
Abstract
PVC coated fabric is a useful structural material mainly used as a roof material because of its lightweight, flexibility. However, the main issues of this PVC coated fabric product is that it is damaged such as tensile failure, peel, and tear when exposed to extreme environments such as strong rain and wind owing to its inferior mechanical properties. Various studies have been reported to improve the mechanical properties of PVC coated fabric, there have been no significant improvement. Therefore, in this study, to improve the mechanical properties of the PVC coated fabrics, applied the low viscosity PVC resin and 4
Introduction
PVC coated fabrics have been used widely in structural civil engineering applications such as airship, inflatable boats, rescue tents and roof material in the past three decades. Among these applications, the PVC coated fabric has been most popularly used in the roof material because of its light weight, easily deformable properties, flexibility, and high cost-effectiveness compared with other types of coated fabric, such as teflon coated fabric, silicone coated fabric and PTFE coated fabric.
However, the mechanical properties of the PVC coated fabric is relatively not excellent. Also, during the service period of the roof material used in structures, PVC coated fabric is exposed not only complex stress applied from various directions but also stress provided from the extreme environments such as daily temperature range, snow, heavy rain, wind, or other sudden external factors. Due to the inferior mechanical properties of the PVC coated fabric and extreme environmental factors, the roof material structure damaged such as tensile failure, peel, and tear, and it is an important to overcome [1–3].
The mechanical behavior of PVC coated fabric as roof material remarkably varies, due to the various manufacturing parameters and environmental parameters such as materials, geometric structures of the substrate, the geometric parameters of the crimp interchange, coating agent properties, loading direction, and loading type. Therefore, in order to improve the mechanical properties of PVC coated fabric, it is necessary to deeply understand various parameters and investigated the experimental evidence [4–6].
In the past three decades, some researchers have examined the PVC coated fabric performance with various experimental parameters.
Xin Ding et al. [7] investigated the tensile experiments of the PVC coated polyester fabrics under multiaxial loads. They reported that the tensile properties in warp direction of the coated woven fabrics play an important role in the tensile failure and crack propagation under multiaxial loads.
Yingying zhang et al. [8] studied that the mechanical properties of the PVC coated fabric material can be predicted by Tsai-hill criterion, and as the off-axial angle increasing, the tensile strength and modulus gradually decrease, while the strain increases.
Xin Ding et al. [9] conducted seven bias tensile test experiments on the specimens of PVC-coated fabric and studied the anisotropic behaviors of coated woven fabrics. The results showed that, after three loading cycles, the linearity of load-elongation curve of coated fabrics could be greatly improved.
C. Galliot et al. [10] evaluated a simple non-linear material model to describe the yarn-parallel behavior of PVC coated polyester fabrics under biaxial tension. A linear relationship is experimentally discussed between elastic moduli and normalized load ratios for a wide range of PVC coated fabrics. Also, two parameters corresponding to the moduli variations are introduced to complement the existing plane stress orthotropic model.
Chen et al. [11] presented the mechanical properties of PVC coated fabric under biaxial cyclic tensile loads. The tests results show that with the increase of loading cycles, the total residual strain is nearly unchangeable and the hysteresis curve becomes stable.
Minami et al. [12] had already carried out an investigation on the influence of initial cracks on the tensile strengths of the PVC coated woven fabrics under mono-and biaxial stresses. Their investigation showed that crack length, crack orientation and crack shape all have an obvious influence on the tensile strengths of coated fabrics, and that tensile strength of a coated fabric decreased with increase of the initial crack length.
Bigaud et al [13] comprehensively investigated the mechanical properties of PVC coated fabric with plain woven polyester fabric.
Although various studies have been reported on the mechanical behavior PVC coated fabric for uniaxial and biaxial tensile tests, and loads applied in various directions [14–19], but, there are no literature to improve the mechanical properties of the PVC coated fabric according to experimental parameter such as viscosity of the PVC resin and weaving structure of the base substrates. Actually, the PVC coated fabric shows very different characteristics depending on the performance of the coating agent as well as the structure of the based substrate, thus, various experimental evidences for parameters of PVC coated fabric are strongly required.
In this study, experimental evidence was investigated by selecting various experimental variables such as PVC resin viscosity, weaving structure of the base substrate, and loading direction to improve the mechanical properties, which is the disadvantage of the PVC coated fabric. The PVC coated fabric was prepared using PVC resin indicating various viscosity, and different weaving structure of the base substrate such as plain weave structure (1 × 1), matt weave structure (2 × 2, 3 × 3, 4 × 4).
The viscosity of the PVC resin was investigated by viscosmeter and rheometer. The mechanical properties of the PVC coated fabric, such as the tensile, peel, and tear test were examined according to the viscosity PVC resin and the weaving structure of the base substrate. The morphologies of the PVC coated fabrics were observed by scanning electron microscopy and X-ray computed tomography (CT) analysis.
