
Abstract
The current study investigates on development of hybrid composite with Kenaf/Kevlar as reinforcement and unsaturated Polyester as the matrix considering stacking sequence, the orientation of fabric and twill 2x2 weave of the Kenaf fabric in particular. Five laminates (L1, L2, L3, L4, and L5) were developed by stacking the lamina's one over the other with the matrix and then cured in an autoclave. The laminates were subjected to experimental investigation to evaluate mechanical properties such as tensile strength, flexural strength, hardness, and impact strength. Results indicate that L5 shows good flexural strength and modulus, high hardness, and good impact strength, whereas L4 indicates the best tensile strength and tensile modulus. To summarize, the hybridization resulted in an average of 30% increased mechanical property for Laminate L5. The effect of stacking in L5 has a significant impact on the property of the composite. The results of the study were mainly focused on minimizing the use of synthetic fiber and replacing it with natural fiber. SEM analysis was performed on fractured surfaces of specimens which revealed that the failure of the laminated composite is due to poor interfacial bonding among fiber and matrix. Overall, the composite obtained from the combination of Kenaf and Kevlar fabrics had the best balance of properties finds appropriate application for car bumpers, fenders, boat hull, turbine blade etc.
Keywords
Introduction
Concern for environment, rising greenhouse effect and future for sustainable materials is motivating researchers to work on composite materials. Fiber reinforced composite has gained popularity over couple of years due to its high performance, strong enough to take harsh loads for example wings, fuselage and propeller in aerospace, racing car bodies, wings of wind turbine, bicycle frames, interior, seat cushions and door panels of the car etc. [1,2]. Applications to external parts are limited due to the high demand of mechanical strength. Natural fiber composites in today’s business are playing a prominent role for aerospace components, automobile parts and fundamental research as a result of their high performance, biodegradable, non-abrasive light weight and low cost [3,4]. Natural fibers also possess low strength when compared with man-made fibers such as aramid, glass, carbon etc. and can be strengthened by hybridizing the composite structure [5,6]. The weave pattern hybridization is a method in which synthetic and natural fibers are incorporated together in the fabrication to yield a hybrid composite with equivalent strength, toughness, less weight, strength to weight ratio, impact resistance and other physical and mechanical properties. Various weave pattern like plain weave, basket weave twill weave etc., also influences the mechanical strength of the composite [7]. The twill weave has better wet out and drape than the plain weave, with only a slight reduction in stability. Because of the reduced crimp, the fabric has a smoother surface and slightly good mechanical properties [8]. The work of Neng Sri Suharty et al. [9] was based on Kenaf reinforced composite with polypropylene resin which signifies that improvement in tensile (18%), impact (27%) and flexural (28%) property was observed where Kenaf fibers showed an appealing result as a reinforcement. KN Bharath et al. [10] describes the work performed on variation in mechanical properties of hybrid Jute/coconut leaf sheath/E-glass/phenol formaldehyde composite stacking sequence, which reveals that layering of the fabrics gives the optimum results. Work of Salman et al. [11] was intended on plain weaved Kenaf/Kevlar hybrid composite where primary mechanical property like compression and tensile was conducted and evaluated. Increase in tensile and compression was observed by hybridization of fibers also shows ordinary stiffness and non- performance to strain characteristics. The study of Karahan M et al. [12] describes the ballistic performance of hybrid aramid panels, which demonstrated better energy absorption for woven fabric and less energy absorption for woven wet hybrid materials. No much difference was encountered with woven and unidirectional fabrics. A. Atiqah et al. [13] work focused on volume fraction of 70:30 proportion of treated and untreated Kenaf fibers, where Kenaf was hybridized with glass fibers reinforced in Polyester resin. The experimentation results were documented for tensile, flexural and izod impact properties. The laminates treated with 15% showed better results than the untreated fibers of all categories. The individual Kenaf fiber (30% or high percentage) can’t avoid the more impact load leading to lower toughness of the laminate. R. Yahaya et al. [14] worked on orientation effect, layering sequence and also on Kenaf content in mechanical property of the composite. He claims that unidirectional (UD-0°, 90°) yarn shows high tensile strength, bidirectional woven shows the good flexural property and increased volume of fiber (Kenaf/aramid/epoxy) decreases the mechanical property of the laminate. In the work of Davoodi et al. [15] a hybrid laminates were obtained using glass/Kenaf/epoxy materials and tested for its mechanical property for Car bumper application. The obtained results of the laminate were compared with bumper made of glass mat thermoplastic, where inferior results were observed with impact strength. The property can also be improved by varying parameters like thickness, beam curvature and material advancement of the bumper. The thermal behavior of sugar palm yarn with glass fiber in polyester resin is characterized by Nurazzi et al. [16]. The storage modulus, loss modulus, and damping factor of higher glass fiber loading hybridized with treated sugar palm fiber were the largest. Overall, the results showed that glass hybridization influenced the composite's thermal behavior. Veena Dinesh et al. [17] work was based on evaluating mechanical property of hybrid Kenaf/Hemp/E-Glass Fiber stacking sequence. In this work they observed that the stacking of fibers influences the property of the laminate. Tensile, flexural and hardness properties were evaluated for the laminate sequences where Hemp-E-Glass-Hemp combination showed better tensile and flexural property and Kenaf-E-Glass- Hemp showed better hardness property. Thus concluding the influence of stacking sequence on properties of the laminate. The work of Sapuan et al. [18] was based on the hybridization effect of composite. The study considered basalt and glass fibres with polyester resin. Improvements in mechanical properties were observed in the study, where longitudinal basalt fibres played a significant role in enhancing the property. M. R. Ishak et al. [19] focused on finding out mechanical properties of core and bast Kenaf fibers reinforced composite. In the experimentation work they found out that the bast fiber possess good mechanical property than the core fiber reinforced composite. Ekhlas A et al. [20] worked on Water absorption, Dimensional stability and Mechanical property of Kenaf and recycled jute Polyester composite where they resulted in low water absorption where it followed Fickian behavior, and showed decreased flexural property upon moisture exposure. The work on polylactic acid matrix based Kenaf composite by Masud S.
Based on the research literature cited above, hybrid Kenaf/Kevlar/Polyester materials with varying stacking sequences were considered [21]. The mechanical properties of the laminates developed in this study using Kenaf and Kevlar fabric hybridization [22] were evaluated. Unsaturated Polyester resin plays vital role as adhesive between the fibers because of its enhancing physical mechanical property [23–27], it is used for processing and preparing the laminated composite. They were produced using hand layup method followed by autoclave curing process. The tensile, impact, hardness and flexural properties were considered for this study and discussed. The morphology of the laminated composite was studied using Scanning Electron Microscopy (SEM) to observe interfacial bonding between fibers/matrix. This work explains the influence of stacking sequence and orientation (i.e. ±45°) on mechanical properties of twill 2x2 Kenaf fabric and plain weave Kevlar fabric reinforced with unsaturated Polyester resin.
Experimental details
Materials
In this work, commercially available, chemically treated Kenaf fiber of twill weave 2x2 fabric was obtained from Go Green products, Chennai, Tamilnadu with EPI and PPI value of 18 and 16 respectively and Kevlar 49 fiber of plain weave fabric from Sankhla Industries, Bangalore, with EPI and PPI of 12 and 11 respectively were used as reinforcements where PPI stands for Picks per inch and EPI stands for Ends per inch. The number of wrap threads per inch of fabric is measured in EPI, while the number of weft threads per inch of fabric is measured in PPI. Figure 1 shows the Kevlar and Kenaf woven fabric. Unsaturated Polyester resin of industrial grade and hardener Methyl ethyl ketone peroxide (MEKP) purchased from R Marketing agency, Bangalore was used as matrix phase for fabrication. The properties of the reinforcement and matrix are shown in Tables 1 and 2 respectively.

