
Abstract
In recent years, research work on auxetic textile materials has become more and more popular. Helical auxetic yarns realize a negative Poisson’s ratio effect at the yarn level, wherein the braided auxetic yarns are prepared to realize the structural stability of the auxetic yarns. However, the degree of the elongation auxetic effect has not been solved. In this paper, composite braided auxetic yarns and re-braided auxetic yarns were successfully fabricated by a ring spinning machine and a high-speed braiding machine, and the Poisson’s ratio curves of the two yarns were tested by image analysis. Through the measurement of the Poisson’s ratios of these two yarns, the experimental results show that they both have a good negative Poisson’s ratio effect, and the degree of auxetic effect increases correspondingly. The composite braid technology makes the auxetic yarns retain the original auxetic effect while the degree of auxetic effect was increased. The preparation of these two kinds of auxetic yarns provides a certain experimental basis for the development of auxetic textile materials in the future, and also provides more improvement ideas for scholars.
Keywords
In our daily life, most materials show a positive Poisson’s ratio effect; however, there are some special materials that have a negative Poisson’s ratio effect, such as foam, skin tissue in human joints and single crystal pyrite.1,2 Auxetic materials tend to have better high flexibility and fracture resistance.3 –5 Some scholars studied the auxetic performance of textile materials, including helical auxetic yarns, double helical auxetic yarns and braided auxetic yarns (BAYs) and auxetic fabrics.6 –10 The main mechanism of the negative Poisson’s ratio effect in auxetic yarns is the exchange between the flexible core yarn and the stiff wrap yarn. The core yarn usually has a smaller elastic modulus and a larger radius, and the other stiff yarn has a larger elastic modulus and a thinner radius. 11 Under the action of axial strain, the core yarn gradually bends and the stiff yarn gradually straightens, which makes the positions of the two yarns change, and thus the auxetic effect occurs.12,13
The structure stability of helical auxetic yarns is poor and easily causes yarn untwisting and slippage. The BAYs developed have overcome these shortcomings.14,15 Liu 16 improved the BAYs to a certain extent, so that the yarn had the pre-stretch state, and its Poisson’s ratio was negative at the beginning of axial strain, which realizes the innovative characteristics that traditional helical auxetic yarns do not have. However, the degree of BAYs with the auxetic effect is smaller than that of helical auxetic yarns. In order to obtain a better negative Poisson’s ratio effect and a longer strain extent with the negative Poisson’s ratio effect, composite braided auxetic yarns (CBAYs) and re-braided auxetic yarns (RBAYs) were prepared. These two yarns can provide a certain experimental basis and research significance for multifunctional textile materials in the future.
Materials and methods
CBAYs based on the ring spinning machine
The basic structure of helical auxetic yarns based on the ring spinning machine is the combination of core yarn and wrap yarns. The wrap yarns are spirally wound on the core yarn. At the same time, the core yarn and wrap yarns have great differences in physical form and mechanical properties. The diameter of the core yarn is larger and the elastic modulus of the core yarn is smaller than that of wrap yarns, while wrap yarns are made of stiffer yarns. When one section is fixed and an axial load is applied to the other end, the wrap yarns are gradually stretched from spiral winding to the straight state, while the core yarn moves to the spiral winding state, as shown in Figure 1.
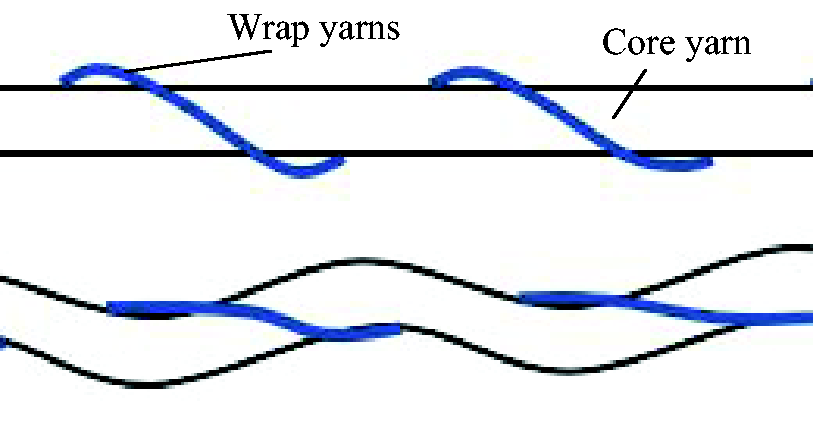
Structure diagram of auxetic yarns based on the ring spinning machine.
Considering that the negative Poisson’s ratio effect of BAYs is not obvious, three groups of BAYs are prepared using the relevant parameters in Table 1, that is, three kinds of core yarns with different linear densities are selected to prepare CBAYS by keeping the spindle speed and the number of braided yarns consistent. Then, the BAYs prepared by the high-speed braiding machine are taken as the new core yarn, and a new layer of wrap yarns is evenly wrapped on the surface of the BAYs by the ring spinning machine, as shown in Figure 2.
Materials and structural parameters of composite braided auxetic yarns
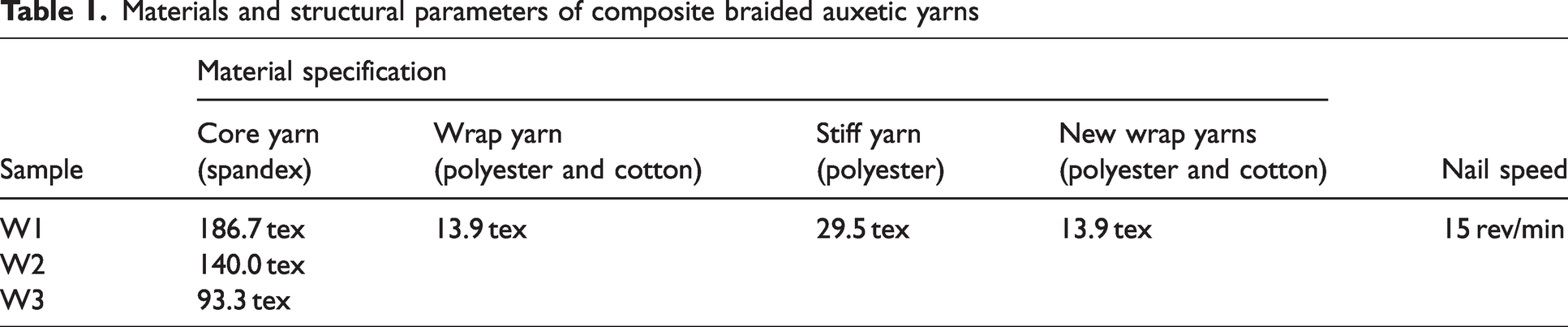
Structure diagram of composite braided auxetic yarns combined with the ring spinning machine.