Experimental
Materials
The polyvinyl chloride powder (PVC powder, KH-10, Hanwha solutions Chemical Co., Korea), plasticizer mixed with diisononyl phthalate (DINP, MFCD00026335, Sigma-Aldrich, USA) and dioctyl adipate (DOA, MFCD00009496, Sigma-Aldrich, USA), and oxidation stabilizer 2,6-di-tert-butyl-4-methyl-phenol (BHT, MFCD00011644, Sigma-Aldrich, USA) were mixed to prepare the PVC resin. Decalin (Decalin, KANTO Chemical Co., Japan) was used to control the viscosity of the polyvinyl chloride resin (PVC resin). The plain weave structure fabric used in this study was high strength polyester yarn (Polyester, SAMYANG Co., Korea). The denier of the polyester yarn was 2000d, the warp and weft density of the plain weave structure fabric was 30
Specifications of the polyester fabric used as base substrate of the PVC coated fabric.
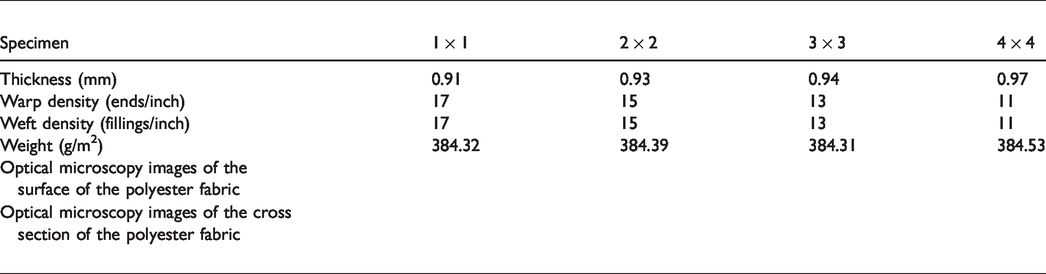

Schematic diagrams of the plain weave structure polyester fabric and matt weave structure polyester fabric (a) 1 × 1 plain weave structure, (b) 2 × 2 matt weave structure, (c) 3 × 3 matt weave structure, and (d) 4 × 4 matt weave structure.
Sample preparation
To manufactured the various viscosity PVC resin, PVC powder, DINP, DOA, and BHT were stirred at 25 °C and 300 rpm for 2 hr using an agitator (EURO-ST P CV, IKA EUROSTAR, Germany). After finished the stirring process, various decalin contents such as 10 phr, 8 phr, 5 phr, 2 phr, and 0 phr were added to control the viscosity of the PVC resin. The viscosity controlled PVC resins were poured onto a 3
In order to investigate the mechanical properties of the PVC coated fabric with various weave structures, the PVC powder, DINP, DOA, and BHT were prepared in the same content as the mentioned above (stirred at 25 °C, 300 rpm for 2 hr), and only 10 phr of decalin was added the PVC resin. The polyvinyl chloride resin was poured onto a plain weave structure (1 × 1), matt weave structure (2 × 2, 3 × 3, 4 × 4) polyester fabric with length of 300 mm and width of 300 mm. The cast process was conducted using a knife tenter machine with 1.0 mm gap and heat-treatment process was performed under the conditions of 190 °C for 2 min. Figure 2 shows the schematic diagrams of the PVC coated fabric manufacturing process in detail as mentioned above.

Schematic diagrams of the PVC coated fabric manufacturing process.
Table 2 summarized the PVC coated fabric with various resin viscosity and experimental parameters. The thickness of the PVC resin layer, polyester fabric, and PVC coated fabric were observed by scanning electron microscopy (Figure 10). Table 3 summarized the PVC coated fabric parameters with various weaving structures and specimen codes. The PVC coated fabric parameters with various resin viscosity and weaving structures. Figure 3 shows the photographs the PVC coated fabric specimens for the tensile, tear, and peel test. Figure 4 shows the schematic diagrams of the PVC coated fabric off-axis specimens such as tensile, peel, and tear test. The samples were cut off-axis angles of 0°,15°, 30°, 60°, 75°, and 90° directions from the warp direction of the PVC coated fabric.
PVC coated fabric parameters with various resin viscosity and specimen codes.

PVC coated fabric parameters with various weaving structures and specimen codes.


Photograph of the PVC coated fabric test specimens (a) tensile test specimen, (b) peel test specimen, and (c) tear test specimen.
