
Abstract
Auxetic behavior is a promising new area for use in defense applications. In comparison to a conventional material, an auxetic material has superior properties because of having a negative Poisson’s ratio; it gets broadened when stretched or becomes smaller when compressed. Furthermore, auxetic materials have enhanced properties such as shear resistance, indentation resistance, fracture toughness, energy absorption, and so on. These improved properties make auxetic materials very appealing and have the potential to revolutionize their applications in aerospace, sports, automotive, construction, biomedical engineering, smart sensors, packaging, cushioning, air filtration, shock absorption and sound insulation, and defense personal protective equipment. This article examines the most recent scientific advances in auxetic materials and structures, such as auxetic textiles (fibers, yarns, and fabrics), auxetic textile-reinforced composites, and auxetic foams, as well as their exceptional auxetic behavior and various approaches to achieving them. Although many potential applications have been proposed, actual applications of auxetic materials in defense are still limited. This is an in-depth review article, and its main goal is to serve as a foundation for future studies concerning the topic.
The Poisson’s ratio is one of the important mechanical properties of materials. It measures the deformation in the materials in a direction which is perpendicular to the direction of the applied force. 1 Most materials that exhibit a positive Poisson’s ratio laterally shrink when being stretched or expand when being compressed. Unlike the conventional, auxetic materials which exhibit a negative Poisson’s ratio (NPR), laterally expand when being stretched and contract when being compressed.2,3 Auxetic materials can be classified into two groups: natural auxetic materials and man-made auxetic materials. A large number of natural auxetic materials such as human skin, ceramics, graphite, metals, etc. have been identified and reported in numerous research works.4–7 The second category of auxetic materials is man-made auxetics which can be grouped into three types including auxetic textiles (auxetic fibers, auxetic yarns, auxetic fabrics), auxetic textile-reinforced composites and auxetic foams. 8 Actually, the term “auxetic” is usually used for both the auxetic structures and materials, i.e. auxetic can also be structures with NPR. Thus, the structures of the auxetic materials play a significant role in the expansion and compression behavior of the auxetic materials.9–11 A variety of auxetic structures have been discovered and designed, including re-entrant structures, rotating rigid structures, chiral structures, folded structures, and other structures. Each auxetic structure exhibits different deformation mechanisms and auxetic performance.4,6
Auxetic foams are the most common auxetic polymeric materials. Up to date, auxetic foams are still fabricated through the conversion of conventional polymer foams to change the conventional honeycomb structure of cells to auxetic structures.8,9 In spite of the fact that the direct preparation of auxetic foams from polymer resins is still a challenge, several recent research works have successfully produced these foams through a direct synthesizing process.12,13 Fibers and yarns are the basic components of textile materials. The successful fabrication of auxetic fibers from polymers significantly enlarges the potential applications of auxetic polymeric materials. Auxetic yarns are mainly formed by the combination of different types of yarn components with special arrangements. Auxetic fabrics can be produced by using auxetic fibers or auxetic yarns or the combination of conventional yarns and auxetic geometry based on mechanical processes such as weaving, knitting, and braiding. 8 Using the auxetic textile preforms including auxetic fibers, yarns and fabrics, auxetic composites can be manufactured to attain a variety of properties through textile structural composite processing.8,14 Two main approaches to auxetic composites are a laminated angle ply which relies on the architecture of one of the phases, and a composite where one or more of the phases is auxetic. 15
Auxetic materials possess improvements in mechanical properties due to a change in Poisson’s ratio compared to conventional materials. Concretely, Young’s modulus of auxetic materials is lower than the conventional ones when they are subjected to loading, either stretching or compression.8,16 In contrast to Young’s modulus, the shear modulus of auxetic materials is higher than conventional materials.8,16,17 In other words, the auxetic materials are easy to deform volumetrically and difficult to shear.16,18 Furthermore, auxetic materials have enhanced indentation resistance. For conventional materials, when impact happens, the materials will tend to “move away” from the impacting area in all directions, leading to a decrease in density at the impacting area. On the contrary, when an object impacts the auxetic materials, the materials will tend to “move into” the impacting point due to the NPR effect.3,8,17 Additionally, the fracture toughness of the auxetic materials is improved with the NPR effect.2,3 The toughness increases with the increase in NPR. The toughness of auxetic materials was investigated as a function of the permanent volumetric compression ratio. The toughness of the auxetic foams and composites is better than that of conventional foams and composites.19–21 One of the most important properties of auxetic materials is energy absorption which makes auxetic materials have great possibilities of applications in several branches of industry. Compared to conventional materials, the energy absorption ability of auxetic materials is also enhanced.17,19–23 The damping capacity of the auxetic foams (open cell polyurethane foam) which was developed by Scarpa et al. was found to increase by a factor of 10 compared to the conventional foams used to manufacture the NPR ones. 23 All properties are beneficial for armor systems.
In military operations, personnel and vehicles are often exposed to ballistic and blast threats. Therefore, military personnel protective clothing including jackets, shirts, pants, helmets, boots, gloves, shin pads, elbow pads, knee pads, and even body armor is a necessity. 15 Hence, a special material that is used to fabricate armor systems with the abilities to absorb energy locally and spread the energy out fast and efficiently, is crucial for protection purposes. Moreover, although the realities of modern combat demand lightweight armor, it needs to have toughness and strength and provides impact protection or behind-armor blunt trauma mitigation, while not contributing to excessive weight. 24 All properties of auxetic materials are beneficial for protective application in defense, especially armor systems. Until now, although many reviews on auxetic materials have been published, a more focused review on auxetic materials and structures for defense applications is still rare. Consequently, this article reviews and discusses the result of several recent studies published on this subject. In particular, auxetic materials and structures like auxetic textiles (fibers, yarns, and fabrics), auxetic composites, and auxetic foams and their exceptional auxetic behavior that can be obtained by either utilizing auxetic yarns or changing auxetic geometry and structures differently during weaving and knitting manufacturing; considerable progress in the fabrication, especially auxetic yarn fabrication process and manufacturing process of auxetic foam; and potential applications in defense have been presented. This work will pave the way for our further studies.
Common auxetic materials and structures
Auxetic fibers and yarns
Fibers and yarns are the basic components for fabricating textiles. In recent years, the use of textile technology to fabricate auxetic materials has attracted more and more attention. Generally, there are two approaches to produce auxetic textiles. The first one uses auxetic fibers or yarns to produce an auxetic textile structure, whereas the other utilizes conventional fibers or yarns to manufacture an auxetic textile structure. The auxetic fiber is one class of polymeric materials and it has better mechanical properties than other polymeric materials. 8 The successful fabrication of auxetic fibers from polymer significantly enlarges the potential applications of auxetic polymeric materials. The auxetic fibers have great potential to be used in fiber-reinforced composites. 25 Until now, various auxetic fibers have also been developed such as auxetic polypropylene (PP),26–32 auxetic polyester,29,33 and auxetic nylon fibers. 29 In 2002, Alderson et al. first produced PP fibers that displayed auxetic behavior in a continuous process by using a modified melt spinning technique. They used a laboratory scale melt extruder and a flat profile of 159°C across all extruder zones to produce auxetic PP fibers and the NPR obtained was −0.6. 26 For optimizing the manufacturing parameters at a large scale, Alderson et al. produced several batches of the auxetic PP fibers under different conditions, such as temperature, in the extruder, screw speed, take-up speed, and quench conditions by using the large-scale extruder. 30 In 2016, Alderson et al. successfully produced auxetic PP fibers at a large scale, which enables the industrial manufacturing of auxetic PP fibers. The results indicated that a temperature of 200°C, screw speed of 12.5 rpm, and take-up speed of either 1.5 or 3.5 rpm produced fibers with a high degree of auxeticity up to 5% strain – significantly increasing the auxetic strain range previously reported for laboratory-scale extrusions at lower extruder temperatures and the maximum NPR was −0.86. 28 The developed fabrication process of PP fibers is flexible enough to produce other polymeric fibers such as polyester and nylon with the ability to achieve auxetic behavior. The results demonstrated that the auxetic polyester fiber produced at 225°C with a screw speed of 0.525 rpm and take-up speed of 0.075 m/s possesses a NPR of −0.72 ± 0.05 and the polyamide fibers exhibit the auxetic effect only when the manufacturing temperature of 195°C with a screw speed of 10 rpm and a take-up speed of 2 rpm.29,33