Fabric used for laminates (a) Kevlar plain woven fabric with EPI & PPI, (b) Kenaf Twill 2x2 woven fabric with EPI & PPI.
Mechanical and physical property of Kevlar 49 and Kenaf.

Unsaturated polyester resin properties.

Samples preparation
The schematic diagram of stacking sequence of laminated composite to be developed is shown in Figure 2. Here, weight of the Kevlar fabric is 16 ± 1 g, weight of Kenaf fabric is 22 ± 2 g for each fabric layer of dimension 300 mm*300 mm and weight of matrix is 300 ± 10 g for laminated composite. A good composite must have less than 1% voids, whereas a poorly made composite can have up to 5% voids content [28]. The percentage of void content found in the laminates L1 to L5 was in the range of 1.2 to 1.45. The volume fraction of the laminated composites calculated by using rule of mixture. Density of the fabric and resin used for calculation is as shown in Table 3 where Wkv is Kevlar weight fraction, Wkf is Kenaf weight fraction and Wm is matrix weight fraction. The description of laminates to be produced is given in Table 4.

Stacking sequence of hybrid laminated composite (L1 to L5).
Weight percentage for laminated composite.

Sequential arrangement of fabric layer for laminated composite.

Kf: Kenaf fabric; Kv: Kevlar fabric.
Laminates were prepared using hand layup method followed by autoclave curing process. The mold was prepared to a dimension of 300 mm*300 mm, a mold releasing agent was sprayed on to the mold for easy retrieval of laminate. Primarily, the fabric was cut into 300 mm*300 mm, Polyester resin was poured over the fabric where 2% by weight, 100 g of Polyester resin, and 2 g of MEKP hardener was used as matrix mixture. The