
Abstract
Helical auxetic yarn (HAY) is a newly developed composite yarn with negative Poisson’s ratio. HAYs offers advantageous merits as a reinforcing element in composite materials. In this paper high stiffness HAYs composed of Nylon filament core and fine steel wire wrap yarns were developed. The importance of the stiffness ratio of the wrap to the core components in the resultant auxetic yarn was examined. The differences between instantaneous and engineering Poisson’s ratio analyses in the understanding of the strain-dependent behavior of HAY was investigated. Results revealed that the utilization of the fine steel multifilament in the developed HAY samples enormously improves the stiffness of HAY. It was possible to obtain an elastic modulus of 9 GPa and a maximum auxetic effect of –16.82 in the samples. It was concluded that such highly stiff auxetic yarn can successfully be used as reinforcement in various composite materials such as cementitious composites.
Keywords
Introduction
The auxetic phenomenon is associated with materials with negative Poisson’s ratio. These materials expand transversally up on application tensile forces and vice versa. The auxetic phenomenon offers superior properties and enhances features such as hardness, toughness, energy absorption, and shear resistance in the material [1–4]. Despite the infancy of development of auxetic materials, the superior features, their ability to adapt synclastic curvature [4,5], and variable permeability [6] render auxetic materials for use in numerous new engineering applications including textiles [7,8], civil [9–12], aerospace [13], defense [14–16], and personal protection [17].
Auxetic textiles include auxetic fibers, yarns, and fabrics. From both technical and practical points of view, auxetic yarns are advantageous among auxetic textiles. Control of the properties and process adjustments are comparatively simple during the spinning of auxetic yarns [18]. Auxetic yarns can be spun using usual textile raw materials together with conventional textile processing machinery such as ring [19,20] and hollow spindle spinning machines [21].
Hook [22] in 2003, invented the first core-wrap auxetic yarn which was named Helical Auxetic Yarn (HAY). This yarn was composed of a central thick, straight and low elastic modulus strand which was helically wrapped with a high elastic modulus thin strand. The production of auxetic yarns is not conditional on using auxetic components. The physical and mechanical properties of the yarn components such as diameter and modulus, together with yarn helical geometry are solely responsible for the auxeticity of the resultant composite yarn. Up on tensile loading, the stiff wrapped strand component tends to straighten, while the soft core strand deforms helically, thus the expansion of yarn diameter contour and the manifestation of the auxetic phenomenon in the resultant yarn.
In 2007, Hook et al. [23] obtained a patent for an invention of HAY. Since then the effect of structural parameters of HAY on the auxetic phenomenon has been investigated extensively [18–20,24–32]. Du et al. [19,33] analyzed the Poisson’s ratio of HAY under tension, theoretically and experimentally. A geometrical model was created and the Poisson’s ratio formula of HAY was obtained. Furthermore, finite element analysis was performed to evaluate the effect of different parameters of HAY. The experimental investigation was carried out and verified the feasibility of theoretical modeling in the designing HAY.
The investigations have culminated in a consensus among scientists on the contributing parameters in the auxeticity of HAY and the fact that the initial helical wrap angle is of paramount importance in this regard [18,24]. Investigations revealed that the yarn auxetic phenomenon is inversely related to the helical wrap angle [18,19,25,33]. It was confirmed that the critical initial helical angle that results in occurring the maximum auxetic phenomenon is theoretically and experimentally 7° [31] and 10° [29,34], respectively. Additionally, the ratios of yarn component elastic moduli and the core to wrap diameter were found to be other influential factors in this regard [18]. It was found that the yarn auxetic phenomenon intensifies at the higher elastic moduli and core to wrap diameter ratios [19,29,33].
Conventional yarn spinning [19–21] or lab-scale purposely designed spinning machines were used in the production of HAY samples during these researches [18,25,27,29,30,34,35]. The use of conventional yarn spinning systems is bound to raise practical complexities such as helix angle inaccuracy or yarn component inconsistencies [32]. Furthermore, lab-scale yarn systems are inefficient for large-scale HAY production. Zhang et al. [32] realization of the above complexities resulted in the development of a novel semi-coextrusion process of consistent HAY with enhanced auxetic behavior by virtue of the pre-formed helical wrap structures at large scale.