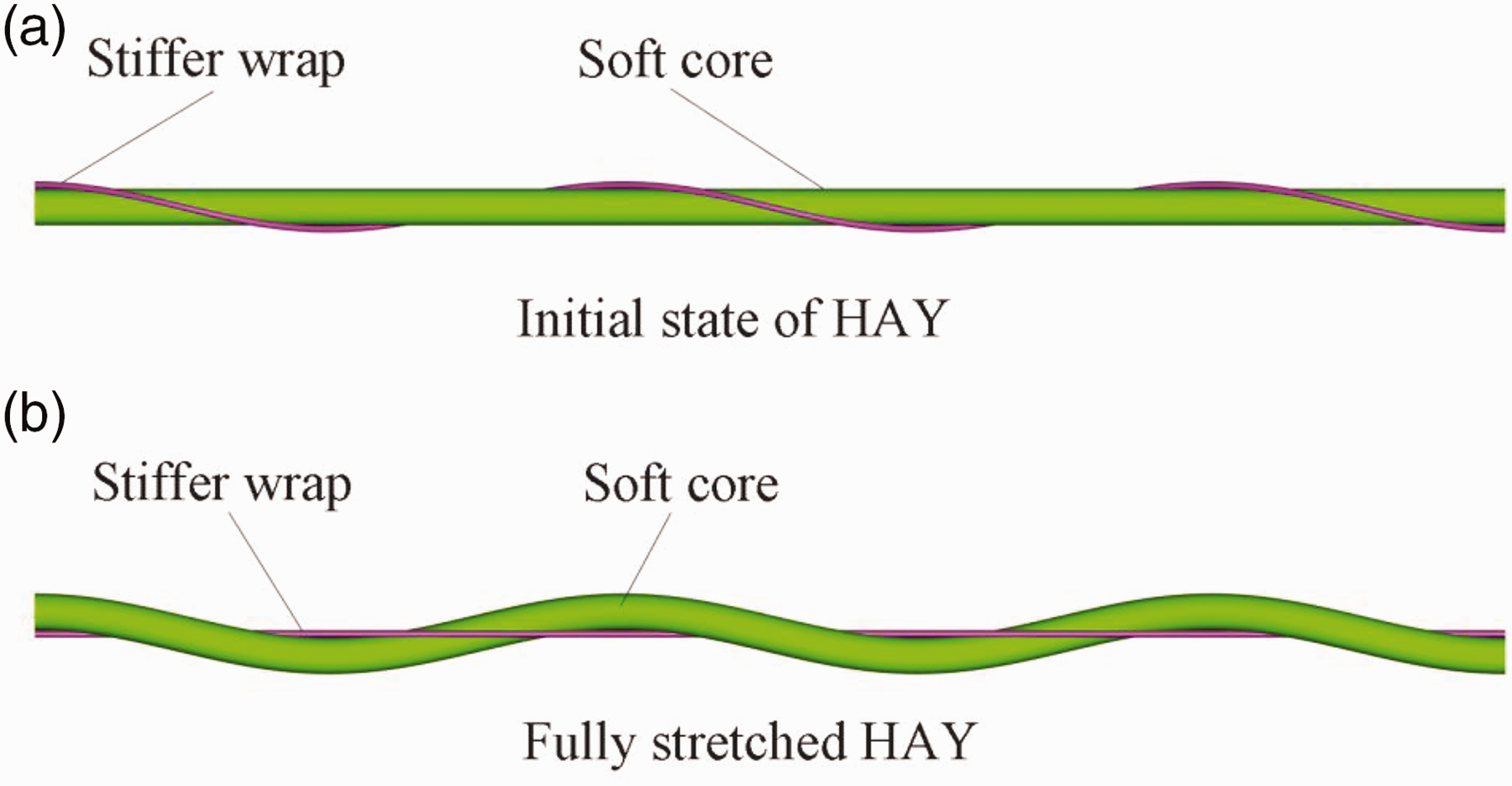
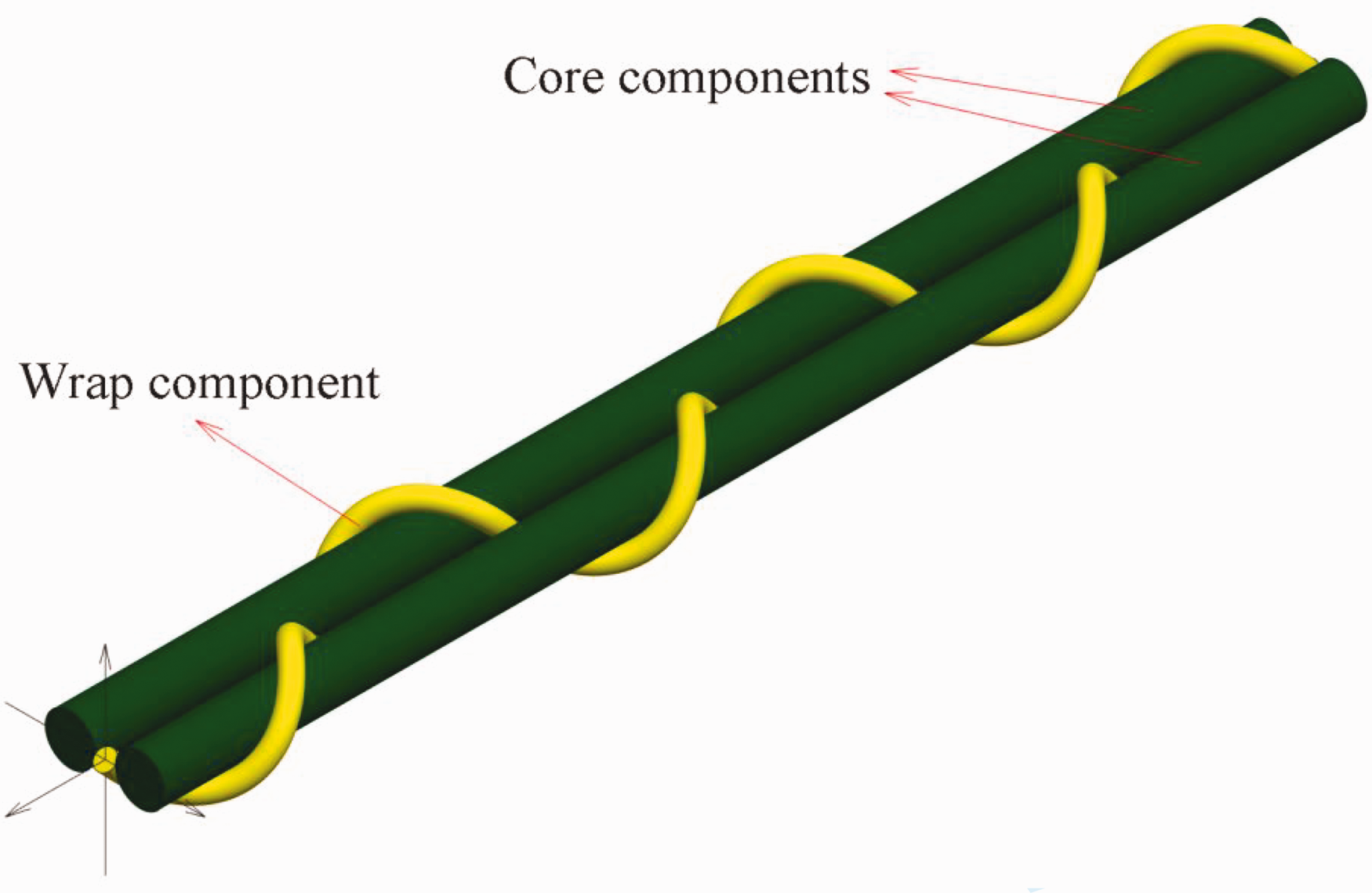
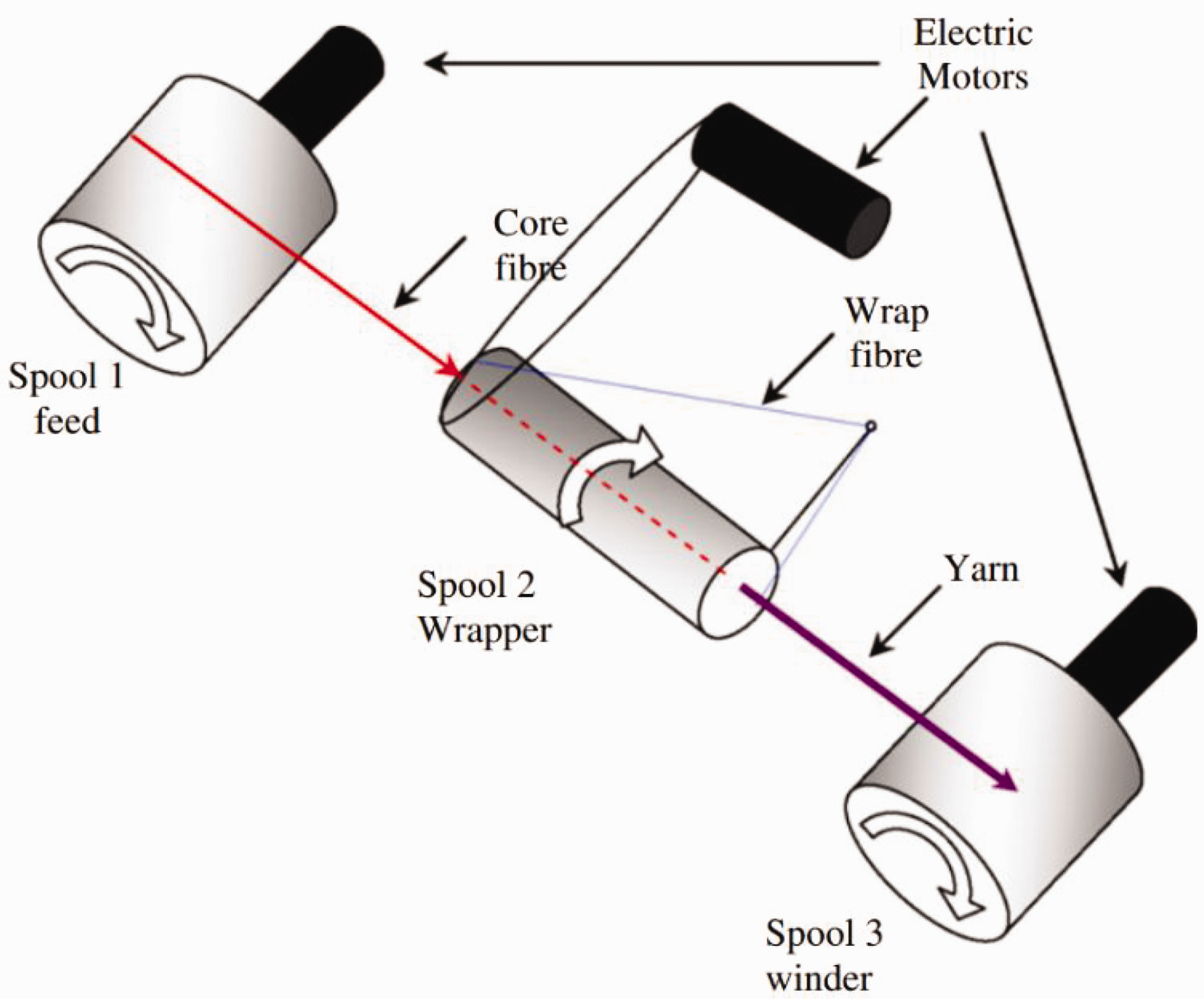
Auxetic yarns are entirely different from conventional yarns, they can be realized with non-auxetic fibers using a special yarn structure. Many studies have been performed on the design, structural analysis, and mechanical properties evaluation of auxetic yarns. Hook and Evans proposed the first design of a helical auxetic yarn (HAY) structure demonstrating an auxetic multifilament construction consisting of a thin high-stiffness yarn helically wrapped around a thicker low-stiffness core yarn. 34 When the HAY is stretched in the longitudinal direction, the high stiffness wrapping yarn straightens, causing the lower stiffness core yarn to helically wrap around it,35–37 as shown in Figure 1. A double helix yarn (DHY) produced by Miller et al. has similar structures to the HAY. This yarn also relies on the combination of two yarns: a relatively stiffer and thinner wrap yarn and a thicker straight elastomeric core yarn. Since the core yarn is elastic, DHY laterally expands when being stretched and returns to its original helix state after the removal of the stretching force as shown in Figure 2. In this research study, the wrap yarn was ultra-high molecular weight polyethylene (UHMWPE) with a linear density of 220 dtex and the core yarn of polyurethane (PU) of 0.64 mm diameters. The initial wrap angle was 70° and the NPR of DHY was −2.1. 38 Sloan et al. reported an experimental-based systematic study of monofilament HAY on the yarn geometry consisting of a 600 μm PU yarn as the wrapper and three different polyamide (PA) yarns with different diameters as the core, and the maximum NPR was −2.7 at 150 μm PA yarn. 36 The DHY can also be produced with PU and PA yarns. In the same line, Miller et al. also manufactured the DHY with the same structure by using carbon fiber to further fabricate a composite with both auxeticity and high mechanical performance. The DHY was manufactured with carbon yarn as the wrapper and drawn monofilament nylon yarn as the core. The carbon fiber was manually wrapped around the nylon core with three different wrap angles and the maximum NPR was −6.8 at 10° wrap angle. 39 In addition to these results, Bhattacharya et al. claimed that the modulus ratio of components has to be high enough to yield an auxetic effect and low enough to prevent the indentation phenomena. According to their results, the indentation phenomena lessen the maximum NPR of HAY. In order to overcome this problem, they offered to use multifilament wrap component instead of monofilament wrap component due to their different indentation mechanism. 40
Helical auxetic yarn (HAY) structure (adapted from Sloan et al.). 36
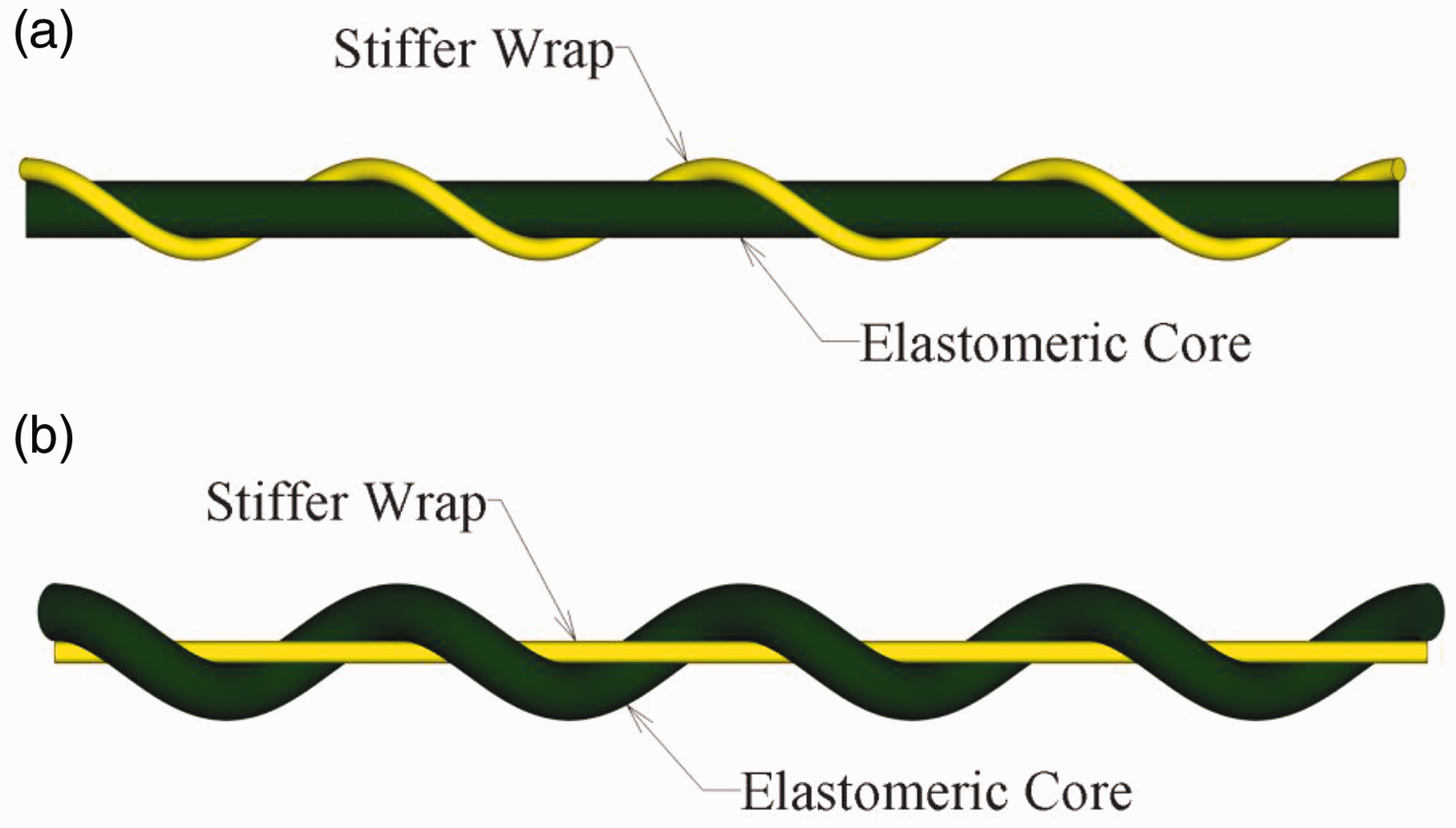
Double helix yarn (DHY) structure: (a) at zero strain and (b) at maximum strain (adapted from Miller et al.). 38
The later works focused mainly on investigating the effect of raw material composition and the structural parameters on Poisson’s ratio of HAY. A number of investigations have been done by various researchers and the results show that the core/wrap diameter ratio, the initial wrap angle, and the component yarn modulus are the most important influencing parameters. In general, the higher core/wrap diameter ratio, the higher modulus ratio of components, and the lower the initial wrapping angle of the wrap component are, the higher the maximum NPR will be achieved.40–43 Depending on applications, these parameters will be adjusted accordingly to reach the best auxetic behaviour of the HAY. Recent research by Liu et al. proposed a heat treatment for HAYs. An orthogonal experiment with three factors and three levels was carried out to study the effects of diameter ratio, yarn twists, and initial helical angle on the structure and Poisson’s ratio of complex yarn. A PA filament with a melting point of 80°C together with the wrap ply wrapped around the core ply was conducted with the heat treatment at 120°C, the melted PA improved the contact state between the two plies without tension. It was found that the heat treatment process can not only improve the structural stability of complex yarns but also promote the expansion effect. The auxetic yarns produced in this research exhibited a maximum NPR of −1.12. However, the melted PA can be used only once under tensile loading and the complex manufacturing process was not suitable for large-scale production. 44 In the study of Ullah et al., HAYs were developed by varying the wrap angle. Four types of materials were used for this research work including nylon, PP, UHMWPE (Dyneema), and aramid (Kevlar) multifilament yarns. Nylon and PP multifilament yarns were utilized as the core yarns, UHMWPE (Dyneema), and aramid (Kevlar) multifilament yarns were utilized as the wrapping yarns with wrap angles of 15°, 20°, and 25°. Research results show that the maximum NPR of HAYs was −3.37 at 15° wrap angle. 45
One of the serious problems for HAYs and DHYs is that it is hard maintaining a consistent wrap angle both during manufacture and in use due to the easy slippage of the wrap ply along the core ply, rooted in the control of tension applied to the two plies,39,46,47 as shown in Figure 3. Aiming to resolve these drawbacks, Lim explored a variant of the HAY by sewing a thin cord, in a triangular pattern, through an elastic fat cord to form a semi-auxetic yarn (SAY). Results show that the Poisson’s ratio of the yarn is influenced by the initial half angle of the thin cord and the Poisson’s ratio of the fat cord, respectively. 48 Meanwhile, Zhang et al. created a three-component auxetic yarn based on a stiff wrap yarn (the first component) which was helically wound around an elastomeric core yarn (the second component) coated by a sheath (the third component), as shown in Figure 4. The wrapping yarn was a twisted UHMWPE multifilament yarn with high stiffness and strength and a wrap angle of around 40°. The three-component auxetic yarn coated by silicone rubber gel as a sheath exhibited a NPR of around −1.5. Coating thickness of the third component affects the auxetic behavior of this type of yarn and can be employed as a new design parameter to tailor both the Poisson’s ratio and modulus of this novel composite reinforcement for a wide range of applications. However, the yarn structure can be restricted by the silicone sheath and the auxetic effect decreased with the increasing coating thickness of the sheath. 49 Another type of the auxetic yarn is the helical auxetic plied yarn (APY) which was proposed by Ge et al. The APY structure was formed with an equal even number of soft yarns and stiff yarns with special arrangements of them. A four-ply yarn structure which is constructed with two soft yarns and two stiff yarns with different diameters and modulus to achieve NPR behavior, as shown in Figure 5, is commonly used as a type of APY. Four types of four-ply auxetic yarns were manufactured by Ge et al. by using two types of stiff yarn (polyester and PA filaments) and two types of soft yarn (two spandex yarns with different diameters). This auxetic yarn improved the structural stability and displayed a maximum NPR of around −4.5. 50

Poor conformance between the core and the wrap using conventional spinning technology (adapted from Wright et al.). 46
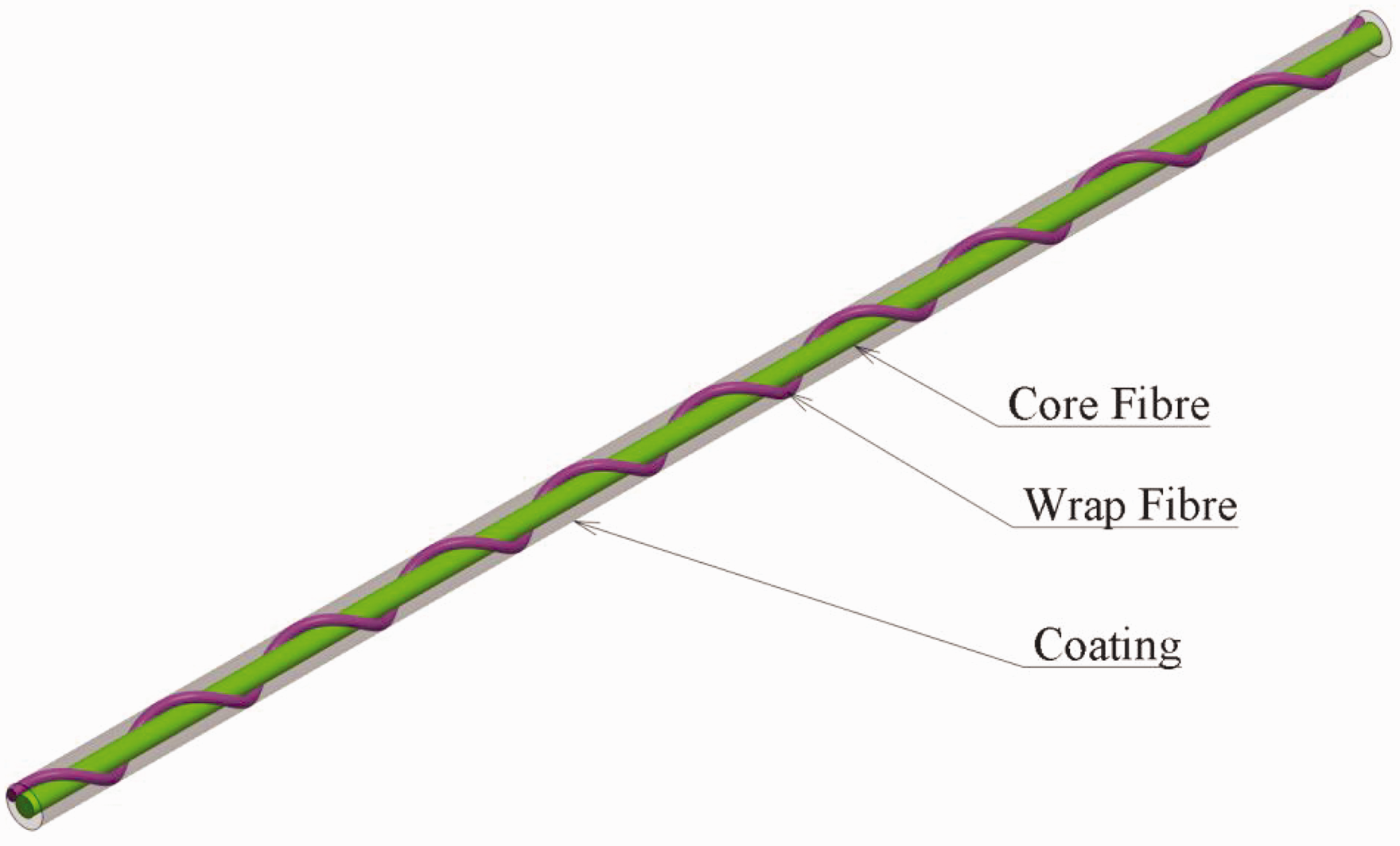
Three-component auxetic structure (adapted from Zhang et al.). 49
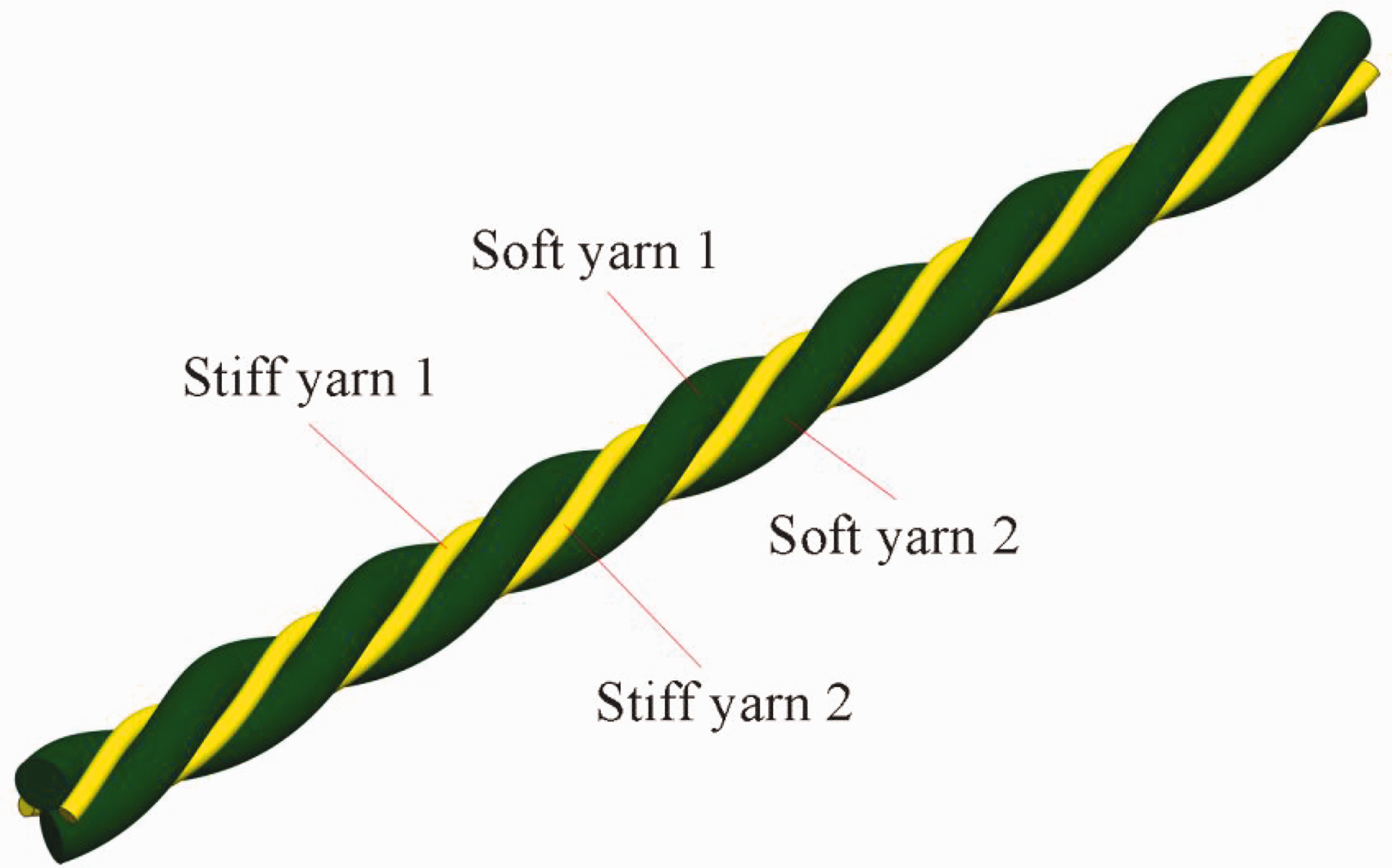
Four-ply auxetic yarn structure (adapted from Ge et al.). 50
In addition to the experimental results, numerical techniques and finite element analysis (FEA) were also used to analyze the behavior of yarns. Many authors chose finite element models to design and predict auxetic yarn properties, such as Wright et al., 51 Du et al., 52 McAfee and Faisal, 41 etc. Although there are differences between experimental research and FEA, FEA is still an effective method for designing auxetic yarn and its geometrical analysis in order to support the production process. For example, in the research work of Gao et al., HAYs including two components were produced in high quality by optimizing the structural parameters of HAYs, which achieved a Poisson’s ratio as low as −9.6 in experiments and −20.94 in FE modelling. 47 Razbin et al. introduced a new structure for designing auxetic yarn namely called “double-core helical auxetic yarn” (DC-HAY), adapted from HAY and SAY structures and based on the braiding technology consisting of two similar soft yarns as core components and a stiff yarn as a wrap component, as shown in Figure 6. The results showed that the proposed yarn structure exhibits an apparent auxetic outcome. Moreover, the modified model is capable of predicting the maximum NPR of the DC-HAY with a desirable error. Furthermore, it was found that the higher modulus ratio of components, higher diameter ratio of components, and the lower initial wrapping angle will result in a higher maximum NPR through “X” and “Y” directions, which was −8.23 and −8.16, respectively. 53
Double-core helical auxetic yarn structure (adapted from Razbin et al.). 53
Auxetic fabrics
Auxetic fabrics can be produced by using auxetic fibers or auxetic yarns or the combination of conventional yarns and auxetic geometry based on mechanical processes such as weaving, knitting, and braiding. Auxetic fabrics developed based on braided structures will be introduced in a future article. In this section, auxetic fabrics based on woven and knitted structures with potential applications in defence are presented as below.