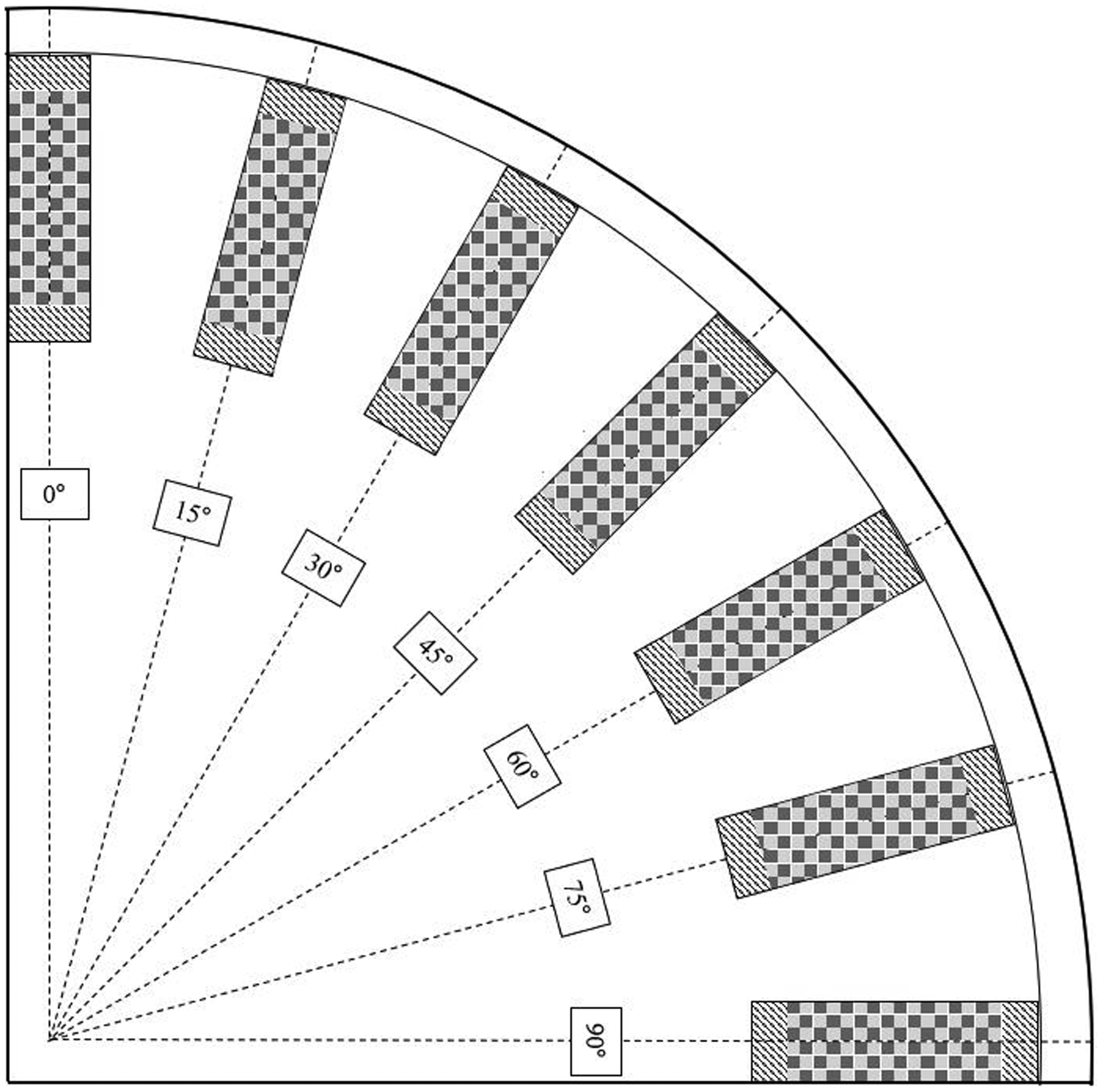
Schematic diagrams of the PVC coated fabric off-axis test specimens.

Viscosity values according to decalin content of PVC resin.
Characterization
Viscosity analysis
The viscosity of the polyvinyl chloride resin with various content of decalin was measured by using a viscometer (DV3TLV, Brookfield, USA) at 25 °C.
Rheometer analysis
Rheological measurements were performed by means of anton-paar physica MCR 301 rheometer(Austria). The geometry was a cone plate with a diameter of 60 mm and gap height of 0.056 mm. All the rheological measurements were performed at 190 °C temperature with a neat specimen each time. A fixed shear rate parameter, ranging from 0.1 s−1 to 100 s−1, with 49 measuring points per 5 s duration was recorded as the profile of viscosity curves. The sample was sandwiched between cone plate geometry and a stationary bottom plate. The rheological measurements were performed by changing only decalin content without changing the content of PVC powder, DINP, DOA, and BHT.
Tensile test of the PVC coated fabric
A tensile test was conducted on the PVC coated fabric to confirm the effects of the viscosity and weaving structure. The experiments were conducted using the ISO 1421 standard procedure. The equipment used to measure the properties was a universal testing machine (OTT-00-series, Oriental Co., Korea). The dimensions of the test specimens were 160 mm in length and 100 mm in width. The cross-head speed was 100 mm/min, and the gage length was 75 mm; five specimens were measured.