Auxetic textiles can be used in conjunction with other materials and form an auxetic composite. Auxetic composites in addition to high specific strength and stiffness possess enhanced mechanical properties. Such composites can very logically supersede conventional non-auxetic composites used in aerospace, automotive, and protection industries [4]. Auxetic composites can be made using: (1) Conventional matrix with auxetic reinforcements, (2) Auxetic matrix with non-auxetic reinforcements, (3) Auxetic materials for both the matrix and the reinforcing element, (4) Stacks of non-auxetic layers oriented in certain predetermined angular sequences [5].
Miller et al. [34] using carbon/nylon auxetic yarn at 30% fiber volume fraction, developed a relatively high stiffness auxetic composite with the elastic modulus of 4 GPa and maximum negative Poisson’s ratio of –6.8. Miller et al. also using double layers of fabrics woven with low stiffness auxetic weft yarn, developed low stiffness composites having an elastic modulus of 5.8 MPa and maximum negative Poisson’s ratio of –0.1 [35].
Low or high elastic moduli reinforcing elements are used in the interest of either enhancing energy absorption capacity or strengthening the composite materials. Auxetic materials intrinsically are regarded as high energy-absorbing materials. Zhang et al. [30] investigations pointed to the higher energy absorption capacity of HAYs in comparison to the non-wound combination of wrap and core fibers. This is behind the preference of using HAYs in composite materials when energy absorption capacity is of paramount importance. Considering the fact that the stiffness of HAY is practically improved when high elastic moduli core and wrap are utilized [34], it is conceivable that HAY may be regarded as a high stiffness element with energy absorption capacity. Therefore, new opportunities appear in the field of multifunctional composite development due to the use of high modulus reinforcing elements with energy absorption capacity. In this paper, an attempt is made to the development of high stiffness HAYs to be used as the reinforcing elements in composite structures.
Materials and methods
In spite of the fact that the increase in the ratios of the core to wrap diameter or elastic moduli intensify the HAY auxetic phenomenon, excessively high ratios tend to reduce the auxetic phenomenon [24,26,29]. More importantly, the combination of these two ratios i.e. the stiffness ratio of the wrap to the core must be taken into consideration [18,24]. Stiffness (k) is defined as the ability of the structure to maintain shape [36]. The stiffness of core and wrap filaments with a straight longitudinal axis and constant cross-section area (A) along the length (L) can be calculated using equation (1).

Production of HAYs
High stiffness HAY, was prepared using core Nylon filament and wrap stainless steel wire grade 430 that are described in Table 1. Wright et al. [24] are of the opinion that the auxetic phenomenon in HAY occurs when the stiffness of the wrap is twice that of the core. Thus maximization of the auxetic phenomenon in the prepared HAY was tested using a warp strand composed of 1, 3, 5, 7, 9, and 11 steel wire filaments. The prepared samples were coded A to F. It is emphasized that the use of multifilament wrap yarns in comparison to monofilament wrap yarn for HAY production intensified auxetic phenomenon due to less indentation of the core yarn by the multifilament wrap [26]. Additionally, multifilament yarn in comparison to their monofilament counterpart is not only less stiff [37] but also possesses higher energy absorption capacity.
Properties of HAY.

The high modulus wrap strand was helically wound around the low modulus Nylon core at a nominal wrap angle of 8°. In order to ensure both the accuracy and consistency of the initial wrap angle, the test samples were prepared manually [27,34]. During the preparation of HAY samples, the core yarn was fed centrally under tension and was wrapped by the wrap yarn. The wrap component also was wrapped around the core component under tension. This not only avoids poor conformance and low yarn stability in the yarn tension-free state but also ensures that the multifilament wrap strand is positioned in a strip-like manner around the central core. Figure 1 shows the strip-like configuration of wrap strand around the central core in a single repeat of wrap helix.