resin was applied gently by using brush or roller on to the fabric and care was taken not to disturb the fabric during the process. The reinforcement Kevlar and Kenaf was placed according to the sequence given in L1, L2, L3, L4, and L5. A nominal weight of 10 kg was kept on the laminate for 2 h for the resin to evenly spread over the laminated composite. The vacuum bagging was used to create pressure to unite laminas. The laminas stacked together with resin were then placed in autoclave machine where pressure of 7 bar and temperature of 130°C was maintained for 30 min. The laminates then were taken out from autoclave and cooled to room temperature for 24 h. Entire fabrication process was carried out in India glass fiber company, Bangalore. Finally, the laminates were cut into different shapes to prepare samples for different tests as per ASTM standards. Figure 3 shows the actual process of fabrication of laminated composites.
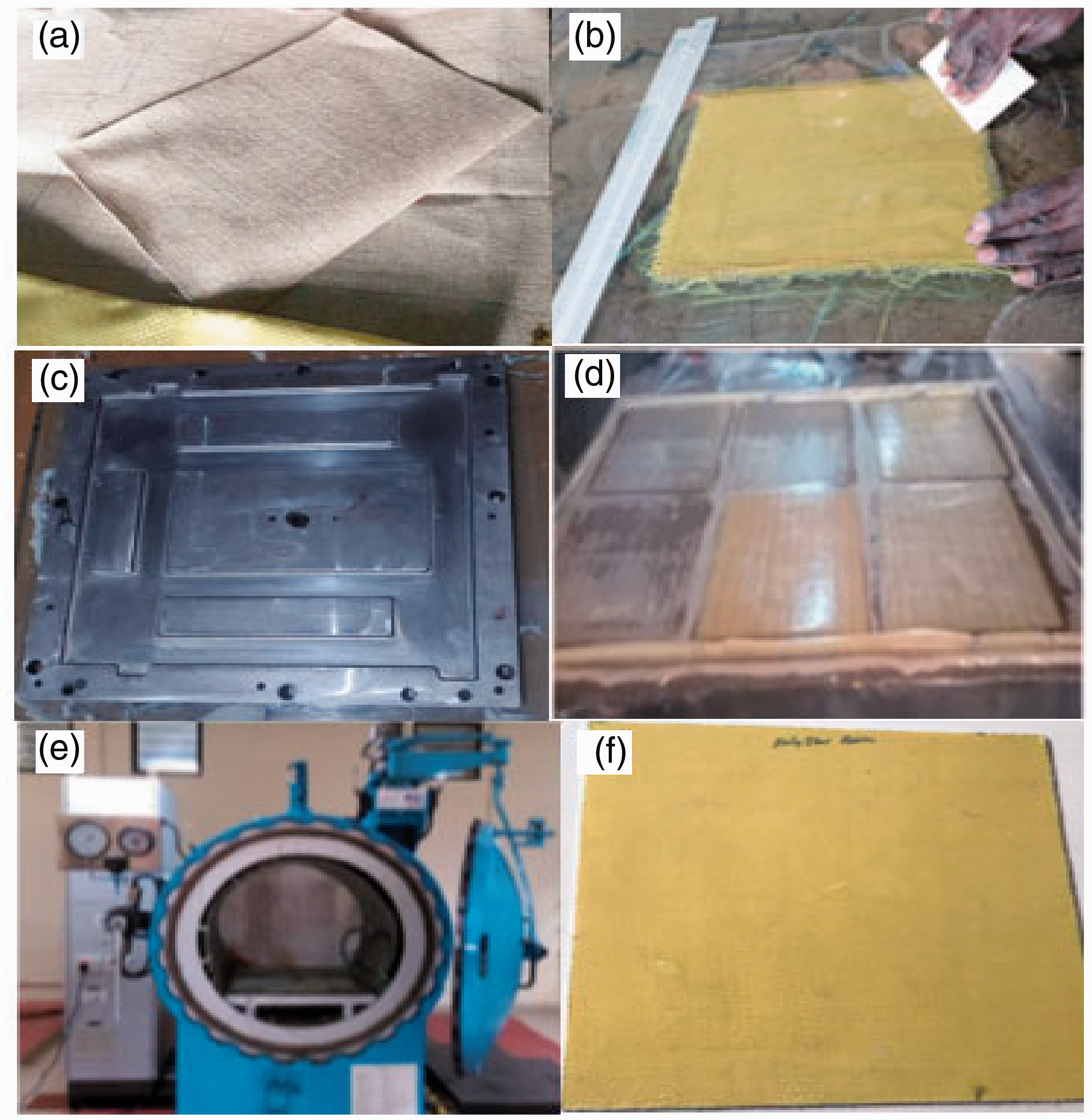
Steps followed during fabrication process (a) Cutting fabric (b) Sealing tape &Resin layup (c) Load applied on laminate (d) Vacuum bagging of laminate (e) autoclave curing (f) final laminate after curing.
Mechanical properties
Tensile test
The specimen for Tensile test was prepared as per ASTM D638 as shown in Figure 4. The tensile test was conducted using Universal Testing Machine (UTM), Instron 8872 with 25 KN load cell capacity and cross head speed of 3 mm/min. tensile load was applied to gauge length until fracture occurs. The tensile force and deformation were recorded in the computer which is integrated with UTM. Ten trails were performed and average value of tensile strength and modulus was recorded.

