) and one matrix (PA6). On the other hand, composites made from hybrid yarns with the combination of CF/AR/PA 6 and CF/GF/PA 6 filament yarns are called CF/AR or CF/GF reinforced hybrid composites, as they consist of two reinforcements (i.e. CF/AR or CF/GF) embedded in a matrix (PA 6).
Characterizations of UD Composite test Specimens
The method used to measure the density of the composite samples follows the ASTM D 2734 standard, involving the immersion of the specimen in water to determine its volume, and then calculating its density by dividing its weight by this volume. Additionally, to find out the actual amount of fibers (specifically CF and GF) in the samples (including CF-100, GF-100, and CF/GF hybrid composites), a process involving a muffle furnace (specifically a Nabertherm Controller B170) as outlined by DIN EN ISO 1172: 1998 was employed. This process entailed weighing the composite sample, burning off its matrix by heating it at 450°C for an hour, and then weighing it once more. For the CF/GF hybrid composites, after removing the PA 6 matrix, the GF fibers were separated from the CF fibers and weighed. The content of the fibers within the composite samples was then calculated as a volume percentage, using the known densities of CF (1.8 g/cm3), GF (2.54 g/cm3), and PA 6 (1.14 g/cm3).
As the aramid fibre decomposes at temperatures above 350°C due to oxidation with air, it was not possible to measure the fibre content of the aramid reinforced by combustion. Therefore, the AR fibre or the fibre mix of CF and AR were extracted from the AR-100 composite and CF/AR hybrid composites, respectively after dissolving the PA 6 by treating the composite specimen with a 98% solution of formic acid for 55 min. To obtain the individual weight of CF and AR fibres in the case of CF/AR hybrid composites, the CF/AR fibre blend was again treated with 98% sulphuric acid solution to dissolve the AR fibre. From the weights, the fibre content of the composite specimen was calculated in volume percent from the known densities of CF (1.8 g/cm3), AR (1.44 g/cm3) and PA 6 (1.14 g/cm3).
Tensile tests on composite specimens were carried out on a Zwick Type Z 100 (Zwick GmbH and Co., Germany). Impact tests were carried out using a Charpy pendulum arm impact tester CEAST 9050 (Instron GmbH, Germany). The impact strength of the composites was calculated by normalising the total energy absorbed to the cross-sectional area. Detailed test standards are given in Table 3.
For the analysis of the mixing properties of components in composites developed from hybrid yarns, the composite specimens are embedded in an epoxy resin matrix followed by curing at ambient temperature. After polishing and cleaning, cross-sectional images of the composites are taken using an optical microscope Axio Imager M1m (Carl Zeiss, Germany).