Tear test of the PVC coated fabric
A tear test was performed on the PVC coated fabric to examine the effects of the viscosity and weaving structure. The experiments were conducted using the ASTM-D2261 standard procedure. The equipment used to measure the properties was a universal testing machine (OTT-00-series, Oriental Co., Korea). The test specimens were 150 mm in length and 75 mm in width. The cross-head speed was 305 mm/min, and the gage length was 25.4 mm; five specimens were measured
Peel test of the PVC coated fabric
Peel test was conducted on the PVC coated fabric to examine the effects of the viscosity and weaving structure. The experiments were conducted using the ISO 2411 standard procedure. The equipment used to measure the properties was a universal testing machine (OTT-00-series, Oriental Co., Korea). The dimensions of the test specimens were 200 mm in length and 75 mm in width. The cross-head speed was 100 mm/min; 10 specimens were measured.
Scanning electron microscopy analysis
The cross-sectional image of the PVC coated fabrics was examined by scanning electron microscopy (SEM, HITACHI, LTD S-4100, Japan) at a magnification of ×40.
X-ray computed tomography analysis
The microfocus X-ray system was used to obtain X-ray CT images of the void contents and inter-face of the PVC coated fabric. The CT scans were performed using an X-ray CT system (TVX-IMT225, Techvalley Co., Korea) with an voltage set to 160 kV and current 130
Results and discussions
Viscosity of the PVC resin with various content of the decalin
Decalin was used to lower the viscosity of the polyvinyl chloride resin. Figure 5 shows the viscosity values according to decalin content of PVC resin. The values for the D10, D8, D5, D2, and D0 were 2500 cps, 4000 cps, 6200 cps, 9000 cps, and 12,000 cps, respectively. The viscosity decreased by approximately 380% for the D10 specimen compared to the D0 specimen. The viscosity of the PVC resin decreased with increasing decalin content.
Figure 6 illustrates the typical plot of viscosity with decalin content of PVC resin. As shown in Figure 6, the viscosity of all specimens decrease with increasing shear rate, indicating the shear thinning properties of the specimens. Also, the viscosity of all specimens decrease with increasing decalin contents. This means that the change in the content of decalin affects the viscosity of the PVC resin.

Comparison of the viscosity and shear rate curves of the PVC resin according to decalin content at 190 °C.
Mechanical properties of the PVC coated fabric with various resin viscosity
Tensile properties of the PVC coated fabric with various resin viscosity
A tensile test was performed to investigate the mechanical properties of the PVC coated fabric with various resin viscosity. Figure 7 shows the warp direction tensile strength and weft direction tensile strength of the PVC coated fabric with different resin viscosity. The warp direction tensile strengths for the D10, D8, D5, D2, and D0 were 6246 N/5 cm, 6210 N/5 cm, 6188 N/5 cm, 6104 N/5 cm, and 6084 N/5 cm, respectively. The warp direction tensile strength of the D10 specimen was approximately 2% higher than that of the D0 specimen. The weft direction tensile strengths of the D10, D8, D5, D2, and D0 were 6079 N/5 cm, 6013 N/5 cm, 5972 N/5 cm, 5920 N/5 cm, and 5885 N/5 cm, respectively. The weft direction tensile strength of the D10 specimen was approximately 3% higher than that of the D0 specimen. The increases in the warp direction tensile strength and the weft direction tensile strength were attributed to the low viscosity of the PVC resin, which penetrated the polyester fabric. The increase in the tensile strength of the PVC coated fabric was attributed to the penetration of low viscosity PVC resin into the inner part of the polyester fabric and combined with polyester yarn consist of the fabric. On the other hand, the high viscosity PVC resin did not penetrate the inner part of the polyester fabric, resulting in a lower tensile strength.