ASTM D638 (Dog Bone shape) Tensile test specimen.
Flexural test
The Flexural specimen was prepared as per ASTM D790 as shown in Figure 5. The test was conducted using Instron 3382 machine with cross head speed of 3 mm/min. Ten trails were conducted on each specimen type and average value was recorded.

ASTM D790, Flexural test specimen.
Impact test
The Impact (Izod) test specimen was prepared according to ASTM D256 as shown in Figure 6. Test was carried out in an Impact Testing Machine and readings were recorded. Ten trails of test were conducted and the average value of impact strength was recorded.

ASTM D256, Impact test specimen.
Hardness test
The Micro Vickers hardness test was conducted on the specimen in order to find out laminate hardness. The specimen was prepared as per ASTM 2583 as shown in Figure 7. The test was conducted at 5 N load condition and results were tabulated accordingly. The test was carried out at room temperature; the machine was equipped with diamond square pyramid indenter of angle 136° at the tip.

ASTM 2583, Hardness test specimen.
The sample specimen of each laminates cut according to ASTM standards for tensile test, flexural test, hardness test and impact test is as shown in Figure 8.

Sample specimens cut according to ASTM for testing Tensile, flexural, hardness and impact property of the laminate.
Microstructures study of fractured surfaces
The morphological study in terms of microstructures, internal cracks and internal structure of the fractured surfaces of the fractured samples were studied by employing a TESCAN-VEGA3 LMU scanning electron microscope (SEM). It’s a flexible high resolution scanning electron microscope with three modes of operation with resolution of 3.0 nm at 30 kV gold particle separation on a carbon substrate and magnification of from a minimum of 12x to greater than 100,000 x. The tested samples were taken for observing the microstructures of the laminated composite. Before taking microstructures, a thin film of gold was coated onto the surface of the specimens in order to enhance the conductivity of the samples. The optical microscopic images were obtained for indented surface of the laminate which was captured by using an Olympus BX53M Upright Metallurgical microscope with a magnification of 50X–1000x offering superior picture quality and resolution of indented surface.
Results and discussion
Effect of stacking on tensile property
The influence of stacking and orientation of Kevlar/Kenaf/Polyester hybrid laminated composite for tensile property is discussed. The results for tensile strength and tensile modulus (Young’s modulus) for different laminates (L1 to L5) are plotted as shown in Figure 9(a) and elongation at break is shown in Figure 9(b). From the plot it is observed that pure Kevlar stacked laminate L1 showed maximum tensile strength of 309.85 MPa, which is due to aromatic stacking interaction between adjacent strands of the fibers which resist elongation for applied load, whereas pure Kenaf laminate L2 showed the minimal strength 67.55 MPa due to low strain compatible of the fibers. In order to improve the property of the Kenaf fiber, hybridization of Kenaf and Kevlar was followed for 3 laminates (L3, L4 and L5) which helped in finding out the best stacking combination by comparing the values obtained. From the graph it is observed that laminate L3 (102.85 MPa) and L5 (116.19 MPa) showed low tensile strength and modulus when compared with L4 (135.6 MPa) laminate. Tensile strength is always influenced by the fiber strength and modulus [11]. The increased value in tensile strength and modulus of L4 laminate is due to use of more Kevlar fabric layer, in which Kevlar fibers are stronger, stiffer, and high strain compatible when compared to Kenaf fibers. Tensile strength is always stronger in the longitudinal and transverse direction of the fiber, where L5 showed lesser results when fabric oriented to an angle. Twill weaved Kenaf fabric is rigid with reduced crimp thus providing strength to the laminate, other laminates L3 and L5 showed lesser value to the tensile load applied. Figure 10 shows the SEM images of fractured surfaces of tensile specimens. From L1 SEM images, it can be clearly viewed that fewer fibers are broken, instead of fibers pulled out which interprets to relative bonding between fiber and the matrix material. L2 and L3 images show the combination of pulling and broken fibers in which the percentage of pulling fibers is more than broken fibers giving lesser tensile strength. The L4 and L5 images also show the combination of pulling and broken fibers in which the percentage of pulling fibers is lesser than broken fibers giving comparatively more tensile strength. The results obtained in this work are in agreement with the work conducted on Kenaf fiber by Khalid et al. [29] and Mohd Suhairil Meon [30] where in the twill woven Kenaf fiber was fabricated and the mechanical properties were tested at different orientations They showed that change in orientation can produce highest mechanical strength on twill weaved Kenaf laminated composite, because of which the Laminate L5 showed good results than L3 but lesser than L4 in which stacking of Kevlar fiber plays a major role in strength of laminate.