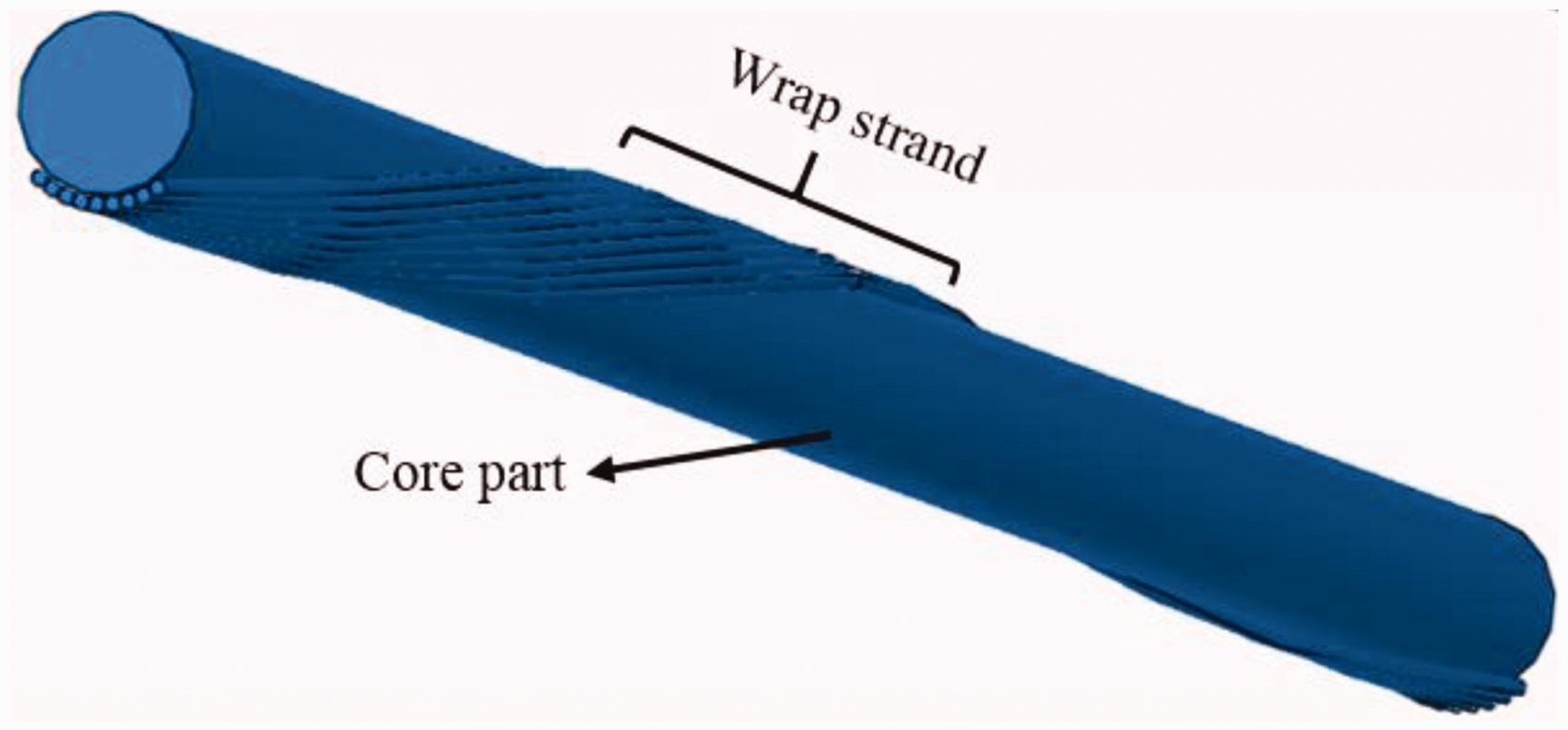
Strip-like configuration of wrap strand around the central core.
Evaluation of HAY properties
Mechanical behavior of HAY samples was evaluated using Zwick tensile tester model 1446 equipped with knurled-face clamps and 2 kN load cell. Tensile tests were conducted at the tensile rate of 1 mm/min and 150 mm gauge length under the CRE principle. The use of a low rate test speed results in greater accuracy during image acquisition operation [18]. The 150 mm selected gauge length contained 5 wrap helix repeats. Samples were vertically mounted in the clamps. Slippage of HAY in the clamps was prevented using a 50 mm length of the yarn at each end in association with 25 mm
Under the tension-free state, the initial helical wrap angle can be identified using HAY photos. Using DIGIMIZER image analysis software the initial wrap angle was measured at 15 randomly selected points along the HAY axis.