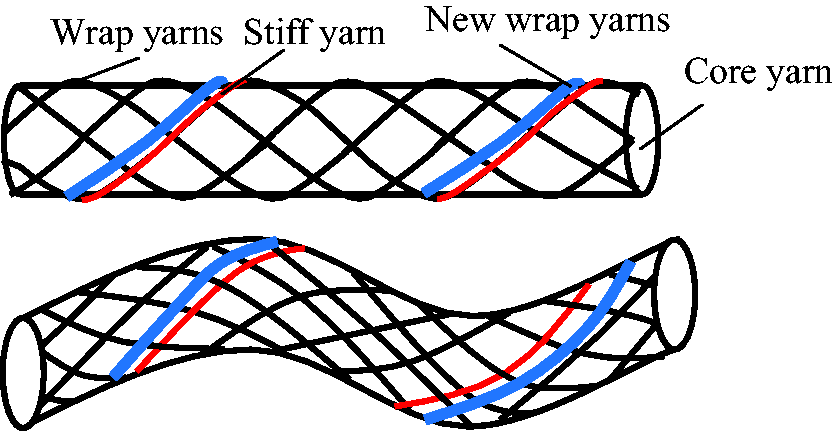
As shown in Table 1, the materials used in the CBAYs have various structural parameters, wherein W1, W2 and W3 respectively represent the CBAYs spun from three kinds of BAYs with different linear densities of the core yarn and combined with the ring spinning machine. A picture and schematic diagram of the ring spinning machine are shown in Figure 3.
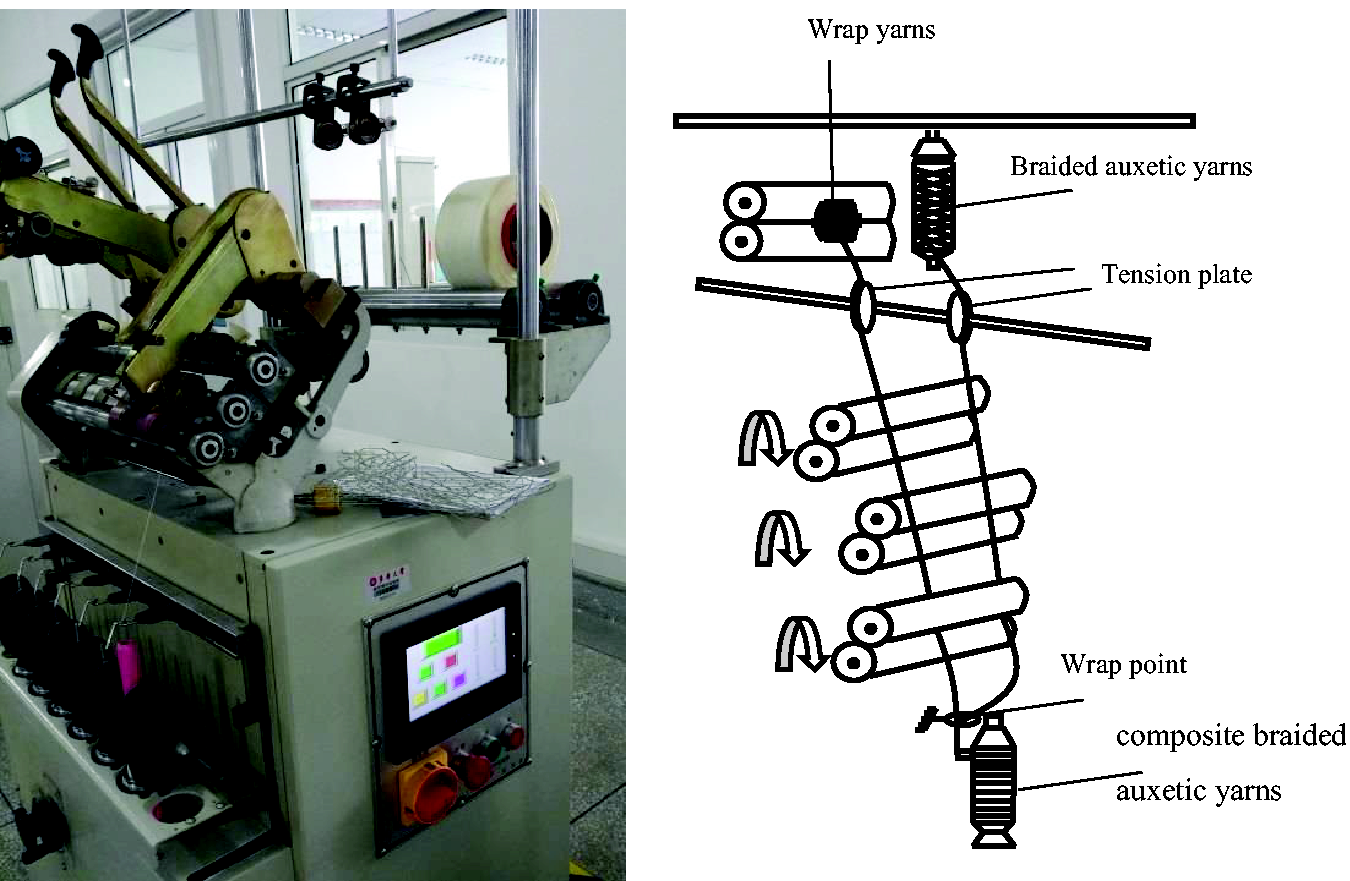
Picture (a) and schematic diagram (b) of the ring spinning machine.
