
Abstract
Development of new hybrid laminated composites of Kevlar-29 (K-29)/banana fiber (Musa acuminata) mats to meet future demand for fiber reinforced polymer (FRP) composites has been investigated. The different ply-stacking sequenced Kevlar (K)/natural (N) banana reinforced epoxy polymeric hybrid composite samples were designated as KN1, KN2, KN3, KN4, KN5 and KN6, in addition to NN7 and KK8 for single or non-hybrid FRP (control) composite samples. The ply-stacking effects on mechanical properties of all the laminated composite were investigated. The maximum tensile, flexural, impact and interlaminar shear strengths (ILSS) were obtained with sample KN4, because of the stacking of its Kevlar and natural banana mats, which was K2/N4/K2 of 8 layers and different from other stacking sequences. The percentage improvements on tensile strength of sample KN4 when compared with other hybrid composite samples KN1, KN2, KN3, KN5 and KN6 were 6.3, 4.4, 3.6, 13.1 and 11.3%, respectively. While, same optimum sample KN4 recorded highest flexural strength among hybrid samples with percentage improvements of 122.19, 70.97, 31.03 and 83.68% when compared with other hybrid samples KN2, KN3, KN5 and KN6, respectively. Similar trend of results was obtained for their tensile and flexural moduli. But, both hybrid composite samples KN3 and KN4 recorded higher impact strengths of 3.0 and 2.8 J, respectively, when compared with other hybrid counterparts. The tensile and flexural strengths of sample KN4 were 147.48 and 223.69 MPa, respectively. The tensile properties of various theoretical model were compared with experimental values.
Keywords
Introduction
Fiber reinforced polymer (FRP) composite laminates have been widely used for automobile parts, household appliances and aircraft components.1–3 The use of FRP composite laminates has been increasing significantly in several fields to meet the design and functional requirements. The synthetic FRP composites have been used in the aforementioned industries. However, they possess high manufacturing costs, non-biodegradability, and high toxicity levels, making them environmentally unfriendly and relatively unsafe for human health. For product development in the last two decades, natural fibers and their woven mats are widely used to further reduce the weight of products with ease of handling during manufacturing stage. 4 Different natural fibers have been combined with synthetic fibers to prepare hybrid laminated composites, which reduce the overall weight of products. Despite of many works that have been done on synthetic, natural FRP, synthetic-natural and synthetic-synthetic FRP hybrid composites for lower and higher load bearing applications,2,5–7 there are still needs for further studies on synthetic-natural FRP hybrid composites.
Moving forward, the pairing effects of aramid and glass fiber fabrics reinforced with carbon fiber fabric hybrid composites did not show significant difference in their mechanical properties. The carbon fiber fabric was laminated commonly between two laminates of glass and aramid fibers in the hybrid composite systems. Both tensile and flexural properties of the hybrid composites were obtained among other properties of carbon, aramid and glass fiber fabric reinforced composites. Fabric delamination was observed at outer surface rather than inner layer and it was observed higher with carbon/glass than carbon/aramid fiber fabrics hybrid composites. 8 Jute,9–11 sisal,12,13 flax,14–16 hemp 15 and pineapple leaf 13 fibers were reinforced in short and woven mat forms of glass fiber to prepare natural/glass fibers hybrid composites. The impact properties of the hybrid composites were varied with the weight contents of their natural and glass fibers. Impact damage on the fabric laminated composites were predicted by two approaches: overall size of the impact damaged area and appearance of first matrix crack that propagated to produce delamination of the laminates. Matrix cracking, delamination, fiber-matrix debonding and fiber fracture were initiated together during impact test of all the laminated composites.9,10,12,14,17 Pineapple leaf fiber (PALF)/woven glass fiber fabric reinforced polyester composite exhibited maximum tensile and flexural properties at 25% total fiber contents with 8.6% of glass fiber. Addition of glass fiber in sisal fiber hybrid composites increased the mechanical properties and produced maximum properties at 8.5% of glass fiber content. Also, alkaline treated sisal fiber in hybrid composites showed higher strength than untreated, cyanoethylation and acetylation treated fiber composites. This was attributed to the higher interfacial bonding between the fiber and matrix. 13
Besides, enhancement of the compatibility between sisal/glass fibers in polypropylene (PP) hybrid composites was achieved by grafting the maleic anhydride in PP (MAPP). Hence, it improved the mechanical properties. 18 The addition of chalk powder in sisal/glass fiber hybrid composites gradually reduced the interfacial bonding and consequently reduced their tensile and flexural strengths. 19 Presence of bidirectional woven glass fabric in sisal fiber reinforced epoxy composite showed uniform tensile strength in all directions. 20 An increased glass fiber content in woven jute/bidirectional glass fiber woven fabric reinforced polyester composites caused a decrease in their impact energy absorption. Composite samples with thickness of 6.1 mm, 17.1% of jute fiber weight fraction and 25.2% of glass weight fraction recorded better impact properties at maximum peak load. 21 The post-impact damage was analyzed for 14 layers of E-glass fiber fabric with 4 layers of jute fiber fabric in hybrid composites, an increase in the post-impact energy decreased the acoustic emission stress. 22 Sisal-jute fiber isothalic polyester composite showed higher impact and tensile strengths than both jute-glass fiber and sisal-jute-glass fibers isothalic polyester composites. 23 Similar trend was observed with jute-glass fiber epoxy composites, when glass fiber bidirectional woven fabric was used as a skin material. 20 The impact strength of plant (jute fiber plane fabric)-glass fibers reinforced polymer hybrid composites depended on their fiber contents. 24 The tensile and flexural properties of synthetic fiber composites increased by decreasing the weight content of palmyra, 25 coir, 26 bamboo 27 and roystonearegia 28 fibers.