Measurement method of Poisson’s ratio
To detect the dimensional changes of HAY samples, a photo capturing system equipped with Nikon D3200 digital camera was used. The pictures of testing samples were captured at 4 seconds intervals. The system accuracy depends on the distance of the camera from the object, the camera resolution, and the sharpness of the contrasting object edges [38]. A contrasting background color was placed behind the yarn samples to clear the sample edge definition and minimize image compression [18,34].
An image processing technique utilizing the average filter together with a close and open operation was used to process the captured images. In order to avoid end-effect, yarn dimensional data were deduced from the central 3 cycles of wrap helix in each sample. Since Poisson's ratio of samples is profoundly affected by the operationally induced noise, acquired data were smoothed using the polynomial fitting method [38]. This was achieved by fitting several regressions function to separate portions of the data set with a view to eschewing distortion of localized effects. Additionally, the effect of fitting order was also investigated.
Calculation of Poisson’s ratio
The engineering strain (ε) as is shown in equation (2) is a measure of extension relative to initial length. This was calculated using fittings. Engineering Poisson’s ratio 

Engineering Poisson’s ratio alone cannot be used to describe the instantaneous behavior of a highly nonlinear material such as HAY. Thus it is advisable to define a Poisson's function or instantaneous Poisson's ratio 

Results and discussion
Hay properties
Table 2 shows the tensile characterization of HAY samples. Since HAY samples were elongated until the wrap breakage, the reported breaking force must be regarded as the maximum force applied to the HAY and resulted in the rapture of the wrap component. Similarly, work up to failure, can be regarded as the capacity of the HAY to absorb energy up to breakage of the wrap component. This amount of energy can be regarded as a criterion of toughness up to wrap breakage. Table 2 shows that an increase in wrap strand filament numbers of the HAY from 1 to 11 results in the reduction of elongation at break of the HAY. This increase leads to an increase in both elastic modulus and tensile strength of HAY. Table 2 also shows that elastic modulus and breaking force of HAYs have increased from 4.465 to 10.164 GPa, and from 42.397 to 145.457 N, respectively. Table 2 additionally shows that wrap to the core stiffness ratio of the HAYs has increased due to the increase in filament numbers of wrap strand. Thus during tensile loading, the stiffness of the wrap component of the HAY prevails over that of the core component at a lower strain. Under such a situation unraveling of the wrap component occurs and consequently, the wrap component attains the maximum breaking force at the lower strain. Table 2 shows that the stiffness of the wrap component in sample A, is less than that of the core component, under such condition wrap breaks in advance of getting straighten in the center of HAY.
HAYs Properties.

Table 2 confirms that the mean of wrap angles of the samples with CV% of well below 4% is in line with the threshold suggested by Wright et al. [39]. This vividly points to the very precise control of production adjustment during the preparation of the HAYs. Additionally, work up to the failure of HAY samples was varied from 0.117 to 0.339 J.
Dimensional changes of HAY
Figure 2 shows the HAY samples under tension-free and maximum strain states. Figure 2 clearly shows that HAY samples deform from a nearly straight configuration in a tension-free state to a wavy form in a maximum strain state. This wavy form is caused by thick core deformation from the straight position in the yarn center to a helical manner around the wrap component. Figure 2 also shows that from samples A to F by increasing wrap filament number, the transverse deformation of HAY samples increases.

HAY samples under minimum and maximum tension.
