
Abstract
In this work the effect of stacking sequence of Carbon (C)/Glass (G) fibers and halloysites addition (1, 3 and 5 wt.%) on the mechanical and thermal properties of the hybrid composites were explored. The composite laminates were prepared by using Vacuum Assisted Resin Infusion Technique (VARIT). The outcomes disclosed that the hybrid composites having sequence of C2G3C2 (2-Carbon/3-Glass/2-Carbon layers) showed better overall properties. Moreover, the addition of halloysites enhanced the mechanical and thermal properties of the C2G3C2 hybrid composites. In particular, the hybrid composites added with 3 wt.% of halloysites showed higher overall properties among the other hybrid composites investigated. Finally, the morphological analysis was performed on the fractured surface of mechanical tested composites to study the failure mechanisms occurred. Based on the obtained results it can be concluded that the C2G3C2 hybrid composites added with 3 wt.% of halloysite could be a suitable alternative light weight material for automobile, aerospace and building structures.
Introduction
Nowadays the hybrid fiber reinforced composites are extensively used as structural components in aerospace, automotive, wind power sectors, railways and marine, where the heavy weight of conventional materials such as iron and steel etc., is posing as the major obstacle [1,2]. The concept of reinforcement hybridization has made it convenient to customize/tailor the materials according the market/end user requirements. Most importantly, the hybrid composites made up of glass and carbon fibers are superior in terms of strength and have less weight than the plain glass fiber incorporated composites [3,4]. Furthermore, the incorporation of glass fibers along with carbon fibers reduced the cost of the resulting hybrid composites without sacrificing the durability and strength.
Academicians, researchers, scientists and industries have been continuously working on enriching the mechanical properties of the hybrid composites to use it for wide variety of structural and engineering applications. The critical factors which influence the composite properties are type of reinforcements, stacking sequence of reinforcements, volume/weight fraction of reinforcements, type of polymers and type of fillers [5,6]. Dong and Davies [7] explored the flexural properties of carbon and glass fiber composites as a function of stacking sequences and concluded that the bending (flexural) property was stacking sequence dependent. Similarly, Monte Vidal et al. [8] from his findings concluded that the properties of glass fiber composites could be enhanced through hybridization by keeping the carbon fibers at the external (top and bottom) positions or by introducing different stacking sequence of reinforcements. In another work, Hung et al. [9] examined the impact response of carbon/glass hybrid composites having different sequence and concluded that better performance of hybrid composites could be obtained by placing the carbon fibers as top and bottom layers. In this way, some literatures reported about the improvement of mechanical properties using different stacking sequences [10–12]. Moreover, the processing technologies such as hand lay-up, compression molding, autoclave, pultrusion, resin transfer molding, filament winding etc., used for the fabrication of hybrid composites also affect its overall performance. Among these methods, autoclave produces high quality composites with good mechanical properties. However, this method is very expensive with low productivity. In contrast, the VARIT produce composites with similar characteristics like autoclaved composites at relatively low cost [13]. Furthermore, this method is best suitable to fabricate large size composites for marine, aerospace and wind turbine blade applications [14].
The aircraft industries are continuously working to enhance the structural and thermal properties of the hybrid composites [15]. In order to produce high performance hybrid composites the secondary nano-scale reinforcements are added in the hybrid composites [16,17]. In recent times, some research works reported the effect of nano fillers addition on mechanical and thermal properties of the hybrid composites. Doğan et al. [18] explored the mechanical properties of carbon/glass fiber incorporated hybrid composites added with different wt.% of graphene nanoplatelets. The results revealed that the mechanical properties enhanced after the addition of graphene nanoplatelets. However, degradation of properties was observed while increasing the weight content of nanoplatelets beyond the critical level. Similarly, the mechanical properties of nanoclay reinforced carbon/glass hybrid composites were evaluated by Oner et al. [19]. The outcomes disclosed that the addition of nanoclay enhanced the mechanical properties of the hybrid composites due to improved interactions between the reinforcements and matrix. Among various nanoparticles and nanoclays, halloysite is one of the naturally available green materials from natural deposits. These halloysites dispersed well in polymers such as polyethylene, polyvinylchloride, epoxy, polyamides, polysaccharides and chitosan. However, the loading efficiency of the halloysites is only 10-20% [20]. Lisuzzo et al. [21] assessed the effect of halloysite addition on thermo-mechanical properties of composites. The outcomes revealed that the tensile strength and thermal stability of the composites increased after the addition of halloysites. In another work, an improvement of flexural strength (17.94%) and modulus (11.42%) were observed for the nanoclay added composites [22].
After the detailed literature analysis, it was found that more investigations were carried out by varying the stacking sequences of the fibers and only few literatures reported the effect of nanoclay addition on mechanical and thermal properties of carbon/glass fiber reinforced hybrid composites and it needs to be explored more to suit it for wide variety of structural applications. To this aim, the effect of halloysite nanoclay addition on tensile, compression, flexural, impact, interlaminar shear strength, hardness and thermal properties were investigated in this work and the results were reported. Moreover, the stacking sequence was optimized prior to the addition of halloysites.
Materials and methods
Materials
The woven carbon with 200 gsm and 0°/90° orientation and glass fibers with 631 gsm and 0°/90° orientations (supplied by Saertex India Private Limited, Pune, India) were used as primary reinforcements, while halloysite nanoclay (supplied by the Sigma Aldrich, Bengaluru, India) was used as the secondary reinforcement material. The Epoxy resin LY 556 and its hardener HY 951 (supplied by M/s Covai Seenu & Company, Coimbatore, India) were mixed in the ratio of 10:1 as per the manufacturer’s specification and used as the matrix system for the development of hybrid composites. The properties of the reinforcements and matrix were given in Table 1.
Properties of reinforcements and matrix [23–25].