Furthermore, roselle/sisal fiber reinforced polyester hybrid composites recorded maximum tensile and flexural strengths at fiber length of 150 mm. 29 The sisal-oil palm fibers aligned at longitudinal direction have showed higher mechanical properties rather than transverse direction. The addition of resorcinol-hexamethylenetetramine in rubber composites improved their rubber-fiber interfacial adhesion. 30 The tensile strength and hardness of sisal/oil palm fiber reinforced rubber composites were observed higher in 4% of sodium hydroxide (NaOH) treated fibers. 31 Sisal and coir fibers were randomly oriented in unsaturated polyester composite and it exhibited maximum tensile and flexural strengths at fibers length of 20 mm. 32 Alkali treated coir fiber reinforced silk fiber polyester hybrid composites improved the adhesion between coir and matrix, due to the removal of hemicellulose, moisture content from the coir fiber, and also offered better surface roughness on the coir fibers, which increased the bonding area between the fiber and matrix. 33 The woven jute fiber fabric has been used as core and/or skin material of oil palm empty fruit bunch fiber (OPEFB) hybrid epoxy composites, which showed higher tensile and flexural properties with layer pattern of jute-OPEFB-jute fibers. 34 Both tensile strength and modulus were higher for the OPEFB-jute fiber epoxy hybrid composites with relative fiber ratio of 1:4. An increase in jute fiber ratio of the hybrid composites significantly increased their tensile properties. 35
In addition, snake grass/banana fiber reinforced polyester hybrid composite exhibited higher tensile and flexural properties than snake grass/coir fiber counterpart. This was attributed to the higher moisture content of the coir fiber than that of banana and snake grass fibers. 36 The mechanical properties of hybrid and single fiber composites were defined by laminating sequence, fiber strength, matrix strength and rule of mixture. Reduction in ultimate load caused delamination of the laminates and eventually, catastrophic broken of glass, carbon and natural fibers.37–40 The 40% weight fraction of kenaf/bamboo fiber mat reinforced composites were examined with relative weight factions of 70:30, 50:50 and 70:70 for both fibers. The composites with relative weight fraction of 50:50 showed highest flexural and impact strengths. 41 Glass and jute fibers fabric epoxy composites depicted higher tensile strengths of approximately 80 MPa, due to the presence of outer ply of glass fiber mats, and hardness of 80 HRL. 42 Jute, hemp and flax fiber fabric composites showed maximum tensile properties with jute/hemp/flax fabric stacking sequence, because of the higher strengths of both hemp and flax fiber fabrics. 43 Mechanical properties of glass fiber fabric and coir fiber reinforced epoxy composites were purely based on number of glass fiber fabric present in the composite systems. 44 Hybrid composites have showed higher mechanical properties than single fiber composites 45 and laminating sequence have varied the impact load of the composites. 46
Based on the afore-reported studies, it was evident that work on Kevlar-29/banana (K-29/banana) fiber woven mats reinforced epoxy hybrid composite has not been investigated for a medium load bearing application. Hence, the aim of this work was to develop a new hybrid composite with K-29 and banana fiber mats for a medium load bearing application. Also, it will meet the future ever-increasing demand for FRP composites. The main objectives is to use the K-29 and banana fiber woven mats to prepare the hybrid epoxy composite laminates and their mechanical properties are studied by varying the layering sequence of the woven mats. Importantly, banana fiber mat was selected, because it is abundantly available, especially in southern part of India. The fiber mat has been traditionally used for various textile products, such as sleep and foot mats as well as window shelter, among other applications. The K-29 mat is one of the synthetic fiber mats, which is less harmful to living things, when compared with glass and carbon fibers. Therefore, these two fibers mats were selected for the new FRP hybrid composite development. After fabrication, different experimental tests were carried out on their mechanical properties: tensile, flexural, impact and interlaminar shear strengths (ILSS) and their mechanisms of stress transverse were elucidated. Also, results obtained from their various mechanical responses were compared with that of existing similar hybrid composite materials for further improvement.
Materials and methods
Kevlar-29/natural banana fiber fabric and bonding material
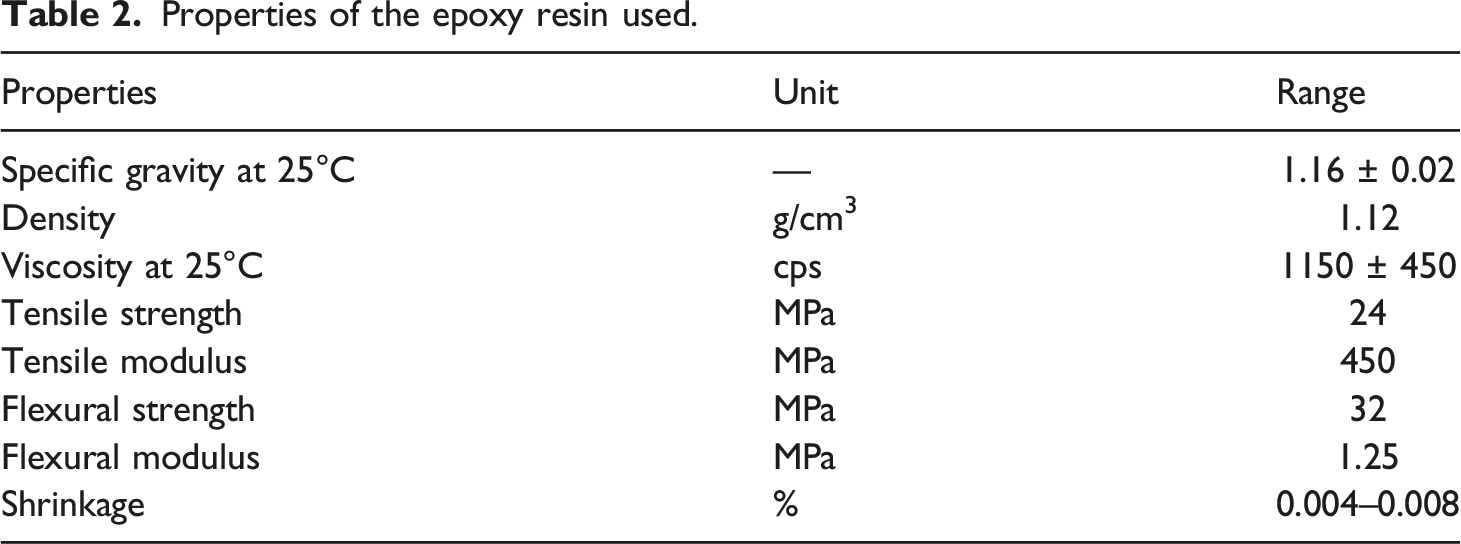
Kevlar-29 fabric47,48 woven mat purchased from KR fiber industry, Bangalore, India. The long Kevlar mat was cut into small pieces of 250 mm length and 200 mm width for composite preparation, as shown in Figure 1(a). A banana fiber woven mat was prepared by using hand-weaving machine at Sri Achu fibers, Erode, Tamil Nadu, India. The long banana fiber mat was cut into small pieces with dimension of 250 × 200 mm during composite preparation (Figure 1(b)). The total working width of 0.5–1.0 m was used. The number of treadles was 8. Wrap and cloth roller were 250 cm long with diameter of 100 mm. It has one beater hand-tree with two heddles. The physico-mechanical properties of the fibers and their mats are shown in Table 1. The epoxy binding material with hardener was purchased from the Covai Senu Industry, Coimbatore, India and its properties are shown in Table 2. (a) Kevlar, (b) banana fiber woven mats, (c) stacking sequences for K-29/banana woven mats for hybrid samples KN1-KN6 and control or non-hybrid composite samples KK8 and NN7 and (d) Stacking of mats. Properties of the fibers and mats used. Properties of the epoxy resin used.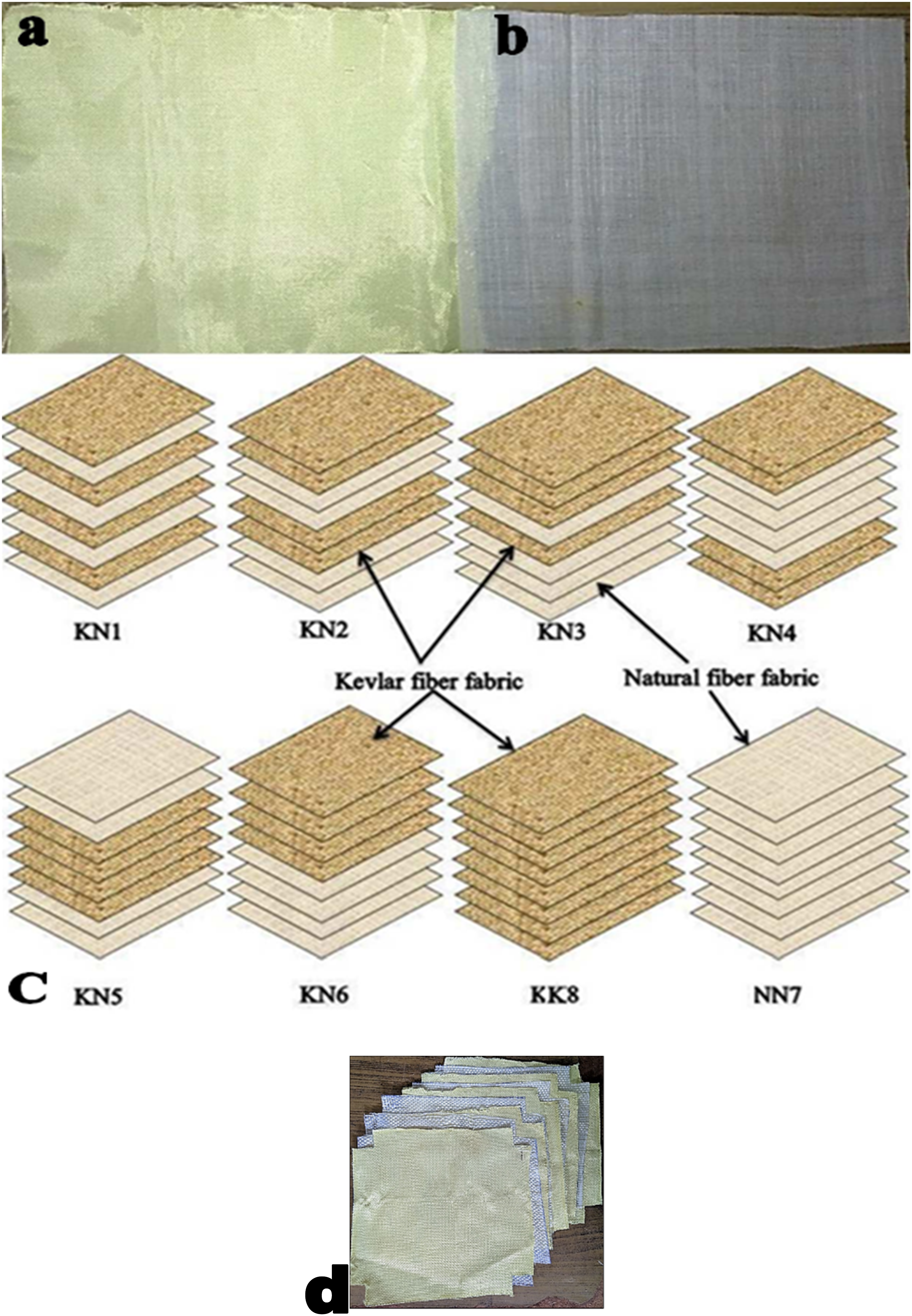