Figure 3 shows the smoothed dimensional data of the HAYs. The horizontal and vertical axes indicate longitudinal and transverse dimensions of the samples, respectively. The vertical axis also is a criterion of HAY diameter variations. Figure 3 clearly shows that the increase in HAY length during yarn extension results in an initial reduction in sample width which is then followed by an increase in sample width as the sample is extended further. Figure 3 also shows that the amplitude of the variations of width versus length initially is considerable and the variations become less severe as the test continues. Additionally, the increase in filament numbers of the wrap strand tends to intensify the variations. The occurrence of the auxetic phenomenon in all samples except sample A is confirmed due to the fact that the diameter of the samples exceeds the initial tension-free value. The absence of auxetic phenomenon in sample A is due to the use of a fine single filament as a wrap component in this sample. The use of fine single filament as a wrap component in sample A results in an inability of the fine wrap filament to overcome the stiffness of the thick core component despite the high elastic modulus of the fine wrap filament. In sample A, according to Figures 2-A and 3, the thick core filament is slightly bent by the single fine wrap filament. However, it can be concluded that the fine wrap breaks before getting straighten in the center of HAY. Table 2 shows that sample A has a wrap to the core stiffness ratio of about 0.6 which is less than the approximate value of 2 suggested by Wright et al. [24]. However, sample B which has a wrap to the core stiffness ratio of about 1.7 exhibits auxetic phenomenon and consequently is compatible with Wright et al. suggestion [24]. Figure 3 shows that sample E which is composed of 9 steel wire filaments as wrap component exhibits the largest transverse variations. Thus it is expected that sample E will show the highest auxetic phenomenon among all tested samples.

HAY dimensional values.
Poisson’s ratio of HAYs
Figures 4 and 5 show the pictorial representation of engineering and instantaneous Poisson’s ratio versus engineering strain of the HAY samples, respectively. Figures 4 and 5 indicate that Poisson’s ratio of the HAYs is of a strain-depended nature and is in line with the findings of previous researchers [18,19,24–27,31,33,35,39].
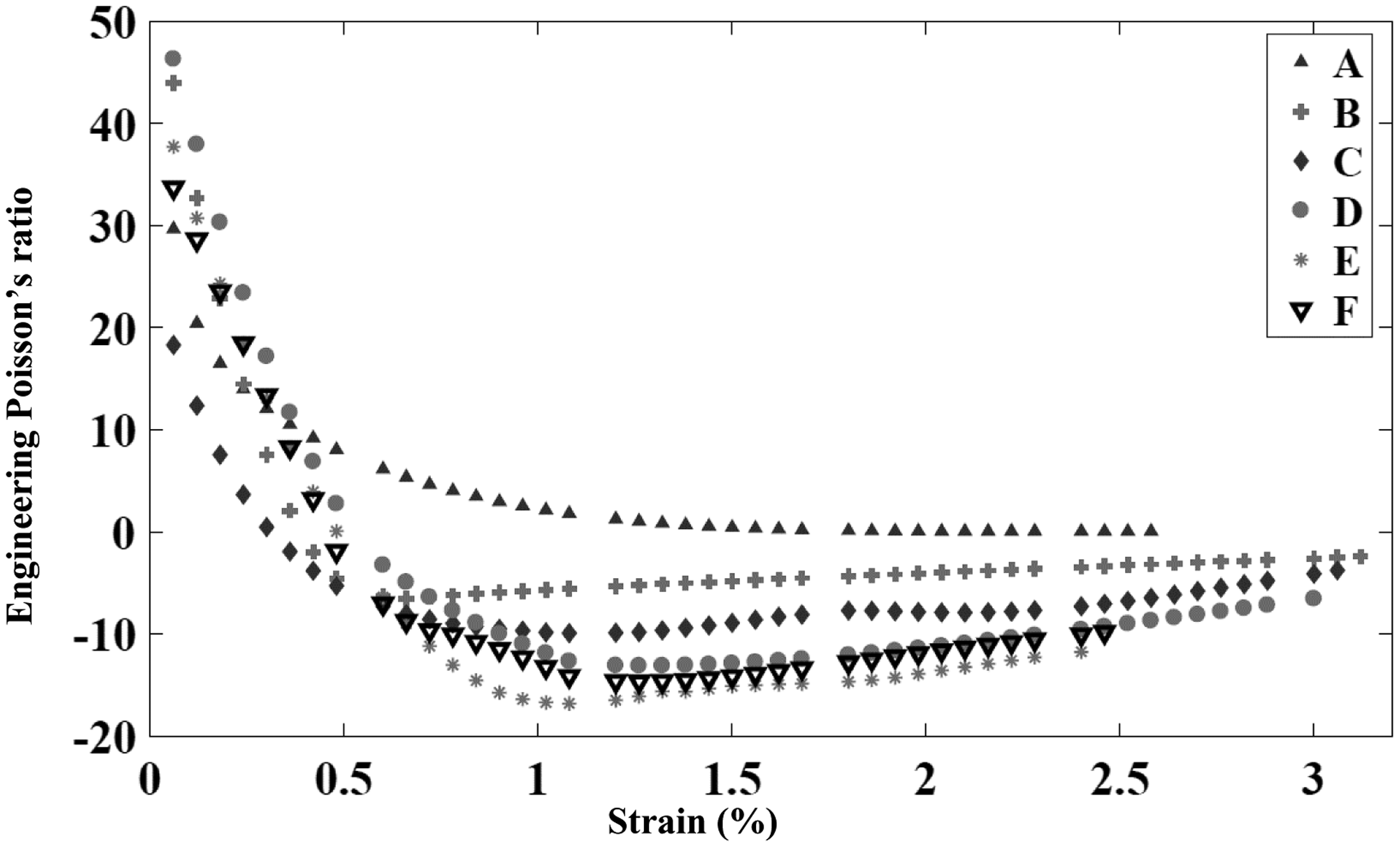
Engineering Poisson’s ratio-engineering strain of HAY samples.

Instantaneous Poisson’s ratio-engineering strain of HAY samples.
Figure 4 very clearly points to the effect of the increase in the number of filaments in the wrap component of the HAY samples. Increasing the filament numbers from 1 to 3, 5, 7, 9 and 11 causes least Poisson’s ratio to change correspondingly from 0.04 to –6.57, –9.93, –13.13, –16.82, and –14.68. Figure 4 shows that the engineering Poisson’s ratio of the samples at low strain is positive, initially. However, an increase in strain tends to reduce the engineering Poisson’s ratio of the samples to a low negative value, except for sample A. The highest value of negative