Results and Discussion
Comparison of tensile Properties
Typical stress-strain curves of composites made from different hybrid yarns with varying amounts of reinforcing fibres are shown in Figure 3. It shows that the stiffness of the CF/AR and CF/GF reinforced hybrid composites decreases with the increasing amount of AR or GF filament yarn compared to that of the CF reinforced composite (CF-100) and is between the stiffness of the CF and GF (GF-100) or AR (AR-100) reinforced composites. The CF-100 composite has the highest Youngs’ modulus of 104 ± 3 GPa. The Youngs’ modulus of composites reinforced with GF filament yarn only (GF-100) and AR filament yarn only (AR-100) is 43 ± 1 GPa and 52 ± 7 GPa, respectively. Stress strain curves of composites produced from hybrid yarns with different proportion of CF and AR (a); CF and GF (volume%) (b).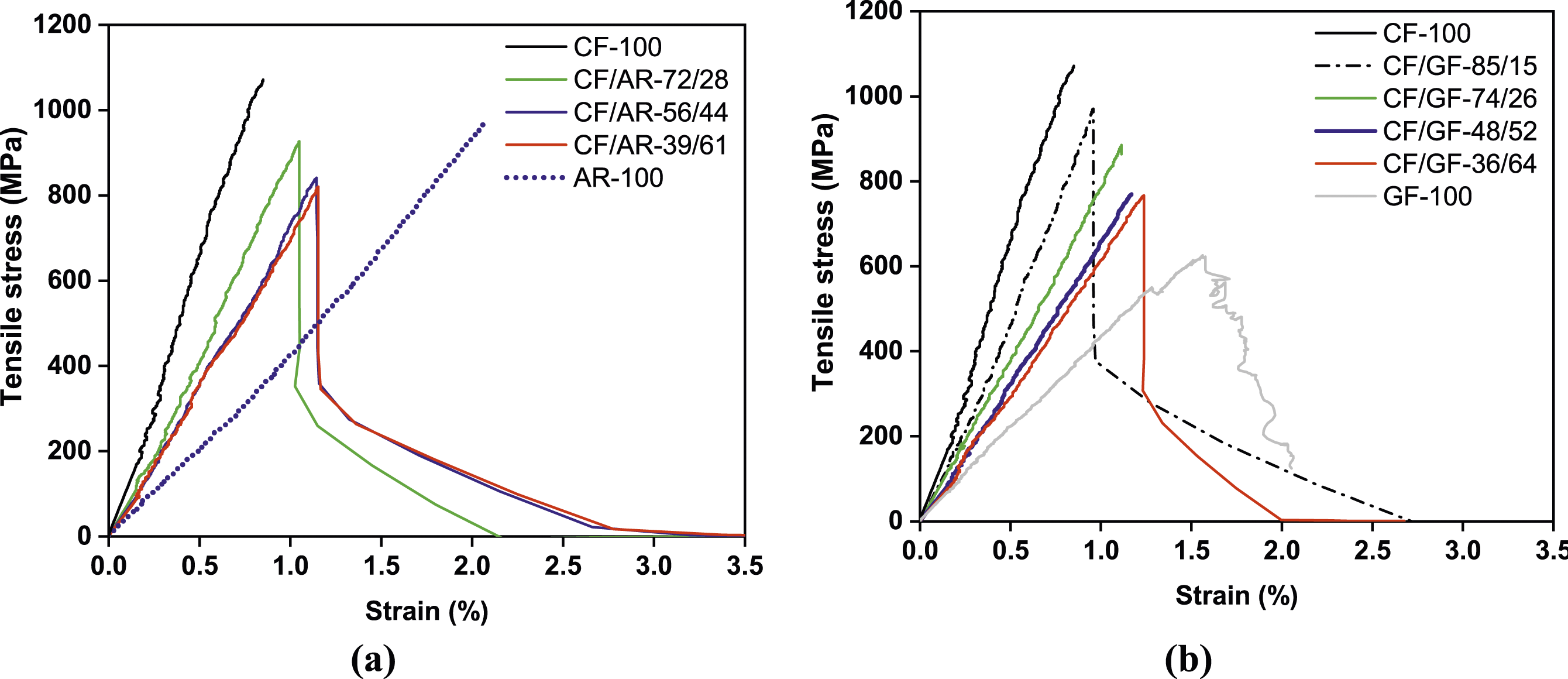
As tensile strength is the product of the axial composite modulus and the fibre having the smallest strain to failure (i. e. CF-100 in this case), at this point fibres begin to fail progressively and load transfer to the higher strain to failure results in a reduction in modulus and strength. However, no gradual/progressive failure of the composites can be observed in the case of the hybrid composites investigated in this work. This may be due to the relatively high CF content of the composites in our case. Progressive failure in various hybrid composites, which has been reported previously, was only achieved in composites with low CF volume fraction (<6%). 5 The tensile strength of hybrid composites in this study is found lower than that of CF-100 as the amount of AR or GF filament yarn increases. The tensile strength of hybrid composites reinforced with CF/GF is between that of CF-100 and GF-GF-100 composites (Figure 3(b)). The highest tensile strength of 1098 ± 36 MPa is achieved by the composite reinforced with CF filament yarn only (CF-100). The lowest tensile strength of 624 ± 51 MPa is found by the composite reinforced with GF filament yarn only (GF-100), while the tensile strength of the composite reinforced with AR filament yarn only is 1010 ± 8 MPa. Although the AR-100 has a tensile strength close to that of the CF-100, the tensile strength of the hybrid composites reinforced with the combination of CF/AR filament yarn is lower than that of the CF-100 and AR-100 composites (Figure 3(a)).
In addition, the elongation at break of hybrid composites generally increases with the increase of GF or AR content in the case of hybrid composites compared to that of CF reinforced composite (1.0%) (Figures 3(a) and (b)). Therefore, the use of GF or AR in combination with CF filament yarn helps to increase the ductility of hybrid composites compared to those reinforced with CF filament yarn only.