Preparation of hybrid composites
The hybrid composites were prepared by using simple hand lay-up method, followed by compression molding process, with various ply-stacking sequences of Kevlar (K) and natural (N) banana fiber mats. The ply-stacking pairing sequences were designated as KN1, KN2, KN3, KN4, KN5, KN6, NN7 and KK8, as previously illustrated in Figure 1(c). The epoxy and hardener were mixed in ratio of 10:1. Initially, the releasing agent of liquefied polyvinylchloride (PVC) was coated on internal surfaces of mold, which aided easy removal of the composites. Both banana and Kevlar woven fabric mats were wetted in epoxy with hardener solution. According to ply-stacking sequences, the layer-by-layer wetted mats were placed on the steel mold cavity, as shown in Figure 1(c). Then, the closed mold was kept in a hydraulic press under pressure of 10 kg/cm2 for 24 h at atmospheric temperature. During lamination on mold, the spring roller was used to roll on each lamina to remove air bubbles in the resin. Also, it ensured uniform distribution of the resin, maintained uniform thickness of the composite and avoided the wrinkle formation in each lamina. Finally, the solidified composite was taken from the mold with size of 250 × 200 × 3 mm and post cured in a hot air woven for 4 h at 80°C. The total weight fraction of the fibers was 45%, then Kevlar and banana fiber weight fractions were 33 and 17%, respectively.
Mechanical properties
Mechanical behaviors of the prepared hybrid composite samples were obtained, using various appropriate American society for testing and materials (ASTM) standards. Five identical samples were tested for each experiment, as subsequently discussed.
Tensile test
The tensile properties were determined in accordance with the ASTM D 638 standard, constant rectangular cross-section. The test samples were machined to obtained standard size of 165 × 13 × 3 mm. The gauge length was 50 mm. The universal tensile testing machine of DTRX-30 kN model from Deepakpoly-Plast Pvt. Ltd. was used to perform the tensile test. It has a cross head speed of 2 mm/min and a maximum load cell of 25 kN. The maximum cross head travel was allowed for a complete fracture of each sample. Mechanical properties, such as tensile strength, elastic modulus, load and elongation at break of the composites were obtained from the experiments.
Flexural test
Flexural properties were obtained according to the ASTM D 790 standard.13,16 Sample size of 48 × 13 × 3 mm (Figure 2) was machined with span-to-depth ratio of 16:1, which was associated with high-strength reinforced composite laminates. The flexural testing machine of same DTRX-5 kN model from Deepak poly-Plast Pvt. Ltd was used to perform the flexural test. It has a cross head speed of 2 mm/min and a maximum load cell of 5 kN. The maximum cross head travel was set-up to 20 mm. Flexural test samples of K-29/banana woven mat hybrid composites.
Interlaminar shear strength test
Short beam shear test was directly used through bending test to study the ILSS of the laminated hybrid composite beams in accordance with the ASTM D 2344 standard. 49 The sample size was 15 × 12.7 × 3 mm with span length-to-depth ratio of 5:1 for high-strength reinforced composite laminates. The flexural testing machine of same DTRX-5 kN model from Deepak poly-Plast Pvt. Ltd was used to perform the ILSS test. It has a crosshead speed of 1.3 mm/min and a maximum load cell of 500 N.
Impact test
Izod impact strength was measured according to the ASTM D 256 standard and sample size of 64 × 12.7 × 3 mm was used (Figure 3). The impact testing machine of IZOD TESTC-R model from same Deepakpoly-Plast Pvt. Ltd was used to perform the impact strength. The accuracy of the machine was 0.01 J and maximum measuring range was up to 25 J. Before testing, manually operated notch cutter was used to make the V notch on the samples for impact testing. Impact test samples of K-29/banana woven mat hybrid composites.
Scanning electron microscopy
The microstructural failures and fractures of the composite samples were analyzed, using cross section analyze method through scanning electron microscopy (SEM), available in Tamil Nadu Agricultural University (TNAU), Tamil Nadu, India. The following specifications were used during image scanning: resolution of 3.0 nm (Acc V 15 kV and WD 8–9 mm), magnification of 50–500×) and electron gun accelerating voltage of 0.5–30 kV.
Theoretical models
Parallel and series models were used to predict the tensile strengths and moduli of the composites, using different relationships. Figure 4 shows the directions of strength and modulus for various theoretical models.
50
A schematic representation of various theoretical models used.
Parallel model was used to find the stress in the composite along fiber direction,
50
as expressed in equations (1) and (2).

Series model was used to determine the stress in the composite perpendicular to the fiber direction,
50
as presented in equations (3) and (4).

Hirsch’s model is a hybrid model of merged parallel and series models. It was similarly used, as presented in equations (5) and (6).