Auxetic woven fabric (AWF)
Ng and Hu used APYs to produce AWFs. Four-ply auxetic yarns were incorporated into a series of woven fabrics with different design parameters to research their auxetic behavior, as shown in Figure 7. Effects of APY arrangement, properties of the single component yarn (warp yarn), type of weft yarn, and weave structure were then evaluated. The results show that the alternative arrangement of S- and Z-twisted four-ply auxetic yarns in a woven fabric can generate a higher NPR of the fabric. While the higher single stiff yarn modulus of auxetic yarn can result in greater NPR behavior, finer soft auxetic yarn does not necessarily generate such an effect. Weft yarns with low modulus and short float over the four-ply auxetic yarns in fabric structure are favorable for producing high NPR behavior. 54 Subsequently, in 2019, Nazir et al. produced AWFs with four different weaving patterns using HAYs as warp and Kevlar as weft. Herein, the HAY was developed by wrapping a stiffer yarn (multifilament Kevlar) on core yarn (multifilament PP) and varying the wrapping angle from 8° to 20°. It was found that the lower wrap angle in HAY yielded a higher auxetic effect and the matt woven fabric developed using 8° HAY exhibited a maximum auxetic effect. The developed structure can be effectively used for filtration or energy absorbing applications. 55
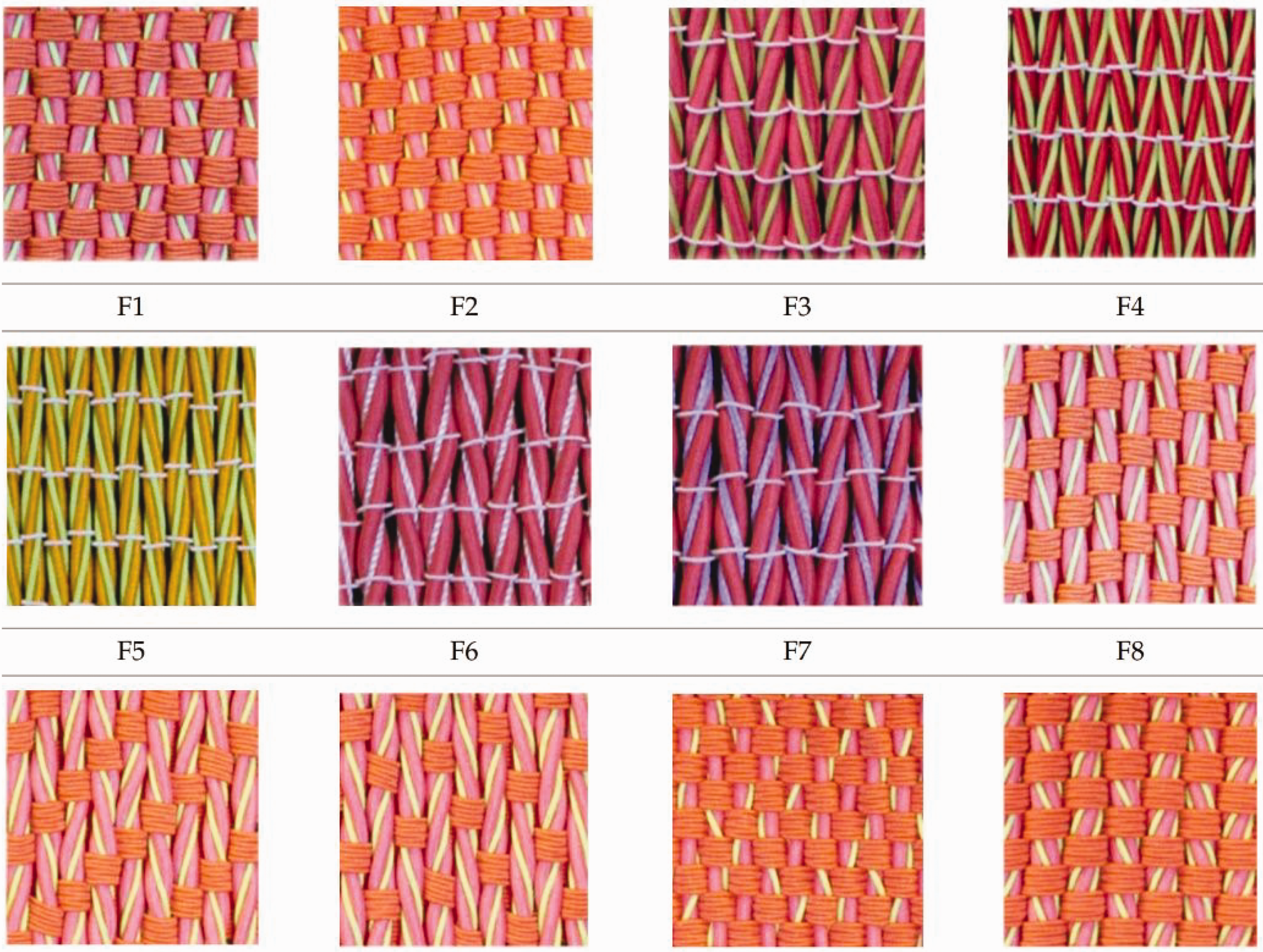
Photographs of woven auxetic fabric made of plied auxetic yarns. 54
To explore additionally the potential applications of auxetic textile materials, the study of Gao et al. produced HAYs and AWFs, and considered the influence of yarn and fabric parameters on the auxeticity of the engineered fabrics. The aim of this work was to optimize the auxetic yarn and fabric manufacturing processes. Stable helical yarns with auxetic properties were manufactured using the optimized parameters, and woven fabrics were produced from the selected auxetic yarns in both warp and weft directions. AWF structure and surface of AWF after impact testing are shown in Figure 8. Experiments show that the maximum NPR of HAYs reaches a markable level of −5.6, and the auxetic fabrics display notable geometric changes compared with the nonauxetic fabrics with the same structural parameters. The auxetic behavior found is not significantly obvious with maximum NPRs of AWF being −0.052 in the weft direction and −0.025 in the warp direction, much smaller than that of the auxetic yarn. 56 Later, in 2022, Gao and Chen fabricated woven fabrics made of HAYs and studied their key factors on Poisson’s ratio under tension. The finite element model of the woven fabric is shown in Figure 9. In this study, a highly elastic PU multifilament of 241.1 tex and a conventional nylon 6,6 of 16.5 tex were selected as the core and the wrap, respectively. HAYs with different wrapping angles were selected as weft, and nylon 6,6 which is the binder of the HAYs, was selected as warp for weaving a plain woven fabric. Experimental results show that the maximum NPR of the woven fabric that could be achieved was as low as −2.92. Then, a numerical study was carried out as well to assist the development of AWFs. The findings of this study showed longer float length (based on weave structures: plain, 2/2 warp rib and 3/3 warp rib), lower wrapping angle of the auxetic yarn, a thinner diameter of the auxetic yarn as well as lower tensile modulus of the warp yarn led to higher auxetic behavior. 57 This also provides a reference source for researchers to select the best parameters for producing the AWFs.
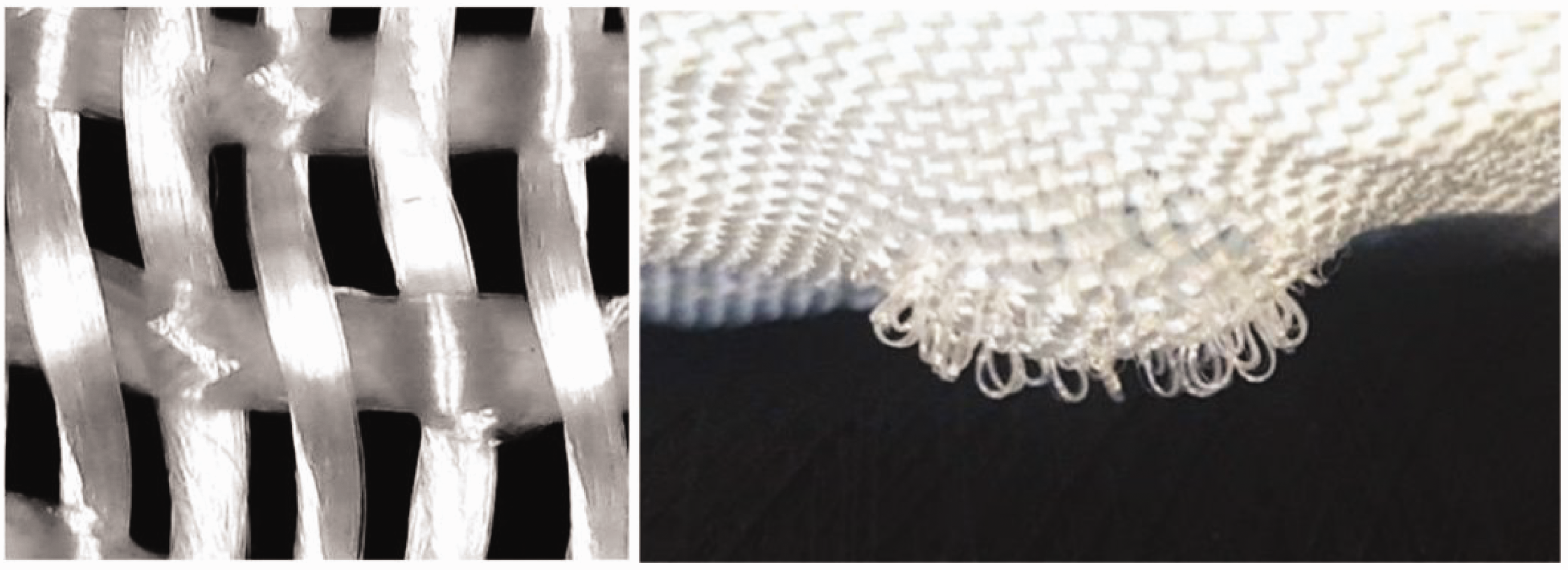
Auxetic woven fabric (AWF) structure and surface of AWF after impact test. 56
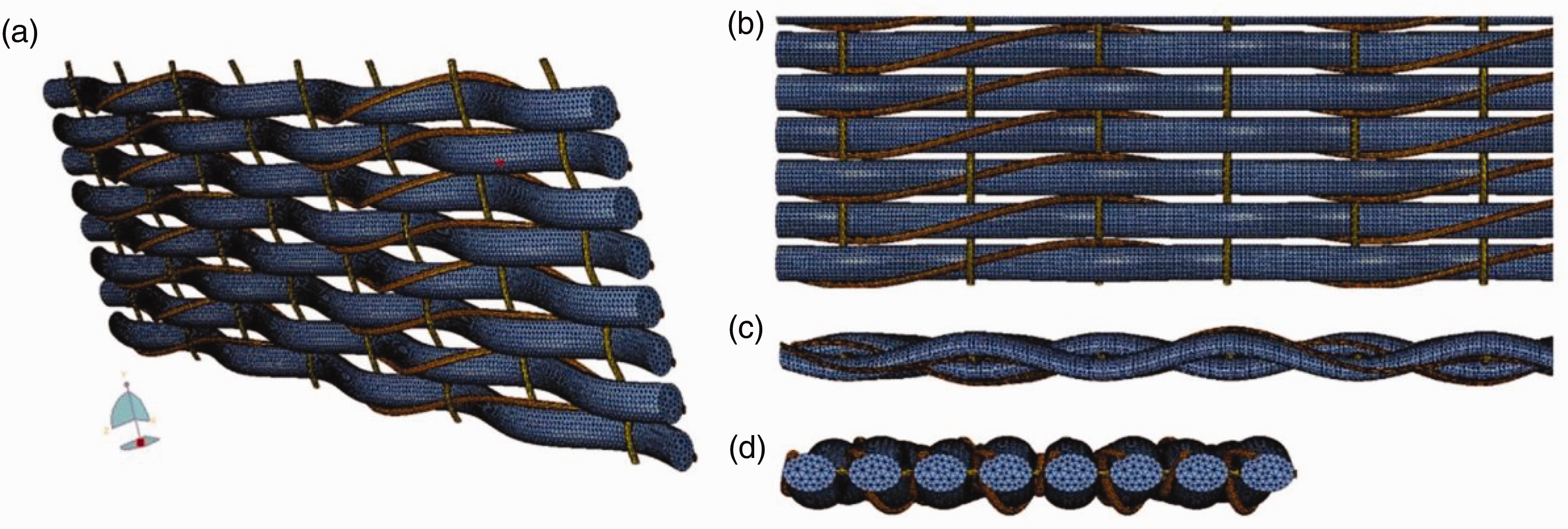
FE model of the woven fabric: (a) fabric model, (b) top view, (c) front view and (d) side view. 57
AWFs may be also fabricated by the combination of conventional yarns using auxetic geometry. Researchers have produced bi-stretch AWF based on foldable and re-entrant hexagonal geometry. To date, the fabricated AWFs based on these geometries could be applied for clothing applications that require enhanced shape fit and comfort. In particular, Cao et al. developed a new class of bi-stretch woven fabrics with auxetic behavior using conventional elastic and non-elastic yarns, and available weaving machinery. Bi-stretch AWFs were firstly designed based on a foldable geometry, as shown in Figure 10. AWFs were designed with different parameters to evaluate the NPR, including the yarn float length, the placement of tight and loose weaves, and the arrangement of elastic and non-elastic yarns in the weft direction, and then fabricated on a dobby weaving machine equipped with multiple weft supplies and a separately controlled second beam assembly attachment. The fabricated fabrics were finally tested on a tensile machine to assess their auxetic behavior in both the warp and weft directions. The results showed that the developed bi-stretch woven fabrics exhibit NPR values of −0.36 and −0.27 when being stretched along the warp and weft directions, respectively. 58 Later, in 2020, Kamrul et al. also reported an AWF based on a double-directional parallel in-phase zig-zag foldable geometrical structure. Figure 11 shows the repeating unit of the interlacement pattern based on a combination of alternative loose and tight weave stripes. The plain weave (1/1) was used as a tight weave and twill weave (3/1) with a floating length of 3 was used as a loose weave. Herein, the AWF was firstly fabricated, and then subjected not only to tensile tests in different tensile directions, including two principal directions and three biased directions, but also with repeated tensile loading. It was found that both the NPR effect and the resistance to tensile deformation are dependent upon the tensile direction, and the highest NPR effect and higher resistance to tensile deformation are obtained in two principal directions. Specifically, the highest NPR values of −0.36 and −0.24 are obtained at the tensile strain of 2–5% along the warp and weft directions, respectively. 59
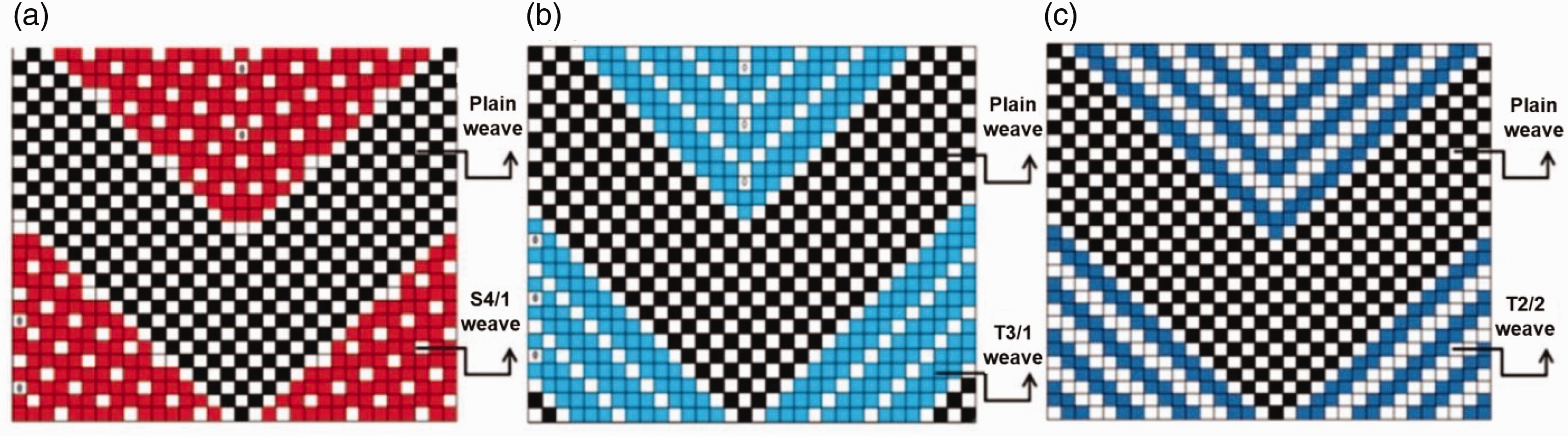
Combinations of loose and tight weaves with zig-zag double-directional foldable geometry: (a) satin 4/1 and plain weave; (b) twill 3/1 and plain weave and (c) twill 2/2 and plain weave. 58
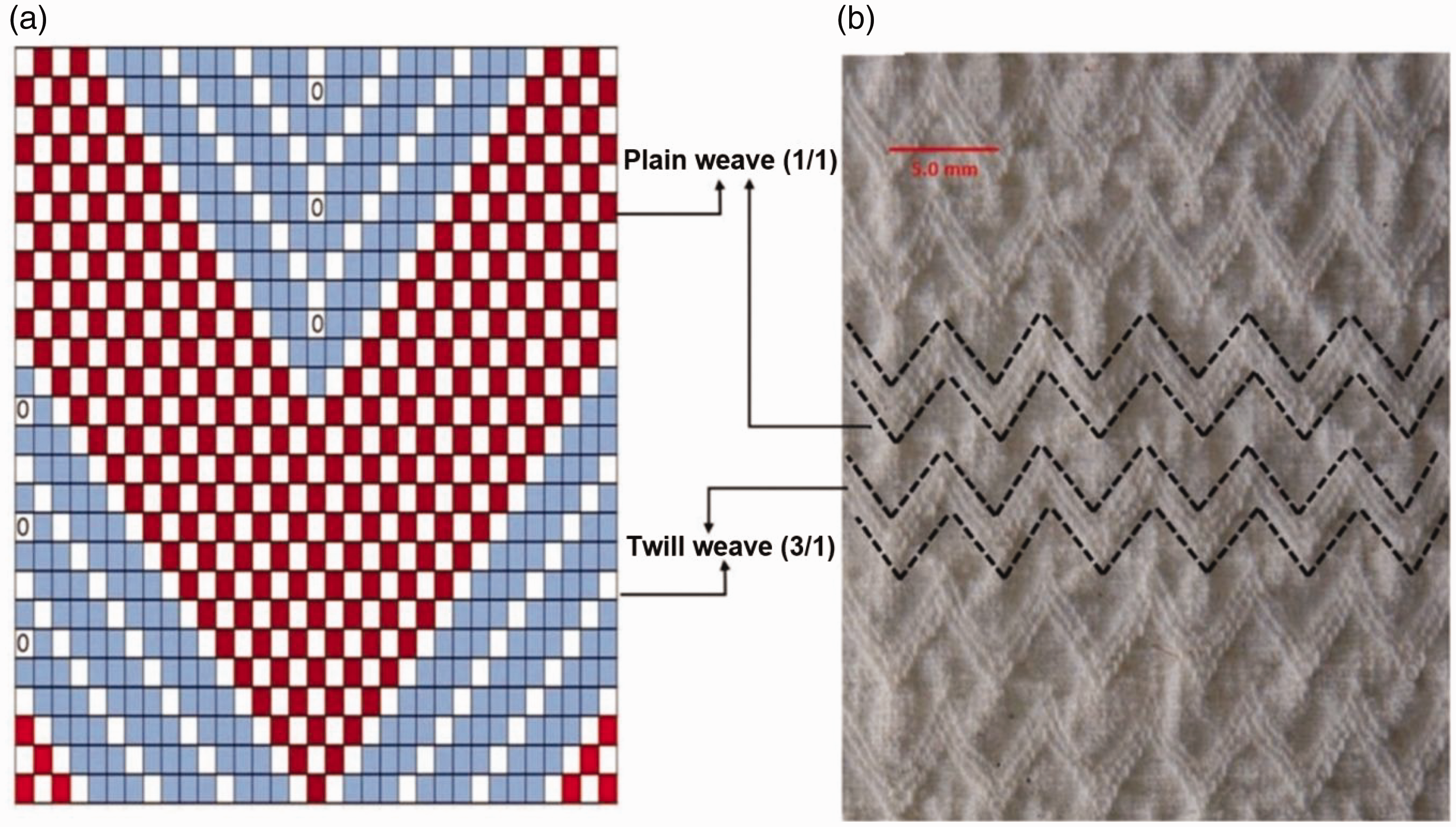
Auxetic woven fabric based on foldable geometry: (a) schematic illustration of the unit cell (plain 1/1 and twill 3/1) and (b) fabric at relaxed state showing the outlines of unit cells. 59
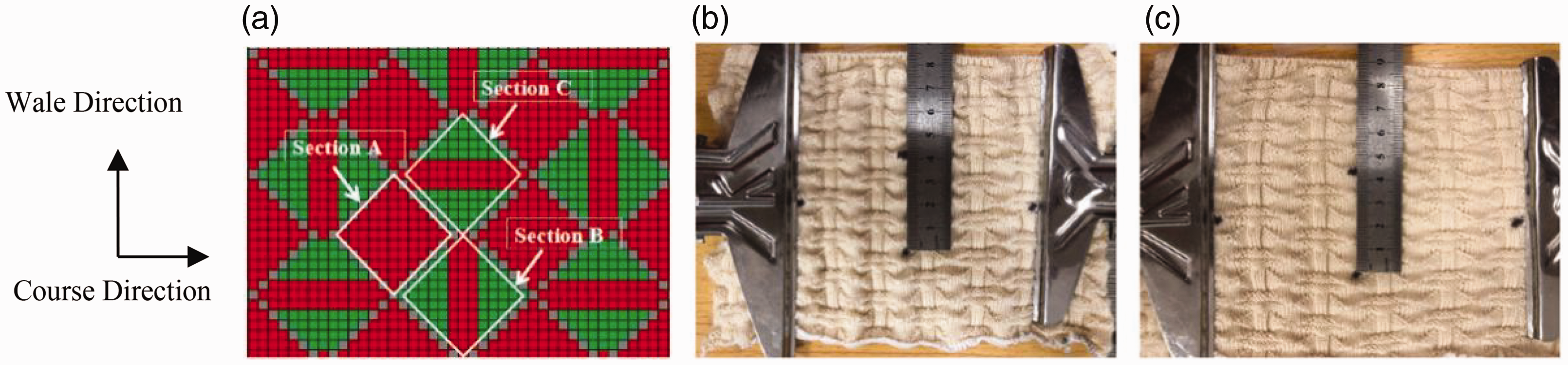