(a) Tensile strength and modulus properties plotted for different laminate sequence (b) Elongation at break % for different laminate sequence.
SEM images-fractured tensile test specimens different laminate sequence (L1 to L5).
Effect of stacking on flexural property
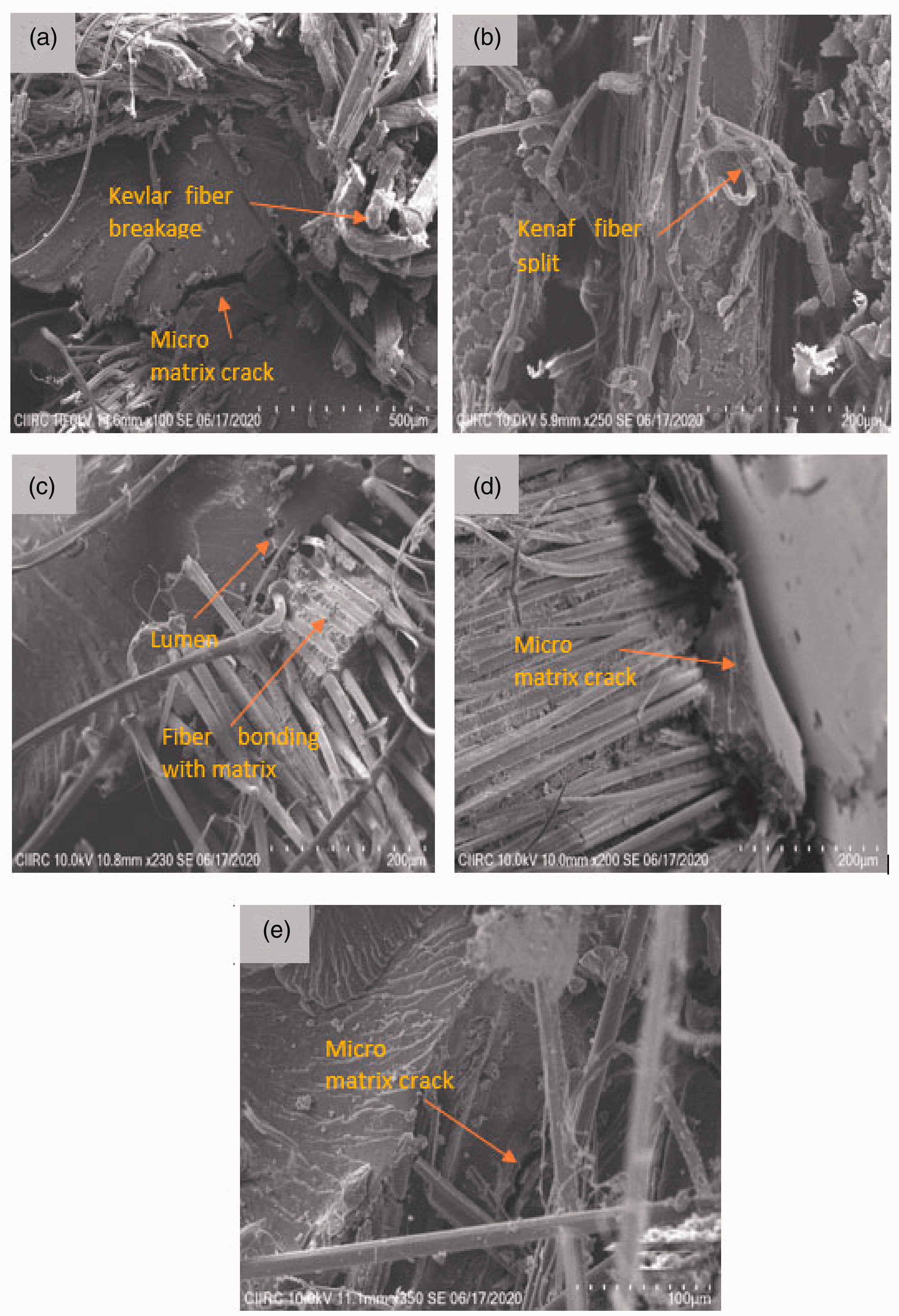
The stacking and orientation of Kevlar/Kenaf/Polyester hybrid laminated composite for flexural property is discussed. Results for different laminate sequence (L1 to L5) is plotted as shown in Figure 11. From the plot it can be observed that pure Kevlar stacked laminate L1 showed minimal flexural strength of 771.5 MPa and modulus when the bending load is applied on to the laminate it fails due to its long plastic deformation range. Kenaf stacked laminate L2 also has minimal flexural strength of 630.84 MPa which may have undergone stress by load on its low density fibers in wrap direction also agglomeration of natural fibers. Amongst the laminates L1 to L5, hybrid laminated composite L3 to L5 showed the optimum result for flexural strength and modulus. In the hybrid laminated composite, an increase of strength approximately 34% from 750.43 to 2160 MPa in L3 to L5 is where the twill weaved Kenaf fabric rigidness with reduced crimp provided strength to the Laminate, also stacking of Kenaf fabric helped in building cohesive force between the fibers, Kenaf fabrics were also oriented at ±45° which added the strength to the laminate, hence Laminate L5 showed maximum the strength among the hybrid laminated composite. Figure 12 shows SEM image of laminates L1 to L5 where it has excellent bonding with reinforcements, orientation of fibers contributes in increased strength of the laminated composite and also shows that Kenaf fiber has excellently played the role as reinforcement, and extracted good mechanical properties with matrix and laminated composite resulting in constant distribution of stress throughout the material.

