
Abstract
This research describes the structural and tensile properties of glass/polyester hybrid yarns produced by co-wrapped and side-by-side technologies. Based on co-wrapping technology, the hybrid yarn is composed of polyester and glass fibers as shell and core structure, respectively. In order to produce this type of yarn, a new machine was designed and manufactured to investigate the influence of linear densities (16, 50.67, and 67.11 tex) and wrapping densities (115, 180, and 230 turns/m) of polyester fibers. It was found that the linear and wrapping densities have a significant effect on the structural and tensile properties of the final hybrid yarn. In order to compare, another type of hybrid yarn was also been investigated by hybridization of glass and polyester fibers (16, 50.67, and 67.11 tex) via side-by-side method. In comparison with the side-by-side and single glass yarns, the co-wrapped yarns have higher breaking load and tenacity due to the lateral compression force of the wrapped filament. The results show a 62% increase in breaking load of co-wrapped hybrid yarns in comparison with the side-by-side and single glass yarns.
Introduction
Over the years, hybridization is one of the strategies to increase the toughening properties of fiber-reinforced polymer composites [1,2]. Depending on the geometric pattern of fiber arrangements, the hybrid composites may be classified as interply, intraply, and intrayarn hybrids [3,4]. In the interlayer arrangement (layer-by-layer), produced layers of different fibers are stacked onto each other and is a simple method. In the intralayer configuration (yarn-by-yarn), different types of yarn are woven into a fabric by weaving methods. The intrayarn hybrid geometry (fiber-by-fiber) can be produced by mixing different fibers by different methods such as commingling, co-wrapping, and friction spinning (FS) [3,4]. Use of hybrid yarns in combination with other textile material structures would further enhance the potential of textile preforms in high-performance applications. The geometry and structure of textile preforms can be tailored by the desired modifications in the structure and properties of fibers and yarns [5,6].
Hybrid yarns have been produced by different technologies, such as side-by-side (SBS) [6,7], commingled yarn (COM) [8–11], FS [12,13], and co-wrapping [14,15]. In this context, great research works have been done on the characterization of yarns made of high-performance fibers such as glass or carbon. The idea of wrapping a high elongation thermoplastic matrix filament (polyester, nylon, or polypropylene) around a low elongation fiber strand (glass or carbon) comes from those conventional wrapped yarns such as polyester/wool, acrylic/wool, and nylon/cotton co-wrapped hybrid yarns [16–19].
The flexural properties of composites made of yarns formed by twisting high strength paper tape around glass fiber (GF) and other various continuous filaments core have been investigated by Abbott et al. [20–21]. They found that the ease of core slippage and therefore the composite properties depended on the yarn packing density and the resin curing conditions. Movahhed et al. [22] produced several different co-wrapped glass/polyester hybrid yarns. They studied the influence of covering percentage and polyester type on physical and mechanical properties of composites. They showed that wrapping percentage and the type of polyester yarn have an important influence on the surface fracture of the composites. Merter et al. [14] developed three different glass/polypropylene hybrid composites based on commingling and co-wrapping techniques. One type of co-wrapped hybrid yarns was produced by twisting polypropylene fiber around the glass fiber by making “S” shape (single wrap) and the second by double twist method, which the hybrid yarn was produced by twisting polypropylene fiber around the glass by making both “S” and “Z” shapes (double wrap). They found that the first type of co-wrapped hybrid yarn was better than the second one. Their study showed that composites reinforced by fabrics produced by air jet hybrid yarn preparation technique exhibited better results than those produced by the direct twist covering (single or double) hybrid yarn preparation technique.