Test and characterization
The Poisson’s ratio measurement of CBAYs is similar to that of BAYs. 9 Figure 4 shows a cross-section diagram of CBAYs without axial strain. The former BAYs can be regarded as the whole core yarn, and a yarn with a larger elastic modulus is evenly wrapped around the core yarn.
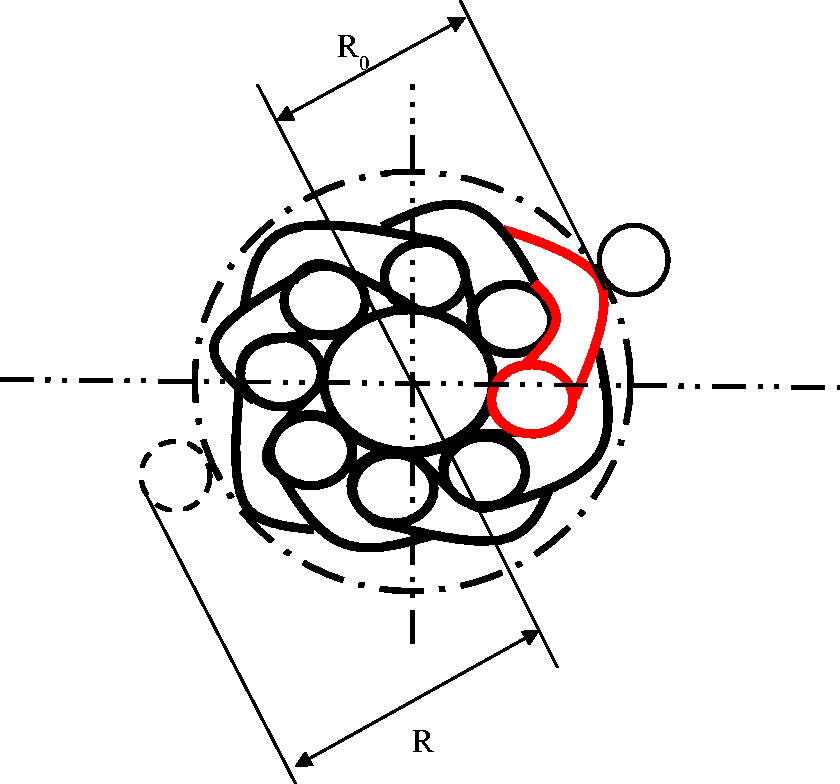
Composite braided auxetic yarn section diagram.
As shown in Figure 4, the entirety of the BAYs is regarded as the core yarn, and its radius can be regarded as R0. When the wrap yarns are added to the outer layer, its overall radius becomes R. Under axial tensile, the outer contour of the CBAYS’ radius changes from R to R′, the axial strain is εc, then the Poisson’s ratio of the CBAYs can be expressed as follows:

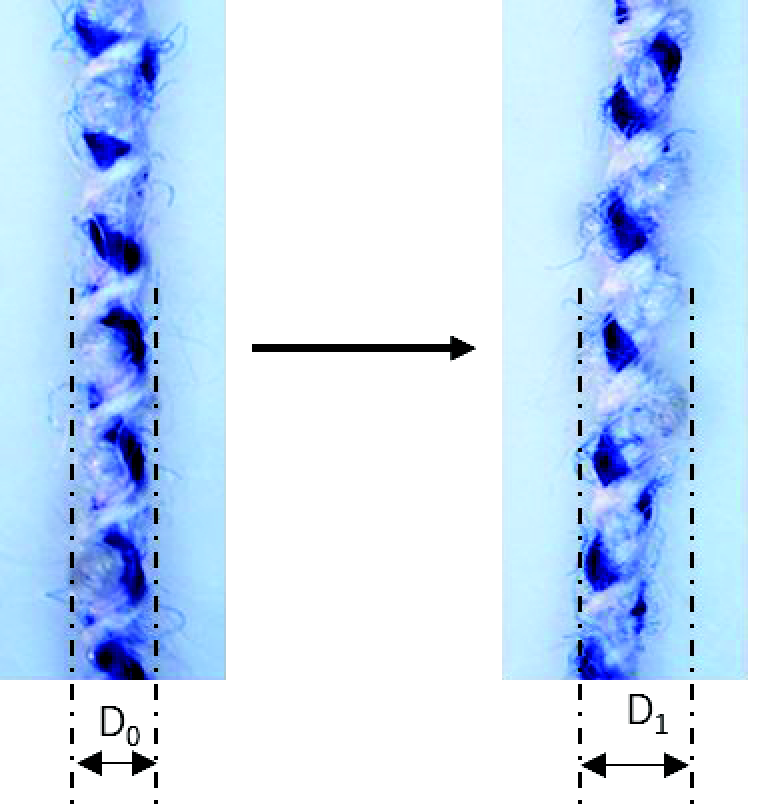
In order to test the Poisson’s ratio of the CBAYs, it is necessary to provide a certain axial load to create the axial and radial strain of the CBAYs. The dynamic Poisson’s ratio of tensile yarns in a braided composite was measured using the same test method as in the previous research. 9 Firstly, a tensile tester was used and the tensile speed was set to 12 mm/min. Then, the complete stage of the auxetic experiment was recorded by a digital display microscope. Figure 5 shows the structural changes of a group of CBAYs under axial strain, where D0 represents the diameter of the yarns without stretching and D1 represents the diameter of the yarns after stretching. As shown in Figure 5, under zero axial strain, the core yarn is already in a bending state, while the CBAYs as a whole are in a pre-auxetic state, that is, the core yarn and wrapped yarn are helical before the composite yarn is stretched. It shows a negative Poisson’s ratio directly starting from the initial state during the tensile test, which means that the auxetic effect occurs at the initial stage of tensile deformation. After the axial load is applied, the core yarn becomes more twisted, while the blue polyester yarn tends to straighten, achieving the negative Poisson’s ratio effect.