Fabrication of composites
In the present work the composite laminates were fabricated by using VARIT. For the investigation two categories of composites were fabricated: (i) hybrid composites with different stacking sequence (Figure 1), and (ii) composites added with different wt.% of halloysites. For the first case the matrix system was prepared by mixing the epoxy and its hardener in the ratio of 10:1, while for the second case the epoxy and halloysites (in different wt.%) was mixed using a high speed mechanical mixer for about 10 min and subsequently hardener was added [26]. For fabricating the laminates required number of carbon and glass fabrics of size of 350 mm x 350 mm was placed in the mold carefully. After that a sealant tape was fastened on the surface of the mold about 50 mm from the perimeter of the fiber layers. Then the resin supply tube was connected to the mold inlet and at the same time resin trap was connected in between the mold and vacuum system to collect the excess resin. Subsequently vacuum bag was placed over the mold and pressed against the sealant tape to make a vacuum tight system. Then the resin was made to flow towards the vacuum side and the inlet valve was closed when it reached the suction side, and allowed the composite laminate to get partial curing for about 24 h. After that the composite laminates were placed in the hot air oven and post curing was done at a temperature range of 140°C for 6 h. Finally, fully cured composite laminates were taken out from the oven and the samples were cut according to the ASTM using a diamond saw. The schematic of VARIT and steps followed for the fabrication of composite laminates were shown in Figures 2 and 3 respectively. Moreover, the production parameters for all composites produced were presented in Table 2.

Schematic diagram of the stacking sequence of the composite laminates.

Schematic of VARIT.

Steps followed for the fabrication of composite laminates: (a) sealing tape pasting, (b) reinforcement lay-up, (c) vacuum bag placing over the mold, (d) resin supply to the mold, (e) post-curing, and (f) fully cured composite laminate.
Production parameters of fabricated composites.

Tensile test
The tensile strength of the fabricated composite samples of size 250 mm × 25 mm ×3 mm were evaluated as per ASTM D 3039-76 standard. The test was conducted using 8801 – INSTRON Universal Testing Machine (UTM) having a load cell capacity of 100 kN. The gauge length was 150 mm and cross head speed of 2.5 mm/min was maintained throughout the test. Five samples were examined in each type and the mean value was reported as the tensile strength of the composite material.
Compression test
The compressive strength of the composites was evaluated as per ASTM D 3410 standard using the same UTM with a loading rate of 1 mm/min. The size of the sample was 140 mm × 12.7 mm × 3 mm. For each composite type, five samples were examined and the average is noted.
Flexural test
The same UTM with three-point bending attachments (Figure 4) was used to evaluate the flexural strength of the composites in accordance with ASTM D 790 standard. The sample size was 106 mm × 13 mm × 3 mm and the span length was 60 mm. The span to depth ratio of 20:1 and cross head speed of 1 mm/min was maintained throughout the experiments [1]. Five samples from each type were considered for flexural testing and the mean value was recorded as the flexural strength of the composites. The flexural strength (σF) of the composites was determined by using the given equation (1).