To the best knowledge of the present authors, the available researches in the literature have focused on the use of co-wrapped hybrid yarns in unidirectional (UD) composites to improve the physical and mechanical properties of the final structure. However, there are few reports to investigate the tensile and morphology properties of yarns in a micro- and macro-level. In the present study, the scanning electron microscopy (SEM) is used as a main tool to show the effect of wrapping on the structure of the final co-wrapped yarn such as internal twisting, compression, and breakage of GFs during the process. Also, due to low bending and transversal compression strengths of GF [2], it breaks in the hybridization process and it seems that this phenomenon has not been reported yet. Therefore, using of the suitable twisting technique is required. Thus, a new wrapping machine has been designed and manufactured to produce co-wrapped hybrid yarns with different linear and wrapping densities of thermoplastic filament (polyester) around the GFs. By using this machine, the fiber breakage during the wrapping process can be controlled. This type of co-wrapped hybrid yarn could be used as a long fiber in the production of UD composites or be used for the 3D structure in the weaving, braiding or knitting technology. Also, helical auxetic yarns [23] have similar architecture and can be produced by this machine.
Materials and methods
Materials
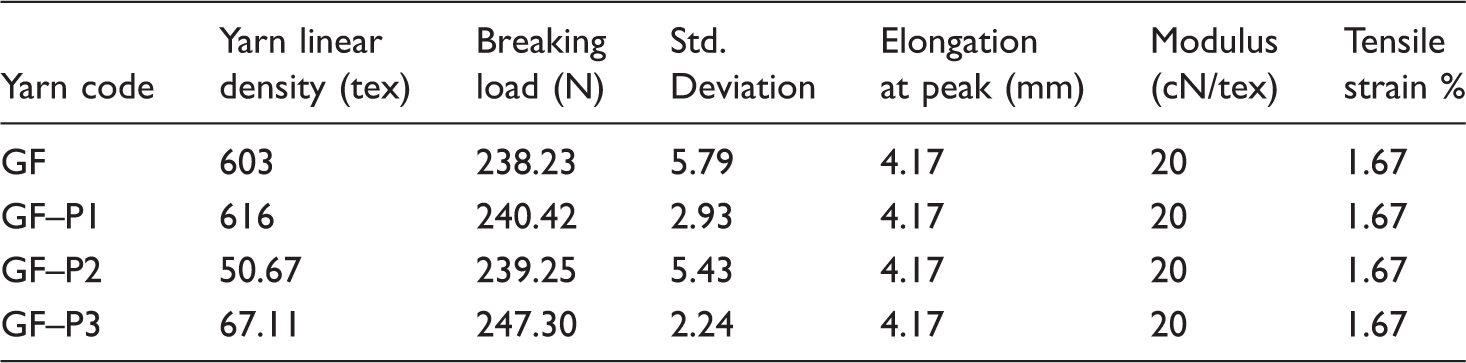
The specifications of glass and polyester filament yarns.

The fineness of fibers is given in tex (g/km). The normalized force is termed as the specific stress and is defined as the load per linear density (cN/tex). The value of the specific stress at breaking point is called as tenacity or specific strength [24].
Methods
SBS hybrid yarn manufacturing
In this research, the effect of hybridization of glass and polyester fibers via SBS method has also been investigated. SBS yarns were produced by parallel winding of glass and polyester fibers simultaneously without twisting. In this step, two mentioned yarns keep along together in the same axial direction as shown in Figure 1.
The SBS glass and polyester hybrid yarn produced in the present study.
Co-wrapped hybrid yarn manufacturing
In order to produce the hybrid yarns, a new co-wrapped machine was designed and manufactured shown in Figure 2.
Co-wrapping machine.
A GF passes through a rotating hollow spindle and gets wrapped with a polyester filament at the exit area as shown in Figure 2. The hybrid yarn is drawn out from the hollow spindle by the delivery rollers and then it is wound onto a bobbin. Figure 3 shows an illustration of the co-wrapped hybrid yarn. The glass core filament lies straight in the center of the yarn and the polyester filament wraps the core filament by a helical path to produce a hybrid yarn.
The structure of co-wrapped hybrid yarn produced in the present study.