engineering Poisson’s ratio, in fact, corresponds to the maximum auxetic effect. An additional increase in the amount of strain beyond the lowest point increases the value of engineering Poisson’s ratio. However, not only engineering Poisson’s ratio remains negative until the failure of the wrap component but also the fluctuation of engineering Poisson’s ratio is less substantial. In line with previous researches beyond 1% strain level, the fluctuation of engineering Poisson’s ratio tends to diminish [19,27,29,31,33].
Wright et al. [24,39] attributed the instantaneous positive Poisson’s ratio at the tension onset to positive Poisson’s ratio of HAY components. However, the theoretical evaluation [24] pointed to the existence of this positive region despite utilizing zero or negative Poisson’s ratio core and wrap components. Sloan et al. [18] and Zhang et al. [29] attributed this behavior to the conformance of the internal helix diameter of the wrap component with the unstrained diameter of the core and consequently the rapid decrease in the net width of the HAY. Liu et al. [20] are of the opinion that the increase in the positive region is due to the cross-sectional contraction that is caused by the compression force operating between core and wrap components. It must be emphasized that theoretical and experimental evaluations [18,19,24,29,31] pointing out the reduction in the magnitude of this initial positive value as a result of increasing the initial helical wrap angle. The undesirable positive region can be eliminated by pre-tensioning of the HAY to a given strain [18,24]. Therefore, besides the stated argument, the positive region probably occurs due to poor conformance between the wrap and core components in low strains and also looseness of the structure in the tension-less situation.
In general, the selected initial length and width of yarn samples also influence the values of Poisson’s ratio irrespective of the sign. The difference between the values of transverse and longitudinal extensions was found to be comparatively low, despite the fact that the selected test samples in this work were of 2 mm wide and 100 mm long. The relatively large difference between the initial width and length of the test samples has resulted in a considerable reduction in the calculated amount of longitudinal strains based on equation (2). Thus the calculated Poisson’s ratio based on equation (3) is substantially high. The high values of Poisson’s ratio can be lowered by the selection of shorter initial length. For instance, by deducing the yarn dimensional data from the one cycle of wrap helix in each sample. In view of the considerably low initial helical wrap angle, the initial length will be still long in comparison to the small initial width of 2 mm. Figure 4 shows that the Poisson’s ratio at the onset of tension is much higher than Poisson’s ratio in later stages of tension state. Results representing in Figure 4 also point to the reduction in Poisson’s ratio of the HAYs that arguably is due to the moderate increase in the longitudinal strain which in turn is in the result of increasing the sample extension.