Details of three-point bending test.
Impact test
Izod impact tests were performed for the samples using INSTRON impact testing machine as per ASTM D 256 standard. The mass of the impact hammer was 1.3 kg and the striking rate during testing was 3.2 m/s. The composite samples of size 63.5 mm × 12.5 mm × 3 mm was considered for the investigation. For each type, five samples were tested and their mean value was presented.
Interlaminar shear strength
The interlaminar shear strength (ILSS) of the composites (of size 20 mm ×6.8 mm × 3 mm) has been evaluated according to ASTM D 2344 standard using the same UTM. A span to depth ratio of 4:1 and a cross head speed of 1 mm/min was maintained during the test. For each laminate, five samples were examined and the mean value was noted.
Morphological analysis
The morphological analysis was performed on the tested specimens to determine the actual failure mechanisms using Hitachi S 3500 scanning electron microscope with an accelerated voltage of 10 kV. All the fractured surfaces of the samples were coated with a thin layer of gold to avoid the accumulation of charges and to enhance the conductivity [27,28].
Thermal analysis
The thermal stability of the hybrid and nanoclay added composites was evaluated through thermogravimetric analysis (TGA) using Perkin Elmer - TGA Q50 V20.13 analyzer [29]. The sample of 10 g was placed in a platinum pan and tests were performed by varying the temperature from 25°C to 900°C with a heating rate of 10°C/min [30].
Results and discussion
Mechanical properties of hybrid composites
The mechanical properties of the fabricated hybrid composites were displayed in Figure 5. It was noticed that the mechanical properties were higher for pure carbon composites (C7) when related to the pure glass composites (G7). This could be due to the higher strength and stiffness of the carbon fibers [7]. The mechanical properties of the hybrid composite samples were found to be in between the G7 and C7 composites. Hung et al. [9] in his findings found that the hybrid composites with surface carbon layers would reduce the probability of damage in terms of damage size when compared to the hybrid composites with surface glass layers. In this study, the hybrid composite C2G3C2 has the highest tensile, compressive, flexural and ILSS properties due to the presence of surface carbon layers. However, a huge difference in impact strength was noted between the pure glass, hybrid and pure carbon composites i.e. the existence of glass fibers dominates the impact strength of the composites. This could be explained by taking in to the account that, the pure glass fiber composites or the hybrid composites with more glass fibers have higher deformation due to high strain of glass fibers than the carbon fibers [1]. This phenomenon helps the glass fiber dominated composites to absorb more energy before failure [31].

Mechanical properties of carbon/glass composites: effect of stacking sequence.
Finally, it is concluded that the C2G3C2 composites showed optimum performance among the composites investigated. Moreover, in the present study an effort was made to improve the properties of this composite further by adding halloysite nanoclay in different wt.% and the results were presented below.
Tensile strength of nanoclay added composites
The effect of halloysite addition on the tensile strength of hybrid composites was depicted in Figure 6. It was evident that the addition of halloysites increased the tensile strength of the hybrid composites indicating the reinforcing benefits of halloysite within hybrid composites. The addition of 3 wt.% of halloysites increased the tensile strength of C2G3C2 hybrid sample from 365.24 MPa to 433.1 MPa. Furthermore, the other nanoclay added composites also showed higher tensile strength than the nanoclay free composites. The increase in tensile strength of nanoclay incorporated composites could be attributed to the better dispersion of halloysites within the epoxy matrix and enhanced interfacial bonding. Similar findings were reported in the literatures [32,33]. Moreover, it was found that the tensile strength decreased when more content (5 wt.%) of halloysite were reinforced in the composites. This could be due to wide agglomeration of halloysite nanoclay in the composites [34]. In addition to this the higher content of halloysites may cause modifications in the morphology from exfoliated to intercalated structure which results in increased viscosity of the matrix system. Because of this increased viscosity, the micro bubbles were formed during the fabrication of composites which burst during curing process thereby the service life of the composites get reduce under tensile loading. Similar findings were reported in the literatures [35,36]. Thus, it can be concluded that the composites added with 3 wt.% of halloysite nanoclay offer better tensile strength.