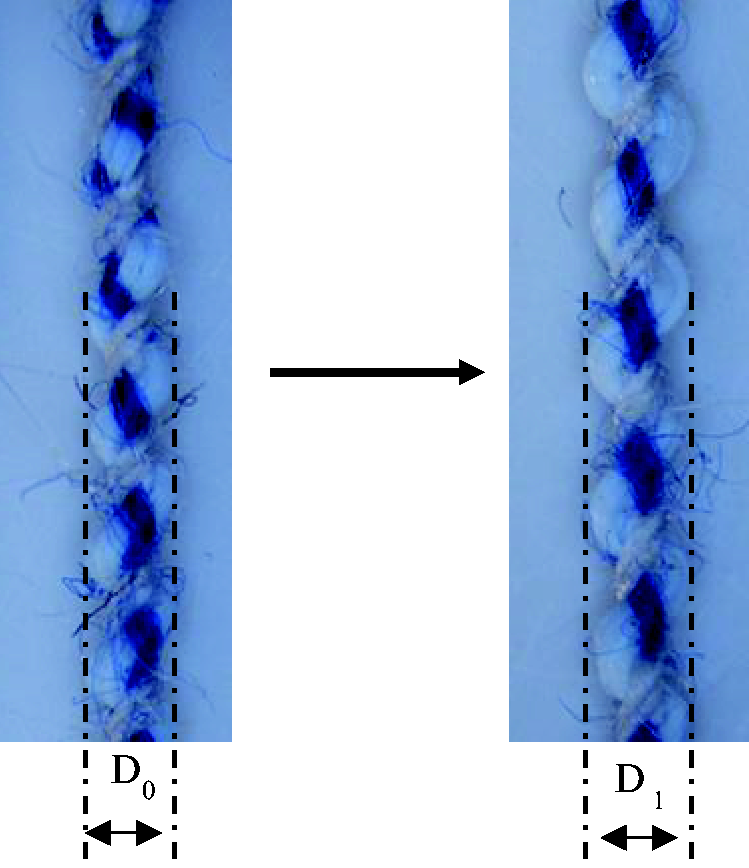
Structure change diagram of composite braided auxetic yarns.
Analysis of the tensile properties of CBAYs
Firstly, three kinds of core yarns with different linear densities were used to prepare BAYs. The core yarns were 93.3, 140.0 and 186.7 tex, respectively. At the same time, five wrap yarns and one stiff yarn were used for preparing the auxetic yarns. Then, the three groups of BAYs were spun and another wrap yarn was wrapped around the outside of these three yarns. The Poisson’s ratios of the six yarns were measured as the curve of the change of axial strain, as shown in Figure 6. Sample W2 has the lowest negative Poisson’s ratio. However, the auxetic effect of samples W1 and W3 was not obvious. Then, the Poisson’s ratio and yarn axial strain curves of the BAYs are compared, respectively.
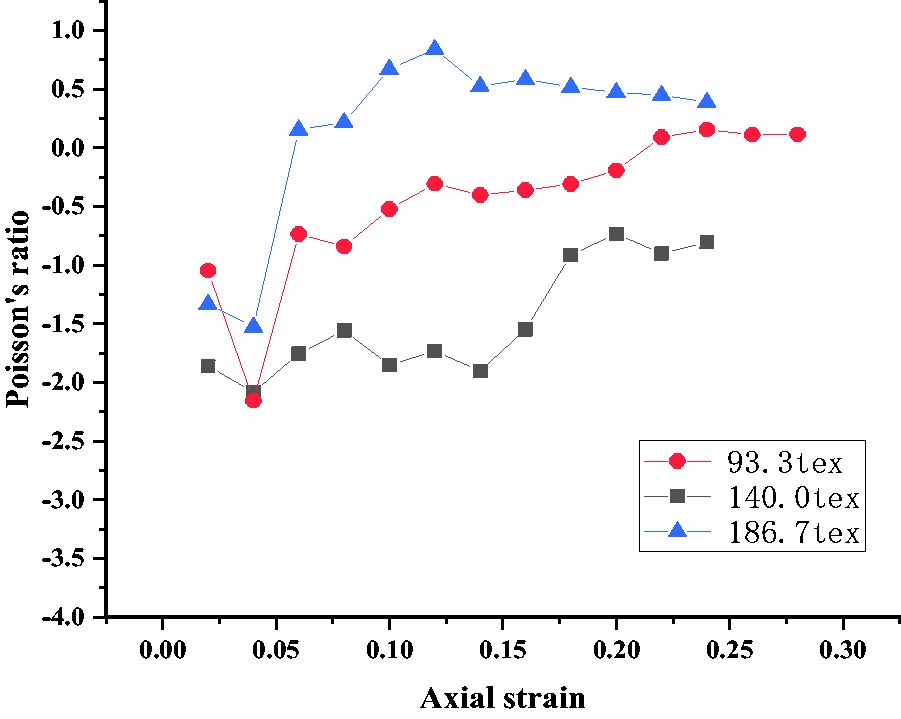
Braided auxetic yarns with different core yarns.
Figure 7 shows the Poisson’s ratio comparisons between the BAYs of 93.3 tex core yarn and the CBAYs. It can be found that after the ring spinning machine process, the minimum value of the Poisson’s ratio changes greatly and the minimum value of the CBAYs reaches about –8, and then the Poisson’s ratio keeps increasing, and eventually it also tends to about 0 with the BAYs.