Wrapping density of the polyester yarn can be adjusted by changing the relative linear speed of the two motors. One of the important parameters that have been noticed is the polyester and GF tension during the process. By decreasing the tension of GF, the structure converts to a two-ply yarn. Furthermore, low polyester filament tension resulted in loose arrangement of wrapped filament around the glass structure. This machine is capable of changing the feeding speed to the desired values. In this study, optimum speed at which the GF breakage was minimum was selected. But the relative feeding speed for both yarns was critical to produce the desirable wrap density. So the feeding speed was different for any kind of hybrid yarns. The tensile properties of hybrid yarns have been examined for different linear densities of polyester yarns (16, 50.67, and 67.11 tex) and different wrapping densities (115, 180, and 230 turns/m).
Yarn tensile testing
The tensile strengths of polyester and glass yarn were determined based on ASTM D 2256. The use of five specimens per laboratory sampling unit, with 250 mm gage length (initial lengths of the samples) and 250 mm/min testing speed are recommended. In order to prevent the slippage or breakage of GF in the clamps, clamp faces were covered with rubber sheets. Test specimens were prepared according to standard specification for GF yarns (ASTM D 578). In this test method (ASTM D 578), as shown in Figure 4, specimens laid parallel on the cardboard and resin or other bonding mixture applied to the ends of them. Then a strip of cardboard placed over the resin impregnated area. After drying, cardboard and specimen assembly cut into strips and put in the clamps of the tensile tester. Before starting the test, cardboard between the ends clamp will be removed.
Preparation of the hybrid yarn specimens.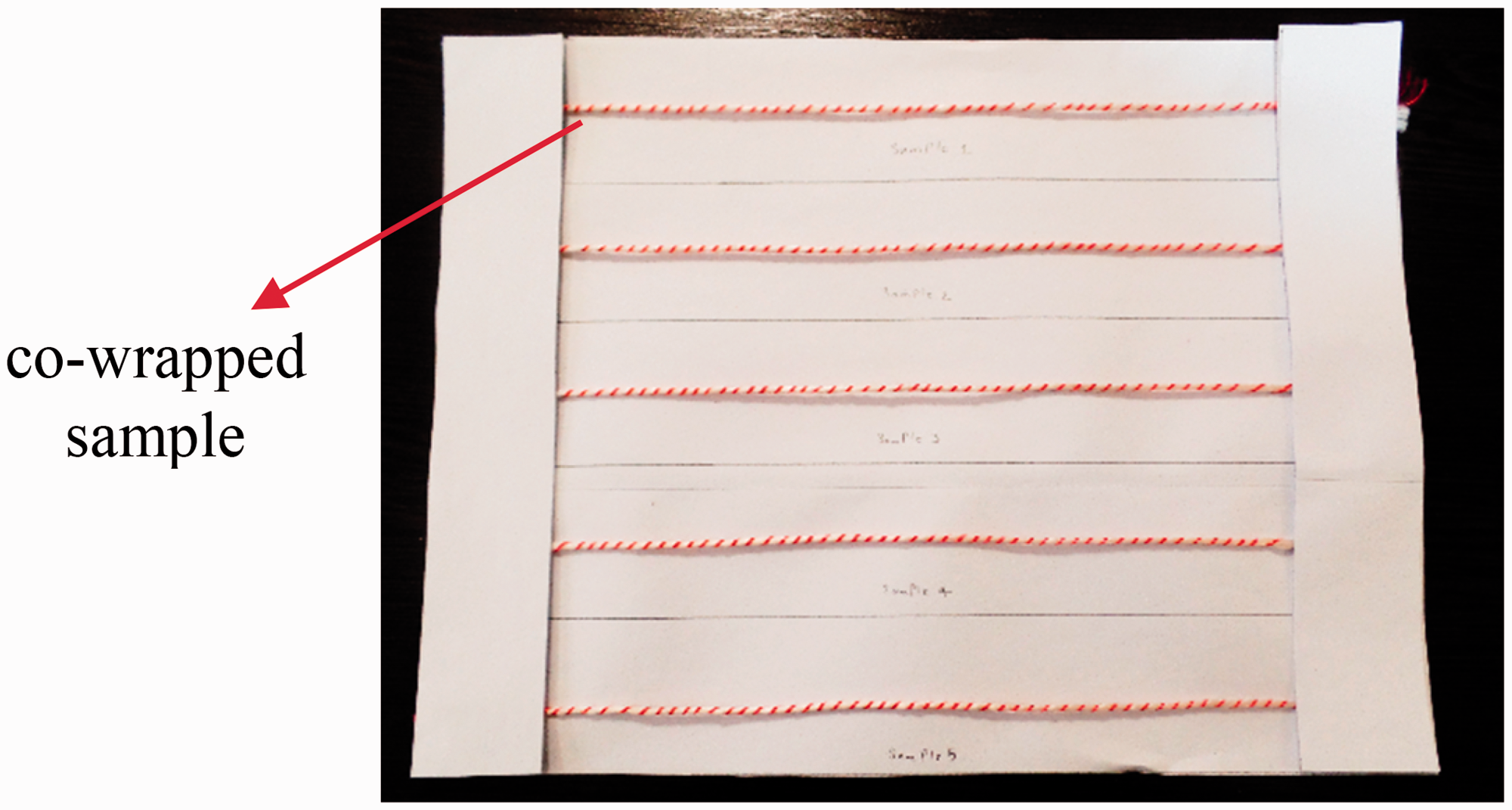
To the best knowledge of the present authors, there are no specific standards for tensile testing of hybrid yarns. Therefore, the hybrid yarns were tested with a procedure similar to the GF test approach. Instron tensile testing machine (Model 5566) was used for this purpose.
Yarn diameter measurement