A maximum elongation at break of 1.2% is achieved for both types of hybrid composites. The elongation at break of AR and GF filament yarn reinforced composites is 1.9 % and 1.3 % respectively. This means that the maximum elongation at break of the hybrid composites reinforced with CF/AR and CF/GF combinations is 63% and 92%, respectively, compared to that of the composite reinforced with AR and GF alone. Since CF has limited elongation at break, it breaks early in the tensile test. Because of the high CF content in composites, the brittle fracture behaviour of CF leads to rapid stress redistribution to adjacent GF or AR fibres in hybrid composites, imposing sudden high loads on these neighbouring fibres. This complex failure mechanism highlights the critical role of CFs as crack initiators, affecting the overall mechanical performance of the composite and reduces the ultimate elongation of the hybrid composites compared to that of the composite reinforced with AR and GF alone. 12 It also shows that the elongation potential is better utilised in the case of CF/GF than in the case of CF/AR hybrid composites. Due to the 3D amorphous structure of GF, it can withstand the cracks induced by CF during the tensile test.
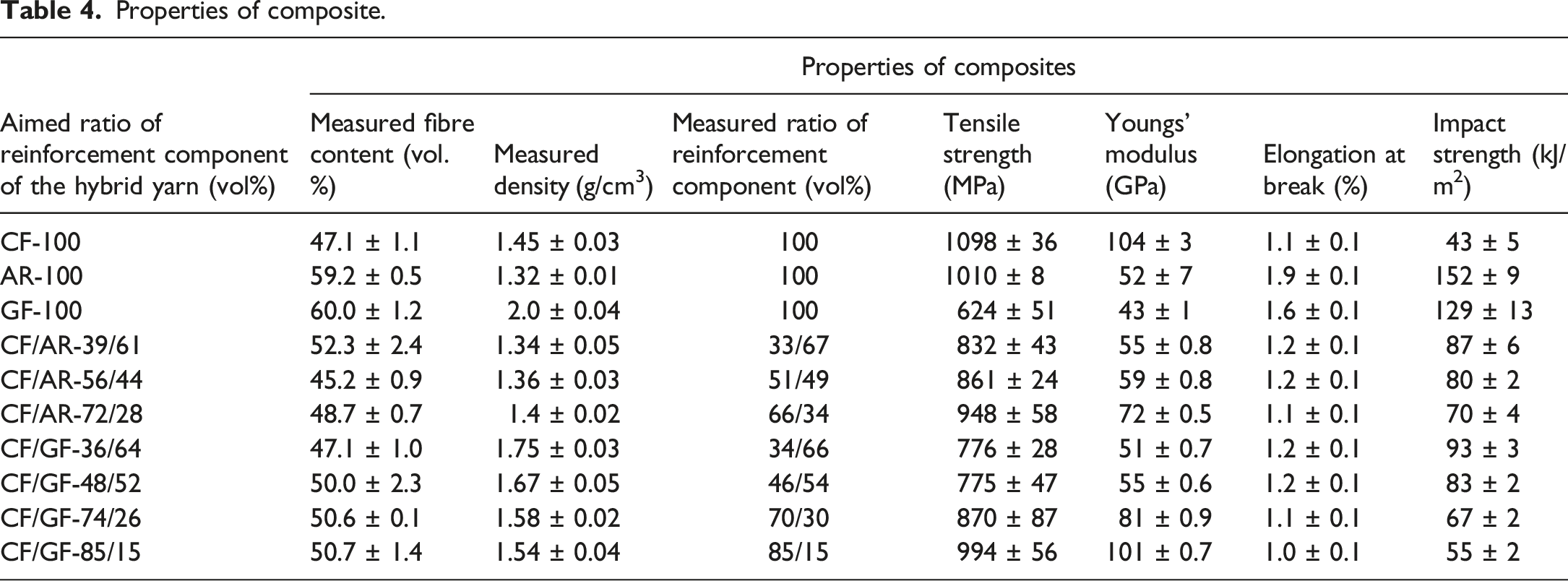
The average density of the composites as a function of the measured proportion of CF/AR and CF/GF filament yarns are shown in Figure 4(a). The density of the composites changes linearly with the proportion of CF/AR and CF/GF in hybrid composites. The density of CF/GF hybrid composites increases with the increase of GF content in composites due to the higher density of GF than that of CF. On the other hand, the density of CF/AR hybrid composites decreases with increasing proportion of AR in composites due to lower density of AR than that of CF. However, the measurement of fibre volume content reveals that the total fibre volume content (Table 4) is not same for all the