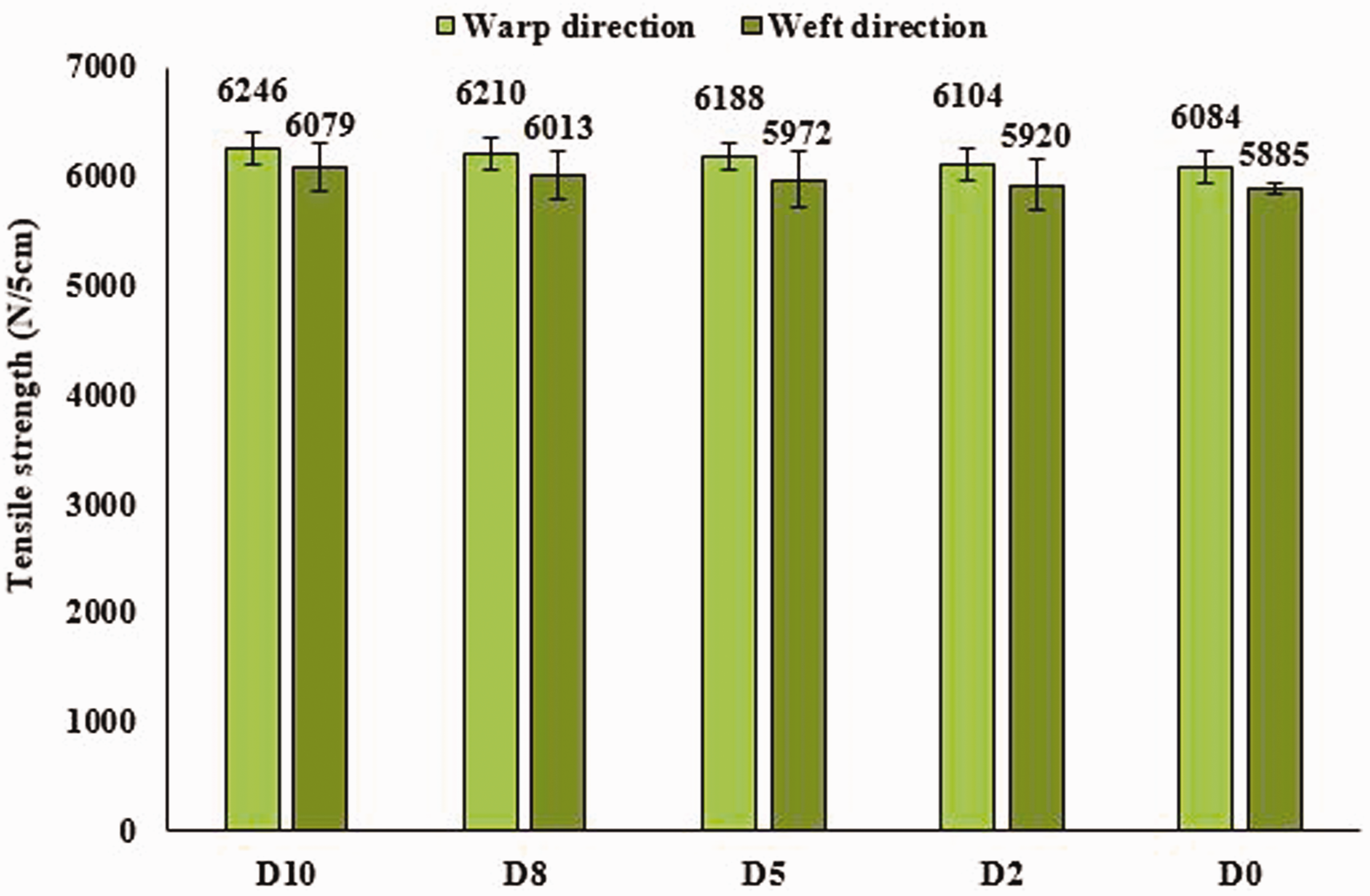
Warp direction tensile strength and weft direction tensile strength of the PVC coated fabric with various resin viscosity.
Tear properties of the PVC coated fabric with various resin viscosity
The tear test was carried out to evaluate the mechanical properties of PVC coated fabric with various resin viscosity. Figure 8 shows the warp direction tear load and weft direction tear load of the PVC coated fabric with different resin viscosity. The warp direction tear loads for the D10, D8, D5, D2, and D0 were 720 N, 695 N, 671 N, 658 N, and 645 N, respectively. The tear load of the D10 specimen was approximately 11% higher than that of the D0 specimens. The weft direction tear loads for the D10, D8, D5, D2, and D0 were 786 N, 770 N, 759 N, 747 N, and 741 N, respectively. The tear load of the D10 specimen was approximately 6% higher than that of the D0 specimen. The tear load of the PVC resin increased gradually with decreasing viscosity. This is because the flowability of the PVC resin improved, and the resin penetrated the inner part of the polyester fabric. Moreover, the adhesion between the PVC resin and the polyester fabric increased. Thus, the tear load of the D10 specimen, indicating low viscosity PVC resin, was higher than that of the D0 specimen. This tendency was similar in both the warp direction and weft direction peel tests. The micro-void size and micro-void number of the PVC coated fabric decreased with decreasing viscosity of the PVC resin.

Warp direction tear load and weft direction tear load of the PVC coated fabric with various resin viscosity.
Peel properties of the PVC coated fabric with various resin viscosity
Figure 9 shows a peel strength of the PVC coated fabric with different resin viscosity. The values for the D10, D8, D5, D2, and D0 were determined to be 165 N/5 cm, 156 N/5 cm, 145 N/5 cm, 136 N/5 cm, and 128 N/5 cm, respectively. The peel strength of the D10 specimen was approximately 29% higher than that of the D0 specimen. The peel strength increased gradually with decreasing viscosity of the PVC resin. This is because the flowability of PVC resin improved, and the resin penetrated the inner part of the polyester fabric, resulting in increased adhesion between the PVC resin and the polyester fabric.

Peel strength of the PVC coated fabric with various resin viscosity.
Morphological analysis of the PVC coated fabric with various weave structure
Figure 10 shows the SEM cross-sectional images of the PVC coated fabric manufactured by PVC resin with various viscosity. As shown in Figure 10(a), the low viscosity PVC resin penetrated into the inner part of the D10 specimen and the polyester fibers were embedded. It can be seen that the PVC resin penetrated about 0.16 mm, and indicating neat coating layer without micro-void. In the case of Figure 10(b) and (c), it was confirmed that the intermediate viscosity PVC resin slightly penetrated into the D8, D5 specimens, and the micro-voids were gradually generated. The viscosity of the PVC resin increases, the number of micro-voids increases, and the PVC resin remains adhered to the surface of the D2 and D0 specimens. This phenomenon can be confirmed with Figure 10(d) and (e). The decrease in viscosity of the PVC resin, it was observed that the PVC resin easily penetrated into the polyester fabric, and as a result, the total thickness of the PVC coated fabric decreased by the depth of penetration.