Also, another geometrical model has been proposed by Zulifqar and Hu, for an AWF based on re-entrant hexagonal (REH) geometry, and they established a relationship between the Poisson’s ratio and tensile strain applied to the fabrics. The fabric structure was first designed based on a REH geometry by a combination of loose weave and tight weave in a woven fabric structure, as shown in Figure 12. Then, AWF-REH was fabricated on a rapier weaving machine by using both non-elastic and elastic yarns, as shown in Figure 13. The designed auxetic geometry was finally achieved after a washing process due to the creation of non-uniform contraction or shrinkage profiles within the fabric structural unit cell. The testing results showed that the developed fabrics exhibit NPR effects in both weft and warp directions in a large range of tensile strains.60,61
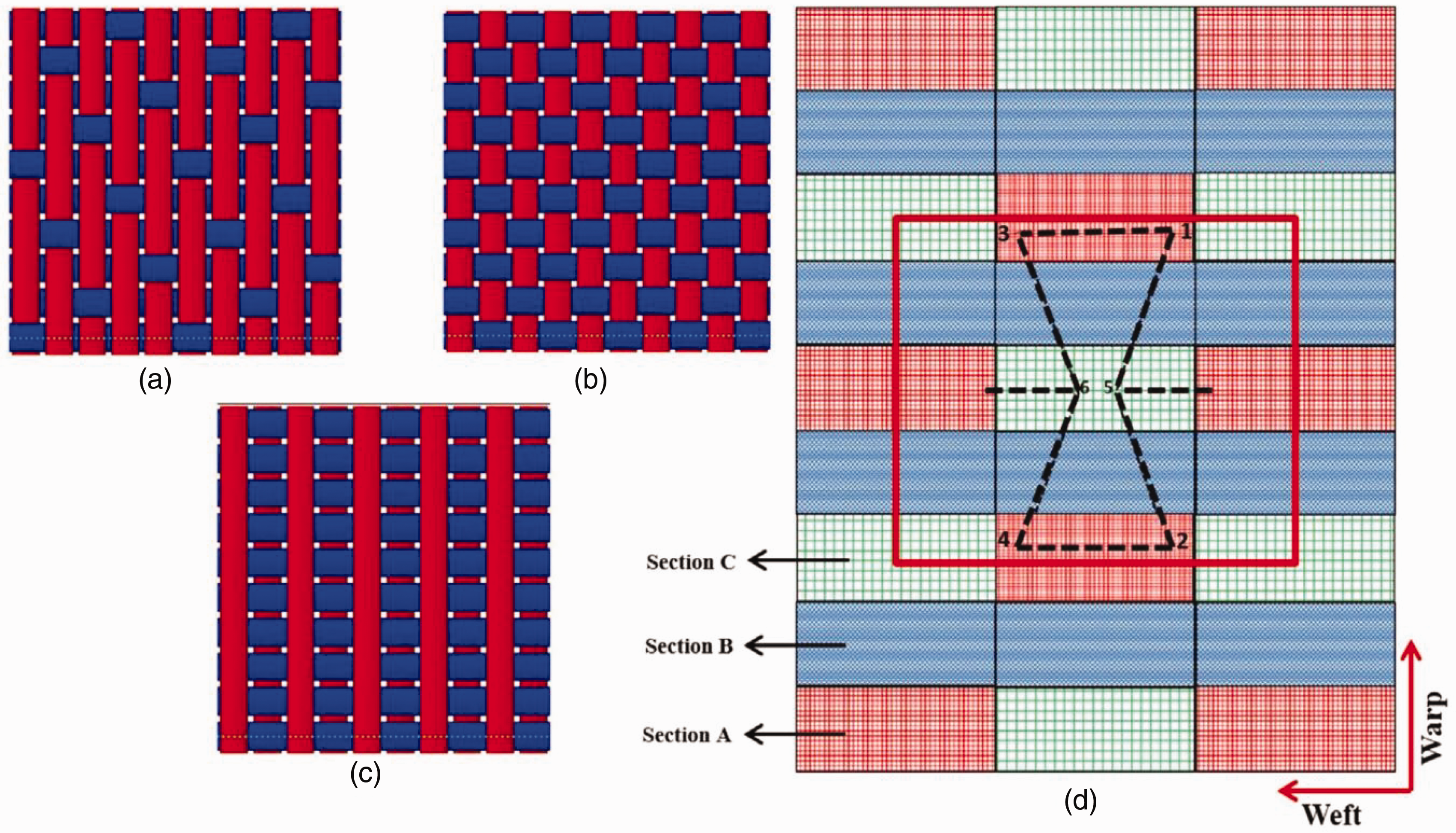
Re-entrant hexagonal geometry formation: (a) weave of section A; (b) weave of section B; (c) weave of section C and (d) arrangement of loose and tight weave within the unit cell of interlacement pattern. 60
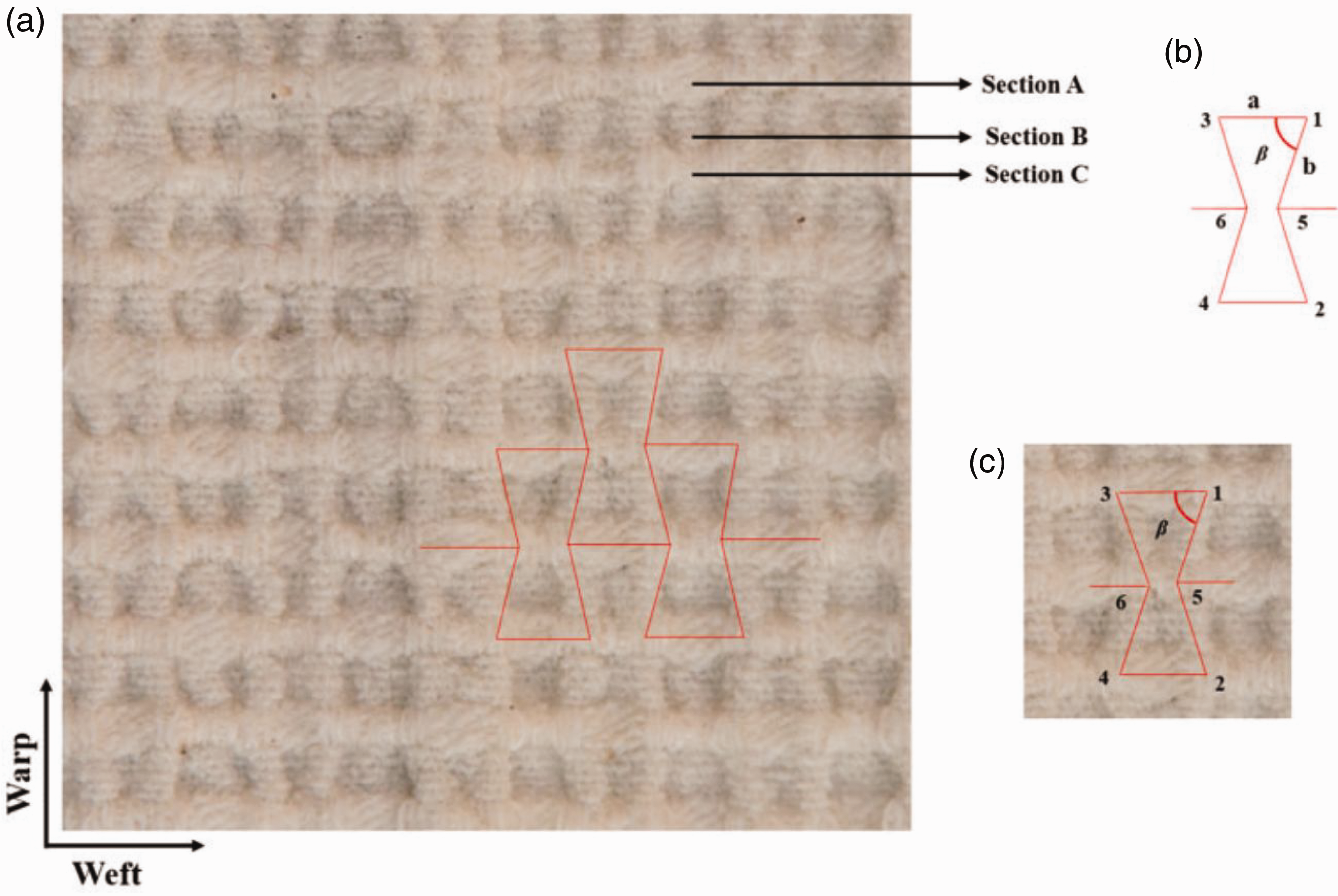
A bi-stretch auxetic woven fabric based on re-entrant hexagonal (REH) geometry. (a) fabric face showing three sections woven with different weaves; (b) hexagonal unit cell and (c) basic unit of fabric structure with the outline of the hexagonal unit cell. 61
In summary, according to the literature review performed, we found that there are several key factors affecting NPR of AWFs.
APY arrangement and the weave structure. To be specific, the structure obtaining longer float length results in a higher auxetic effect of the fabric.
57
Yarn parameters and properties used for fabric manufacturing (conventional or auxetic yarn).58,59 To be specific: (a) lower wrapping angle of the HAY leads to higher auxetic behavior of the fabric, (b) thicker weft yarn which is the HAY shows less auxetic effect of the fabric, (c) lower tensile modulus of the warp exhibits a higher auxetic effect.
When designing and manufacturing AWFs, these factors need to be carefully considered and evaluated to optimize the auxetic performance of this material for a particular application.
Auxetic knitted fabric (AKF)
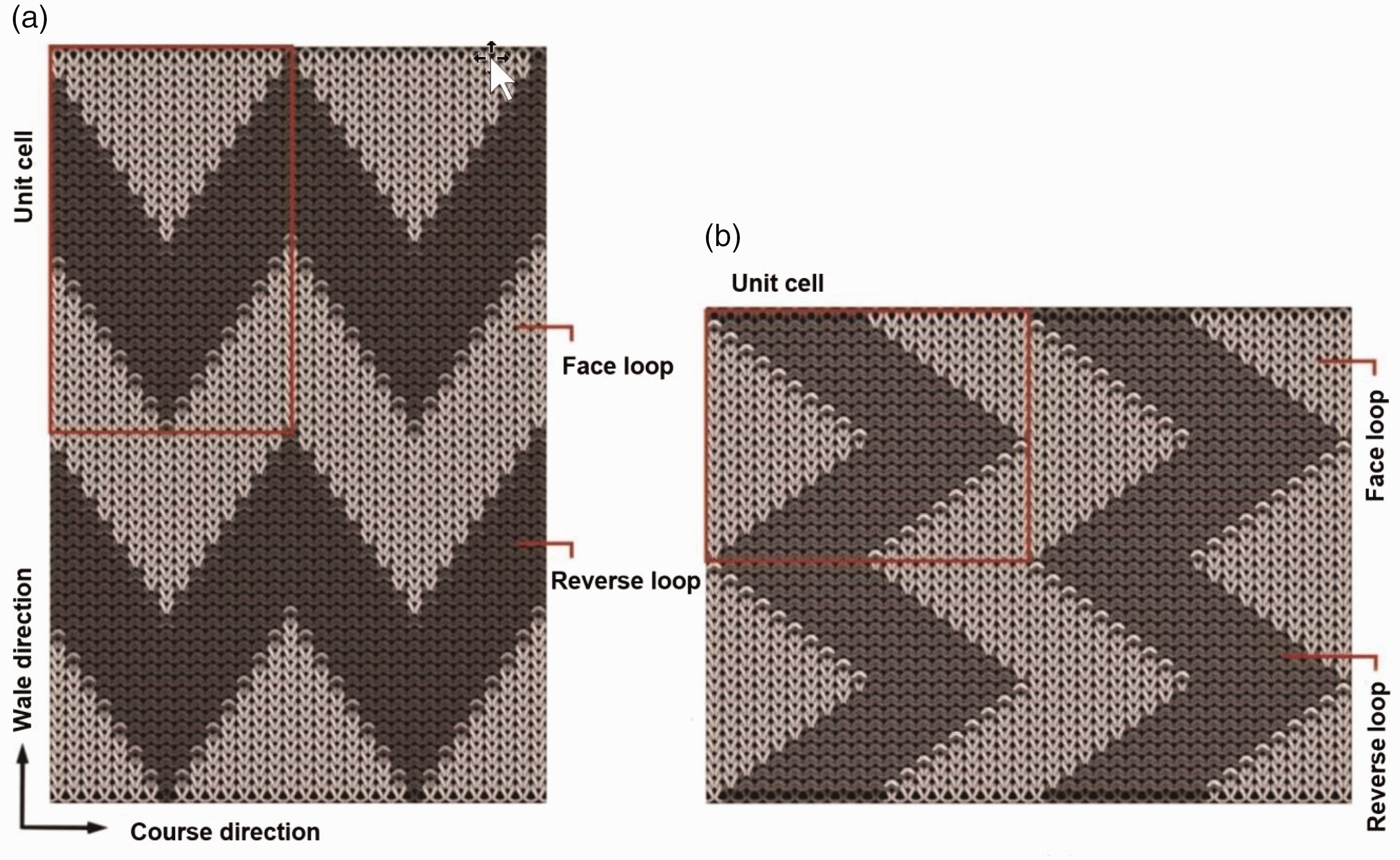
Folded auxetic textiles have been produced through the development of a three-dimensional (3D) structure formed by using parallelogram planes of the same shape and size that are connected together side to side in a zigzag fashion, as shown in Figure 14(a) and (b). While subjected to tension in vertical or horizontal directions, the inclination of each parallelogram changes with respect to the surface plane of the structure. This results in an opening of the whole structure leading to increased dimensions in both horizontal and vertical directions and NPR effect. The folded knitted fabrics based on an origami structure are manufactured by combining the face loops and back loops in fabric structural design, as can be observed in Figure 14(c). Although the special knit pattern was in planar form using weft-knitting technology, the fabric after knitting tended to curl and form the 3D geometry due to structural disequilibrium of the face loops and reverse loops. When stretched in one direction, a folded structure will be unfolded, and it is likely to expand in another direction, thus achieving an in-plane auxetic effect, as shown in Figure 15. Besides foldable structures, re-entrant hexagon structure, 62 rhombus-shaped grid re-entrant structure, 63 rotating structure and double-headed arrow topological structure, 64 are other types of weft-knitted auxetic textiles already developed by researchers, as shown in Figures 16–18.
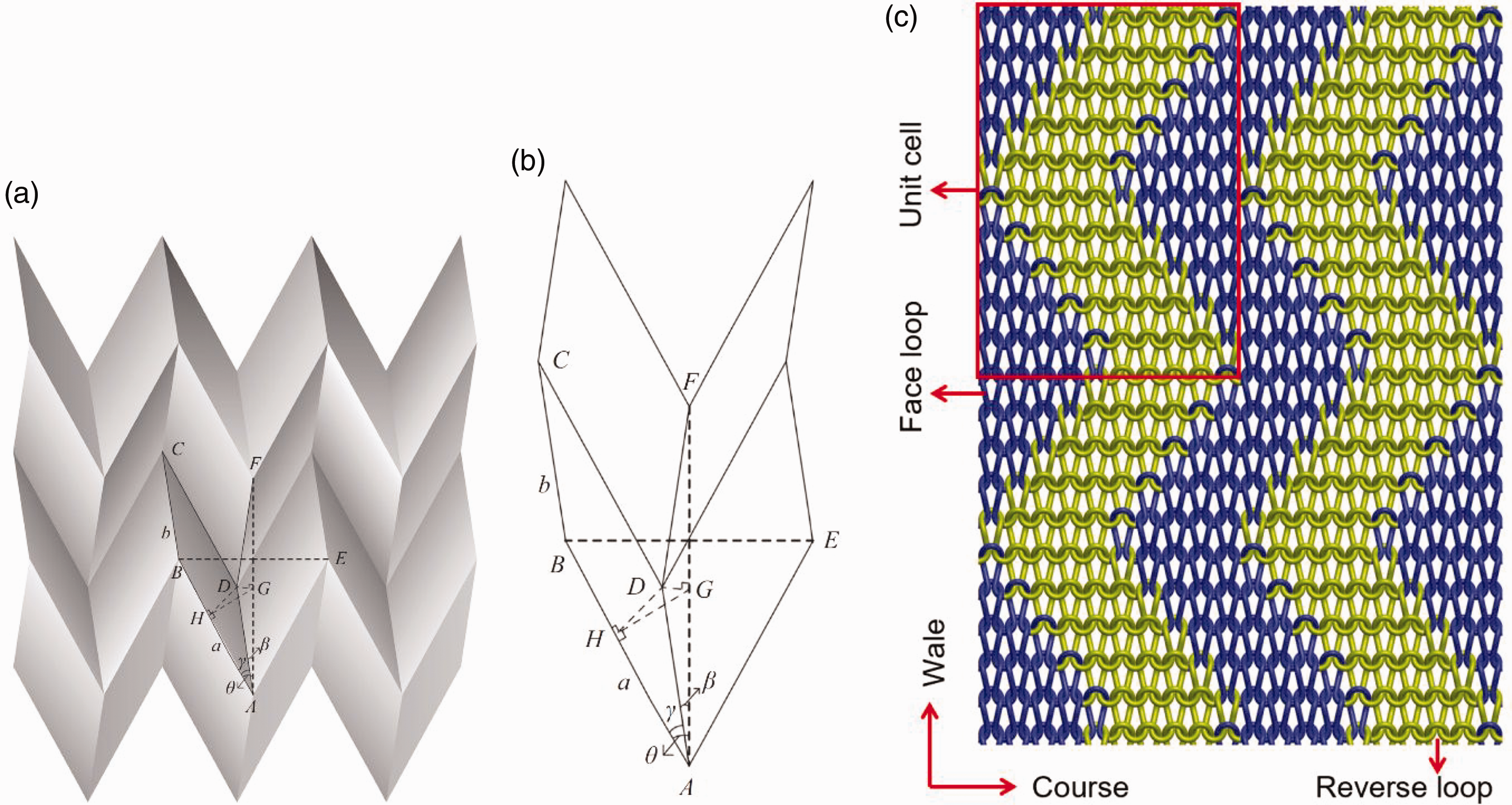
Origami geometrical structure: (a) three-dimensional structure; (b) a unit cell of three-dimensional (3D) structure and (c) combining the face loops and back loops in fabric structural design (adapted from Liu et al.). 65
Weft-knitted fabric with foldable structure at different states: (a) relaxed state; (b) stretched state and (c) fully opened state. 65
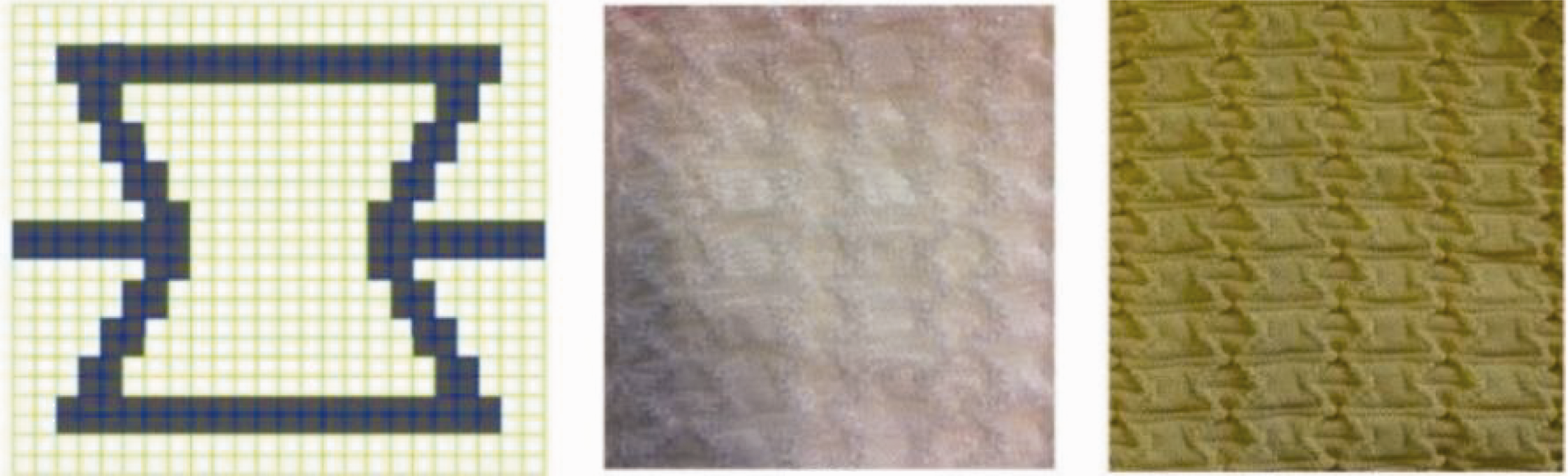
Knitting pattern and real fabrics of re-entrant hexagons designs. 62

Knitting pattern and real fabrics of rhombus-shaped grid re-entrant structure (blue represents face loops, white represents reverse loops). 63
Knitting pattern of (a) rotating weft knitted fabric; (b) fabric at the relaxed state and (c) and fabric at the stretched state. 64
Many studies used these structures to fabricate weft knitted fabrics with NPR.65–70 AKF has advantages of high structural variability, high materials adaptability, high productivity, and huge potential for industrial applications. The yarn type (raw materials), loop length, course density, machine parameters (take-down load), and type of auxetic structure are the most important influencing parameters of auxetic behavior of AKF.22,62,71–73 Steffens et al. manufactured weft-knitted auxetic fabrics based on the same origami geometry. Three types of high-performance fibers including PA, para-aramid, and their combination were knitted with varying different structural (such as loop length, cover factor, and yarn density) and machine parameters (such as take-down load). The authors also thoroughly investigated the influence of structural parameters on NPR. It was observed that the produced p-AR fabrics using lower loop length and lower take-down load resulted in the highest NPR of −0.713. 22 Thus, the developed knitted structures were produced by using high performance yarns to achieve strong auxetic effects. This study opened the door way for producing auxetic fabrics using high performance yarns for various technical applications.
In research by Xu et al., three kinds of auxetic weft knitted fabrics based on rotational structure, foldable structure, and double-headed arrow topological structures with different knit loop lengths were produced, as shown in Figure 18 and Figure 19. The results show that the auxetic effect could be influenced by the loop length, and auxetic fabrics manufactured based on different auxetic structures will have different Poisson’s ratio. 64 Later, in 2021, Sun et al. designed an auxetic weft-knitted fabric based on the rhombus-shaped grid re-entrant structure using aramid (Kevlar) filament yarn, as shown in Figure 17. The Poisson’s ratio values in weft, warp, and diagonal directions of this weft-knitted fabric were measured. The results showed that it exhibits the NPR effect in all three directions and the NPR effect was the highest in the course direction. In addition, the auxetic weft-knitted fabric has higher peak load and energy absorption capacity at quasi-static loading and the quasi-static stab resistance of the auxetic weft-knitted fabric strengthens with the increase in the puncture speed. 63

Knitting pattern of (a) double-headed arrow topological structure; (b) fabric at the relaxed state and (c) fabric at the stretched state. 64 Note: Red represents face loops, green represents reverse loops.