Figure 5 not only shows that the fluctuation of instantaneous Poisson’s ratio resembles those of engineering Poisson’s ratio but also demonstrates that the fluctuations are more substantial especially at the onset of extension. It must be emphasized that the fluctuations of instantaneous Poisson’s ratio are rather non-uniform. This must be regarded as an instantaneous increase or reduction in diameters of HAYs which probably is due to the multifilament structure of the wrap component.
Figure 6 shows the cross-section of HAY samples. Figure 6-b shows that steel wire filaments are positioned side by side along the core periphery in a helical manner. Therefore, the multifilament wrap strand is positioned in a strip-like manner. The utilization of a multifilament wrap strand in a strip-like manner increases HAY stiffness with minimal increase in HAY diameter. This satisfies the desirable condition in which yarn diameter contour is minimized at zero strain level which in effect is provided when the wrap component diameter is small. Therefore, in one hand, a reduction in the auxetic phenomenon due to the utilization of infinitely small diameter and high stiffness wrap strand is avoided. On the other hand, practical limitations and cost implications in the use of very fine high modulus wrap yarns are prevented.

Cross-section of HAY samples; (a) monofilament wrap, (b) multifilament wrap.
Results point to the increase in auxetic effect in samples A to F as the result of increasing the filament numbers of the wrap strand. As it was expected, sample E exhibits the lowest engineering Poisson’s ratio and the highest auxetic phenomenon.
Figure 7 shows that at constant core component diameter and a given initial helical angle, the interface between the core peripheries and wrap multifilament strands increases for one helical coil unit. Elongation of auxetic yarn results in the induction of a tendency in the wrap component to straighten which in turn tends to compress the core surface which ultimately leads to helical deformation of the core component. The exerted compressive force increases due to the increase in the wrap stiffness component caused by the increase in filament numbers of the wrap strand. The increase in the exerted compressive force enhances HAY auxetic phenomenon. However, an excessive increase in the number of filament strands of the wrap adversely affects HAY auxetic phenomenon. Figure 7 shows that along any imaginary plane passing through and parallel to the yarn central axis, there exists the systems of force-couple in direction of the wrap to the core. The increase in filament numbers of wrap strand tends to increase the magnitude of force-couple despite shortening the point of application of adjacent force-couple, which ultimately leads to a reduction in the HAY auxetic phenomenon. Figure 5 shows that sample E with 9 filament strands in the wrap component exhibits the highest auxetic phenomenon which is followed by samples F and D which have 11 and 7 filament strands in their wrap component, respectively. Results are indicative of the fact that despite the reduced auxetic phenomenon of sample F, this sample in comparison to sample D exhibits a higher auxetic phenomenon. This may be due to the dominant effect of an increase in the force magnitude on the reduction in the distance between force-couple components. This scenario can be seen by comparing the number of wraps in sample 11 with the number of wrap in sample 7.

HAY samples, (a) monofilament wrap, (b) and (c) multifilament wraps.
Table 3 shows the data that are extracted from Figures 4 and 5. The strain at which the auxetic phenomenon manifest, is known as activation strain and is of greatest importance [24]. Exsistance of both maximum auxetic phenomenon and low activation strain is most desirable.
Experimental data.