composites due to the limitation of yarn count and number of filament yarns to be processed on the air texturing machine. Therefore, for better comparability, the experimental values of tensile strength and Youngs’ modulus are normalised by the measured density of the composite specimen to obtain the specific Youngs’ modulus and specific tensile strength. These are plotted against the measured proportion of CF/AR and CF/GF content in the composites (Figures 4(b) and (c)). As unidirectional composites including hybrids are subjected to constant strain loading in the fiber direction, the rule of mixtures (ROM) is applied for the calculation of axial modulus and strength of the hybrid composite (see Appendix). The specific Youngs’ modulus and specific tensile strength are compared with the ROM. From Figure 4(b), It can be seen that the specific Young’s modulus decreases linearly with decreasing CF content in the composites, although it deviates slightly from the mixing rule. On the other hand, a negative hybridization effect can be observerd for the specific tensile strength for both types of hybrid composites (Figure 4(c)). However, the deviation between the experimental values and ROM is higher for CF/AR hybrid composites compared to CF/GF hybrid composites. The analysis of the tensile specimens after the tensile test, shown in Figure 5, provides a better explanation of this phenomenon. (a) Density, (b) specific Youngs’ modulus and (c) specific tensile strength of composites produced from different proportion of CF/AR CF and CF/GF. Properties of composite. Breaking pattern of composites after tensile testing reinforced with CF/GF and CF/AR filament yarn.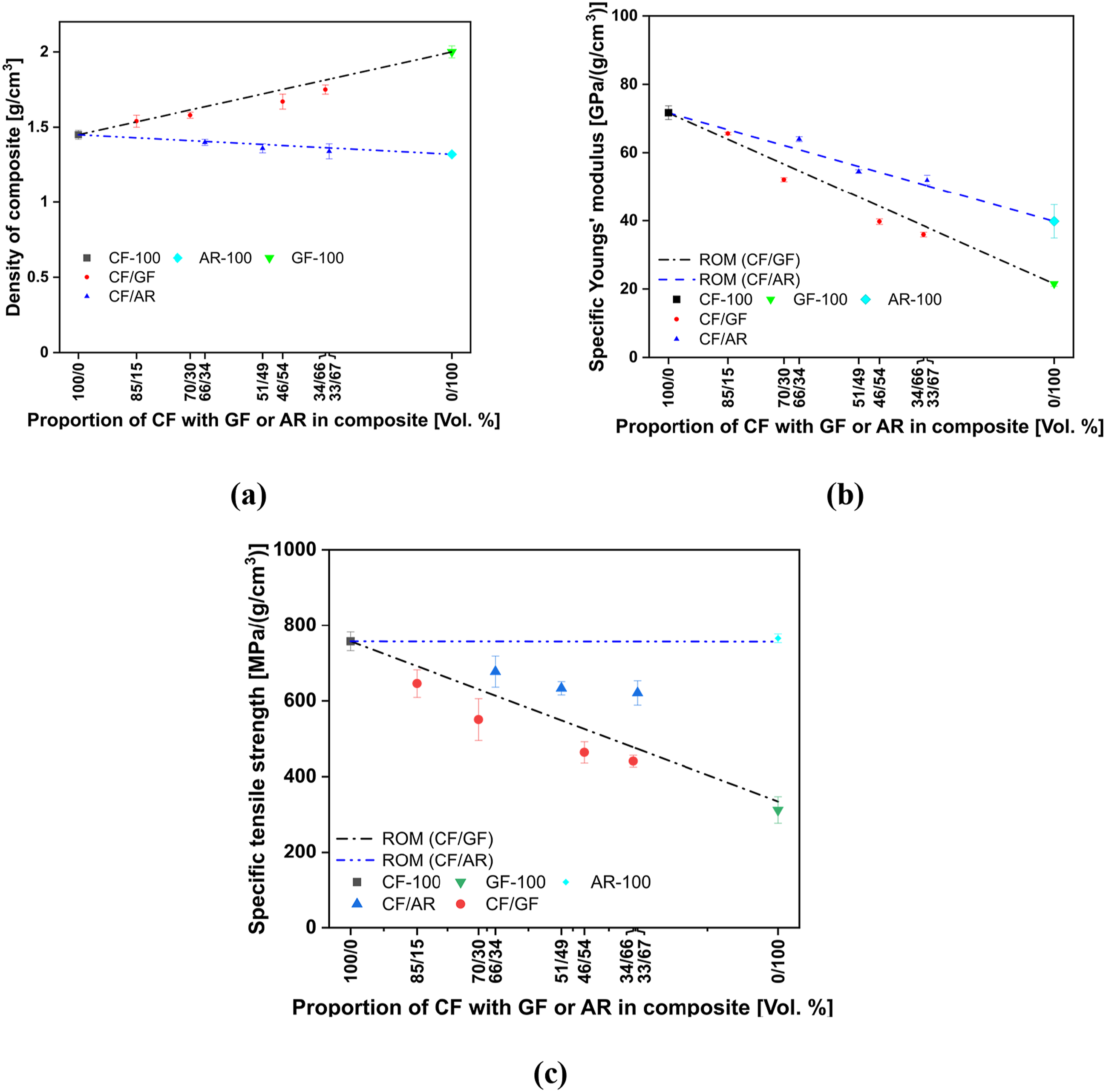
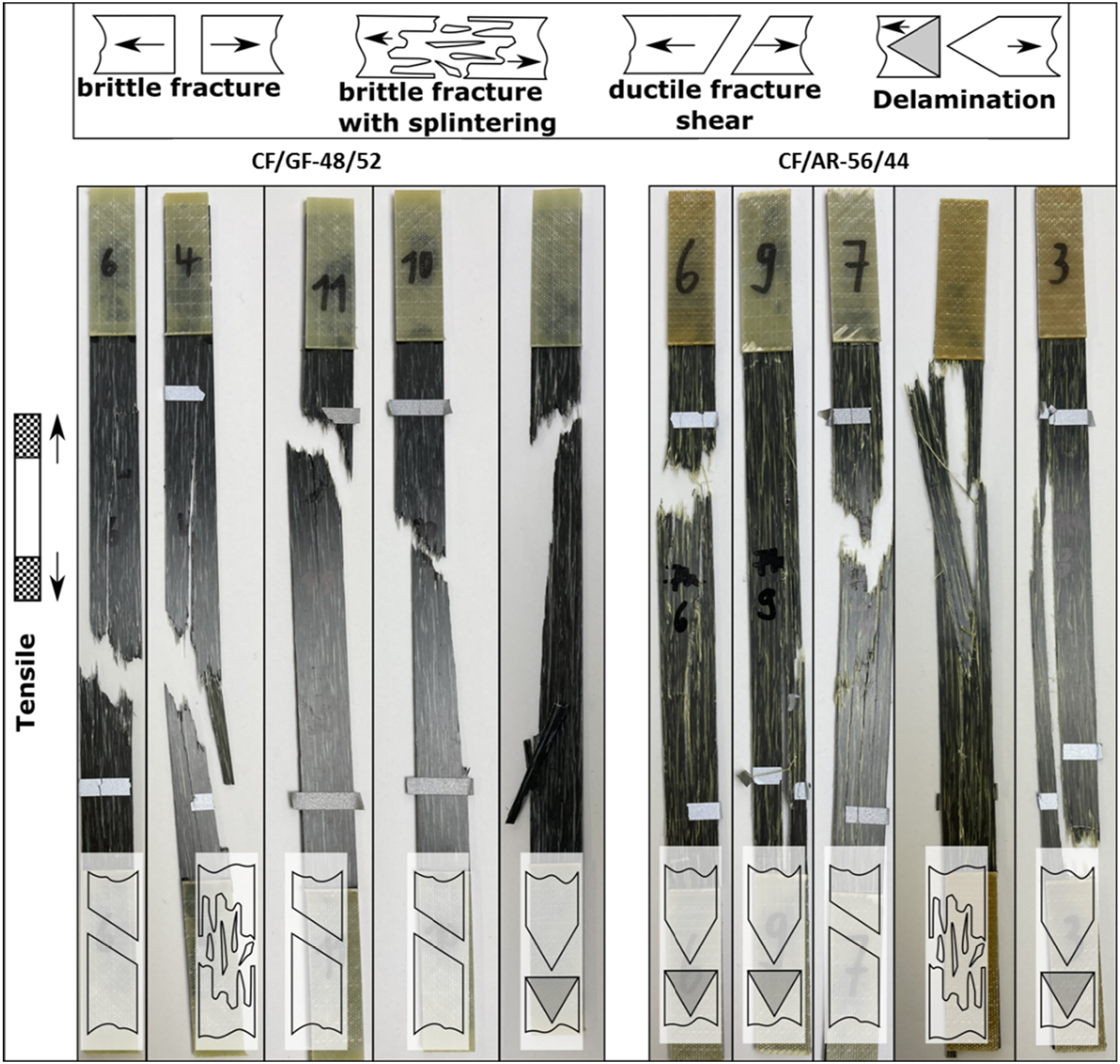