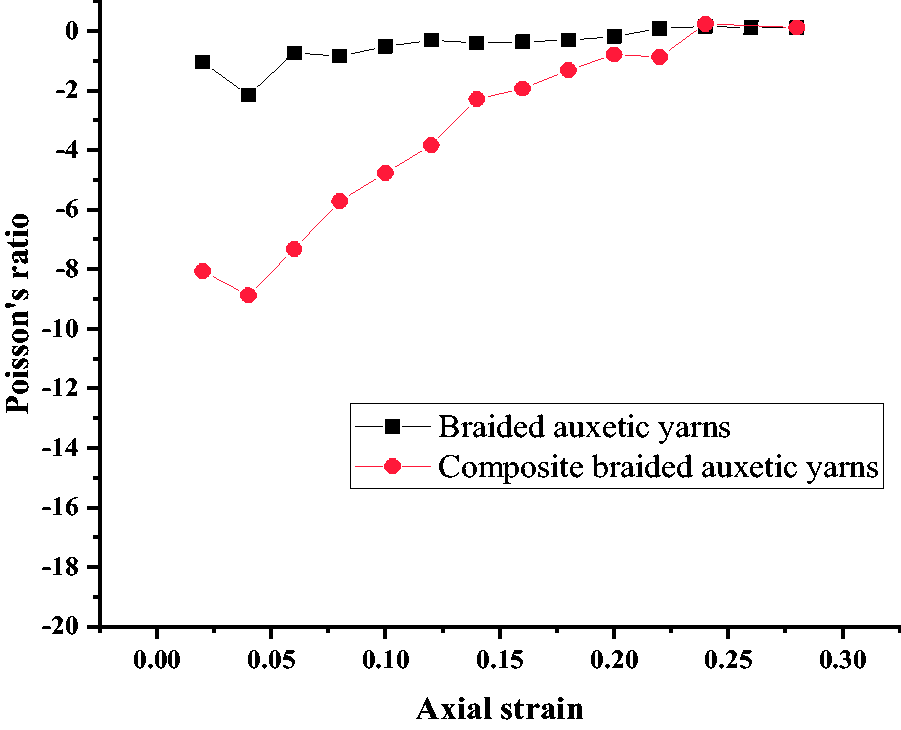
Poisson’s ratio and axial strain curve of 93.3 tex core yarn.
As shown in Figure 8, the Poisson’s ratio trends of BAYs prepared with core yarn of 140.0 tex and CBAYs change from a negative value, and then gradually increase and approach 0. However, the minimum Poisson’s ratio of BAYs is larger than that of CBAYs, with the Poisson’s ratio of −2.75. Different from the auxetic yarn prepared with the core yarn density of 93.3 tex, the minimum Poisson’s ratio becomes larger under the action of wrap yarns. However, as shown in Figures 7 and 8, the degree of negative Poisson’s ratio effect of the two kinds of auxetic yarns increases.
Poisson’s ratio and axial strain curve of 140 tex core yarn.
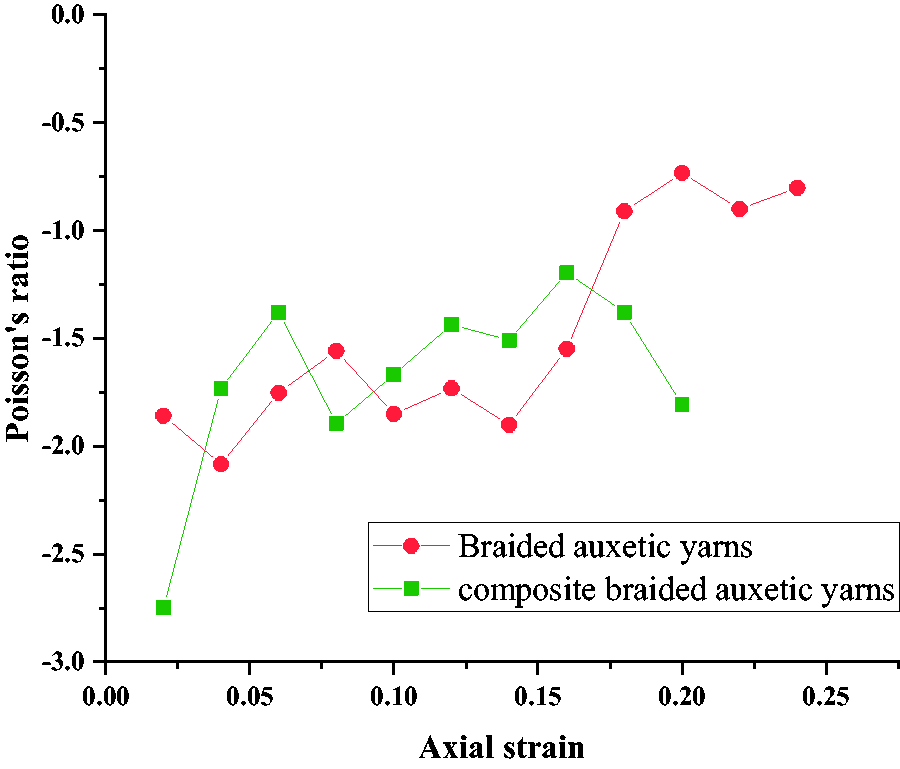
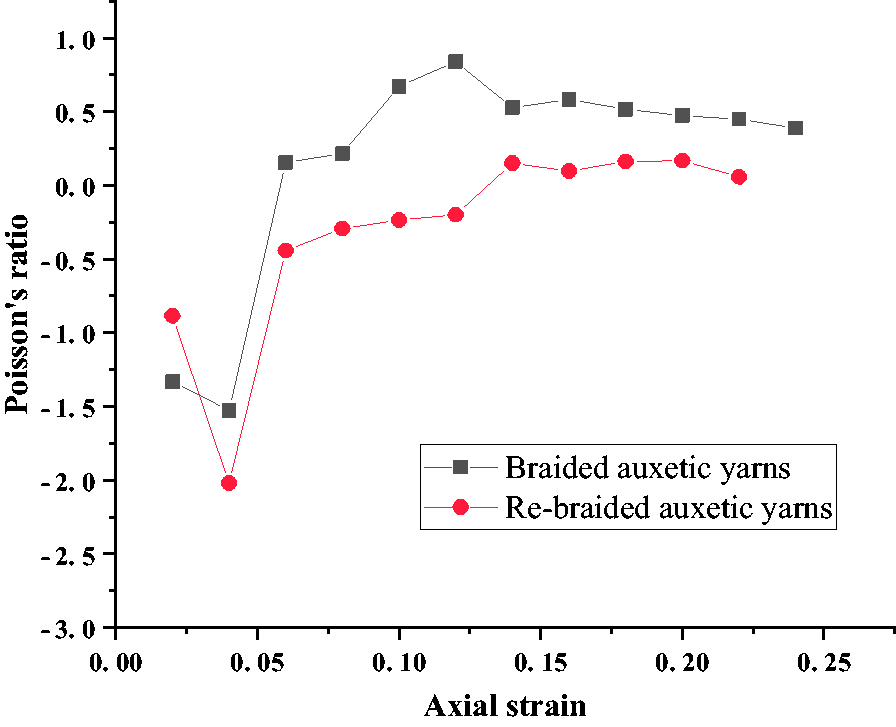
Figure 9 shows the auxetic yarns prepared with the core yarn linear density of 186.7 tex. The Poisson’s ratio effect is close and the minimum Poisson’s ratios of both BAYs and CBAYs are about –1.5, while the tensile strain extent with the negative Poisson’s ratio increases. Finally, the general tendency of the Poisson’s ratio curve is to end up around zero.