The diameter of all hybrid yarns was measured by using a projection microscope (Projectina) with 50 times magnification. Because of yarn unevenness in the longitudinal direction of co-wrapped hybrid yarn, 50 observations were taken for each sample. The samples were conditioned for 24 h in the standard laboratory atmosphere of 20 ± 2℃ and 60 ± 5% r.h.
SEM
The hybrid yarn structure has been studied by an SEM, Philips (model XL30, the Netherlands). Prior to all SEM observations, the specimens were sputtered with gold to prevent charging. Static contact angles were measured using the sessile drop method with contact angle measurement equipment (Kruss G10, Hamburg, Germany).
Results and discussion
Tensile behavior of SBS hybrid yarns
Ductile behavior of polyester filaments and brittle behavior of GF is clear from Figure 5. The GF has the higher peak load and lower elongation at peak in comparison with polyester fiber. As shown in the above figure, when the GF reaches to maximum load, the polyester fibers are still in the early stages of elongation. Accordingly, at the mentioned point, the polyester elongation based on different types (P1, P2, and P3) reached to 9.1, 8.1, and 27% of their elongation at break which correspond to about 36.7, 35.8, and 31.56% of their maximum load, respectively. Mentioned values come from Figure 5 by comparing the load-elongation curves for glass and polyester fibers. Although, polyester fibers are parallel to the yarn axis, but they cannot offer the advantage of their maximum load bearing capacity.
Load–elongation curves of glass and polyester filaments.
Detail specifications of SBS hybrid yarns.
Note: SBS: side-by-side.
Based on Figure 6, the load-elongation curves of the SBS hybrid yarns exhibit a similar trend to that of the GF. The results of statistical analyses ANOVA show a meaningful difference between strength of the GF and SBS hybrid yarn made by P3 polyester fiber. Similarly, no statistically significant difference was found between the strength of GF and SBS hybrid yarns with P1 and P2 polyester filaments. Also, no meaningful difference between the elongations or slope of the linear part of glass and SBS load-elongation curves was observed.