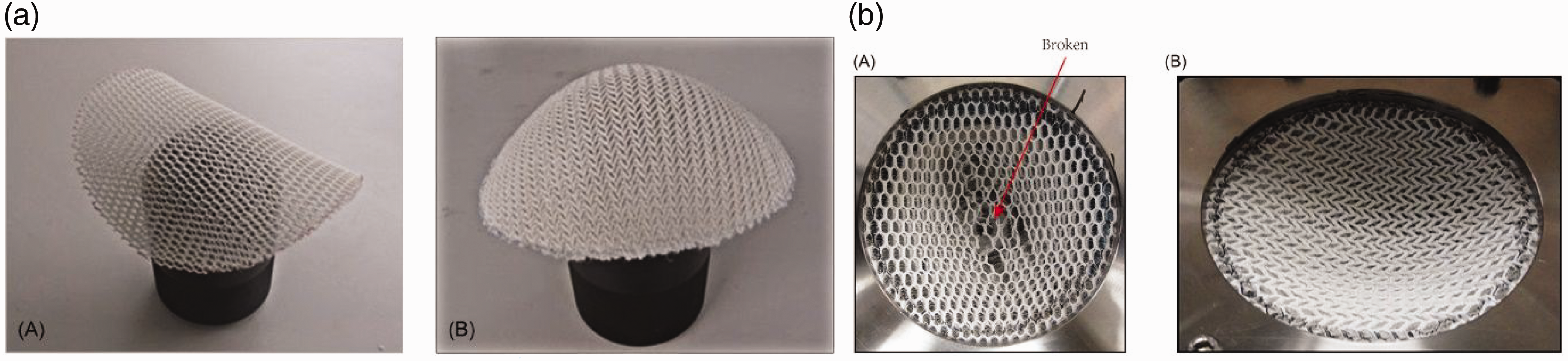
In addition to weft knitted structures, the warp knitted model can be also utilized for manufacturing AKFs. In particular, Wang et al. have produced 3D warp-knitted fabrics based on spacer fabric structures. 3D auxetic spacer fabrics were developed based on the auxetic geometrical structure which was formed with the parallelogram structure, of which two-face fabric layers are linked together by a group of spacer yarns as the middle layer, as shown in Figure 20. These fabrics displayed auxetic behavior in all the planes and along the thickness direction, but the maximum auxeticity was obtained when the fabric was pulled in the weft direction, as shown in Figure 21 and Figure 22. Moreover, these fabrics displayed excellent formability and compression which makes them highly suitable for human protective garments, as shown in Figure 23. 72 , 73
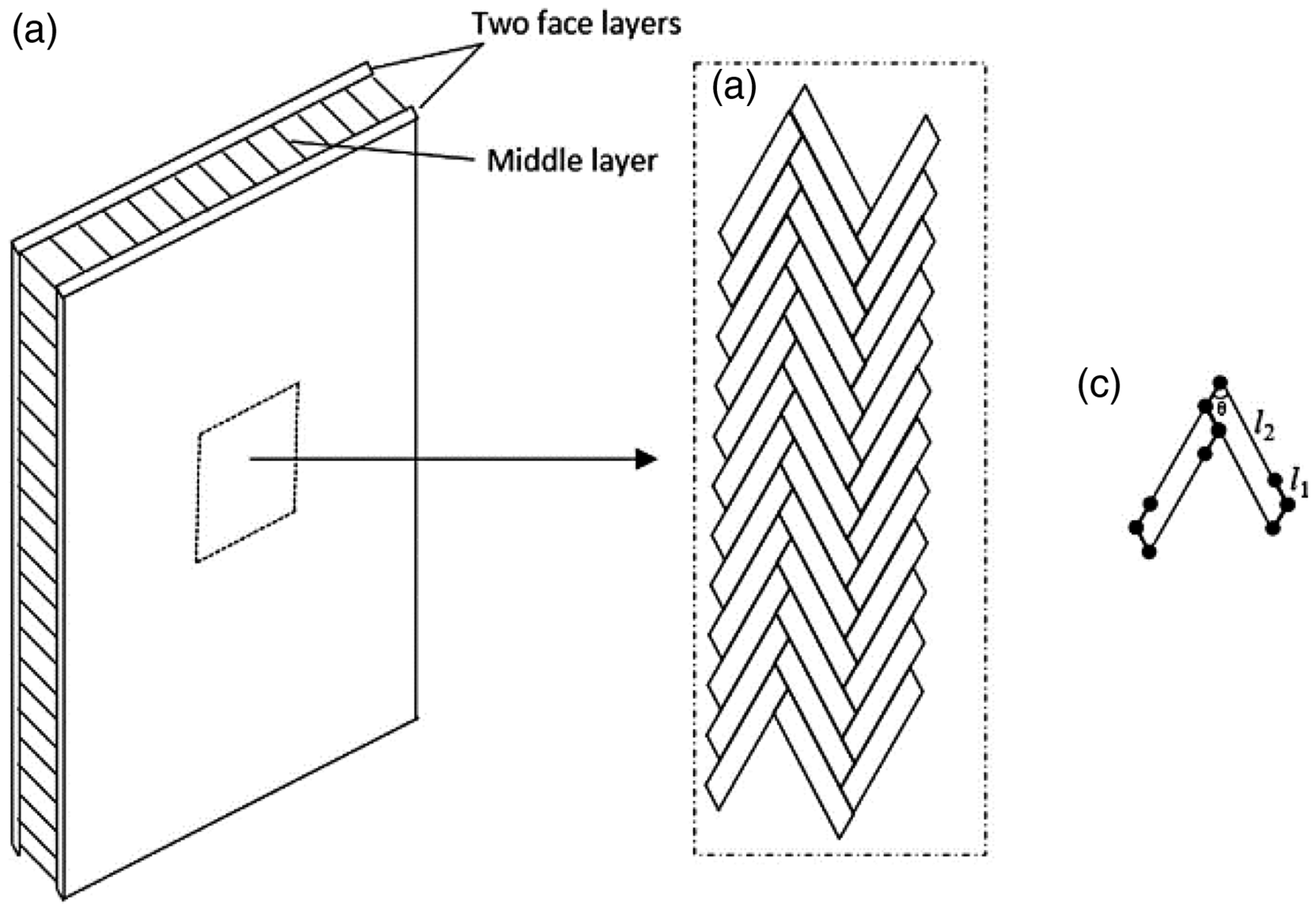
Three-dimensional (3D) auxetic warp knitted fabric: (a) spacer fabric; (b) geometrical structure for face layers and (c) repeating unit. 72
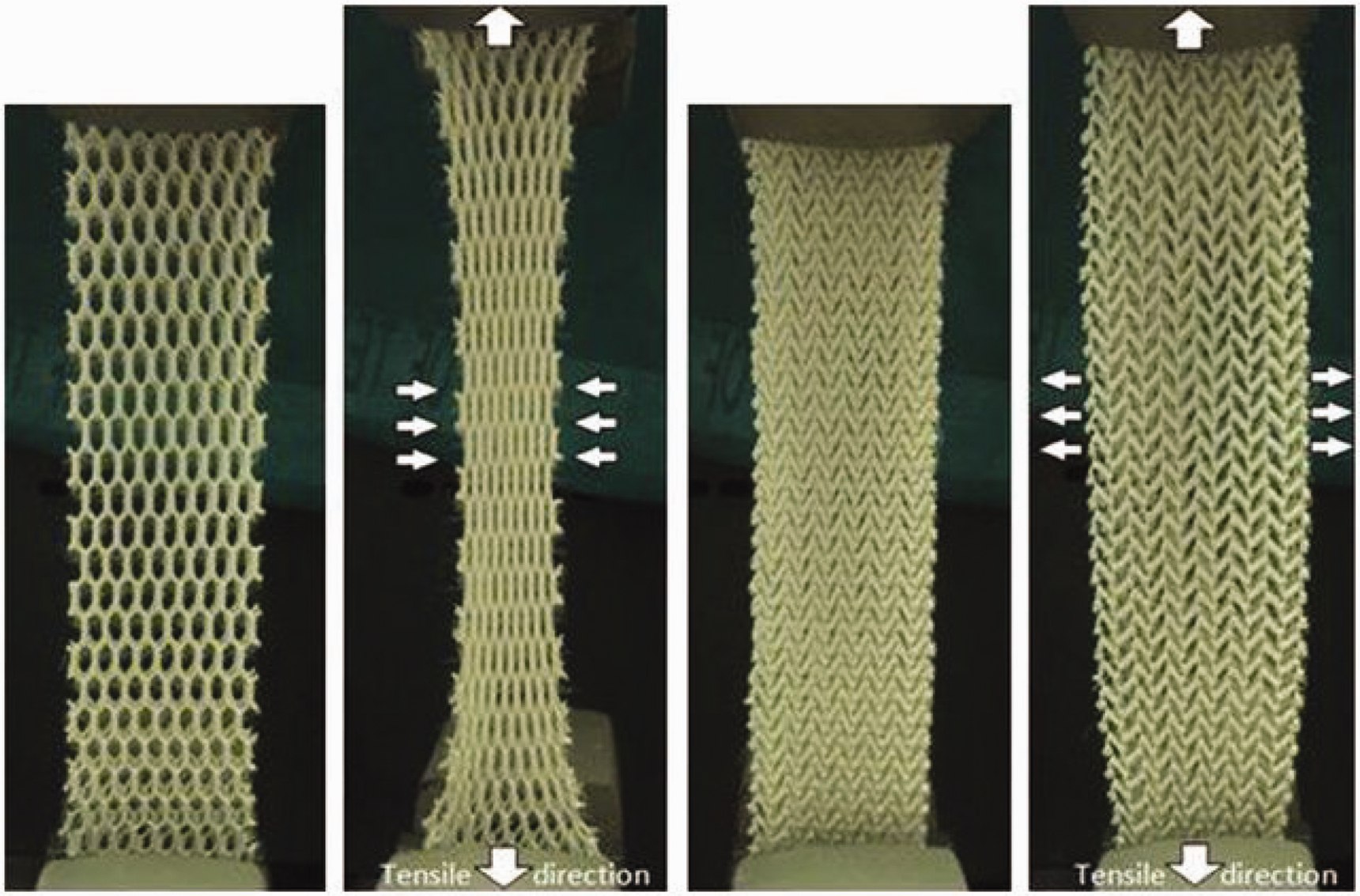
Comparison between conventional and auxetic spacer fabrics. 72
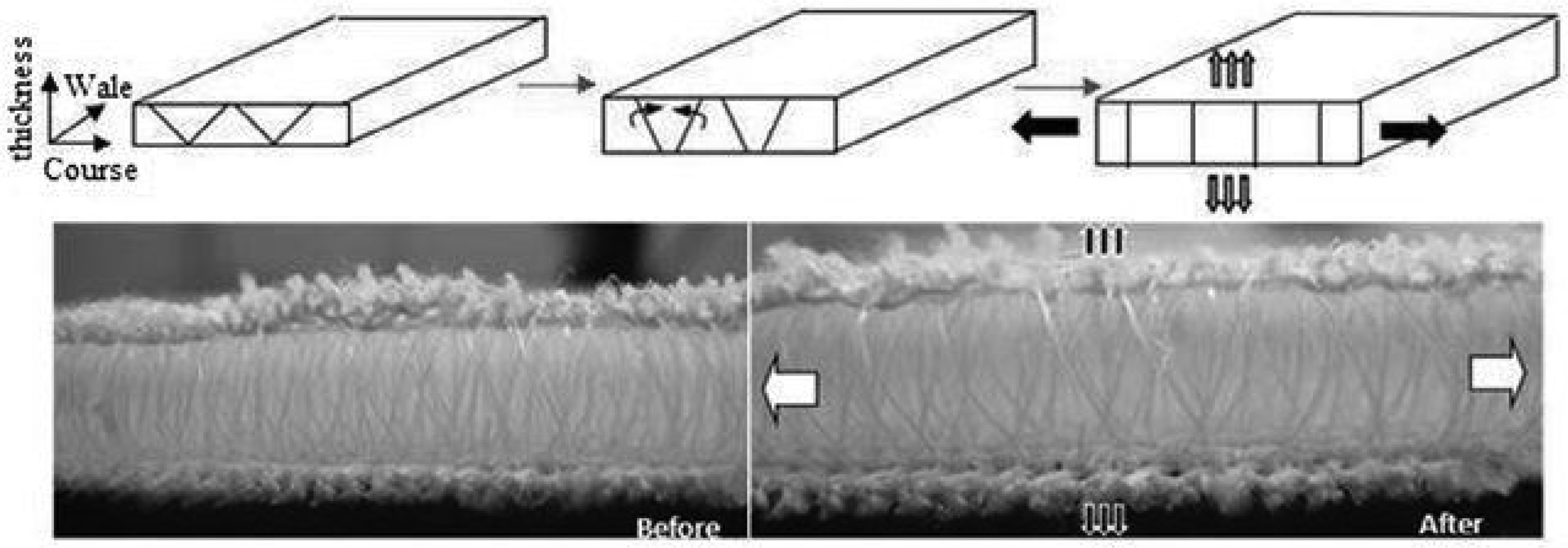
Auxetic property obtained in thickness of spacer fabrics. 72
In summary, according to the literature review performed, we found that there are a number of key factors affecting NPR of AKFs such as:
Influence of raw materials: fabrics manufactured using high-performance fibers exhibit higher NPR value and improved mechanical properties compared to fabrics manufactured using conventional fibers.27,74,75 Influence of structural parameters: NPR improved strongly with the increase in loop length of knitted structures and NPR also increased with the decrease in cover factor and increase in course density of knitted fabrics.22,76 Influence of fabric construction and auxetic structure type: (a) all fabrics knitted with the origami structure have auxetic behavior when stretched in both wales and courses directions, but the NPR values are different when the unit size changes;
65
(b) the NPR of V-shaped vertical folding fabrics are just the inverse of those of Z-shaped vertical folding fabrics. The V-shaped fabrics are more auxetic than Z-shaped fabrics;
75
(c) the NPR value of auxetic knitted fabric strongly depends on the type of auxetic structure.22,64,65,74–76
In addition, to enhance the mechanical properties and auxetic effect of both AWFs and AKFs for industrial applications that demand materials with high impact, fracture resistance, and energy absorption characteristics, along with excellent strength and stiffness, especially in personal protection materials, such as cut resistance fabrics, bullet proof vests, helmets, and so on, researchers proposed to utilize high performance yarns, optimize the AWF and AKF manufacturing process, and use these AWFs and AKFs for composite production. Such fabricated composite materials introduced in the next section can be a suitable class of materials for these applications due to the fabrics achieving strong auxetic effects.
Auxetic textile-reinforced composites
Using the auxetic textile preforms including auxetic fibers, yarns, and fabrics, composites can be manufactured to attain a variety of properties. Miller et al. first manufactured the composite laminate exhibiting NPR by using AWFs made from DHYs with silicone rubber gel as matrix. In this research, the wrap yarn was UHMWPE with a linear density of 220 dtex and the core yarn of PU of 0.64 mm diameter. The initial wrap angle was 70° degrees and NPR of DHY was −2.1. The textile structures were woven using a plain weave, with the weft of the DHY and the warp of a meta-aramid fiber (approximately 475 dtex). 38 Later, in 2012, Miller et al. produced auxetic composites laminate by impregnating AWFs from double helical yarns with polyester resin. For this purpose, DHYs were produced with the monofilament nylon yarn (0.7 mm diameter) as the core and the low tow count carbon yarn as the wrapper (0.2 mm diameter) using different wrap angles (10°, 20°, and 30°). The maximum NPR was −6.8 at 10° of wrap angle and the composites with higher NPR and stiffness could be produced using these HAYs. 39
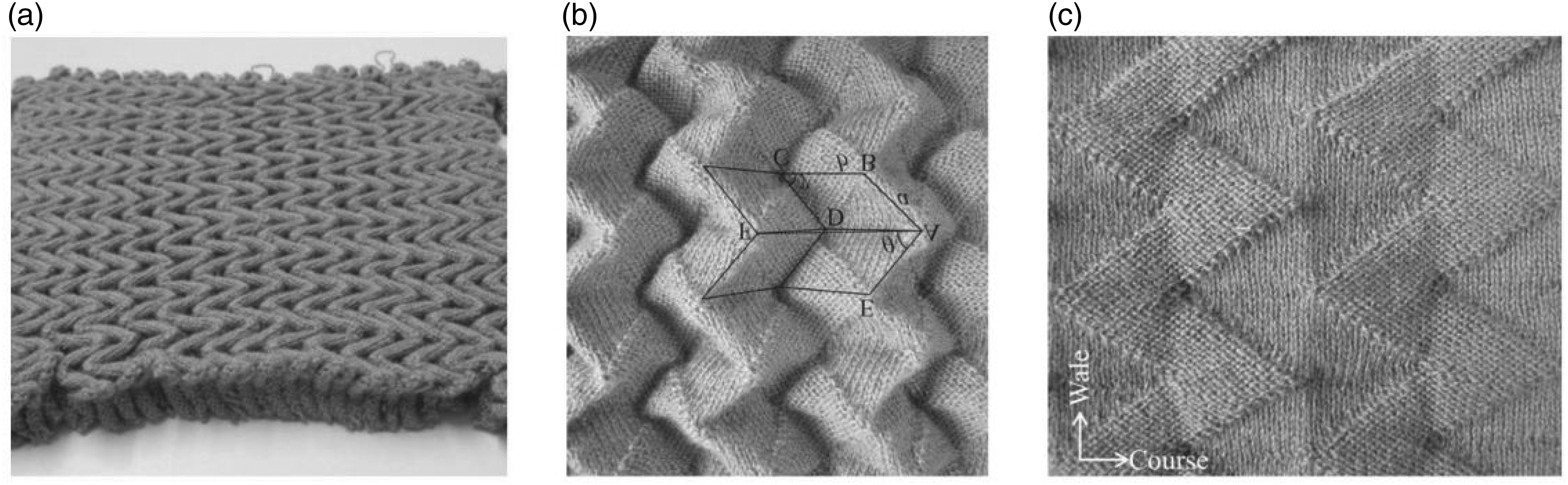
Liu used Miura-origami structures with a special arrangement of the face loops and back loops in a zigzag form (V-shaped or Z-shaped) to fabricate AKFs for impact protective applications, as shown in Figure 24. Three kinds of yarns including polyester multifilament, aramid, and low-temperature melting polyester multifilament yarns (LTMYs) were used. The produced knitted fabrics were heated with an oven to become semi-rigid flexible composite materials. The study results show that the in-plane and out-of-plane stiffness of the fabric is much lower than through-the-thickness stiffness. Such a type of fabric exhibits a typical anisotropic feature and has good energy absorption and conformability. This type of flexible composite has great potential in developing human body impact equipment due to high energy absorption through the thickness direction and low in-plane and out-of-plane stiffness. 71
Loop diagram of folded structures: Miura-origami pattern (zigzags) (a) V-shape and (b) Z-shape. 71
Steffens et al. studied and analyzed the impact behavior on the basis of energy approach of weft knitted structures, namely a jersey composite and an auxetic composite using high performance yarns. Weft knitted fabrics (both conventional structures and auxetic structures based on a purl pattern through a zigzag organization) were produced with the same structural and machine parameters, using 100% of para-aramid and hybrid (47% of para-aramid and 53% of PA) structures. Composite fabrication was achieved through hand lay-up using epoxy resin. Research results showed that Poisson’s ratios of 100% of para-aramid auxetic fabrics and hybrid auxetic fabrics are −0.713 ± 0.003 and −0.450 ± 0.066, respectively. Although the auxetic behavior decreases, it is maintained in the produced composites (from −0.713 in the fabric to −0.354 in the composite). In addition, the use of high stiffness filaments, such as para-aramid, in the production of the auxetic weft knitted fabric, resulted in a strong improvement of the NPR in the composite when compared to hybrid materials. 77
Auxetic polymeric foams
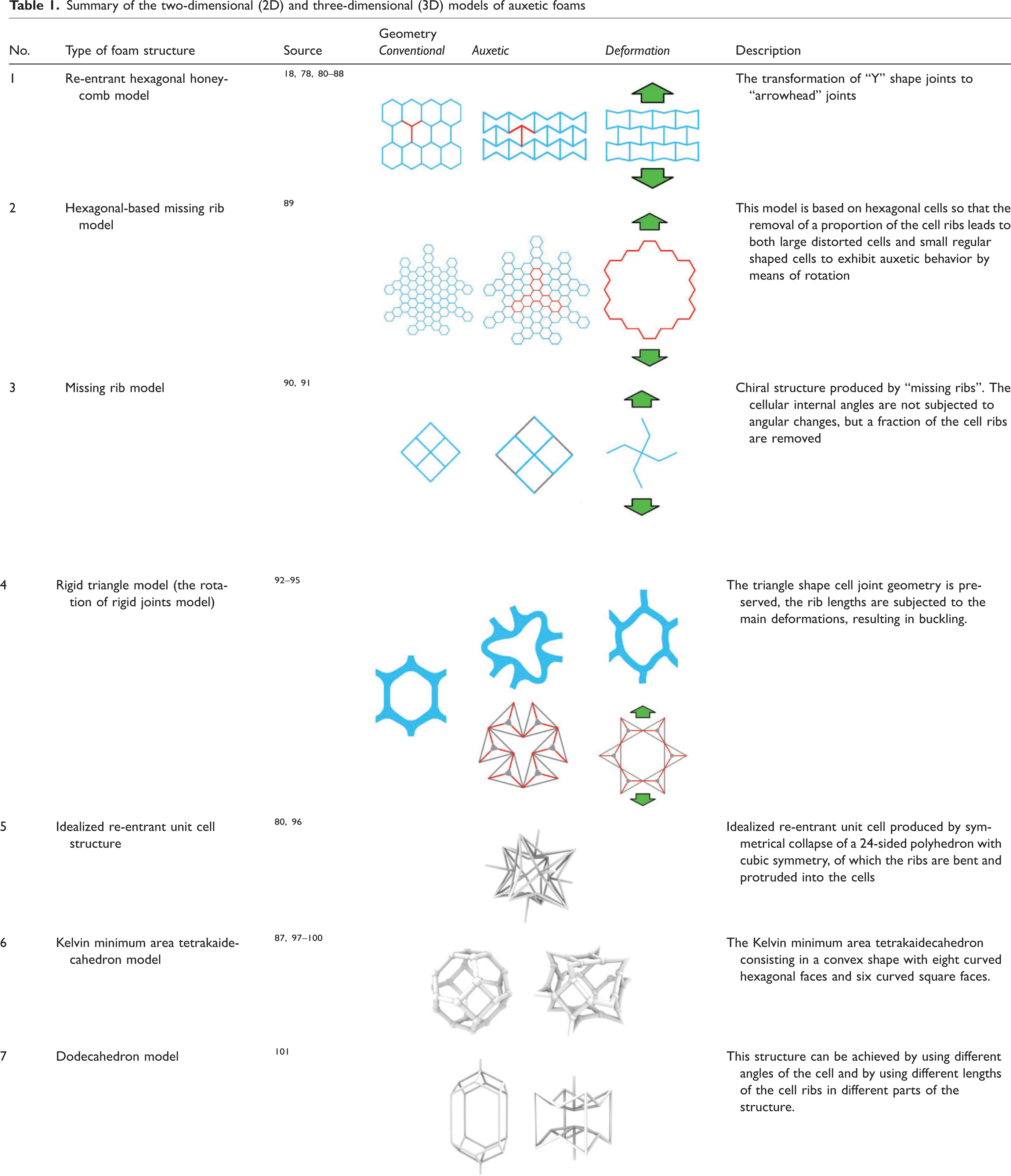
Auxetic foams are the most common auxetic polymeric materials. 8 In order to create lightweight micro-architectured systems with interesting mechanical properties, the auxetic behavior has been studied in cellular structures. The auxetic behavior of foam is realized by changing the conventional honeycomb structure of cells to the auxetic structure. 16 Hexagonal and diamond-shaped cell structures are normal honeycomb structures that could be utilized for foam structural design. Processing techniques can control material properties through modification of their geometry or architecture by changing the cell shape.78,79 Several authors have attempted to produce a 3D model starting from the two-dimensional (2D) model and applying to it an extra axis utilizing dodecahedrons and tetrakaidecahedrons.21,79 A variety of 2D and 3D models of auxetic foams allow researchers to predict the auxeticity and the mechanical properties of the porous materials. The deformation mechanisms predicted by these models could also be utilized for future research in designing novel auxetic structures. Table 1 summarizes the 2D and 3D models of auxetic foams. Also, auxetic foams can be made from various thermoplastic (polyester urethane and polyether urethane), thermosetting (silicon rubber), and metallic (copper) materials.8,79
Summary of the two-dimensional (2D) and three-dimensional (3D) models of auxetic foams
Manufacturing methodologies
This section shows considerable progress in the fabrication of auxetic yarns, auxetic fabrics, and auxetic foams, especially the auxetic yarns fabrication process and manufacturing process of auxetic foams. Fabrication methods of auxetic fibers and auxetic composites will not be considered here.