SEM cross-sectional image of the PVC coated fabric with various resin viscosity (a) D10, (b) D8, (c) D5, (d) D2, and (e) D0.
Figure 11 indicated that the 2-dimensional computed tomography images of the PVC coated fabric manufactured by PVC resin with various viscosity by 3 × 3 polyester fabric. As the low viscosity of the PVC resin (Figure 11(a) and (b)), the fluidity of the PVC resin increases, thus it easily penetrates into the polyester fabric. Therefore, as the depth of penetration, the total thickness of the PVC coated fabric tended to decrease. Figure 11(c) shows the cross-sectional computed tomography image of the PVC coated fabric manufactured by intermediate viscosity PVC resin, and it was confirmed that a large amount of micro-voids were generated. The number of micro-voids and size tend to increase gradually in the PVC coating layer of the specimen (Figure 11(d) and (e)) as the viscosity of the PVC resin increased. This is because of the micro-voids generation mechanism. If the PVC resin heat-treated at 190 °C for 2 minutes, the micro-voids are generated inside the samples by moisture or chemical reaction. At this time, if the viscosity of the PVC resin is high, the micro-voids generated inside the samples could not evaporated. In addition, even if some micro-voids evaporate, curing reaction of PVC resin occurred so that micro-voids are trapped inside the sample. However, if the viscosity of the PVC resin is low, the micro-voids are easily evaporated. Also, we assumed that decalin (boiling point: around 187 °C) and micro-voids evaporated together during heat treatment at 190 °C for 2 minutes. Therefore, PVC coated fabric manufactured by low viscosity PVC resin indicates clean coating layer without micro-voids. The average micro-void size of the PVC coated fabric was determined to be 138.98

2-dimensional computed tomography images of the PVC coated fabric with various weaving structure of the polyester fabric (a) D10, (b) D8, (c) D5, (d) D2, and (e) D0.
Off-axis mechanical properties of the PVC coated fabric with various weave structure
Off-axis tensile properties of the PVC coated fabric with various weave structure
A tensile test was performed to investigate the mechanical properties of the PVC coated fabric with various plain weave structures. Figure 12 shows the off-axis tensile properties of the PVC coated fabric with various plain weave structure, such as plain weave structure (1 × 1), matt weave structure (2 × 2, 3 × 3, and 4 × 4) polyester fabrics were measured. The tensile mechanical properties along the 0° and 90° directions were much higher than those along the 15°, 30°, 45°, 60°, and 75° directions. In general, the tensile properties of the PVC coated fabric with 4 × 4 matt weave structure polyester fabric as the base substrate were superior to the 1 × 1, 2 × 2, 3 × 3 plain weave structure and matt weave structure polyester fabric. The values for the PVC coated fabric with a 4 × 4 matt weave structure of directions were 6713 N/5 cm, 1789 N/5 cm, 2009 N/5 cm, 1911 N/5 cm, 1887 N/5 cm, 2475 N/5 cm, and 8085 N/5 cm, respectively. In the case of 4

Off-axis tensile strength of PVC coated fabric with plain weave structure polyester fabric and matt weave structure polyester fabric.
The off-axis test of all specimens, including 1 × 1 plain weave structure polyester fabric and 2 × 2, 3 × 3, 4 × 4 matt weave structure polyester fabric showed the highest tensile strength in the warp and weft directions. On the other hand, the tensile strengths were extremely low in the 15°, 30°, 45°, 60°, and 75° directions. The tensile force required for the extension along the direction 15°, 30°, 45°, 60°, and 75° to warp was approximately 4 to 5 times smaller than that of the warp direction at the same stretch ratio. Such an extreme anisotropy was attributed to the low resistance of woven fabrics against shear deformation. The freedom of fabrics’ shear deformation is limited greatly by the loading direction of the PVC coated fabric. Therefore, in terms of the deformation mechanisms, the anisotropic behavior of coated fabrics would differ considerably with the loading direction [9].