4 Results and discussion
Tensile behaviors of the hybrid and control FRP composites
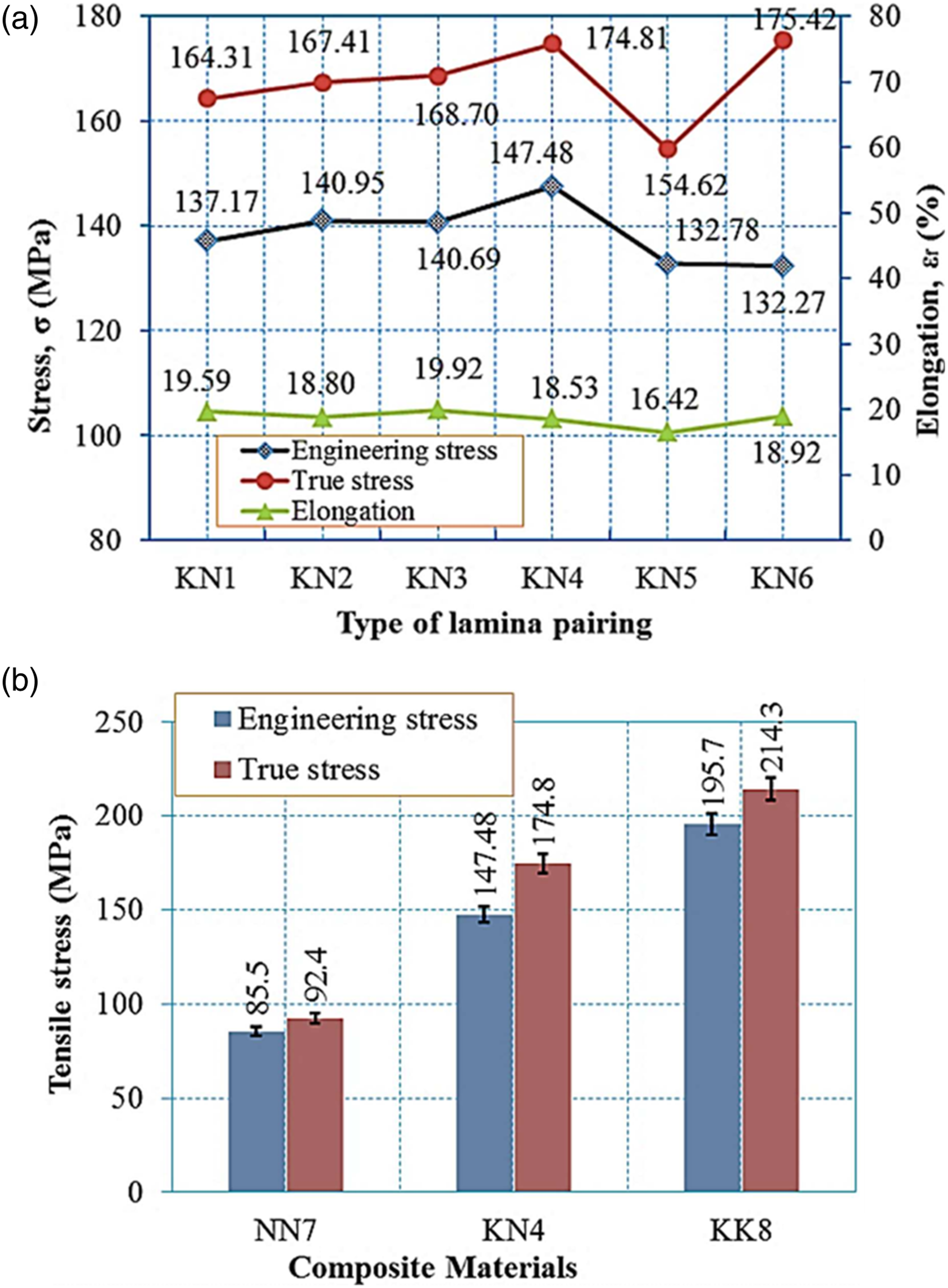
The tensile test results of K-29/banana fiber mat reinforced hybrid composites are presented in Figure 5, 6 and 7. Figure 5 shows typical tensile stress-strain curves of hybrid composites and control composites. It was observed that the tensile stresses of all the composites were gradually increased, and linear elastic behavior was observed for all the composites against axial tensile strain.
8
The stress-strain behaviors of the six hybrid composites were intermediately between that of samples NN7 and KK8, with single natural banana and synthetic Kevlar fiber mats only, respectively. Observing that the curves of hybrid composites were biased towards KK8, the tensile behaviors of sample KN4 appeared to be affected by the types of laying sequences. The curve of composite laminate sample KK8 showed a rougher and higher stress-strain behavior than the combined effect of banana and Kevlar hybrid composite laminate samples. This can be attributed to the higher toughness of Kevlar fiber (KF)
8
compared with banana fiber. But, the pure banana mat laminate (sample NN7) showed smooth stress-strain behaviors than the KK8, due to the lower toughness property of banana fiber. Kevlar-type hybrid composites showed more elongation than banana-type. Due to difference in mechanical properties of Kevlar and banana fibers-type, a large difference in their properties was observed from their hybrid composites. This suggested that the incorporation of banana fiber mat to KF mat in epoxy composites dominated the stress field, due to a lower strength and rigidity of banana fiber. In other words, the addition of KF mat to banana fiber mat in epoxy composites dominated the stress-strain behaviors, due to higher strength and rigidity of KF. However, addition of natural fiber (NF) with synthetic fiber showed a comparatively lower tensile strength than the pure or single synthetic fiber reinforced composites.
23
Engineering tensile stress versus tensile strain curves of the various K-29/banana woven mat hybrid and control/non-hybrid composite samples. (a) Tensile properties of the various K-29/banana woven mat hybrid composites and (b) sample KN4 in comparison with control/non-hybrid composite samples HH7 and KK8. Elastic moduli of the various K-29/banana woven mat hybrid and control composite samples.

Moreover, it was observed from the curves of KN2, KN3, KN5 and KN6 hybrid composite samples that the climbing stress-strain curves showed a small drop in stress at a particular strain. This was attributed to earlier failure of NF laminas during experiment. From sample KN5 laminated hybrid composite curve, the drop in stress of 91.53 MPa at 0.0964 strain and stress of 106.37 MPa at 0.1143 strain occurred at two stages. The earlier failure of the NF laminas reduced the stress carrying capability of sample KN5 composite. Ultimately, this might have reduced the tensile stress of the composite. Also, sample KN2 hybrid composite exhibited a drop-down stress of 99.35 MPa at 0.1337 strain. The stress-strain curves of KN1, KN4 and KN6 hybrid composite samples did not show any drop-down stress. This can be traced to the even distribution of stress in all the laminas. Also, the presence of higher strength laminas (fabrics) at outside of the composites improved their tensile strengths.
Tensile and flexural properties of the hybrid composite sample in comparison with related hybrid composite counterparts.

FM: Flexural modulus; FS: Flexural strengthNF: Natural fiber; TS: Tensile strength; TM: Tensile modulus.
Linear fracture and mechanism of tensile stress transfer
Figure 8 depicts the macro-images of linear fracture of hybrid composites, while Figure 9 shows the schematic of contact mechanism of loading and unloading fiber surfaces subjected to a tensile load. In Figure 8, the developed linear fractures along loading direction were not uniform and occurred at same point. Observing that the perfect fracture zone of NF occurred with a group of fiber mat, delamination occurred between the different laminas. Images of the various tensile fractured hybrid composite samples. Contact mechanism of loading and unloading woven pattern fibers in matrix, subjected to the applied tensile load.

With fiber matrix composites, it was significantly evident that the fiber carried most of the load, since applied load was continuously transmitted to the fiber before fracture. 8 The fracture behavior and propagation of crack that delaminated the composite laminates were different for various ply-stacking composites. Delamination of NF laminas at NF and KF laminas at KF was not uniform, because both fiber strengths and fiber-matrix interfacial bonding areas were different. The propagation of cracks and delamination along the sample length at loading direction occurred very rapidly with hybrid composite sample KN1. It recorded longer length of delamination. Similar fracture and delamination occurred with composite samples KN2, KN3, KN5 and KN6. Figure 8 shows that during experiment, loading fibers were elongated and unloading fibers were subjected to bend, due to internal surface contact between the fibers and nature of woven design. The unloading fibers resisted the deformation of loading fibers. It was evident that the unloading fibers withstood little load through their contact surfaces. The volume of load carrying and transferring between the fibers through matrix and surfaces was increased significantly. Therefore, the tensile strength and modulus were higher when compared with other hybrid composite counterparts (Table 3).