Effect of halloysite content on the tensile strength of C2G3C2 composite.
Compression strength of nanoclay added composites
Figure 7 depicts the compressive strength of the nano free and nanoclay incorporated composites. The outcomes revealed that the addition on halloysite increased the compressive strength of the composites irrespective of the content when compared to the nano free composites. In particular, the composites added with 3 wt.% of halloysite show higher compressive strength of 299.81 MPa which was 10.5% higher than that of the nano free composites. This could be due to the unique strengthening effect of the halloysite nanoclay as mentioned in the literatures [37,38]. However, a slight decrease in the compressive strength was noticed for the composites added with 5 wt.% of nanoclay. This may be attributed to agglomeration of the nanoclay at a particular region which results in reduced stress transfer between the matrix and fibers led to failure of the composites. Thus, it can be concluded that the composite samples loaded with 3 wt.% of halloysite nanoclay performs better under compressive loading conditions.

Effect of halloysite content on the compression strength of C2G3C2 composite.
Flexural strength of nanoclay added composites
In order to further assess the reinforcing efficiency of the nanoclay, the flexural strength of the nano free and nanoclay added composites were investigated. From Figure 8, it was noted that the addition of halloysite up to 3 wt.% increased the flexural strength of C2G3C2 composites due to enhanced interactions between the reinforcements and the matrix [35]. In particular, the composites added with 3 wt.% of halloysite show highest flexural strength of 474.7 MPa, which was 11%, 3.4% and 2.5% higher than the nano free, 1 wt.% and 5 wt.% nano clay added composites respectively. A decrease in flexural strength for higher content of nanoclay attributed to its wide agglomeration which acts as a weaker portion and failure initiation region in the samples. Similar observations were reported for halloysite added epoxy and polypropylene composites [33,39]. Thus, it can be concluded that the 3 wt.% of halloysite appears to be the optimum content to enhance the flexural strength of the carbon/glass fiber based hybrid composites.
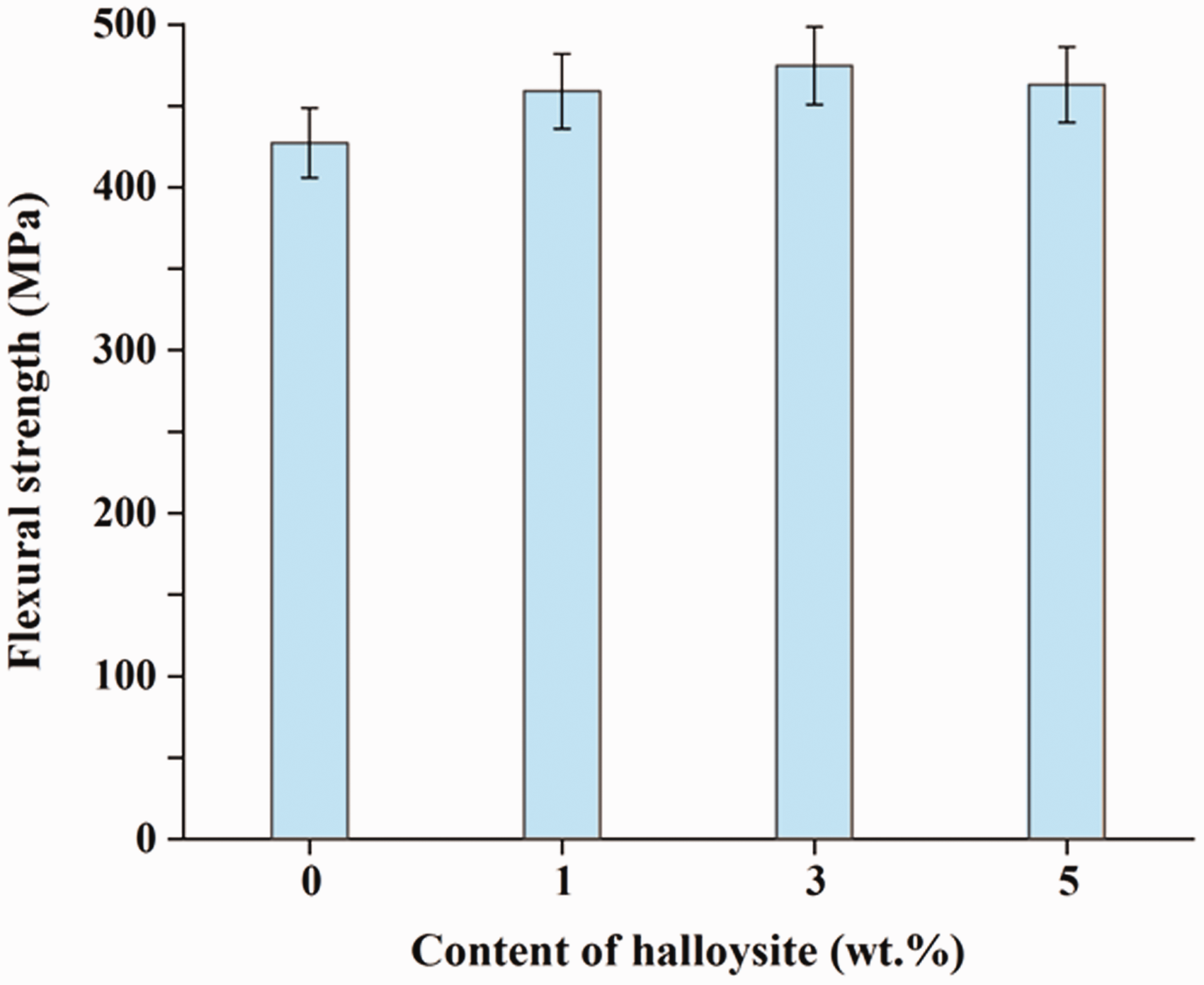
Effect of halloysite content on the flexural strength of C2G3C2 composite.
Impact strength of nanoclay added composites
The influence of halloysite addition on the Izod impact strength of composites was displayed in Figure 9. It was evident that the nanoclay added composites have higher impact strength than the nano free composite. This may be attributed to the improved interfacial bonding between the reinforcements and the epoxy matrix which helps to achieve higher strain rate (higher the strain rate higher will be the energy absorption during impact deformation). Moreover, the higher impact strength of the nanoclay incorporated samples was also due to the intrinsic toughening property of the halloysites [37]. In this work, the hybrid composites added with 3 wt.% of halloysite record highest impact strength of 114.1 kJ/m2 which was 8.1%, higher than that of the nano free composites.