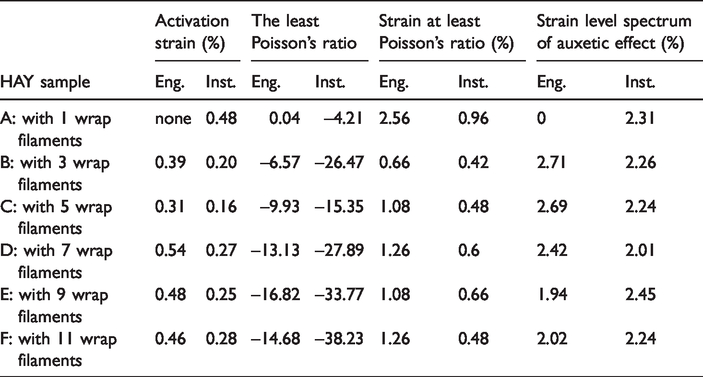
Table 3 points to the existence of the higher auxetic phenomenon in the utilization of instantaneous Poisson's ratio analysis than that of engineering Poisson's ratio. Table 3 shows that in comparison to the engineering Poisson's ratio, the instantaneous Poisson's ratio of HAY samples reduces rapidly and during this rapid decline passes through the zero value of Poisson’s ratio at very early stages. Additionally, instantaneous Poisson's ratio begins to increase rapidly and gain a positive value, while the engineering Poisson's ratio remains negative. Thus it can be stated that in line with the results of Zhang et al.[27,29], an auxetic phenomenon can be described more substantially using instantaneous Poisson’s ratio analysis. Table 3 also shows that while the least values of engineering Poisson’s ratio vary in the range of –16.82 to 0.04, the least values of instantaneous Poisson’s ratio vary in the range of –38.23 to –4.21. It must be emphasized that despite the increase in auxetic phenomenon due to the utilization of instantaneous Poisson’s ratio analysis, the strain level spectrum within which the auxetic effect occurs is not necessarily increased. As is stated by previous researchers [27,32,38], the discrepancy between engineering and instantaneous Poisson’s ratio analysis in the investigation of the behavior of auxetic yarn with high nonlinearity and strain-dependent behavior, ought to be noted. While engineering Poisson’s ratio analysis describes the general behavior of HAY concerning the initial stages of the tensile test, the instantaneous Poisson’s ratio analysis rather describes the instantaneous behavior of auxetic yarn. The latter seems to be of higher assistance in the utilization of auxetic phenomenon in the preparation of auxetic composite materials.
It is intended by the authors to carry out further investigations to find the practical use of the developed auxetic yarns in the substantial strengthening of composite materials. For this purpose, the high stiffness HAY with the high auxetic phenomenon will be used to internal and longitudinal reinforcing of the cementitious matrix with a pre-defined fiber volume fraction. The tensile strength and energy absorption capacity of the HAY reinforced cementitious composite will be also investigated. It is expected that the resultant composite validates the enhancement of strength and toughness properties.
Conclusion
In this work, high modulus helical auxetic yarns were produced and characterized. During the course of this research, it was established that the occurrence of auxetic effect in HAY, is conditional upon adjustment of the wrap to the core stiffness ratio. It was found that when using multifilament wrap yarn in a strip-like manner, an increase in wrap stiffness can be achieved without a considerable increase in the diameter of the HAY. Under such condition, the desire to minimize the HAY diameter contour at zero strain is achieved and consequently, a reduction in the auxetic phenomenon due to utilizing infinitely small diameter and high stiffness wrap yarn is avoided. It was found that the utilization of high stiffness core and high modulus multifilament wrap yarn in a strip-like manner leads to the production of HAY with a comparatively high auxetic effect of –6.57 to –16.82 and elastic modulus of 6 to 10 GPa. It was also revealed that the use of instantaneous Poisson’s ratio analysis in understanding of instantaneous behavior of auxetic yarn with nonlinear and strain-dependent behavior is inevitable. It was realized that engineering Poisson’s ratio is a valuable means which can be used to describe the general behavior of HAY concerning the initial stages of the tensile tests. Finally, it was concluded that the HAY structure with a comparatively high elastic modulus of 9 GPa and a maximum auxetic effect of –16.82 with energy absorbance capacity could be used very successfully as reinforcing elements in high stiffness composite structures.
It is intended by the authors to carry out further investigations to find the practical use of the developed auxetic yarns in the substantial strengthening of composite materials. To investigate the tensile strength and energy absorption capacity performance of HAY reinforced composite, the high stiffness HAYs exhibiting high auxetic phenomenon can be incorporated in the matrix with a pre-defined fiber volume fraction.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.