Also, Figure 10 shows the internal micro-crack propagation and delamination of fiber mats in composite samples KN3 and KN4. Similar trend was concluded in the sisal/jute/glass FRP epoxy composites.
23
The NF pull-outs almost disappeared because the completed fracture occurred on NF mats rather than KF mats and better interfacial bonding between the NF and epoxy, the hydrophilic nature of NF, and the shear failure of NF at a single point. The KF zone showed that the fiber fracture disappeared uniformly and more fiber pull-outs seemingly occurred with random failure. This was the rationale behind delamination of KF laminas in the composite systems. Fiber breakage pattern was significantly showed on the fractured surfaces.
23
With sample KN4, the fracture zone of NF and KF laminas appeared at a certain region (Figure 8). Also, pairs of delamination occurred at fracture zone of NF and KF, respectively. Hence, the complete fracture occurred without fiber pull-outs at NF laminas with sample KN4 (Figure 10), fiber pull-outs and uneven fiber fracture occurred with KF laminas. It was observed that the applied load (stress) was transferred from low strength of NF lamina to higher strength laminas of KF, and it acted away from the center of the composite. The load transfer in terms of stress transfer is indicated later in Figure 11. There was no delamination between the pair of similar laminas. Also, the fracture surface on the KF mat was complex and its fiber broke in a very rough cutting pattern.
8
SEM images of the K-29/banana woven mat hybrid composite samples KN3 and KN4. Mechanisms of tensile stress transfer path in laminated structure of K-29/banana woven mat hybrid and control composite samples (Orange and blue colors represent K-29 and banana, respectively).

Figure 11 shows the mechanism of tensile stress distribution of both laminas. The low NF and high KF strength laminas were evidently indicated in the composites. The stress or load transfer from center of the sample is shown as straight line in both single FRP composite samples NN7 and KK8. This indicated uniform distribution of stress in the entire composites, because the total thickness of the composite was laminated by single fiber laminas. The indicated stress line at lower position in sample NN7 showed its lower stress distribution, and at upper position in sample KK8 depicted its higher stress distribution. Conversely, the lower and higher position lines were combined to from curved shape line (zig-zag line) in the hybrid composite samples. This established the fact that the hybrid composite samples contained two different fiber mats with various layering patterns, showing various stress distribution lines or curves, due to the strengths of the mats.
Among all the stress lines (Figure 11), stress of the hybrid composite sample KN4 started from center of the NF layers at lower position and it moved towards outward KF layers at higher position. Therefore, sample KN4 recorded more tensile strength than other hybrid composites. Also, growth of delamination along sample length was observed to be lower when compared with other hybrid composites, because stress was distributed very quickly towards outward layers. With other hybrid composites, the stress distribution was not uniform; the stress line was showed in a zig-zag manner. Hence, the strength of hybrid composite sample KN4 showed superior tensile properties when compared with other hybrid composite counterparts.
Flexural properties
Flexural properties were determined from the bending capability of hybrid composite laminates. Figure 12 shows three-point bending test design to analyze the flexural properties of all the hybrid composite laminates. Figure 13 depicts the different curves obtained when flexural loads were plotted against the flexural displacements of all the hybrid composite with different ply-stacking sequences. From the results obtained, it was observed that sample KN4 laminated hybrid composite produced higher flexural load against displacement before complete fracture occurred. This can be attributed to pairing effect of higher strength of KF mat lamina at top and bottom planes (as skin laminas) of the composite, which absorbed more bending load before fracture, and lower strength of banana (NF) mat laminas at middle plane (as core laminas). In addition, sample KN4 was stronger and stiffer than all other hybrid composites. The bending fracture zone of the laminated hybrid composite sample 4 was evident, as showed in the curves (Figure 13). After displacement of 7.52 mm, there was a complete rupture of the sample.
23