Effect of halloysite content on impact strength of C2G3C2 composites.
Similar to the other mechanical properties the impact strength was also reduced when 5 wt.% of nanoclay was added to the composites. This could be due to the fact that higher content of nanoclay led to the development of aggregates, which acts as a stress concentrator in the composites, which initiates a brittle failure [32]. Thus, it can be concluded that the composites added with 3 wt.% of halloysite nanoclay absorb more energy during impact deformation due to higher strain rate possessed by this composite.
Inter laminar shear strength of nanoclay added composites
In the design of composite structures, the ILSS is considered as one of the important matrix dominated mechanical property. It is well known that the load applied on the composites is transferred from matrix to fiber through the interface. Therefore, the interfacial bonding between the reinforcement and matrix becomes critical and directly affects the strength and toughness of the composites. Hence, an improvement in ILSS of the composites has always been a major objective to use it for various structural applications having transverse load [40]. In this work an effort was made to increase the ILSS of glass/carbon hybrid composites by adding halloysite nanoclay at different weight proportions and the results were presented in Figure 10. It was observed that the ILSS increased with the addition of halloysite irrespective of its wt.%. Similar to all other mechanical properties investigated, the composites added with 3 wt.% of halloysite showed highest ILSS of 64.33 MPa which was 18.84% higher than the nano free composites. The factors that contribute to this improvement in ILSS are increased interfacial bonding and load transfer capability between the matrix and reinforcements. Moreover, the bridging between the matrix and reinforcements and improved adhesion between them enhanced the crosslinking density of the samples which was also responsible for higher ILSS of 3 wt.% nanoclay added composites. Furthermore, a decreasing trend in ILSS was observed for the composites added with 5 wt.% of halloysite. This could be due to the agglomeration of the halloysites in the composites and increased viscosity of the epoxy matrix which was impediment to dispersion [41]. Thus, it can be concluded that the improvement in cross linking density and optimal matrix viscosity were obtained by adding 3 wt.% of halloysite which results in higher ILSS.