Off-axis tear properties of the PVC coated fabric with various weave structure
A tear test was performed to evaluate the mechanical properties of PVC coated fabric with various plain weave structures. Figure 13 presents the off-axis tear properties of the PVC coated fabric with a plain weave structure (1 × 1) and matt weave structure (2 × 2, 3
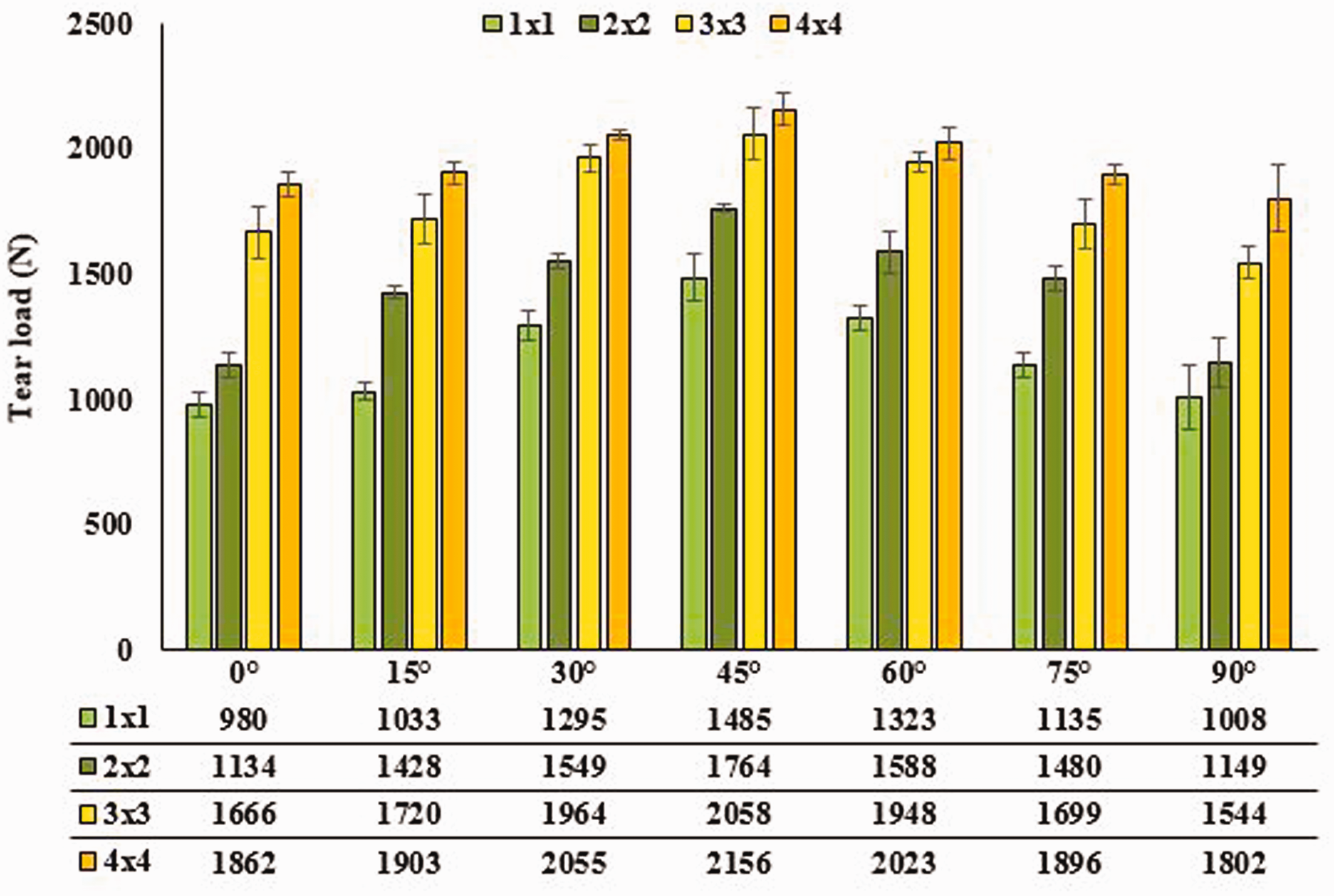
Off-axis tear load of PVC coated fabric with plain weave structure polyester fabric and matt weave structure polyester fabric.
The low crimp rate allowed the PVC resin to penetrate the polyester fabric easily because of the reduced intersection point of the warp yarn and weft yarn of the polyester fabric. The PVC resin penetrated the inner part of the polyester fabric and combined with the polyester fiber to improve the resistance to the off-axis tear load of the PVC coated fabric. An opposite tendency to the tensile test result was noted in the case of the tear test result of the PVC coated fabric. The PVC coated fabric showed the smallest tear load in the warp and weft directions, whereas the highest tear load was observed in the 45° direction. The reason is that in the 45° direction, the number of cut-off longitudinal yarns decreases, and the ultimate failure load increases [3].
Off-axis peel properties of the PVC coated fabric with various weave structure
A peel test was performed to study the mechanical properties of PVC coated fabric with various plain weave structure. Figure 14 shows the off-axis peel properties of the PVC coated fabric with various plain weave structures, such as plain weave structure (1 × 1) and matt weave structure (2 × 2, 3 × 3, and 4 × 4) polyester fabrics. Under various direction peel conditions, the mechanical properties along the direction were similar. In general, the peel properties of the PVC coated fabric with a 4 × 4 matt weave structure polyester fabric as the base substrate were superior to the 1 × 1, 2 × 2, and 3 × 3 plain weave structure and matt weave structure polyester fabric. The values for the PVC coated fabric with a 4 × 4 matt weave structure of the directions were determined to be 150 N/5 cm, 147 N/5 cm, 143 N/5 cm, 140 N/5 cm, 145 N/5 cm, 149 N/5 cm, and 149 N/5 cm.