Load–elongation curves of glass and SBS hybrid yarns SBS: side-by-side.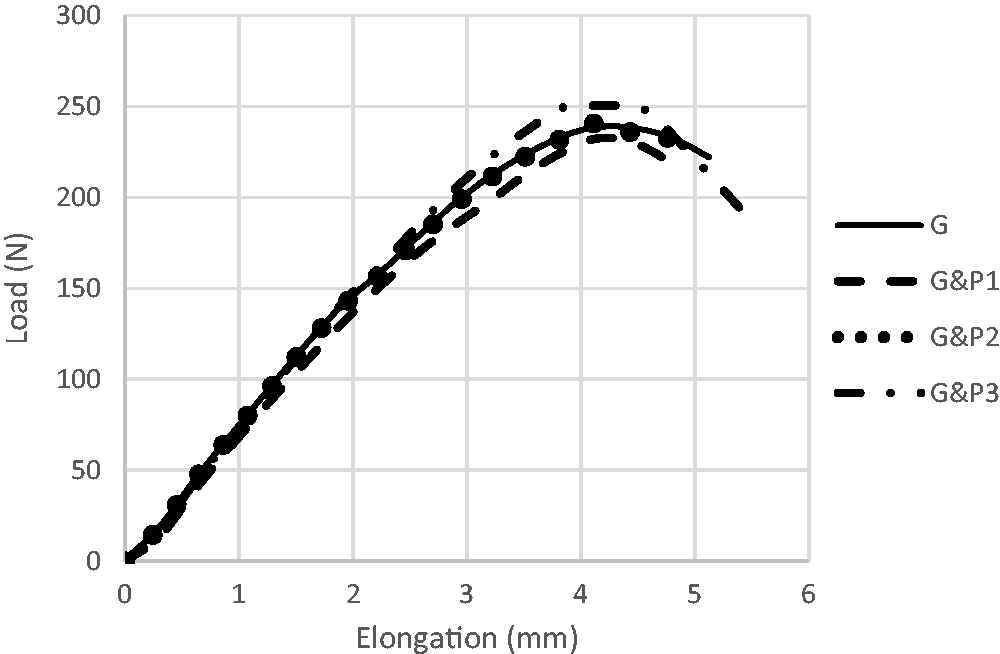
Tensile behavior of co-wrapped hybrid yarns
Detail specifications of co-wrapped hybrid yarns.

Figures 7 and 8 show the breaking load and tenacity of different samples based on different linear and wrapping densities.
The effect of linear and wrapping densities of polyester wrapped filaments (P1, P2, and P3) on the breaking load of co-wrapped hybrid yarns. The effect of linear and wrapping densities of polyester wrapping filaments (P1, P2, and P3) on the tenacity of hybrid yarns.

As is clear from Table 3 and Figures 7 and 8, the breaking load and tenacity of hybrid yarns are 44–62% and 21–46% higher than those of the GF, respectively. With reference to Table 3, the hybrid yarns with P2 wrapping filament had a breaking load of approximately 17% higher than hybrid yarns with P1 in 180 turns/m wrapping density. Whenever the wrapped yarn linear density is higher, the radial compressive force exerted from the wrapped filament to the glass core fiber is increased. In this case, the GF compressed to a certain extent and hence the inter-GF friction forces also increased. This is the main important reason of increasing the hybrid yarn tenacity and breaking load. It appears that after increasing this factor to an optimum value, the larger amount will cause inter-fiber friction force plays a negative effect in the structure of hybrid yarns [19,25–28]. This trend does not apply to the hybrid yarns with P3 wrapping filament. It seems that one reason for this dissimilarity is due to the low elongation of P3 polyester fiber than those of P1 and P2 as shown in Table 3.
On the other hand, as can be seen in Figures 7 and 8, for hybrid yarns with P1 and P2 wrapping polyester filaments, breaking load and tenacity increased with an increase in the wrapping density until an optimum point. After that, increasing of wrapping density resulted in a decrease of yarn tenacity. As shown in previous researches [29–31], deviation of the real structure from the ideal cylindrical structure (twist of GF around its longitudinal axis) resulted in this reduction.