Fabrication methods for auxetic yarns
In the research on auxetic composite using a NPR yarn reinforcement of Miller et al., the DHY wrapping process was manual and used a helical guide through which the core was fed down its center and around which the wrap was paid out, to ensure a constant wrap angle along the DHY. Different guides with different pitches were used to produce DHY samples with one of the different wrap angles, and constant tension was maintained during wrapping so as to prevent the loss of contact between the wrap and core.38,39
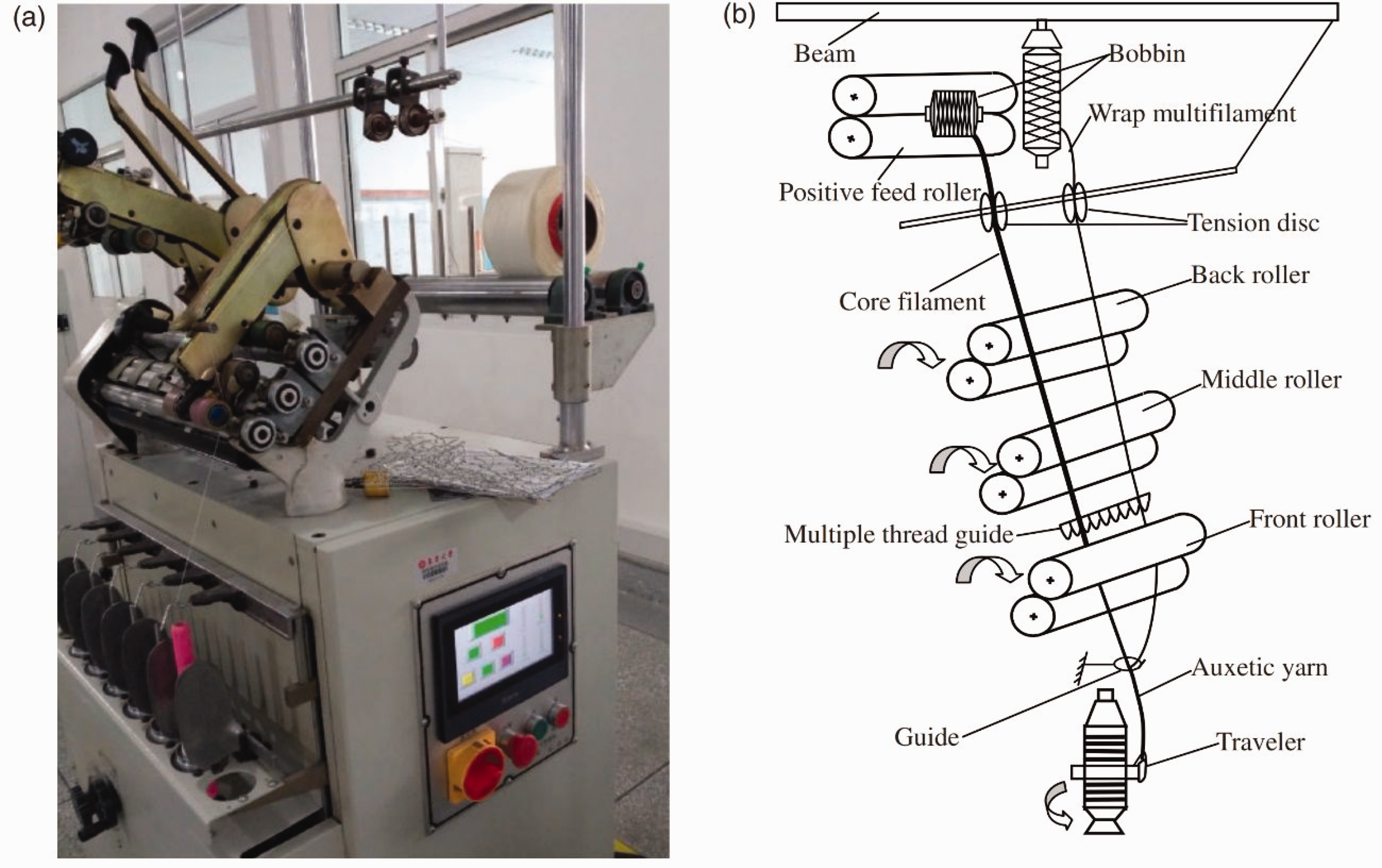
In the study of Sloan et al., the spinner device was designed and built specifically for laboratory-scale production of HAY with approximately 10 m lengths of yarns as shown in Figure 25. Core and wrapping yarns were fed to spools 1 and 2 respectively. Yarns were manually wound onto the spools to ensure an even layer of yarn under minimal tension. Rotation of the feed spool allowed the core to be threaded through the center of spool 2 and then onto the winder spool 3. A number of eyelet guides and yarn tension on either side of spool 2 gave both directional and tension control of the yarn. The stability of both these parameters was fundamental to the accurate and consistent manufacture of HAYs. Yarn geometry was controlled by adjusting the rotational speed of motors 1, 2, and 3 via an LCD control panel. Spools 1 and 3 dictated the linear speed and tension of the core yarn, and spool 2 controlled the rotational frequency of the wrapped yarn around the core. 36 Ring-spinning systems were also utilized for fabricating these HAYs. To be specific, in 2018, Liu et al. utilized the modified ring-spinning machine to fabricate the helical auxetic complex yarn composed of two filaments, namely one core filament and one wrap multifilament. The ring-spinning system and schematic illustration of the manufacturing process are shown in Figure 26, including an addition of a positive feeding roller of spandex, double tension discs, and a multiple thread guide so as to respectively control the feeding state. The two components were twisted together in the jaw of the front roller and the helical wrapping structure was formed by controlling the tension of the structures during spinning. The helical angle and yarn tension could be adjusted by the tension disc and the speed ratio of the positive feeding roller to the front roller. Then a heat treatment process was conducted with an oven to improve the contact state between the core and the wrap. 44 Later, in 2020, Ullah et al. produced HAYs by varying the wrap angles using direct twist machine. Figure 27 shows an original image of the direct twist machine schematic diagram of the manufacturing process. 45
Schematic of helical auxetic yarn (HAY) yarn spinner for laboratory scale. 36

Photo of direct twist machine and schematic of helical auxetic yarn (HAY) manufacturing process. 45
The manufacturing process of helical auxetic yarn (HAY): (a) ring-spinning system and (b) schematic of the ring-spinning system. 44
In 2021, Gao et al. utilized a hollow spindle fancy-yarn machine (model GDM/MK2/M manufactured by Gemmill and Dunsmore Ltd) for the HAYs production, as shown in Figure 28. The core, a highly elastic PU multifilament of 241.1 tex, and the wrap, a conventional nylon 6,6 of 16.5 tex, were twisted together with different parameters by changing the delivery speed and the twisting speed. Two methods were used for the manufacture of HAYs, as indicated in Figure 29. One was to use two delivery rollers (two-pair roller systems), where the core ply was delivered by the first pair of delivery rollers and before it went through the middle of the hollow spindle. The wrap ply was wound on the hollow spindle and it also entered the middle of the hollow spindle wrapping around the core ply. Then the yarn was directed out from the second pair of delivery rollers and it was finally collected onto the yarn package, as illustrated in Figure 29(a). Another method was to use one pair of delivery rollers (one-pair roller systems) after the hollow spindle, shown in Figure 29(b), which led the wrapped core ply into the middle of the spindle and delivered the wrapped yarn to the yarn winding unit during production. The differences between the two methods are in the different levels of matching and stretching of the two components. 47

The hollow spindle fancy-yarn machine. 47
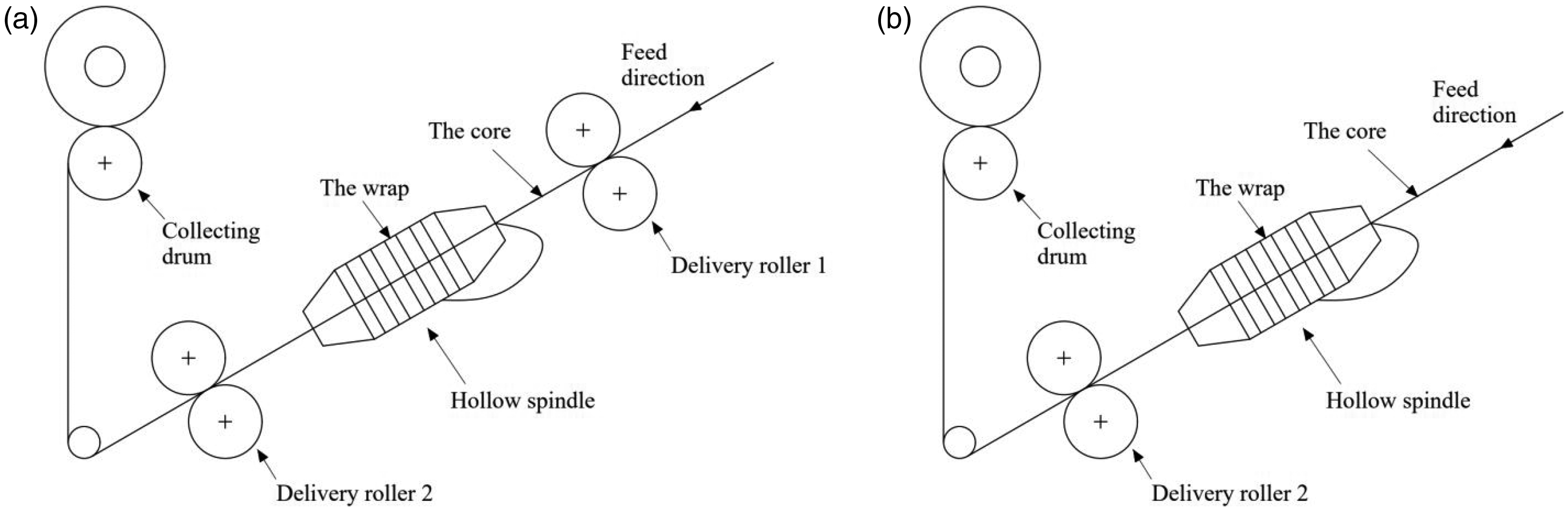
Two methods for helical auxetic yarns (HAYs) production: (a) two-pair roller system and (b) one-pair roller system (adapted from Gao et al.). 47
Another development of the auxetic yarn is the helical APY which was proposed by Ge et al. aiming to resolve the drawbacks of the HAYs and DHYs. The manufacturing process of APY included three steps as shown in Figure 30. In the first step, the two stiff yarn bobbins and the two soft yarn bobbins were alternately placed and fixed on a rotating disc. In the second step, all four yarns coming from the bobbins were twisted together due to the rotation of the disc to form the APY at point A. In the last step, the APY was taken away from the twisting area and wound onto a bobbin. In this manufacturing process, the twist, which is the most critical parameter for quality control, was adjusted by changing the rotation speed of the rotating disc and the take-up speed of the APY. 50 In addition, a novel extrusion process for large-scale manufacturing of HAY using a bespoke semi-coextrusion system, bonding prefabricated core fiber with extruded wrap fiber in a semi-molten state was also introduced by Zhang et al. in 2017. The semi-coextrusion wrapping mechanism is shown in Figure 31. Firstly, monofilament TPU and PET core yarns were drawn from a supply bobbin and fed to a rotating semi-coextrusion die. The core yarns remained intact as they travelled through the center of the rotating die without melting due to the thermal insulation of the center of the rotating die by polytetrafluoroethylene (PTFE). Next, the wrapping granules (PP or nylon 6) were extruded into the rotating die from the extruder at temperatures ranging from 200–250°C, depending on the material. The rotating die was optimized for each material depending on the viscosity of the wrapping material and the operating temperature of the wrapping material. The wrapped yarns were extruded from the nozzle of the rotating die and wrapped helically around the core yarns. As the wrap yarns were hot extruded at the tip of the rotating die with a pre-formed helical structure, the two components were bound permanently once the extruded wrap yarns were cooled in the air. Finally, the HAY yarns were formed and collected by the winder. 102