Poisson’s ratio and axial strain curve of 186.7 tex core yarn.
Therefore, when the diameter of the core yarn is small enough, it will have an obvious effect on the BAYs, and the minimum Poisson’s ratio will change significantly. This may be because, when the core yarn is fine enough, the diameter ratio of the wrap yarns to the core yarn is relatively small, so the role of the wrap yarns in BAYs is relatively obvious. However, when the gap between the diameter of the core yarn and the diameter of the wrap yarns is too large, the Poisson’s ratio will not be significantly affected and it can even make the minimum value of the Poisson’s ratio increase. However, the extent of the negative Poisson’s ratio effect increased when an extra wrapping yarn was added to the stretched yarn using the ring spinning machine. This is due to the effect of the winding yarn on the BAY extrusion, so that the curved core yarn and braided yarn maintain structural stability for a long time. Therefore, the extent of the negative Poisson’s ratio effect can be improved to some extent by combining BAYs with the ring spinning machine.
Re-braided auxetic yarns based on the high-speed braiding machine
Similarly, in order to solve the problem that the negative Poisson’s ratio effect of the BAYs prepared by high-speed braiding machine is not obvious, the BAYs are used as the core yarn, and two wrap yarns are used to braid the BAYs by the high-speed braiding machine. Figure 10 shows the re-braided structure of the BAYs, called RBAYs. On the basis of the BAYs as the new core yarn, two additional wrap yarns are evenly wound on the new core yarn. Under the continuous axial load, the BAY itself has a certain form and structure transformation, showing a certain auxetic effect. In the BAY, the core yarn and the stiff yarn change positions. The spandex shows an outward diffusion trend, while the stiff yarn shows an inward diffusion trend. Under the action of two pieces of wrapping, the whole auxetic yarns bends, which makes the negative Poisson’s ratio effect more obvious.
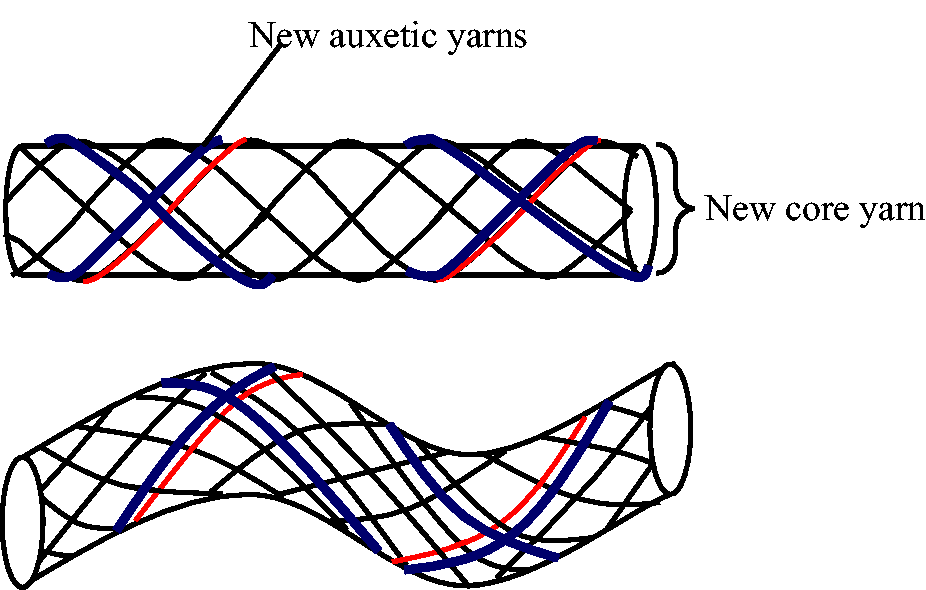
Schematic diagram of re-braided auxetic yarns.
Figure 11 shows a schematic diagram of the re-braided process of the BAYs. The BAYs are used to replace the original spandex core yarn. Polyester/cotton blended yarn is placed on two symmetrical yarn tubes and braided with a spindle rotating speed of 15 rev/min. Table 2 lists the structural parameters of the core yarn and wrap yarns. There are three core yarns with different linear densities of 186.7, 140.0 and 93.3 tex, respectively. Firstly, one core yarn (spandex) and six braiding yarns (five wrap yarns and one stiff yarn) were chosen to braid BAYs. So, three groups of BAYs were prepared by changing the linear density of the core yarn. Then, based on the aforementioned BAYs as the core part and two braiding yarns (two new wrap yarns), RBAYs were prepared by the re-braided process. The spindle speed is set as 15 rev/min.
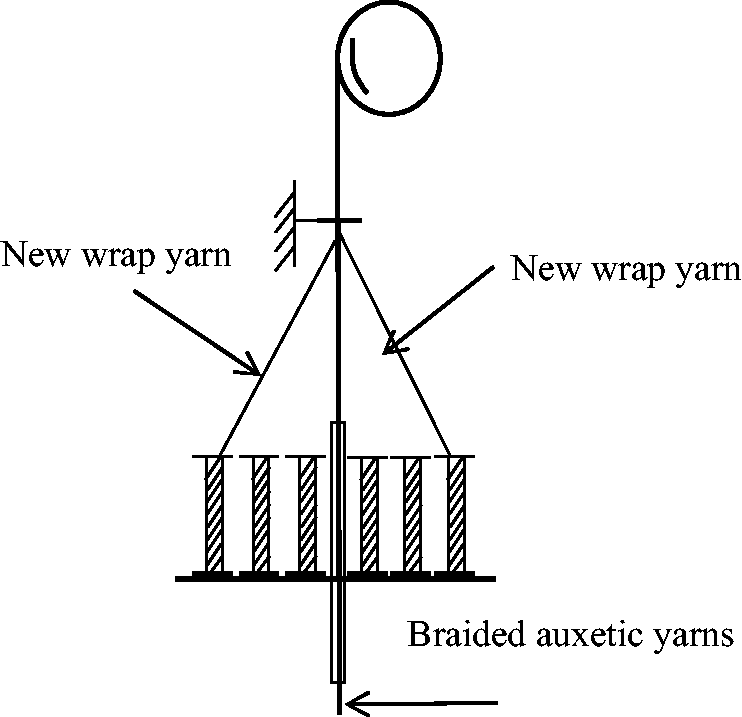
Diagram of the re-braiding process of braided auxetic yarns.