In the process of co-wrapped hybrid yarn production, as the polyester fiber covered around the roving of GFs, a slight twisting in the GF is occurred. A comprehensive experimental study of twisted continuous glass yarns has been done by researchers [32–34] and show that for high-performance fibers, there is an optimum twist applied to yarn which the resulting yarn exhibits maximum tensile strength. One common reason of decrease in breaking load by increasing the wrapping density is due to excessive twisting of GF from the optimal value. This leads to fiber damage and in consequence reduces the tensile strength of the yarn.
In case of the P3 hybrid yarn, different behavior which has been observed is owing to the difference in elongation behavior of the wrapping polyester filament. For this reason, reduction did not occur in the range of wrapping density, examined in the present study, and it would be happened at higher values.
The load-elongation curves of hybrid yarns based on the linear densities of wrapping polyester fibers are illustrated in Figure 9(a) to (c). As can be seen, in the case of hybrid yarns, after reaching its maximum load, sudden failure occurs. The elongation at peak of hybrid yarns is higher than that of the GF for all samples.
Load–elongation curves of hybrid yarns; (a) hybrid yarn with P1 wrapping filament, (b) hybrid yarn with P2 wrapping filament, and (c) hybrid yarn with P3 wrapping filament.
Yarn Structure and mechanism of failure
The control of the friction of the yarn path in the machine due to low transversal compression strength of GF is necessary [2]. Hence, the breakage and the structure of the co-wrapped hybrid yarns were studied by the SEM. The geometry of the polyester wrapping filaments and the glass core of the hybrid yarns are illustrated in Figure 10. The wrapping pitch factor which is the distance between two successive wraps is the important specific feature of this hybrid yarn [19] and it was uniform over the yarn length.
Co-wrapped glass/polyester hybrid yarn geometry.
Based on the previous researches [29–31], the geometry and forces acting on a wrapping pitch of the co-wrapped hybrid yarn are depicted in Figure 11. When the hybrid yarn is subjected to the longitudinal force (FY), this force is separately shared by the core (FC) and wrap (FW) sections. As shown in Figure 11(a), the contributing element of wrapper stress (FW) to the yarn strength is FW cos α. Hence, as the wrapping density is increased, the α will be increased and contribution of wrapped fiber to the yarn strength is decreased. However, as it is clear from Figure 11, the component of wrapper stress which is the source of lateral force exerted to the core fiber is increased and the core will be more compacted.

As was discussed in the previous section, although the polyester filaments in the SBS hybrid yarn are parallel to the test direction, they do not have a significant role in the strength of hybrid yarns. On this basis and according to Figure 11, because of helical path of polyester fiber, the load bearing would be less than the previous state in the SBS hybrid yarn. Hence, it confirms that polyester filaments by altering the structure of co-wrapped hybrid yarns provide different mechanical properties.
Figure 12(a) to (c) shows the SEM image of hybrid yarn with the same wrapping filament linear density but different wrapping density. As is clear from these pictures, the higher wrapping density of polyester yarns, will be resulted the tighter (compacted) structure of the co-wrapped hybrid yarn [25,29–31].
Co-wrapped hybrid yarn structure with 16 tex polyester wrapping filament and different wrapping densities: (a) 115 turns/m, (b) 180 turns/m, and (c) 230 turns/m.
Specifications of a wrapping pitch of co-wrapped hybrid yarns.