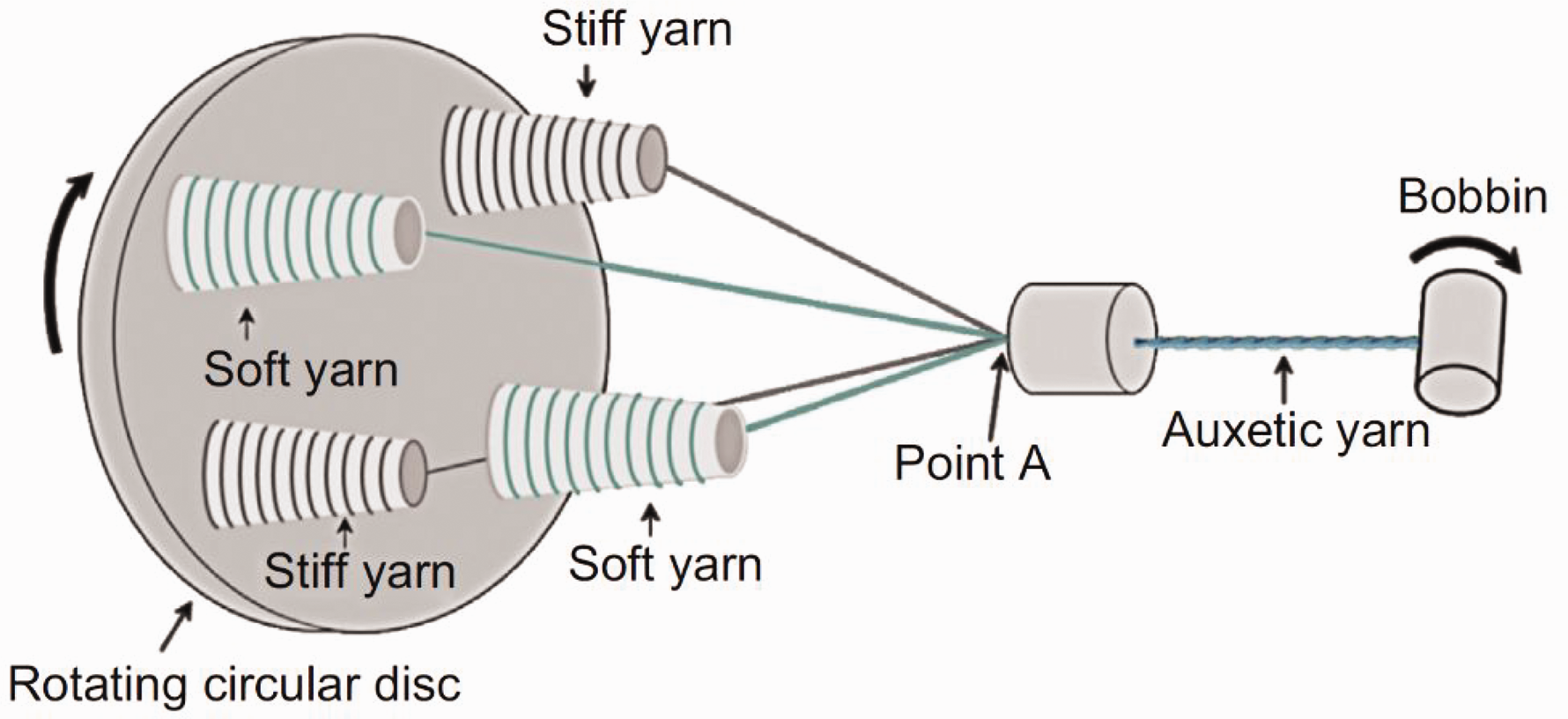
Schematic illustration of the manufacturing process of auxetic plied yarn (APY). 50
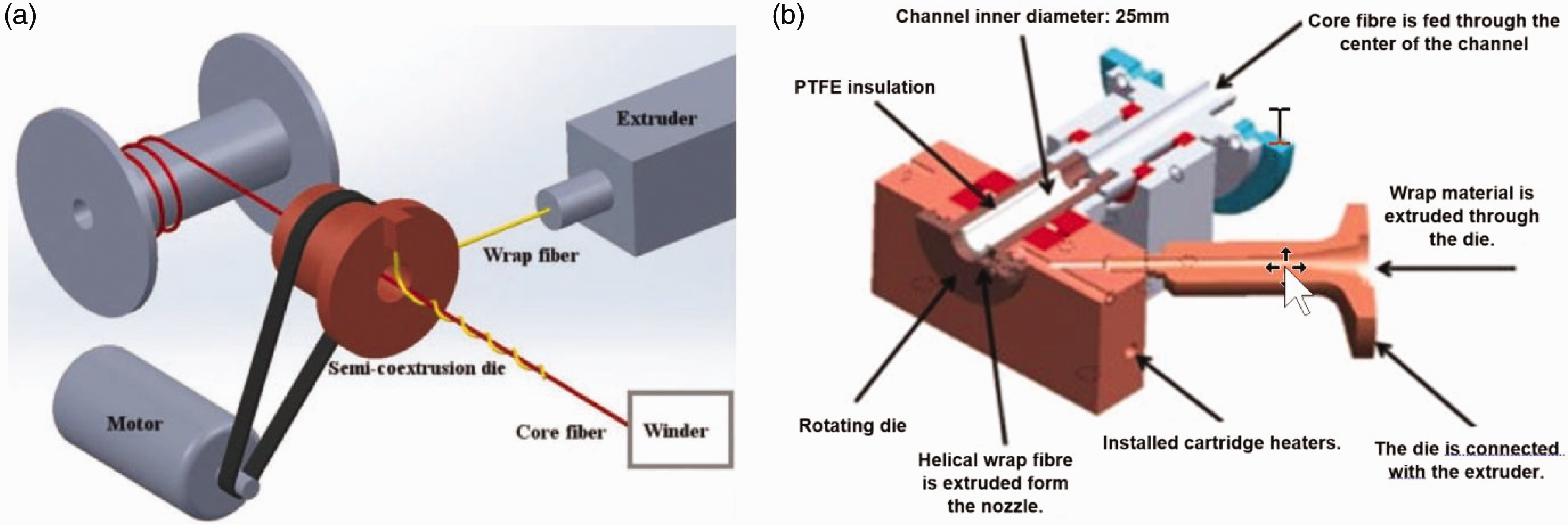
Manufacturing of semi-coextruded helical auxetic yarn (HAY): (a) schematic of the semi-coextrusion of HAY and (b) sectional drawing of the semi-coextrusion die. 102
Fabrication methods for auxetic fabrics
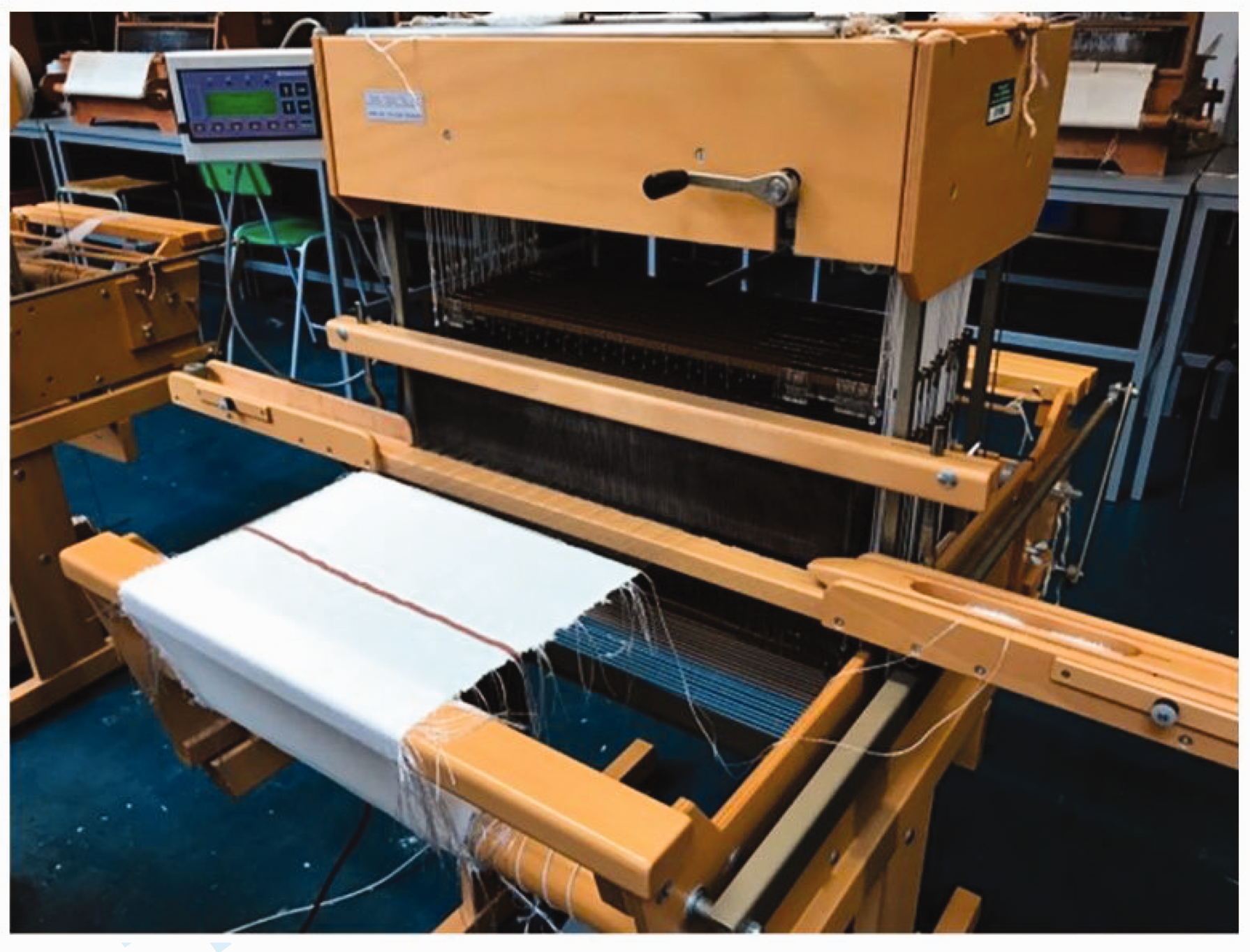
AWF can be produced on semi-automatic hand weaving machines,56,57 as shown in Figure 32 or automatic weaving machine, 60 as shown in Figure 33 depending on the type of auxetic yarns, weave structures (patterns), structural parameters, and so on. These types of looms may have different structural characteristics or functions, but the weaving principle is the same. The primary motions include the shedding motion in which a shed is formed by dividing the warp sheet into two equal halves, picking in which the weft yarn is passed through the warp shed, and the beating-up that is the operation of forcing the pick of the weft yarn left in the warp shed up to the fell of fabric as shown in Figure 34. Then, the fabric is moved away from the fabric fell and wound onto a fabric roller. 8 During the process of fabric manufacturing, both warp and weft yarns experience various mechanical stresses and to withstand with these stresses the warp and weft yarns must be prepared. Because the warp and weft yarn experience different kinds of stresses during the weaving operation, the preparation for both yarns is different. The yarn preparation also depends on the material of yarns, type of yarns, and type of weaving machines.
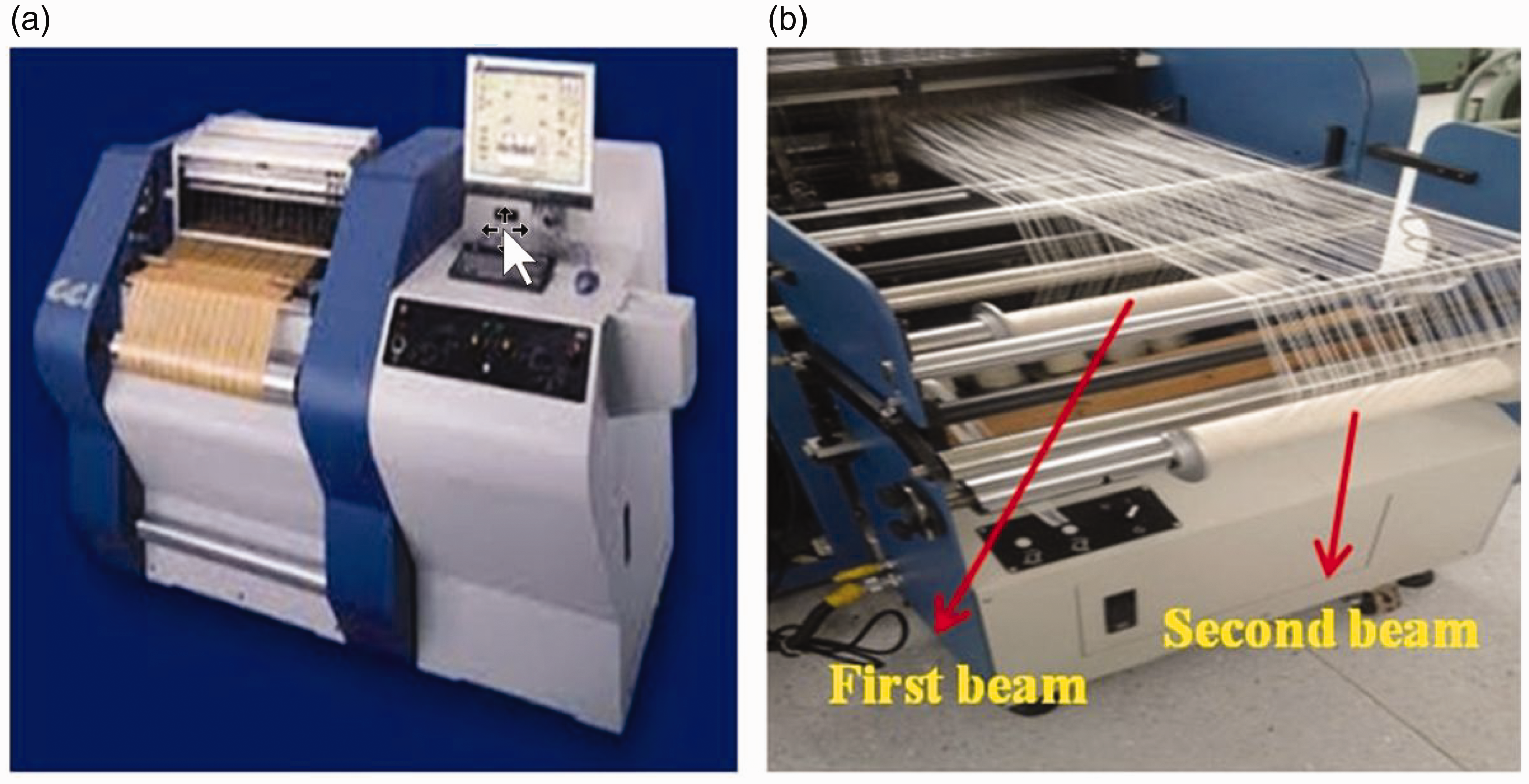
Automatic weaving machine: (a) CCI Rapier weaving machine and (b) first beam and second beam. 60
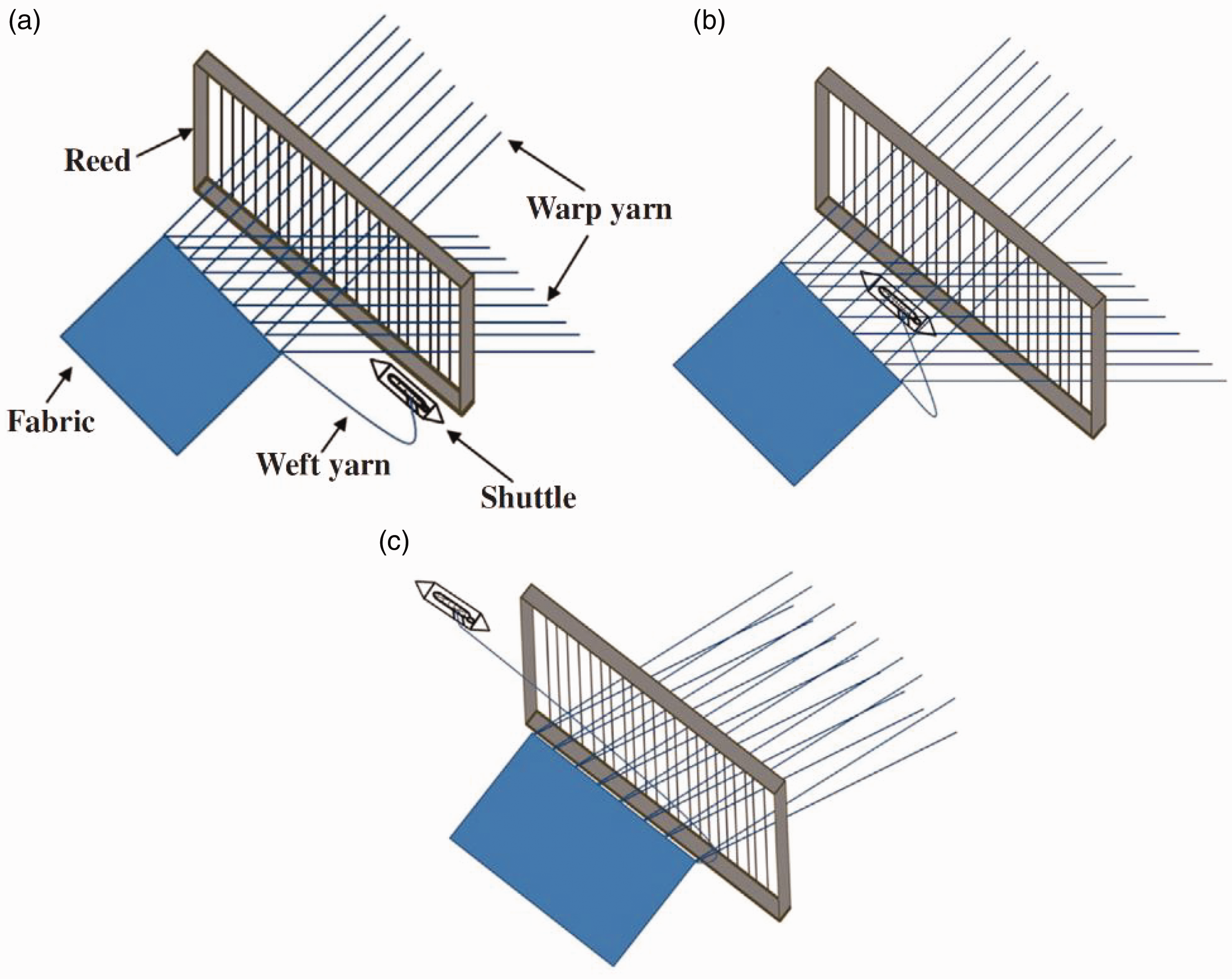
Primary motions of weaving: (a) shedding; (b) picking; and (c) beating-up. 8
Nowadays, knitting technology is widely used in many areas such as apparel, domestic, and industrial end-uses. Both weft and warp knitting have been adopted for producing AKFs based on different auxetic geometrical structures. Weft-knitted auxetic fabrics have been produced on computerized flat knitting machines because, compared with circular knitting machines, this type of machine has advantages such as individual needle selection, knitting of different kinds of stitches in the same knitting course (including knitted stitches, tuck stitches, miss stitches, and transferred stitches), easy adjustment of knitting parameters during knitting process (including loop length, yarn tension, fabric take-down tension, yarn carrier change and machine speed), changing fabric structures easily based on software, and so on. Warp-knitted auxetic fabrics can be manufactured on specialized warp knitting machines depending on the types of yarn and fabric construction.
Fabrication methods for auxetic foams
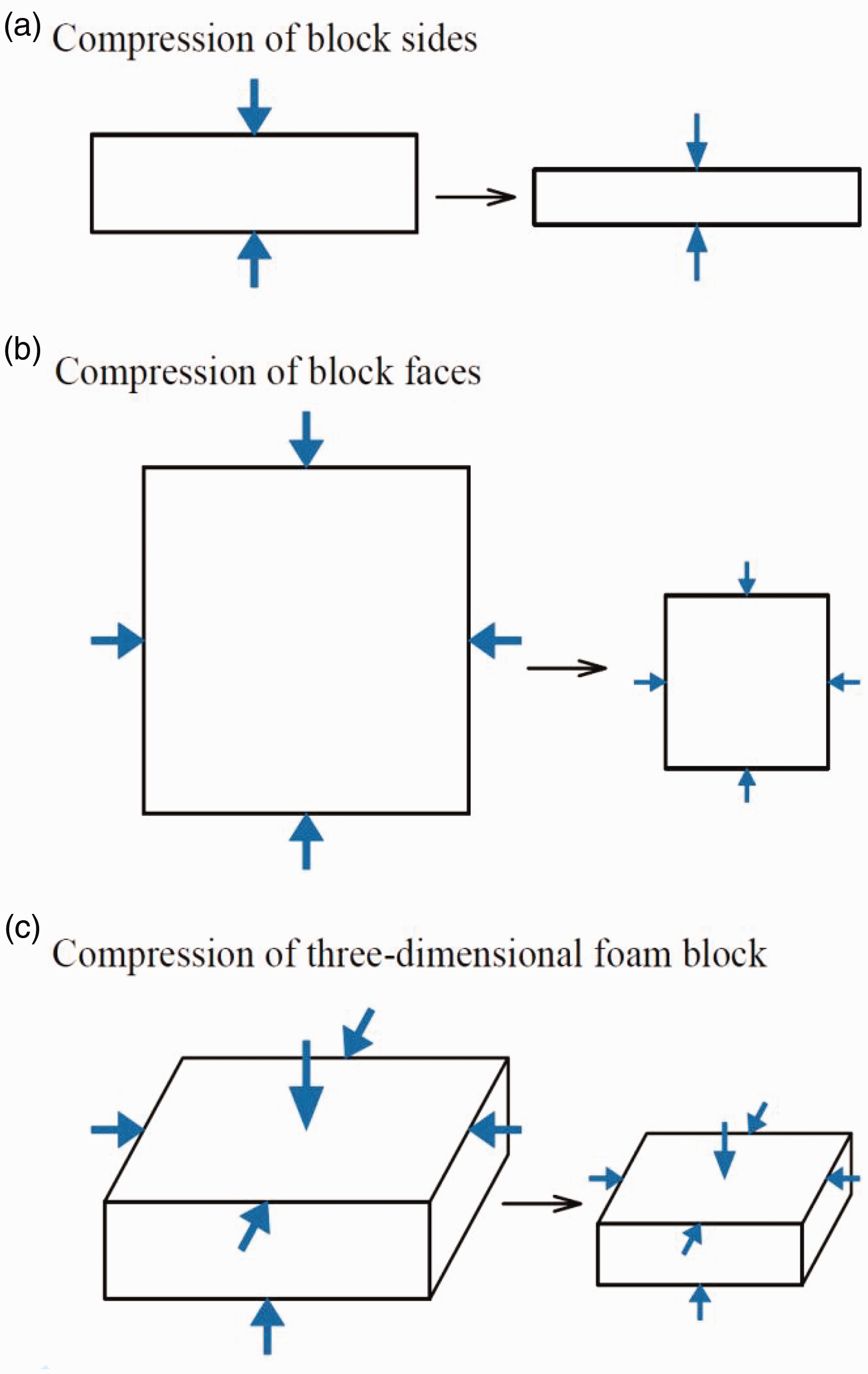
Auxetic foams are the most common auxetic polymeric materials and are achieved by changing the conventional honeycomb structure of cells to the auxetic structure. Conventional foams are produced via a four-step process including compression, heating, cooling, and relaxation.15,16,65,78,80,103 The principle for transforming traditional foams into auxetic form is consisted in producing a stable compression that induces the lattice into a re-entrant shape. First, the volumetric compression can be generated either by mechanical or via air pressure, and then the foam ribs can be softened into shape by applying a specific heating profile or chemical solvent, followed by the re-entrant shape fixed by the annealing and a cooling stage. Auxetic foams can be fabricated with open and partly open cells or closed cells by using different methodologies consisting of the thermomechanical method, chemo-mechanical method, and 3D printing.
Original thermomechanical methodology
In 1987, the thermomechanical method was first proposed by Lakes to convert ordinary foams into auxetic foams. In this research, the conventional commercial open-cell PU foam was converted to the auxetic foam with Poisson’s ratio value of −0.7 by compressing, heating the foam up to the softening temperature, and then cooling. Samples of conventional foams were compressed in three orthogonal directions in a mold to change the structure of cells inside the foam. The outward ribs of cells are forced inward to form a re-entrant structure when being compressed. Then, the mold is heated up to a temperature between 163–171°C, which is slightly higher than the softening temperature of the PU foam, the forced inward ribs melted and broke the molecular connections to help maintain the converted cells’ structure. After that, the mold will be cooled down to room temperatures, buckled ribs will be stable, and the auxetic foam is produced. 80
During the following years, a large number of research studies have used this method for transforming closed-cell polyester urethane foams, reticulated polyester urethane, open-cell polyether urethane foams, 78 open-cell PU foams, open-cell PU foams,82,104,105 conventional grey open-cell PU,106–110 conventional light-blue-colored open-cell PU-based foams,108,110 closed-cell polyvinyl chloride (PVC) foams,111,112 silicone rubber foams, and metallic foams (copper foam) 113 into auxetic foams. However, as for the metallic foam, the heating (softening) and cooling stages are not necessary because the conversion could happen under the sequential compression in three directions due to the high plasticity and the possibility of creating the re-entrant shape by plastic deformations only.