From Figure 5, a significant difference in the fracture pattern can be seen between the CF/AR and CF/GF combinations. In the case of CF/AR, the fracture surfaces of the CF/AR hybrid composites are dominated by a more complex failure with a combination of pull-out and delaminations compared to that of the CF-GF composite. As the efficiency of the stress transfer from the polymer to the fiber is of fundamental importance in determining the mechanical properties of fiber-reinforced composite materials, the external stress is not transferred efficiently and the reinforcing capacity of the composite diminishes if the polymer/fiber adhesion is weak. 27 It is generally accepted that there are three main factors important in determining the fiber/matrix adhesion: (i) covalent bonds between the fiber and matrix (chemical bonding), (ii) wettability of the fiber by the matrix (physical bonding); (iii) micromechanical interlocking. 28 Previous reports indicate that the adhesion of aramid fibres to epoxy matrices lacks both the mechanical and the chemical interactions due to the inert chemical structure and smooth surface of aramid fibre.29,30 In contrast, the surface of glass fibre possesses polar hydroxyl groups, which enhance the chemical bonding between glass fibre and matrix. Therefore, the fibre-matrix debonding and pull-out in the CF/AR composite specimen can be attributed to the lower adhesion of the aramid fibre to the matrix compared to that of the glass fibre. In addition, the elongated ends of the aramid filaments can still be seen between the fractured edges. This indicates that the hybrid CF/AR composite has high potential for extension if the fibre-matrix adhesion can be improved. It is assumed that micro-cracks initiated by the breakage of CF lead to splitting in the composite specimen and the crack can easily propagate along the boundary layer of aramid filaments. Therefore, the higher elongation properties of the aramid fibres are not fully utilised in the hybrid composite. Nevertheless, it is also evident that CF/AR hybrid composites show cleary superior specific tensile properties than that of CF/GF hybrid composites because of their lower density.