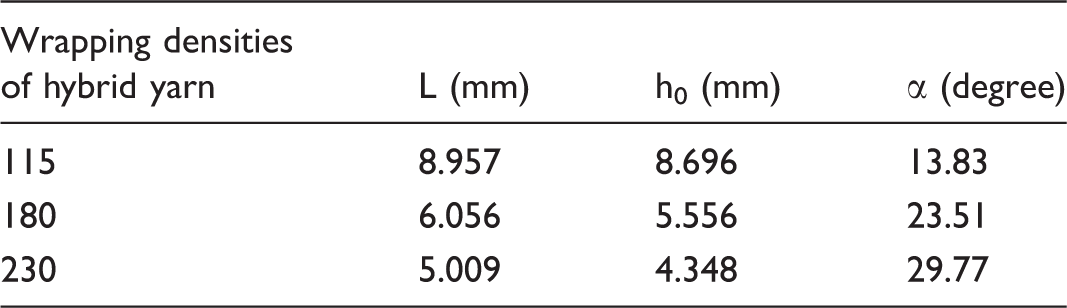
Figure 13 Shows the SEM of hybrid yarn with the same wrapping density and different polyester linear densities. As shown in this figure, by increasing in polyester wrapping yarn linear density, the lateral compression force of polyester filament is increased and this leads to decrease in the yarn diameter.
Co-wrapped hybrid yarn structure with wrapping densities of 115 turns/m and different wrapping linear densities: (a) 16 tex, (b) 50.67 tex, and (c) 67.11 tex.
The average of the yarn diameter is shown in Figure 14. The trend of the data shows that by increasing the wrapping density, the diameter is decreased. Also, the diameter of the hybrid yarns with the same wrapping density is higher for the sample with higher wrapping linear density.
A comparison of yarn diameter of different hybrid yarns.
Figure 15 shows the mode of failure of a hybrid yarn and compared with that of the glass roving. Rupture behavior of GF is different from that of the hybrid yarn (see Figure 15(a)). After reaching to the breaking point, the glass roving loses its integrity and broken fibers come out of the yarn building and scattered around the test area. As illustrated in Figure 15(b), in some instances of hybrid yarns, GF has been failed while the polyester filament is still remained in the yarn structure (type 1 of failure). As already noted, this is due to the difference between the elongation behavior of glass and polyester fibers. As previously discussed, the GF has the higher breaking load and lower strain at break in comparison with polyester filaments. In this case, when the GF reaches at the breaking point, the polyester fibers are still in the early stages of the elongation and do not break. This type of failure is often occurred in the hybrid yarn with the high wrapping densities. When hybrid yarn is under the tension, strain induced in the hybrid yarn axis and this strain is inserted to the core and wrapper filament separately. In the case of hybrid yarn with high wrapping densities, the length of polyester filament which is covered around the GF is much higher than hybrid yarn with low wrapping densities at the same length. Hence, the elongation takes place at the longer length than the second one. Therefore, the probability of rupture is lower.
Failure of glass and co-wrapped hybrid yarns structure: (a) glass fiber, (b) hybrid yarn (type 1 of failure), and (c) hybrid yarn (type 2 of failure).
Other types of failure are illustrated in Figure 15(c). In this case, both the glass and polyester filaments have been broken. The failure mechanism of co-wrapped hybrid yarn is a result of GF breakage; therefore, the strength of the core fibers controls the strength of the hybrid yarn.
Conclusion
In this research, structural and tensile properties of glass/polyester hybrid yarns produced by co-wrapped and SBS technologies were studied. For this purpose, a new machine was designed and manufactured to investigate the influence of variations in linear and wrapping density of polyester fibers. It was found that linear and wrapping densities have significant effects on the structural and tensile properties of final hybrid yarn. In comparison with the SBS hybrid yarns and single glass yarns, the co-wrapped yarns have higher breaking load and tenacity based on compression and slight internal twisting effect of wrapped yarns. The results show 62% increase in breaking load by using co-wrapped technology. The wrapping yarn itself contributes little to tensile strength, but it provides radial compression to compact the core with a higher packing factor in the manufacturing process. As a result, the tensile strength is increased as higher packing factor makes inter-fiber friction higher .In this case when a single fiber failed at one point, this fiber is still held in the yarn structure by the lateral forces exerted by wrapping filament. SEM is used to show the effect of wrapping on the structure of the final co-wrapped yarn such as internal twisting, compression and breakage of GFs during the process.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.