Off-axis peel strength of PVC coated fabric with plain weave structure polyester fabric and matt weave structure polyester fabric.
The low crimp rate allowed the PVC resin to penetrate the polyester fabric easily because of the reduced intersection point of the warp yarn and weft yarn of the polyester fabric. The PVC resin penetrated the inner part of the polyester fabric and combined with the polyester fiber to improve the peel strength of the PVC coated fabric. No significant difference in peel strength was observed in the 0°,15°, 30°, 60°, 75°, and 90° directions, indicating that the peel behavior does not affect the peel test direction significantly.
Morphological analysis of the PVC coated fabric with various weave structure
Figure 15 presents SEM cross-sectional images of the PVC coated fabric with various weave structures. Figure 15(a) to (d) present the cross-sectional areas of the 1x1 plain weave structure polyester fabric and 2 × 2, 3 × 3, 4 × 4 matt weave structure polyester fabric, respectively. In the case of the 1 × 1 plain weave, the crimp rate of the structure polyester fabric was highest, whereas the crimp rate of the 4 × 4 matt weave structure polyester fabric was lowest. In addition, the micro-void size and micro-void number were generally small because the polyester fabric was coated with a PVC resin, indicating a viscosity of 2500 cps.

SEM cross-sectional image of the PVC coated fabric with plain weave structure polyester fabric and matt weave structure polyester fabric (a) 1 × 1 plain weave structure, (b) 2 × 2 matt weave structure, (c) 3 × 3 matt weave structure, and (d) 4 × 4 matt weave structure.
Figure 16 indicated that the 2-dimensional, 3-dimensional computed tomography images of the PVC coated fabric with various weaving structure of the polyester fabric. Figure 16(a) to (d) present the cross-sectional areas of the 1x1 plain weave structure polyester fabric and 2 × 2, 3 × 3, 4 × 4 matt weave structure polyester fabric, respectively. The PVC coated fabric manufactured by 4 × 4 matt weave structure polyester fabric formed relavtiely thin thickness (1.74 mm). This is due to the improved penetration of PVC resin due to the low crimp rate, low warp density, and low weft density of the 4 × 4 matt weave structure polyester fabric. In addition, the PVC coated fabric manufactured by 2 × 2, 3 × 3 matt weave structure polyester fabric formed an intermediate thickness (1.80 mm, 1.78 mm). On the other hand, in the case of PVC coated fabric manufactured by 1 × 1 plain weave structure polyester fabric, the penetration of PVC resin was relatively difficult due to high crimp rate, high warp density, and high weft density, and thus showed relatively thick specimen (1.82 mm).

2-dimensional, 3-dimensional computed tomography images of the PVC coated fabric with various weaving structure of the polyester fabric (a) 1 × 1 plain weave structure, (b) 2 × 2 matt weave structure, (c) 3 × 3 matt weave structure, and (d) 4 × 4 matt weave structure.
Conclusion
In this study, a PVC coated fabric with various viscosity PVC resin was used to improve the tensile, tear, and peel properties of the PVC coated fabric. The tensile strength, tear load, and peel strength of the PVC coated fabric manufactured from low viscosity PVC resin (2500 cps) were superior to the PVC coated fabric manufactured from high viscosity PVC resin (12,000 cps). The tensile strength, tear load, and peel strength improved by approximately 2–3%, 6–11%, and 29%, respectively. The improvement of the mechanical properties of the PVC coated fabric manufactured by low viscosity PVC resin was attributed to the improved flowability of the PVC resin, penetration of the resin into the inner part of the polyester fabric, and the adhesion between the PVC resin and the polyester fabric.
This study examined off-axis mechanical properties of the PVC coated fabric with various weave structures using a tensile test, tear test, and peel test. The mechanical properties of the 4 × 4 matt weave structure polyester fabric were superior to the 1 × 1 plain weave structure polyester fabric and 2 × 2, 3 × 3 matt weave structure polyester fabric. This was attributed to the low crimp rate of the 4 × 4 matt weave structure polyester fabric. The low crimp rate allowed the PVC resin to penetrate the polyester fabric easily because of the reduced intersection point of the warp yarn and weft yarn of the polyester fabric. The PVC resin penetrated the inner part of the polyester fabric and combined with the polyester fiber to improve the mechanical properties of the PVC coated fabric. The tendency of the tensile, tear, and peel behaviors in the 0°, 15°, 30°, 60°, 75°, and 90° directions were all different.
Footnotes
Acknowledgements
The authors thank the Core Research Support Center for Natural Products and Medical Materials (CRCNM) for technical support regarding the nano-indentation test.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Research Foundation of Korea (NRF) grants funded by the Korea government (Grant number NRF-2016M3A7B4910940).