Effect of halloysite content on the ILSS of C2G3C2 composite.
Morphological analysis
The fractured surface of the hybrid and nanoclay added composites were shown in Figure 11. The voids and delamination due to fiber pullouts was observed in C2G3C2 hybrid composites (Figure 11(a) and (b)). This shows the lesser interaction between the reinforcements and matrix because of clean fiber surfaces (i.e. mechanical interlocking capability and friction between the smooth surface reinforcements and matrix was poor). Therefore damage evolution occurs at the interface very earlier because of poor bonding between the constituents [42]. Thus, it can be concluded that the hybrid composites may fail because of the failure that happens at the interfacial region. However, in the case of halloysite added composites fiber breakage (Figure 11(c) and (d)) was noted which confirm the good interaction between the reinforcements and epoxy matrix. Hence, while loading the stress was completely transferred to the reinforcements and the failure initiates due to fiber breakage. Therefore, the nanoclay added composites uphold more load before failure results in improvement of performance of the material. The results obtained for nanoclay incorporated composites were also an evidence for enhanced interfacial bonding between the reinforcements and matrix.
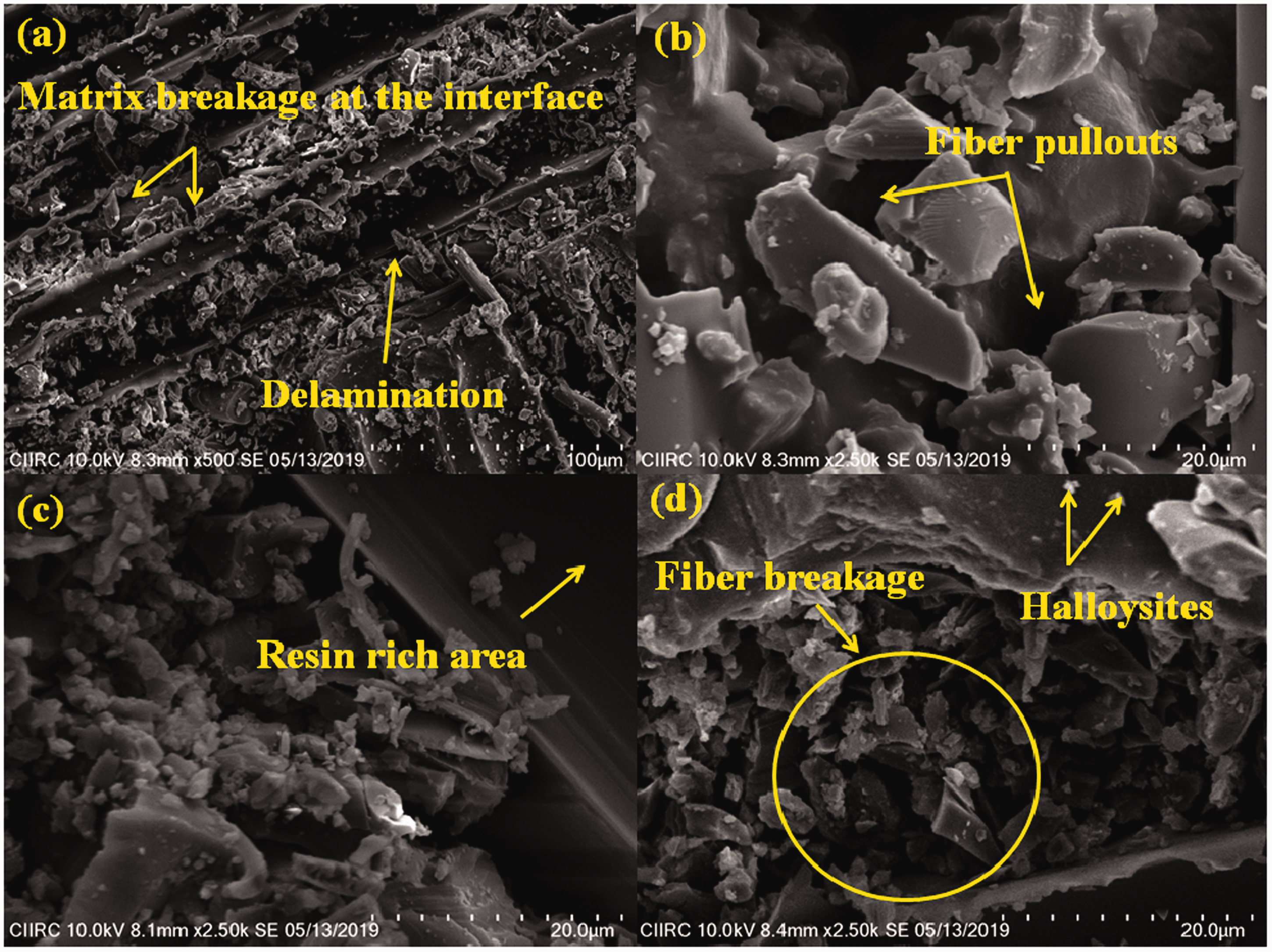
SEM images of C2G3C2 and nanoclay added composites.
Thermal analysis
The mechanical properties results displayed that the C2G3C2 composite has optimum properties. Therefore, for the sake of conciseness and difficulty in getting 10 g of samples from the carbon/glass hybrid composites, the C2G3C2 hybrid composite was only considered for the thermal analysis. In this analysis, the thermal stability of C2G3C2 and its nanoclay incorporated composites was evaluated in terms of weight loss and as a function of temperature (Figure 12). The first decomposition in the temperature range of 38°C to 205°C may be attributed to the vaporization of moisture content present in the composites while the second degradation may be related to the vaporization of epoxy matrix and its additives. It was noted that the second stage of decomposition would be the major one which occurred in the temperature range of 211°C to 764°C. The thermal stability of various samples investigated was presented in Table 3. It was noticed that the initial degradation temperature (IDT) of C2G3C2 hybrid composite (211°C) appears early when compared to the nanoclay added composites. This confirms that the nanoclay added composites have higher thermal stability than the C2G3C2 hybrid composites. The improvement in thermal stability of nanoclay added composites can be attributed to the strong interaction between the reinforcements and the matrix [43]. In particular, the composites incorporated with 3 wt% of halloysite have higher temperature (764°C) at maximum weight loss (Tmax). The maximum weight loss of this composite was found to be 51% which was 10.5%, 5.5% and 3.7% lesser than the hybrid, 1 wt.% and 5 wt.% halloysite added composites respectively. The lower weight loss of the nanoclay added composites was attributed to the restriction of molecular motion in the matrix [44]. Thus, it is concluded that the thermal stability of carbon/glass based hybrid composites could be enhanced by adding 3 wt.% of halloysite.