Comparison of impact Strength
The impact strength of composites made from hybrid yarns with varying amounts of reinforcing fibres is shown in Figure 6(a). It can be seen that the CF-100 composite has the lowest impact strength of 43 ± 5 kJ/m2 and the AR-100 composite shows the highest impact strength of 152 ± 9 kJ/m2. The impact strength of GF-100 is 129 ± 13 kJ/m2. The hybrid composites generally have significantly higher impact strength with increasing amount of AR or GF component compared to the CF only reinforced composite. This can be attributed to the higher energy absorption capacity and higher elongation of AR or GF compared to CF as expected.
1
Comparing the impact strength between the hybrid composites reinforced with CF/AR and CF/GF, it can be seen that both types of hybrid composites have similar values considering the different volume fractions of CF/AR and CF/GF. With the combination of CF/AR (i. e. CF/AR-39/61) and CF/GF (i. e. CF/GF-39/64), the impact strength can be increased by about 204% and 218%, respectively, compared to that of the composite reinforced with CF only. Impact strength (a) and specific impact strength (b) of hybrid composites reinforced with varying proportion of CF/AR and CF/GF.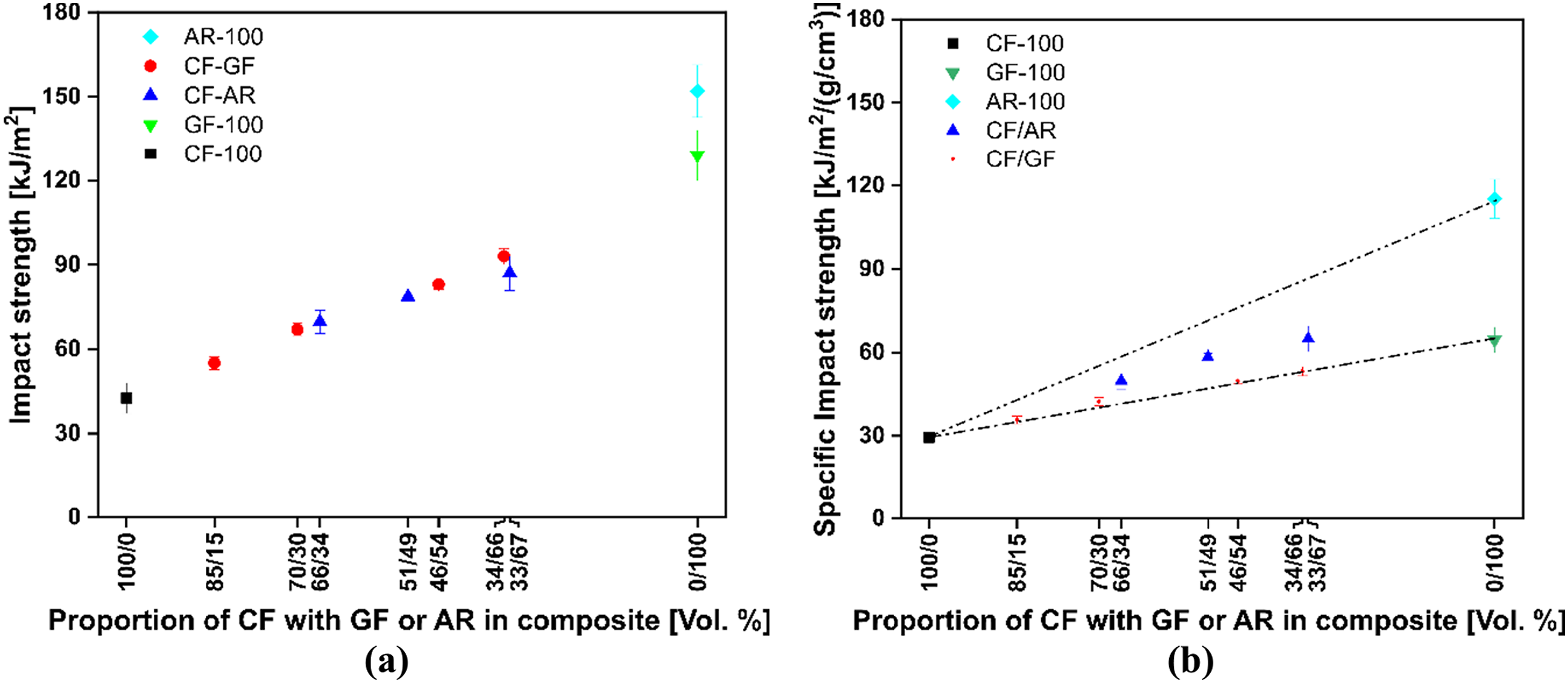
As already mentioned, that the total fibre volume content is not same for all the composites, therefore, for better comparability, the experimental values of impact strength are normalised by the measured density of the composite speciment and the specific impact strength is plotted against the measured proportion of CF/AR and CF/GF filament yarns in composites (Figure 6(b)). It shows that, the specific impact strength increases linearly with increasing amount of GF in hybrid composite. On the contrary, although the specific impact strength generally increases with increasing amount of AR in hybrid composites, the change