Process parameters of related yarns in the re-braided process

Test and characterization
For tensile testing of yarn along the axial direction, one end was fixed, the clamping interval was 10 cm and the auxetic speed was set at 120 mm/min. During the tensile process, a camera was used to capture the auxetic yarns, and the footage in the video was recorded at an interval of 1 s. Because the auxetic yarn line moves 1 mm axially every 2 s, the axial strain is 1%. For the yarns in each photo, the diameter of the outer contour in the three elements was measured, the average value was taken as the diameter of the stretched yarns and the Poisson’s ratio in each axial strain was measured. Figure 12 shows the structural changes of the RBAYs under axial strain. It can be seen that the diameter of the outer contour also changes significantly, showing a negative Poisson’s ratio effect.
Structural deformation of re-braided auxetic yarns.
Analysis of tensile properties of RBAYs
In the same way, three kinds of core yarns with different linear densities were used to prepare BAYs. Samples W4, W5 and W6 were measured, as shown in Figure 13. Then, the BAYs of three different core yarns were re-braided respectively, the prepared RBAYs were measured by the relative Poisson’s ratio and the Poisson’s ratio changes with the axial strain curve was drawn.
Poisson’s ratio and axial strain curve of core yarn of 93.3 tex.
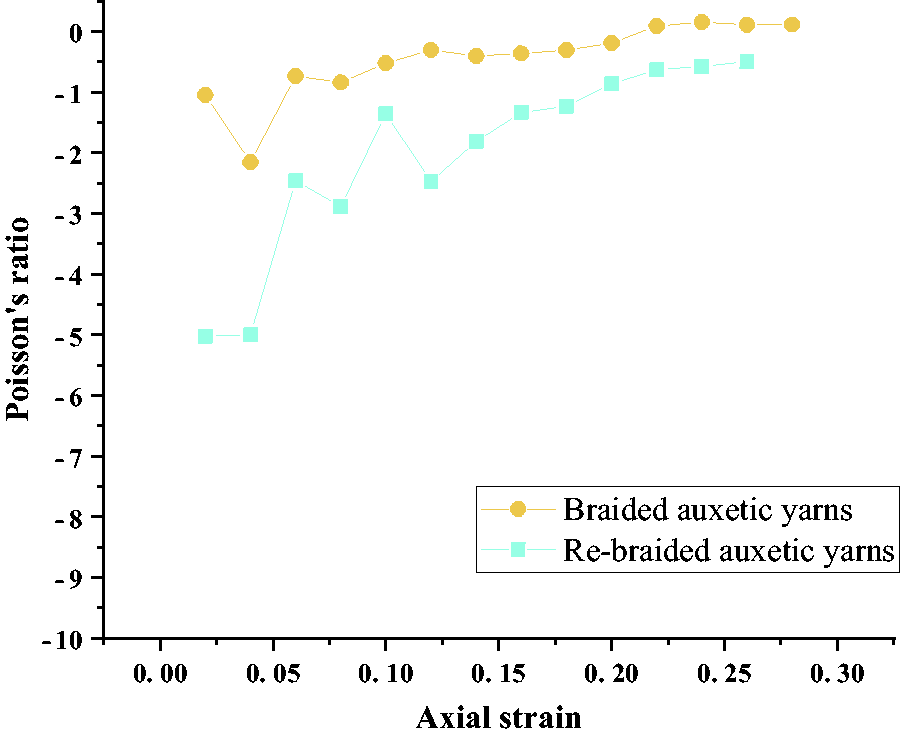
As shown in Figure 13, when the linear density of the core yarn used is 93.3 tex, the Poisson’s ratio curves of the BAYs and re-braided stretch yarn both change from negative values and gradually increase to be about 0, in which the minimum negative Poisson’s ratio of RBAYs is about –5, while that of BAYs is about –2. Figure 14 shows the Poisson’s ratio curves of the BAYs and RBAYs prepared with core yarn of 140.0 tex. It can also be seen from Figure 14 that the degree of negative Poisson’s ratio of RBAYs is larger than that of BAYs. The minimum Poisson’s ratio of the RBAYs is about –4, while the minimum Poisson’s ratio of the BAYs is about –2.
Poisson’s ratio and axial strain curve of core yarn of 140.0 tex.