Flexural strength and modulus properties plotted for different laminate sequence.
SEM image of Flexural test for different laminate sequence (L1 to L5).
Effect of stacking on impact property
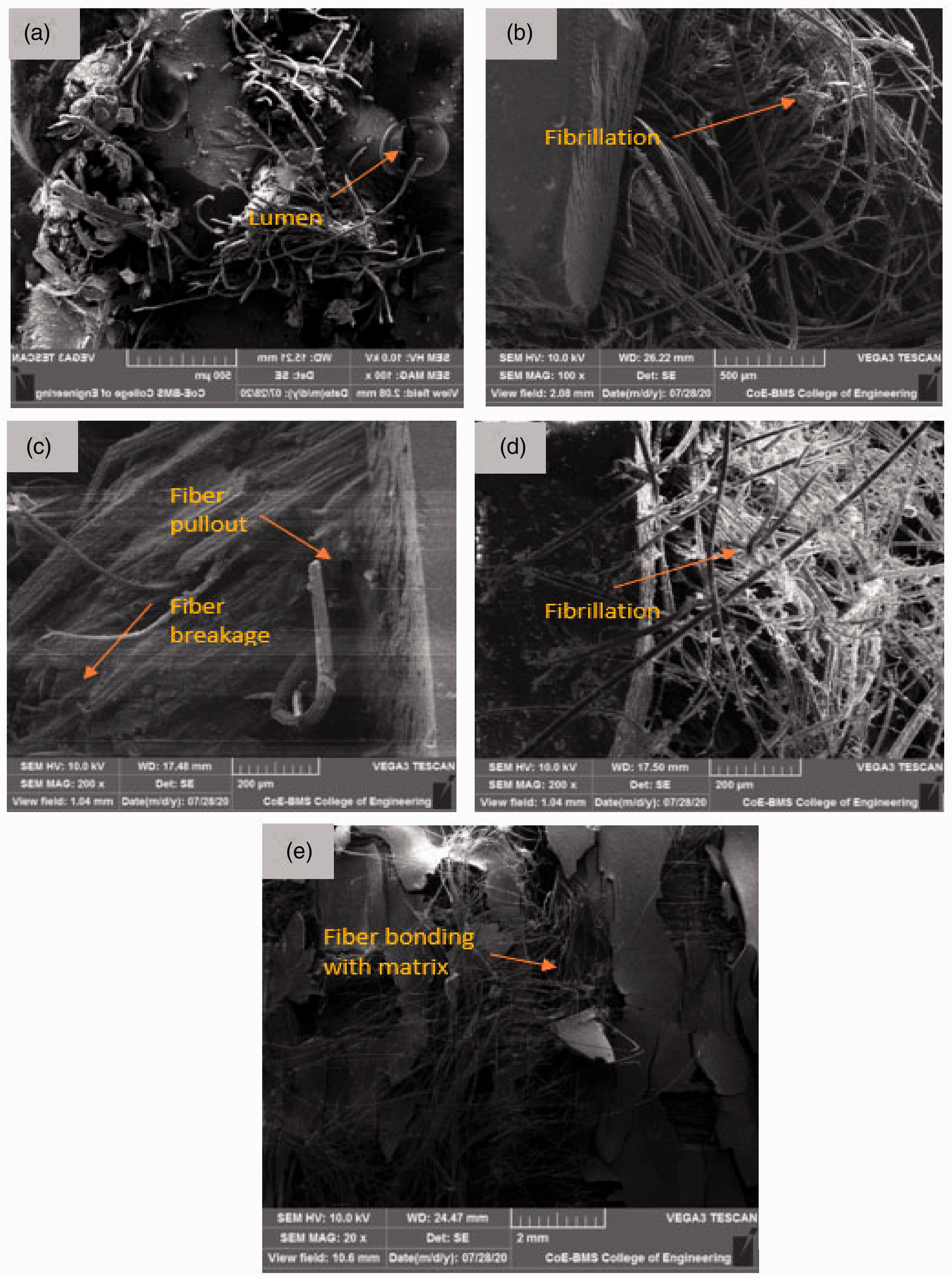
The impact (izod) test was conducted, values obtained for the laminates L1 to L5and their behavior is plotted in graph as shown in Figure 13. The impact strength is more in hybrid laminate L5 (3075 J/m) in which Kenaf fabric is introduced in between the Kevlar layers, where the orientation of Kenaf fabric played a major role in observing the energy impacted on the laminate, also increased Kenaf fabric content increased the impact strength of the laminated composite as cited in Shanmugam and Thiruchitrambalam [31]. The variation of data obtained in Laminate L3 and L4 could be due to poor interfacial adhesion between the Kenaf, Kevlar and the matrix leading to lower impact strength compared to L5 laminate. The bonding of Kenaf, Kevlar and Polyester resin contributed to the increase impact strength of the L5 laminate. Upon keen observation of results, we can conclude that orientation of Kenaf fabric also adversely enhanced the impact strength because of void fractions, sudden impact, and mechanics of the sliding behavior of the laminates. From Figure 14, the SEM image of Laminate L1 to L5 provides more of bonding with Kenaf fibers, less matrix cracking, fewer voids and fewer fiber pullout which contributes to absorbing more energy and leads to more toughness, also adding better tensile, flexural property to the laminated composite. The best resulted laminate L5 can be suggested in the application of automobile sector where fascia material can be replaced with the hybrid laminate (L5).