Hybrid composite samples KN1, KN2, KN3, KN5 and KN6 exhibited lower flexural loads and displacements, because these composites experienced preliminary bending fracture of laminate (Figure 13), when compared with sample KN4. The final fracture showed at higher displacement with lowest flexural load. This can be attributed to the stacking of lower strength laminas at skin. Also, the lower strength laminas might have completely fractured under a lower displacement and consequently, unable to carry lower flexural load. Three-point bending test set-up. Flexural load versus displacement curves of the various K-29/banana woven mat hybrid composite samples.
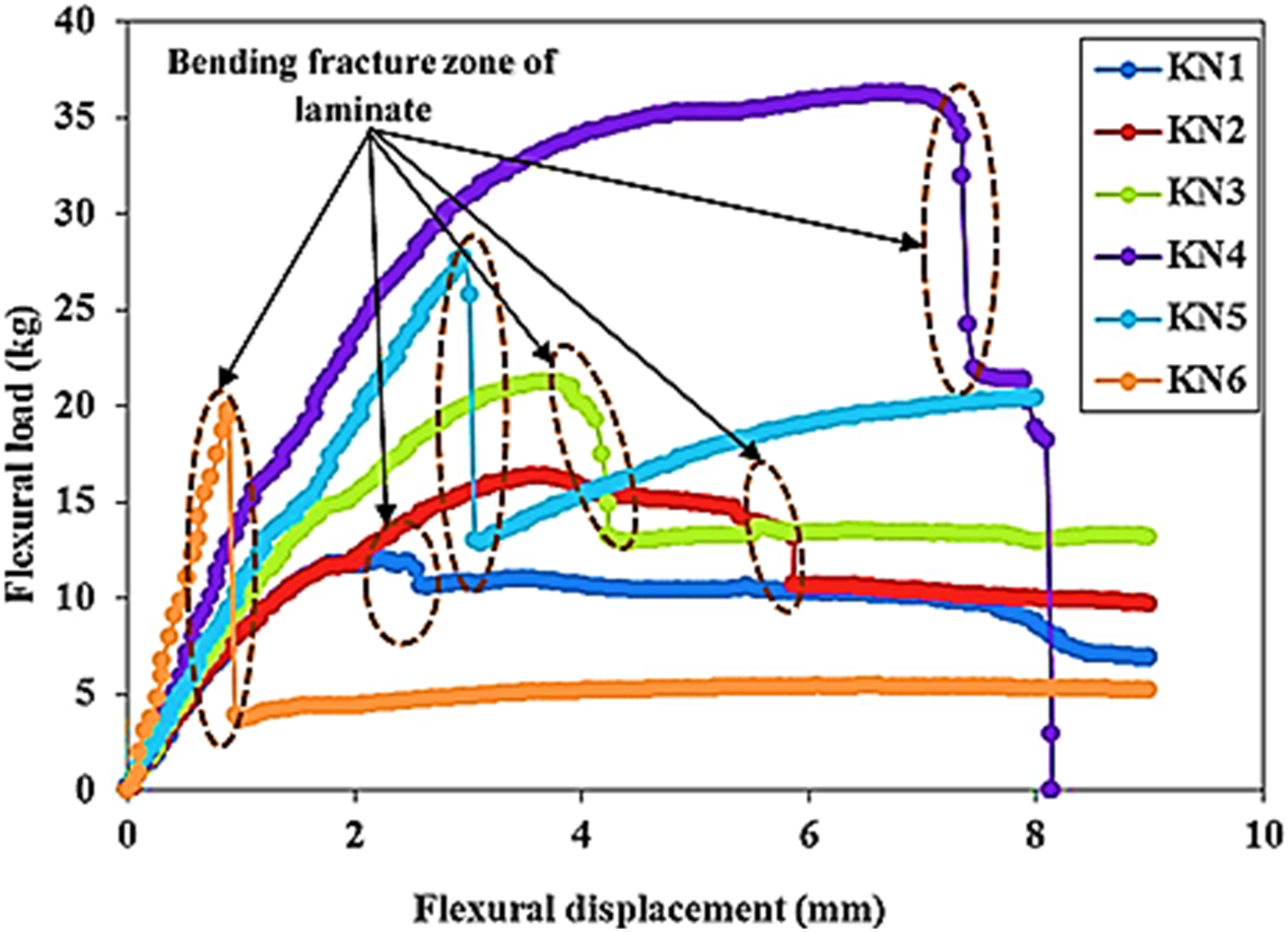
Figure 14 shows the flexural strengths and moduli of the various hybrid and non-hybrid composites. KF/epoxy (KK8) and NF/epoxy (NN7) non-hybrid composites were compared with other hybrid composite samples. It was observed that hybrid composite sample KN4 recorded the highest flexural strength and modulus when compared with other hybrid composites only, but non-hybrid composite sample KK8 had highest flexural properties among all the eight hybrid and non-hybrid composite samples. The maximum flexural properties of sample KK8 were greater than that of non-hybrid composite sample NN7 (Figure 14). Hybridizing Kevlar and banana fiber mats produced intermediate properties of composite samples KK8 and NN7. Additionally, the obtained flexural properties of the hybrid composite sample KN4 were very close to that of non-hybrid composite sample KK8, because stacking sequence of sample KN4 laminas contributed to its flexural properties. Hence, the outer surfaces or skins (top and bottom planes) of the composite sample KN4 possessed a pair of Kevlar laminas, which experienced higher flexural strength and modulus. This significantly showed that presence of high strength laminas at skins showed better flexural properties. However, some hybrid composite samples showed improvements in their flexural properties after altering their ply-stacking sequences. The strength and modulus percentage differences between samples KN4 and KK8 as well as KN4 and NN7 were 13.57 and 73.47%, respectively. The flexural strength differences between sample KN4 and other similar hybrid composite samples KN2, KN3, KN5 and KN6 were 122.19, 70.97, 31.03 and 83.68%, respectively. Flexural strengths and moduli of the various K-29/banana woven mat hybrid composites in comparison with control or non-hybrid composite samples.
Interlaminar shear strengths
ILSS of K-29/banana fiber fabric mat hybrid composites were measured, using a short beam shear testing method, and it referred to the shear strength parallel to the plane of each laminate. The length-to-depth ratio of the beam has no effect on the shear strength. The maximum shear strength was denoted as ILSS of the composites. Based on interlaminar shear mode, the composite failed as a result of the formation of crack between the pair of laminas. Figure 15 shows the schematic of ILSS test. It was interesting to note that hybrid composite sample KN4 exhibited highest ILSS, when compared with other hybrid composites and sample NN7, as shown in Figure 16. This can be attributed to loss formation of interlaminar shear crack and more interfacial load transfer between fabrics by matrix. With hybrid composite sample KN1, Kevlar fabric was stacked under odd manner, which generated more micro-cracks between pair of different laminas (K-29/banana lamina), and the cracks reduced the shear strength between the laminas. Schematic representation of the short beam shear test for ILSS. ILSS of the various K-29/banana woven mat hybrid in comparison with control or non-hybrid composite samples.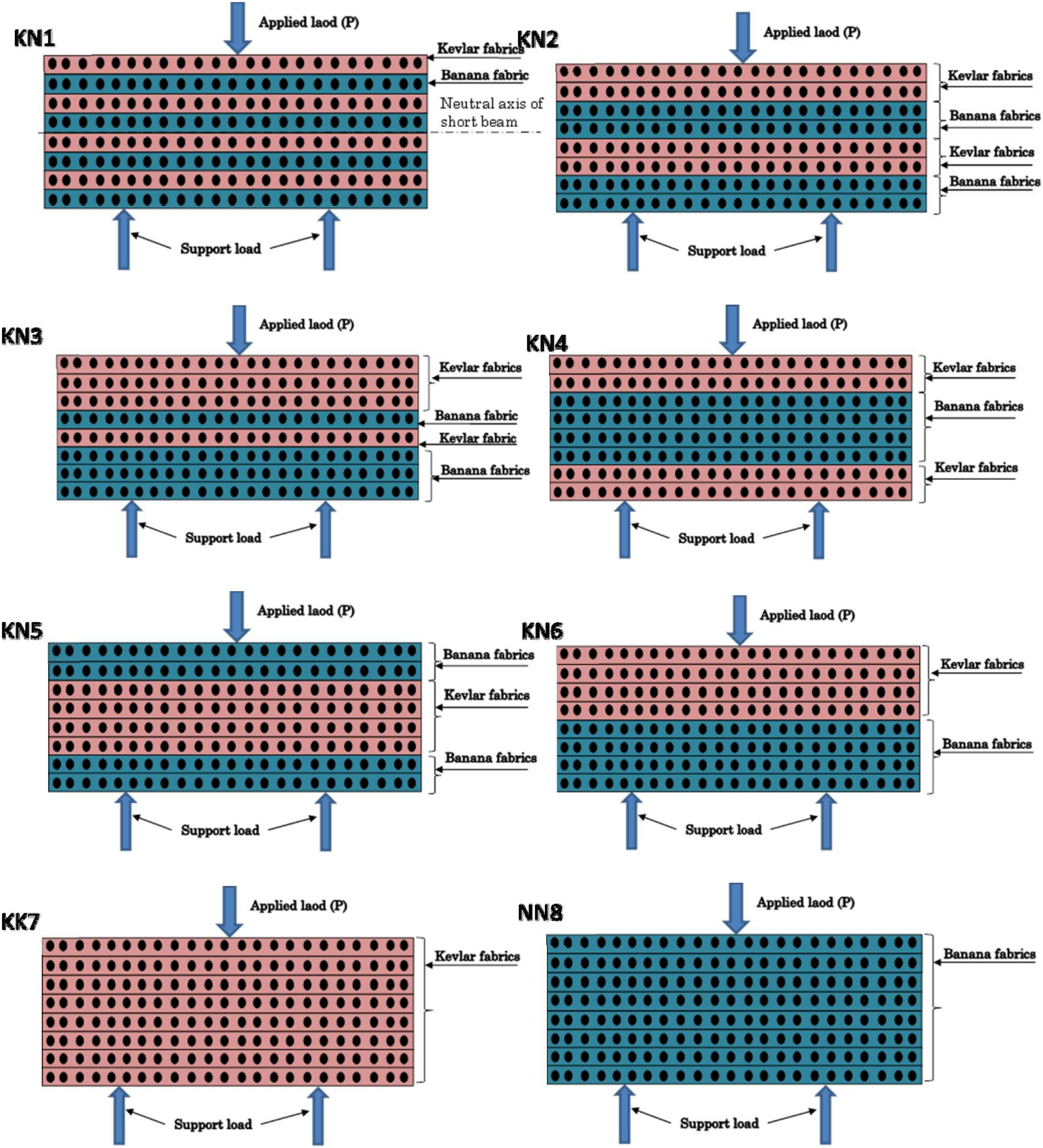

During the experiment, the vertical downward applied load, P was acting on the K-29 and two vertical supporting loads were acting on the banana fabric. According to beam bending theory, the compressive and tensile forces were experienced by K-29 and banana fabrics, respectively. Also, the initial bending occurred on Kevlar fabrics along with banana fabrics from top to bottom and second was on banana fabric along with Kevlar fabrics from bottom to top, which were led to propagation of more cracks between pair of laminas. This might have reduced the ILSS. With hybrid composite samples KN2 and KN3, the supporting loads were acting on the pair of banana fabrics (Figure 16), which generated more cracks at the interfaces of banana laminas. The rate of crack propagate at outer laminas was very quicker than the cracks generated at middle laminas. Then, the interfacial bonding between the fabrics (laminas) and matrix decreased when laminas were shearing. This led to less ILSS. Similarly, the vertical downward and supporting loads were acting on the pair of banana fabrics of the hybrid composite sample KN5. The composite absorbed lower bending load and hence, it generated more cracks at interfacial plane, which consequently caused a lower ILSS.