is not linear between the specific impact strength values of CF-100 and AR-100. Therefore, it can be said that the potential of impact strength that can be achieved in hybrid composites is higher in the case of CF/GF than in the case of CF/AR combination. This can be attributed to the higher utilisation of the elongation properties in the case of CF/GF than in the case of CF/AR hybrid composites, as already discussed. Furthermore, the cross-sectional images of hybrid composites shown in Figure 7 do not show any difference in the level of mixing between CF/GF or CF/AR. Therefore, it can be assumed that poor fibre matrix adhesion of AR fibre could cause a relatively low impact strength of CF/AR hybrid composites with higher amount of AR component. However, similar to the tensile strength, the impact strength of CF/AR hybrid composites is significantly higher than that of CF/GF hybrid composites due to the lower density. Cross-sectional image of hybrid composites reinforced with CF/AR-56/44 (a) and CF/GF-48/52 (b).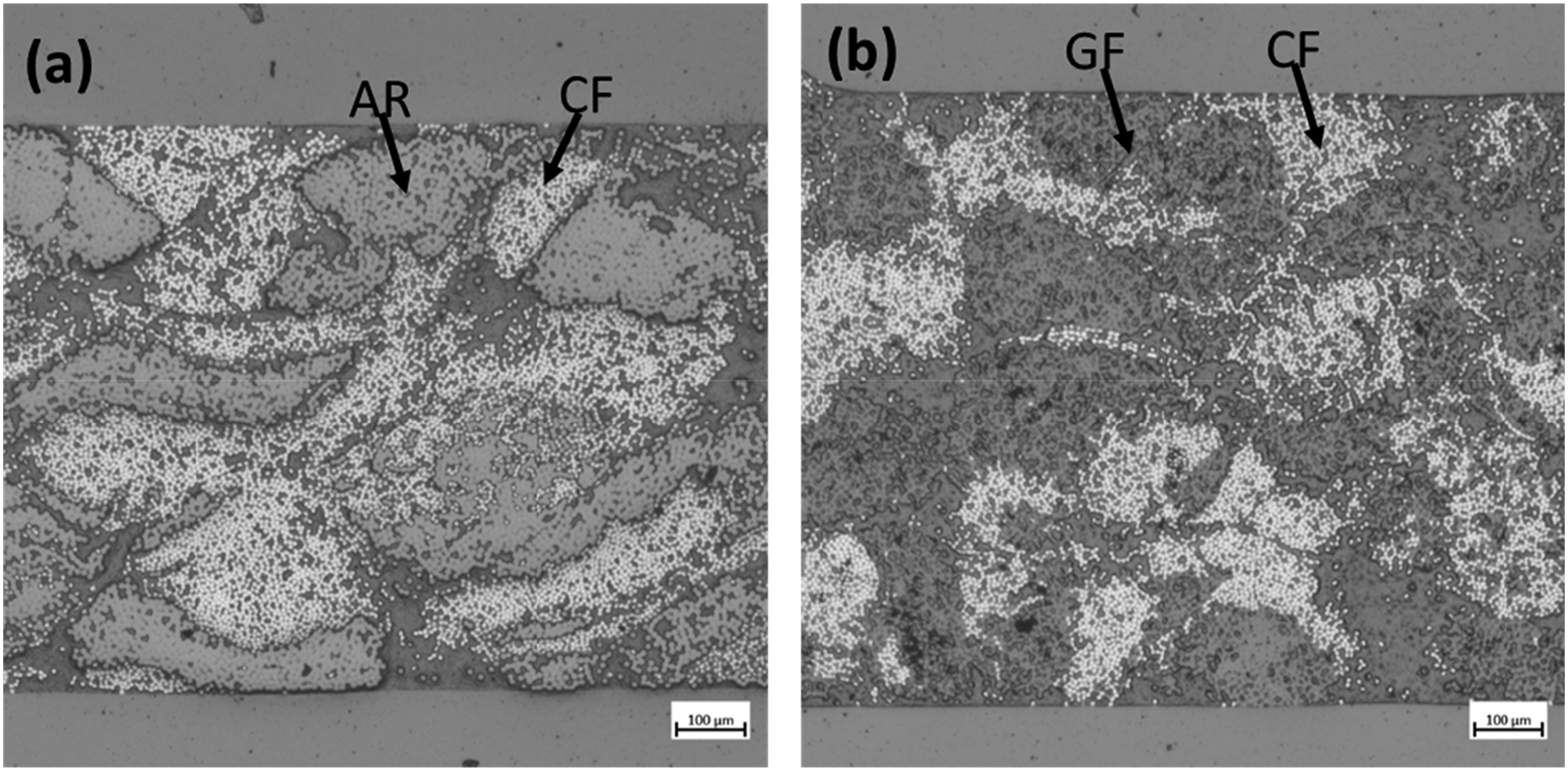
Conclusion
In order to compare the tensile and impact properties of thermoplastic hybrid composites reinforced with CF/AR and CF/GF, different blended hybrid yarns were produced from CF/AR/PA6 filament yarns and CF/GF/PA6 filament yarns with different mixing ratios based on air texturing technology. The tensile and Charpy impact properties of the developed hybrid composites were compared with those of a composite reinforced exclusively with CF, AR and GF. The tensile test results show that the tensile strength and stiffness of the hybrid composites are lower with increasing amount of AR or GF compared to the CF reinforced composite. The density and specific Young’s modulus of the composites vary linearly with the proportion of CF/AR and CF/GF filament yarns. The density of CF/GF hybrid composites increases with the increase of GF content in the composites due to the higher