Impact (Izod) strength property plotted for different laminate sequence.

SEM image of Impact test for different laminate sequence (L1 to L5).
Effect of stacking on hardness property
The experimental results for hardness test were obtained for 5 N load condition and graph is plotted as shown in Figure 15. Vickers micro hardness test was conducted in order to find out hardness of laminates, three trials were carried out for each sample and the average hardness number was noted. The Maximum indentation was obtained for L2 laminate which recorded a value of 68.44 VHN, this is due to restricted indentation on specimen because of strong adhesion between the fibers and the matrix which does not allow the penetration due to load into the specimen. The indentation of Laminates L1 to L5 is as shown in Figure 16 and the optical microscopic image after indentation is shown in Figure 16. The hybridization effect also influenced the resistance for load applied. Among the hybrid laminated composite, L5 with a value of 61.5 VHN recorded maximum value when compared with L3 and L4 laminate, this is because of good load resisting capability, and interfacial bonding between matrix and fabrics especially Kenaf, which is very close to the strength of pure Kenaf laminate as observed from Figure 17. It is also observed that there is no much difference in values obtained for hybrid laminated composite. Figure 18 shows the graphical abstract for the research work carried out for hybridization.

Hardness property for different laminate sequence for 5 N load.

Indentation images of different laminate (L1 to L5).

Optical Microscopic images after indentation.

The hybridisation effect studied for twill kenaf/kevlar reinforced polyester composites is depicted graphically.
Conclusion
The research focused on creating a new set of laminates, experimentation was carried out to evaluate the mechanical properties of Kevlar/Kenaf/Polyester hybrid composite, taking into account factors such as fabric stacking layer by layer and fiber orientation. The hybridization effect showed improvement in tensile (24%), flexural (34%), impact (46%), and hardness (14%) property of the laminates. When compared to other hybrid laminates (L3 to L5), L5 laminate offers an average improvement of 33% in overall mechanical property, as well as cost effectiveness and environmental protection. Where Kevlar fabrics make up the majority of the L4 laminate hence showed an improvement in tensile strength. High-tensile-strength laminate L4 can be used in aerospace (turbine blades, flaps) and automotive (bumpers).
The mechanical properties of hybrid Kevlar/Kenaf/Polyester composites were found to be greatly influenced by the stacking, twill weave of Kenaf, which has better wet out and drape than the plain weave. Because of the reduced crimp, the fabric possessed slightly better mechanical properties than the plain or any other weave pattern as observed by SEM images. Overall the performance of hybridizing of Kevlar/Kenaf/Polyester laminated composite was found to be having high potential application and can also be suggested for the usage in automobile (Frontal fascia, Fenders, Instrument panel, Bumper beam etc.) and Marine (surf board, Deck, Hull etc.) industry applications.
Footnotes
Acknowledgements
The authors like to acknowledge R&D center, Vijaya Vittala Institute of Technology, B M S Institute of Technology, Bangalore and Center for Incubation, Innovation, Research and Consultancy for providing Testing facility, also would like to thank Indian Glass Fiber Products, Malur for providing fabrication facility to develop laminated composites.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.