In addition, applied load acted on the set of Kevlar fabrics and supporting loads acted on the set of banana fabrics in hybrid composite sample KN6 (Figure 16). The cracks generated between the banana fabrics and pair of different laminas were observed to be more during the experiment. Nevertheless, upward and downward loads acted on the Kevlar fabrics of high strength lamina in hybrid composite sample KN4, which resisted the rate of crack propagation between pair of laminas and absorbed more vertical loads. Therefore, hybrid composite sample KN4 exhibited highest ILSS among hybrid composite samples and sample NN7, because all the laminas of sample NN7 were made up of natural banana fabrics. Significantly, it was observed that ILSS of sample KN4 was very close to that of control or non-hybrid composite sample KK8, due to the pairing effect of its ply-stacking sequence. The ILSS improvements between sample KN4 and other hybrid samples KN1, KN2, KN3, KN5 and KN6 were 202.59, 122.25, 70.90, 31.02 and 83.71%, respectively.
Impact properties
Impact strengths of all the various ply-stacking sequenced hybrid and non-hybrid/control composite laminate samples were obtained from drop tower impact Charpy tester. Samples NN7 and KK8 were tested for the purpose of comparison. The pendulum created impact force on the samples to absorb the impact energy. The maximum energy was determined from the potential difference between before and after tests. The impact toughness of the hybrid composite was calculated by dividing the absorbed energy by cross section area of the composite. Figure 17 shows the impact energies or strengths and toughness of all the hybrid and non-hybrid composite laminates. It was evidently observed that by changing the ply-stacking sequence, the hybrid composites recorded different impact energy and toughness results. Samples KN3 recorded maximum impact (strength and modulus) properties, followed by sample KN4 among hybrid composite samples. While non-hybrid or control composite sample KK8 exhibited higher impact properties when compared with similar sample NN7, including other hybrid samples. This can be attributed to the presence of stronger K-29 fabrics in sample KK8, as previously juxtaposed in Table 1. Sample NN7 recorded the lowest impact properties among hybrid and non-hybrid composite systems. Impact strengths (a) and toughness (b) of the various K-29/banana woven mat hybrid in comparison with non-hybrid or control composite samples and (c)fracture samples.
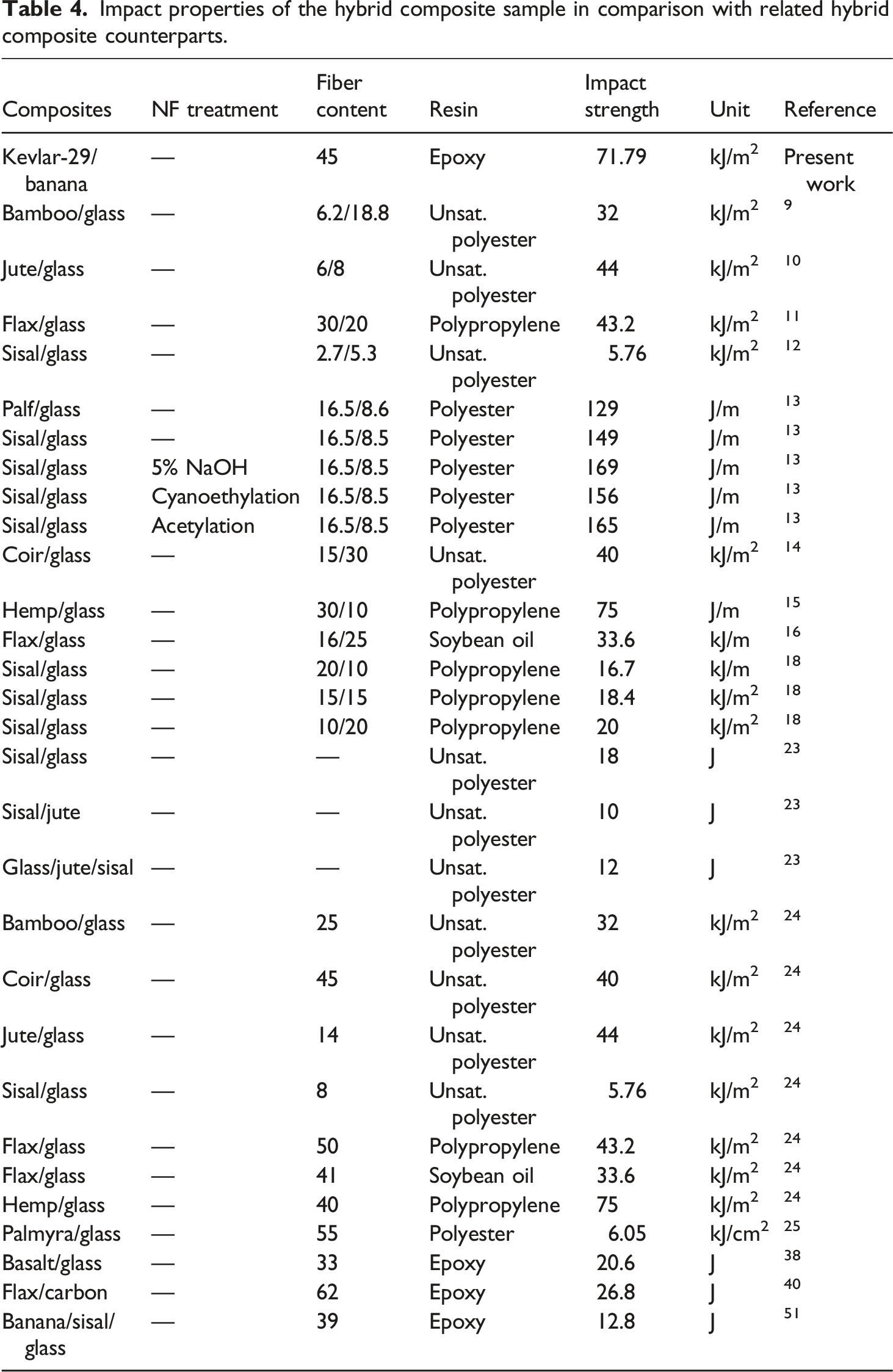
More also, the impact strengths of samples KN1, KN2, KN3, KN4, KN5, KN6, NN7 and KK8 were 2.30, 2.10, 3.00, 2.80, 2.60, 2.30, 0.87 and 4.35 J, respectively. Also, the impact toughness values of samples KN1, KN2, KN3, KN4, KN5, KN6, NN7 and KK8 were 58.97, 53.85, 76.92, 71.79, 66.67, 58.97, 22.31 and 111.54 kJ/m2, respectively. Sample KN2 showed the lowest impact behaviors among the hybrid composite samples, followed by sample KN1. While, sample NN7 recorded the smallest values of impact strength and toughness among both hybrid and non-hybrid composite laminate samples. In both samples KN1 and KN2, a lamina or pair of similar laminas de-bonded quicker along with near successive pairs of different laminas. When the machine tower impacted the samples, the lower strength laminas exhibited faster failure at entire samples. This showed lower impact strength and toughness. With samples KN3, KN4 and KN5, a pairs of higher strength laminas and lower strength laminas were reinforced at inside and outside of the samples. These groups of laminas absorbed higher impact energy when compared with KN1, KN2 and NN7 samples, due to slowly occurred debonding damage between different laminas.