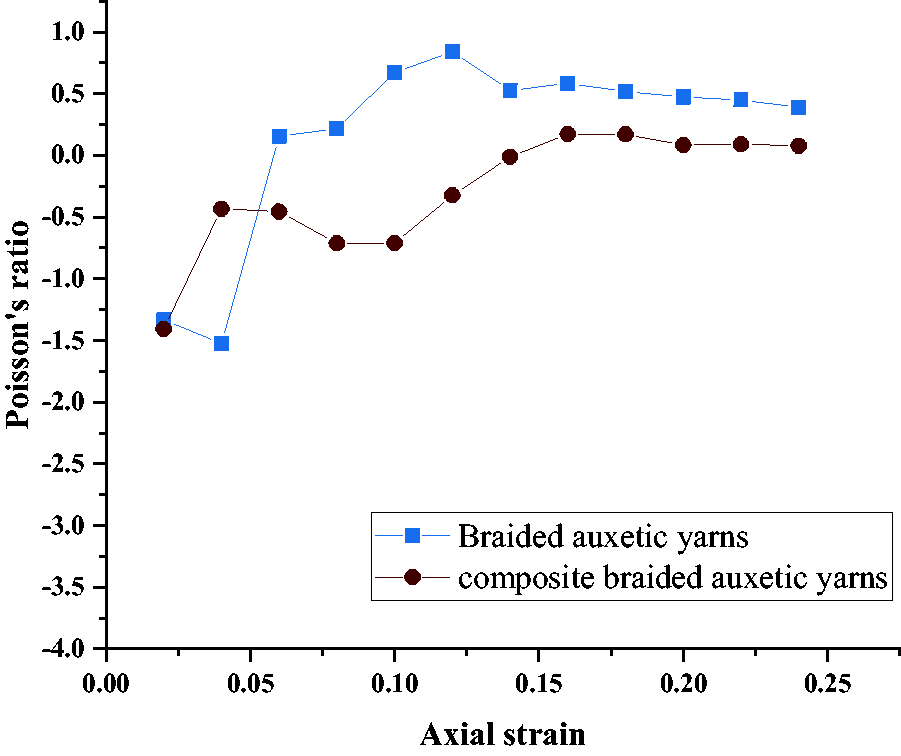
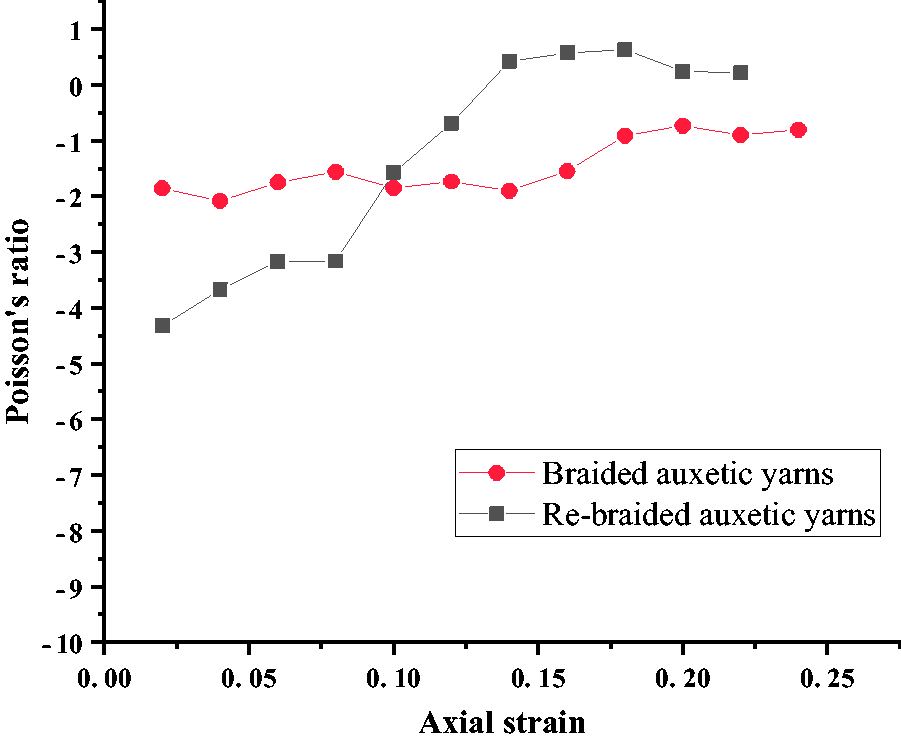
Figure 15 shows the Poisson’s ratio and axial strain curves of the core yarn of 186.7 tex. As can be seen from the figure, at the axial strain of about 13%, the RBAYs are always in a negative Poisson’s ratio state, while the BAYs changes from a negative to a positive Poisson’s ratio at about 5% strain. In terms of the extreme value of the Poisson’s ratio, it can be seen from the figure that the minimum value of the Poisson’s ratio of RBAYs is about –2, while the minimum value of BAYs is about –1.5.
Poisson’s ratio and axial strain curve of core yarn of 186.7 tex.
Therefore, when two more BAYs are introduced to the BAYs, the minimum Poisson’s ratio of the RBAYs does not decrease significantly. Only when the diameter of the core yarns is small enough will the minimum Poisson’s ratio of the BAYs be significantly affected. This may be due to the large diameter ratio difference between the new wrap yarns and the BAYs, so that the extrusion effect of the two wrap yarns cannot play an obvious role in the bending of the core yarn and the straightening of the stiff yarn. However, compared with the BAYs prepared by three core yarns and their RBAYs, the degree of negative Poisson’s ratio effect increases to a certain extent, which may be due to the cross-action of the two wrap yarns, which makes the structure of BAYs more stable in the negative Poisson’s ratio effect, thus increasing the time of the negative Poisson’s ratio effect.
Conclusions
The main content of the paper aims to solve the problem that the negative Poisson’s ratio effect of BAYs is not obvious and the degree of auxetic effect is short. The BAYs are processed again by the ring spinning machine process and braiding machine, respectively. The results show that the negative Poisson’s ratio effect still exists in the auxetic yarns treated by the ring spinning machine, and the change trend of the Poisson’s ratio is consistent with the change curve of the auxetic yarns. There is also a similar Poisson’s ratio variation trend in the RBAY obtained by using the braid machine. The experimental results show that although the BAYs improved in this way do not significantly change the minimum Poisson’s ratio (considering the data difference caused by artificial measurement error), the extent of the negative Poisson’s ratio effect becomes longer under the action of the wrap yarns, which is beneficial to the application and expansion of multifunctional textile materials. However, after the braiding machine is used to re-braid the BAYs, the diameter of the BAYs is too large, so the cross-effect of two wrap yarns do not make the negative Poisson’s ratio effect of the BAYs better. However, the structure of the BAYs is more stable under the effect of two wrap yarns. The increase of the extent of the auxetic effect of the auxetic yarns can further expand the application field and pave the way for the extension of auxetic yarns to auxetic fabric. This provides a certain foundation for the high-performance protective materials needed in the future military field.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the Major scientific and Technologic Project of the Fuzhou Science and Technology Project Plan (2022-ZD-007), the Natural Science Foundation Project of Shanghai “Science and Technology Innovation Action Plan” (22ZR1400500, 20ZR1400200), a project (grant 52173218) supported by National Natural Science Foundation of China, and the Jiangxi Provincial Administration for Market Regulation (GSJK202221) and the Key Research and Development Program of Ningbo City (grant no. 2023Z082, 20232ZDYF020042).