TGA curve of hybrid and nanoclay added composites.
Thermal stability of hybrid and nanoclay added composites.

Conclusions
The present investigation focuses on the effect of stacking sequence of carbon/glass fibers and halloysite addition on the tensile, compression, flexural, impact, ILSS and thermal properties of the hybrid composites. Based on the obtained experimental results, the following conclusions are drawn. The tensile, compressive, flexural and ILSS of C7 composites was found to higher than all other composites and at the same time G7 composites show lower performance. The properties of the hybrid composites were found to be in between the G7 and C7 composites because of the synergistic effect between the constituents. In particular the properties of C2G3C2 hybrid composite were observed to be nearer to C7 composites. The glass fiber influenced more on the impact properties of the composites due to its higher deformation behavior when compared to the carbon fibers. Especially, the G2C3G2 hybrid composites show higher impact strength than the other hybrid and C7 composites. The addition of halloysite nanoclay showed positive effect on the properties of the hybrid composites. In particular, the hybrid composites added with 3 wt.% of halloysite offer higher mechanical properties due to the influence of critical wt.% of halloysite. The morphological analysis revealed that the halloysite added composites have good interactions between the reinforcement and matrix. The predominant failure mechanism occurs in this case was fiber breakage. Similar to mechanical properties the thermal stability of the hybrid composites was also enhanced after the addition of halloysites. In particular, the hybrid composites reinforced with 3 wt.% of halloysite have higher degradation temperature with weight loss of 51%.
Overall, it can be concluded that the C2G3C2 composites added with 3 wt.% of halloysite could be suitable candidate for producing light weight structures for automobile, aerospace, marine and construction applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.