In other words, from clear comparison between non-hybrid composites samples NN7 and KK8, it was observed that Kevlar-29 fiber woven mat recorded greater impact resistance performance by absorbing more impact energy than banana counterpart. This was exhibited in monolithic composite sample KK8 with maximum impact strength and toughness of 4.35 J and 111.54 KJ/m2 respectively, which were 5 times higher than that of sample NN7 with 0.87 J and 22.31 KJ/m2, respectively. Besides, considering impact damage on composite laminate as a combination effects of compressive, shear and tensile stresses at its impacted top, middle and back regions respectively, hence it was further evident from the best impact resistant hybrid composite sample KN3 system that its K3/NK/N3 design absorbed substantial compressive, shear and tensile stresses, respectively. Moreover, both samples KN4 and KN5 showed that symmetricity of their ply-stacking sequences influenced their competitive impact performances, when compared with sample KN3.
Impact properties of the hybrid composite sample in comparison with related hybrid composite counterparts.
Comparison of theoretical model and experimental values
The predicted tensile stresses and moduli, using various theoretical models and experimental values are shown in Figure 18. The obtained tensile stress and modulus from the parallel model were too high when compared with the experimental values obtained from sample KN4, but the values obtained from the series model were too low. This can be attributed to the higher fiber volume fraction of the hybrid composite.
50
Therefore, combination of parallel and series models, known as Hirsch’s model, produced acceptance level of tensile properties, because it considered both transfer and longitudinal directional stresses of the hybrid composite. Therefore, this model showed a good agreement with experimental tensile properties of continuous fibers reinforced polymer hybrid composites. Variation in theoretical model and experimental tensile properties of the hybrid composites.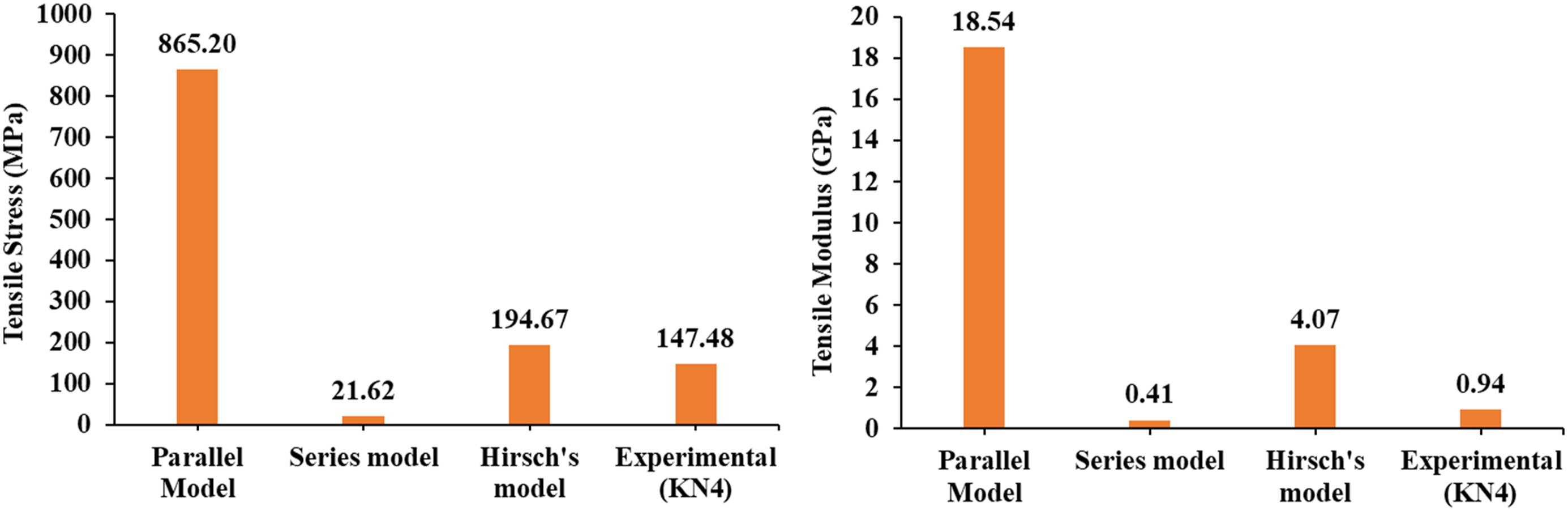
Conclusions
New K-29/banana fiber mats reinforced epoxy hybrid composite laminate samples, single/non-hybrid K-29 and banana fiber FRP counterparts have been developed, using hand lay-up and compression molding methods and the Mechanical properties were investigated. From the results obtained, the following concluding remarks were highlighted. The KF mat composites exhibited highest strengths (Tensile strength: 147.48 MPa) when compared with other hybrid composite counterparts. The lower strength of banana fiber mat composites can be attributed to the lower strength of their fibers. The composites with both low and high strength fibers have moderate strength when compared with both single fiber composite samples NN7 and KK8. The tensile stress-strain curves of hybrid composite were biased toward stacking sequence of laminas, indicating that the maximum tensile properties were obtained with optimum hybrid composite sample KN4. Its delamination was observed between NF and KF laminas; it was neither observed in NF lamina-NF lamina nor KF lamina-KF lamina. Therefore, the maximum tensile and flexural properties were observed with the same optimal sample KN4 when compared with other hybrid composite systems, as its stress transfer mechanism significantly showed the stress distribution. The experimental tensile stress and modulus of sample KN4 were 147.4800 MPa and 0.9428 GPa, respectively. Whereas, Hersch’s model produced 194.67 MPa and 4.10 GPa. The experimental flexural stress and modulus of sample KN4 were 223.69 MPa and 5.78 GPs, respectively. Also, the maximum ILSS and impact strength were observed with same optimum hybrid composite sample KN4, with a less delamination at the interface between K-29 and banana fiber mats. This can be attributed to the greater interfacial adhesion between the fiber and matrix. The consecutive accumulation of central banana layer resulted to a proportional increase in the mechanical properties. The experimental ILSS and impact strength of sample KN4 were 13.98 MPa and 2.80 J, respectively. Hence, sample KN4 depicted better mechanical properties when compared with other hybrid composite samples and previously reported works. In other words, the tensile, flexural and impact properties of our present work were better, when compared with several existing studies on similar hybrid composites, containing natural and synthetic fibers. The tensile properties obtained from Hirsch’s model were in good agreement with the experimental values of the hybrid composites. This model showed a better stress transfer between the fiber and matrix. The ply-stacking sequence of Kevlar/banana fiber mat was an important factor for obtaining the higher mechanical properties. The ply-stacking sequence of K2/N4/K2 exhibited higher mechanical properties than other stacking sequences. Hence, this stacking sequence was evidently more suitable for preparing the synthetic/natural fiber mat reinforced polymer hybrid composites.
Footnotes
Acknowledgements
The authors sincerely appreciate the Department of Mechanical Engineering, Kongu Engineering College, Erode, Tamilnadu, India for the preparation and testing of the composite samples in their laboratories/workshops. The authors acknowledge the funding from Researchers Supporting Project (RSP-2021/355), King Saud University, Riyadh, Saudi Arabia.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The KSU authors were financially supported by the Researchers Supporting Project (RSP-2021/355).
Data availability statement
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.