density of GF than that of CF. Conversely, the density of CF/AR hybrid composites decreases with increasing AR content in composites due to the lower density of AR than that of CF. The specific Young’s modulus decreases linearly with decreasing CF content in the composites. However, the specific tensile strength does not change linearly according to the rule of mixtures and a negative hybridisation effect can be observed for both types of hybrid composites. On the other hand, the elongation at break of hybrid composites increases with increasing of GF or AR content compared to that of the CF reinforced composite.
The test results indicate that the hybrid composites generally have significantly higher impact strength with increasing amount of AR or GF component compared to the composite reinforced with CF only, due to the higher energy absorption capacity and higher elongation of AR or GF compared to CF. The impact strength can be increased by approximately 204% and 218% with the combination of CF/AR and CF/GF compared to the CF only reinforced composite, and the potential impact strength achievable in hybrid composites is higher with the CF/GF combination than with the CF/AR combination. However, the specific tensile strength and specific impact strength of CF/AR hybrid composites are higher than those of CF/GF hybrid composites due to the lower density of AR compared to GF. In essence, the hybrid composites based on commingled hybrid yarns of CF/GF/PA6 or CF/AR/PA6 can be used to increase the elongation or impact strength. In addition, as GF is cheaper than AR, hybridisation of CF with GF is economically feasible.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research article presents parts of the results from the research program of the Industrial Collaborative Research [IGF-21004 BR/1] and German Research Foundation, DFG – 441549528 [Project- CH174/54-1] at the TUD Dresden University of Technology, Germany.