Novel thermomechanical methodology
Although thermomechanical methodology has been commonly utilized for producing auxetic foams, this method has several problems and limitations depending on the auxetic conversion process, such as the inability to produce large foam samples, 8 long-term instability due to the fact that the samples tend to recover to their original shape and structure, severe surface creasing,106,108 and uneven heating and/or compression during manufacturing. 21 To overcome these drawbacks, several improvements based on thermo-mechanical methodology have been suggested such as applying a special lubricant on the inner surface of the mold (the lubricant should not be an oil-derivative or a distilled oil due to their instability at high temperatures and the production of unpleasant smells),9,82 inserting wires or tweezers inside the foam to pull the foam instead of pushing it, 106 redesigning the mold and the compressing method to create an even triaxial compressing and form no creasing areas.81,105,114 Moreover, a number of research studies have been focusing on optimizing the manufacturing process or developing new materials with the aim of improving the mechanical properties and the auxetic behavior of auxetic foams. 115 The overall principle of these works has remained the same, that is volumetric compression followed by heating and cooling. The modifications of the novel thermomechanical methodology compared with the original thermomechanical methodology are described below.
Chan and Evans proposed an effective solution to address the problem of the crease and the instability of the conversed foams and to produce large auxetic foams by optimizing heating temperatures and time, the compression ratio, and studying the influence of different materials. In this study, the authors utilized two kinds of polyester urethane foams (60 pores per inch (ppi) closed-cell and 60 ppi reticulated) and three kinds of polyether urethane foams (10, 30, 60 ppi open-cell) to fabricate the auxetic foams. All the foams were cut and put into a square sectional aluminum tube with the help of WD40 lubricant and spatula, which were the keys to eliminate creasing when the foam was compressed. At this stage, the foam was submitted to compression in two transverse directions. Next, two end-plates made of aluminum were used to block the ends of the mold, so that the foam was compressed in the third longitudinal direction, as shown in Figure 35. The mold with the compressed foam was then placed into the preheated oven at 200°C for 8 min. After that, the mold was then taken out of the oven and cooled down at room temperature for 15 min. Finally, the foam was removed from the mold and stretched by hand gently in each of three directions to prevent adhesion of the foam. The study showed that using appropriate heating time and heating temperature is crucial for having auxetic foams without creasing. Furthermore, the work of Chan and Evans also suggests a preventable solution to create creases on the surface of the foam, especially in manufacturing large foam samples due to the higher compressing force employed and uneven collapse of the foam by applying the volumetric compression in several stages in order to produce a more homogeneous auxetic material. A stage of the compression process with the whole setup consisting of one open mold, two end plates, and two clamps is shown in Figure 36 and the arrangement of the compression process is shown in Figure 37. After each compression and heating process, the mold should be placed in the room temperature for cooling down, and the foam should be removed from the mold following the same procedure described in the manufacturing of small auxetic foams. 78 Bianchi et al. applied a re-heating process on the samples recovered from auxetic foams. The stability of the auxeticity and the mechanical properties of the auxetic foam samples could be significantly enhanced by re-manufacturing.108,110
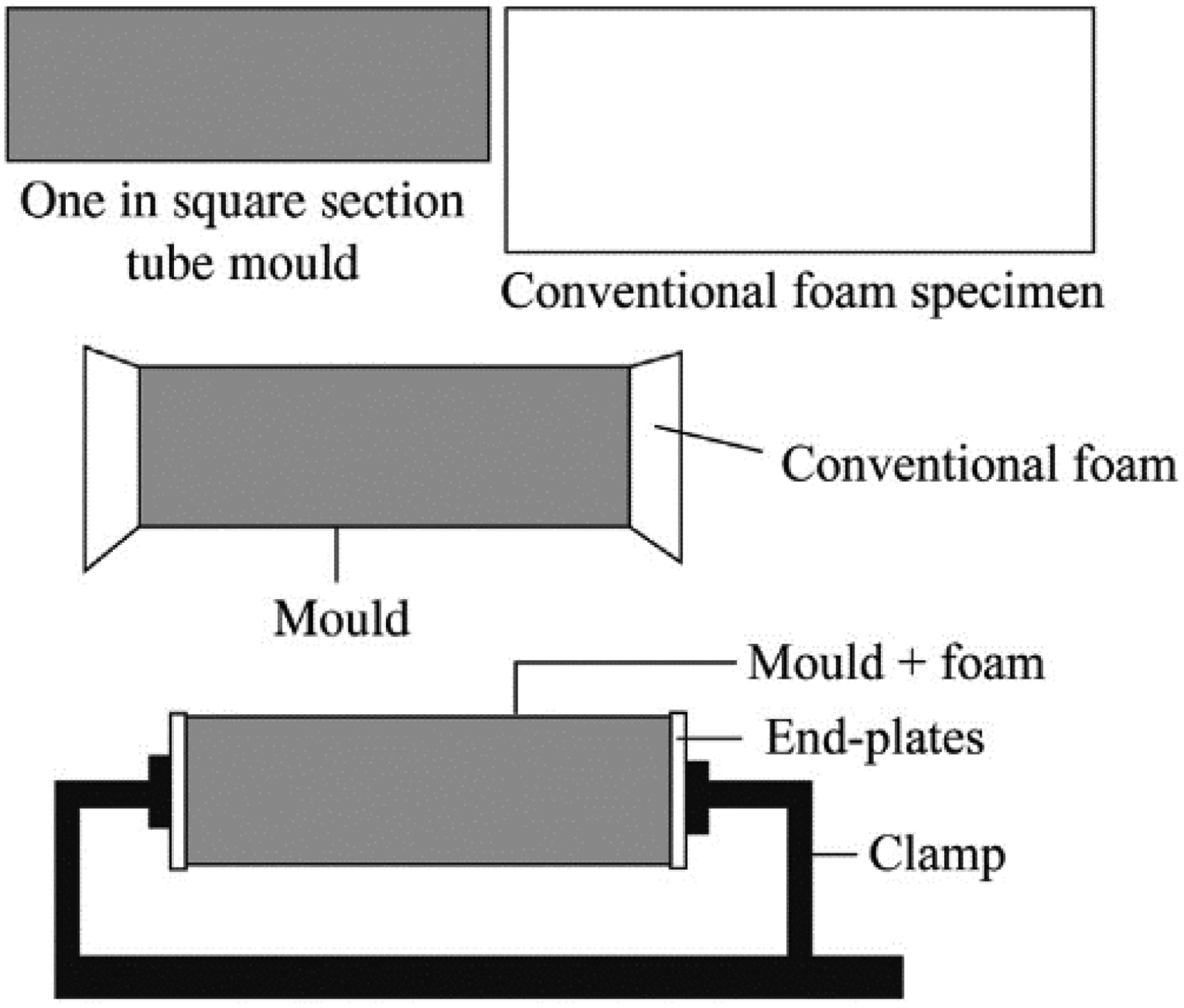
Schematic diagram of the fabrication of the small sized. 78
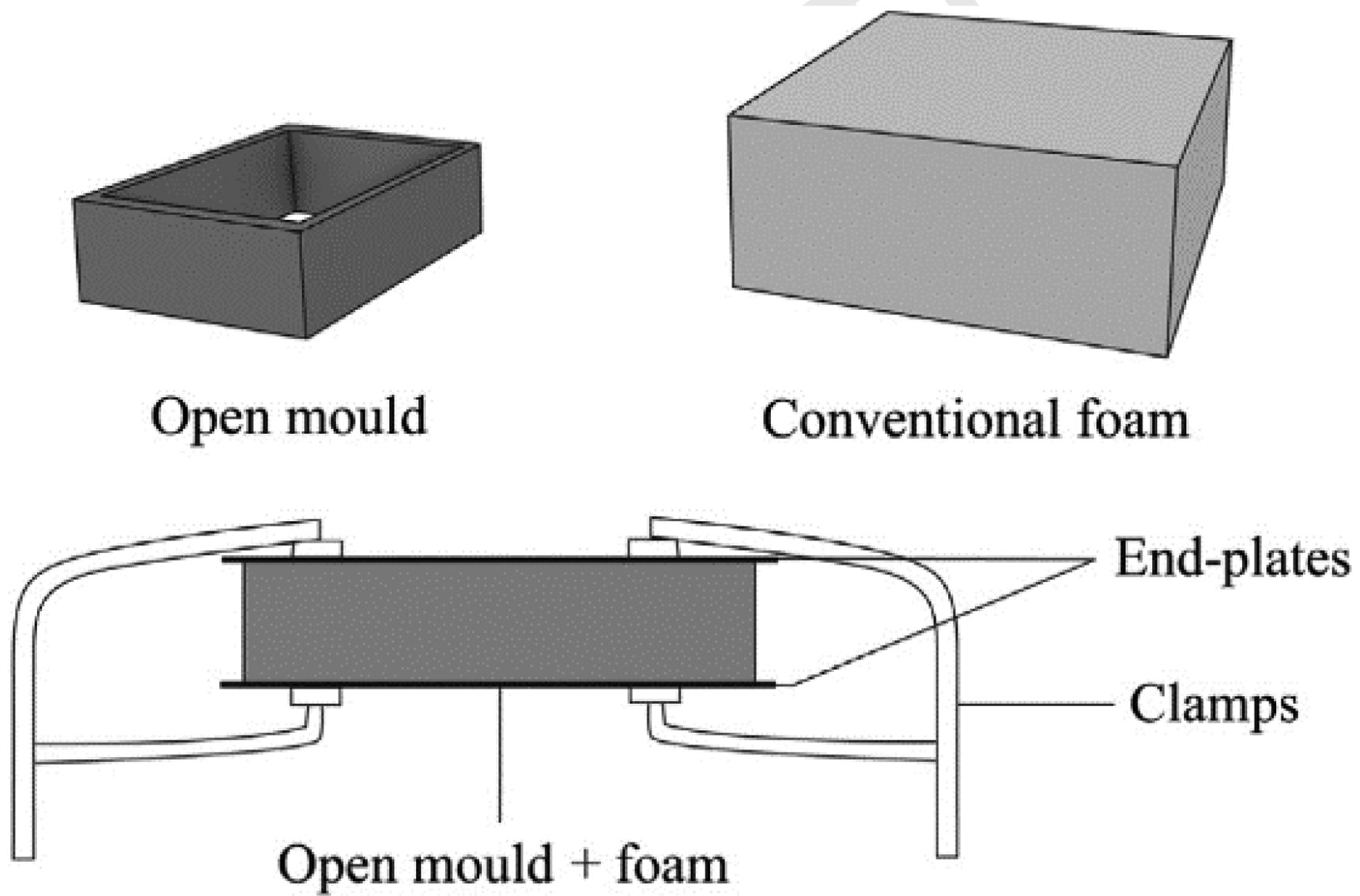
A stage of compression process for manufacturing a large auxetic foam block. 78
Schematic diagrams of the arrangement for fabricating a large auxetic foam block. 78
In 2011, Bianchi et al. proposed a novel fabricating method (namely the vac-bag method) for manufacturing auxetic foam samples with curved and arbitrary shapes. In this method, the mold is only used on one side as the base and the compressing pressure is applied by vacuum bags on the other side. Unlike classical manufacturing methods that are limited to rectangular or cylindrical geometries and to a volume of only a couple of cubic centimeters, the vac-bag fabrication is capable of producing samples with complex shapes and large volumes. Through tensile and cyclic loading testing, it was found that the highest auxetic effect is achieved at the strain of 5% with a Poisson’s ratio of −1.26 and −0.96 for stretching along the longitudinal direction and transverse direction, respectively. In addition, through-the-thickness Poisson’s ratio is −0.15 at the maximum strain of 30%, which proves that the produced auxetic foam possesses auxetic effects in all directions. 116 By using vacuum bags and autoclave following a thermoforming process, Zhang et al. fabricated open-cell foams whose auxeticity and modulus is five times larger than the stiffest auxetic polymeric open cell foam featured in open scientific literature. The tensile modulus and Poisson’s ratio values of the auxetic foams produced in this work can reach 25 MPa and −0.4 in one plane and can feature a NPR up to −1.3 for thinner specimens. According to Zhang et al., smaller thicknesses and higher tensile training strains can also reduce the stiffness but enhance the auxeticity of this porous material. Hydro-static pressure has been also applied by Najarian et al. as another tool to compress the foam samples. 115
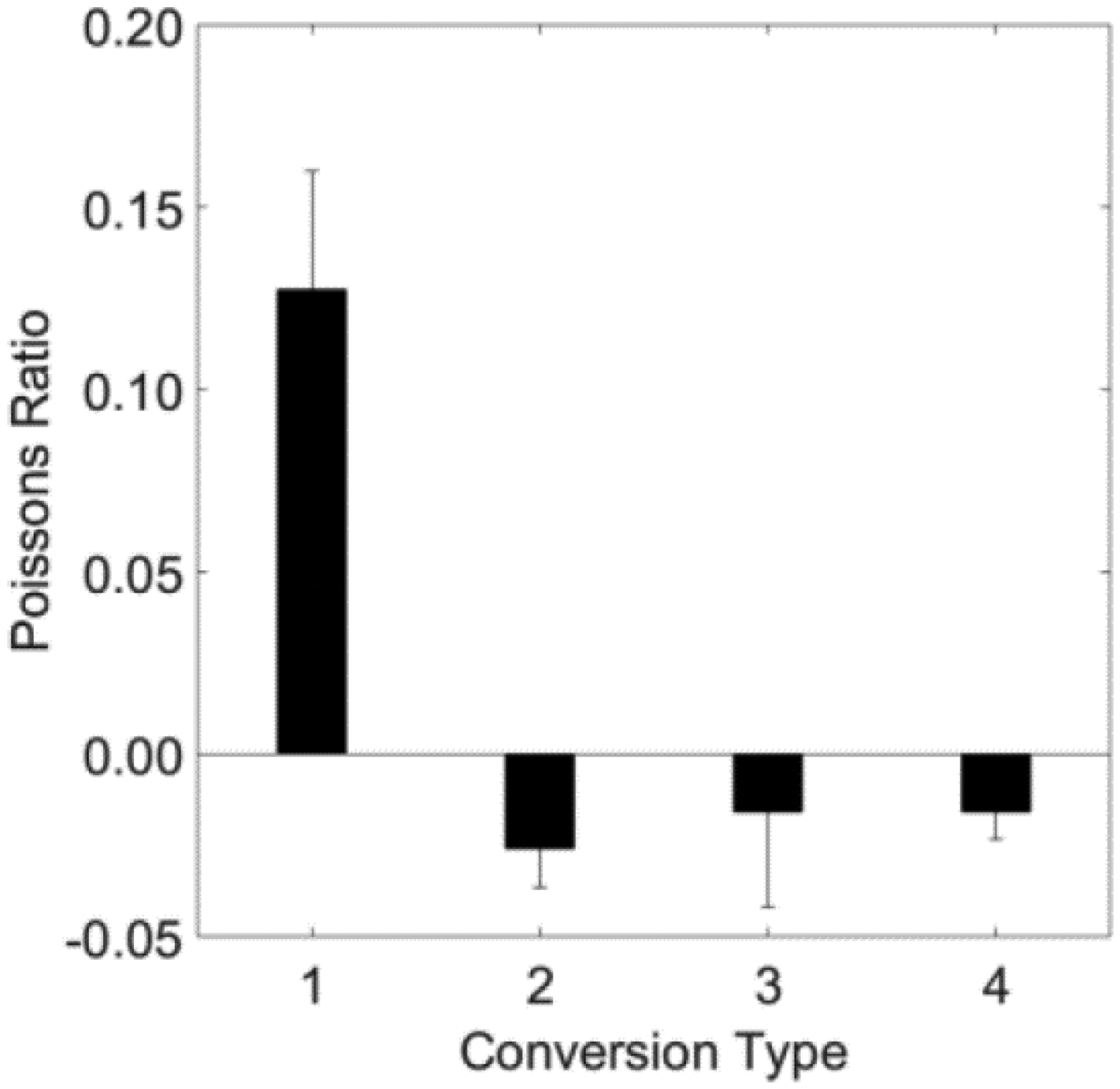
Another improvement based on the thermomechanical methodology to overcome the drawbacks of traditional thermomechanical methodology has been introduced by Mohsenizadeh et al. A novel mold was utilized to split the compression process into three stages (x-compression, y-compression, and z-compression), ensuring that foam samples were evenly compressed in three directions, as shown in Figure 38. Auxetic foam samples fabricated by this methodology exhibited achievable maximum re-entrancies of −0.27 and −0.31, minimum collapsed cells without surface creasing, and isotropic behavior compared to its precursor foam. 105 Before that, Duncan et al. also developed a novel cuboidal mold with rows of pins used to control the lateral compression of foam sheets aiming to improve the structural homogeneity and properties, as shown in Figure 39. Through-thickness pins reduce folds in the surface of auxetic foams and should be utilized when fabricating larger samples. These improvements will allow the use of the unchangeable fabrication of auxetic foams in specific products. However, the Poisson’s ratio of all auxetic foams is very close to zero, which means their auxetic effect is not strong, as shown in Figure 40. 114 Therefore, Duncan et al. designed a novel mold with partly distributed through-thickness pins for fabricating gradient auxetic foam sheets in 2017. This mold was partitioned to generate different fabrication and compression processes, which could significantly shorten the manufacturing time of different types of foam samples, as shown in Figure 41. Gradient auxetic foam sheets (final dimensions 355 × 344 × 20 mm) were fabricated with uniform triaxial compression, with and without through-thickness pins, and also with different compression regimes (uniform triaxial compression or through-thickness compression and biaxial planar tension) in opposing quadrants. Research results showed that auxetic foam samples with better performance in stability and mechanical properties were fabricated by this method. 81
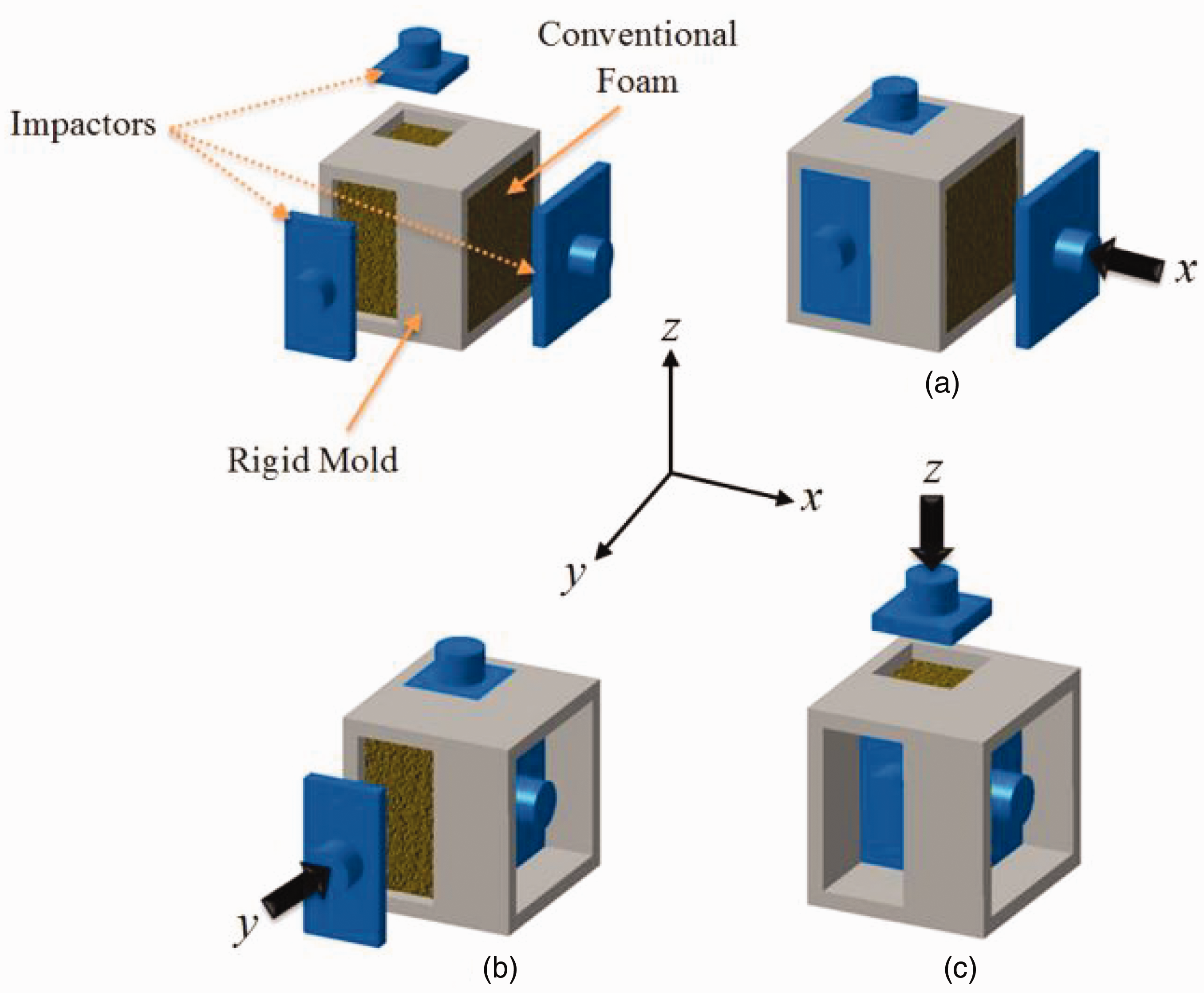
Schematic diagrams of the volumetric compression process in three different directions. 105
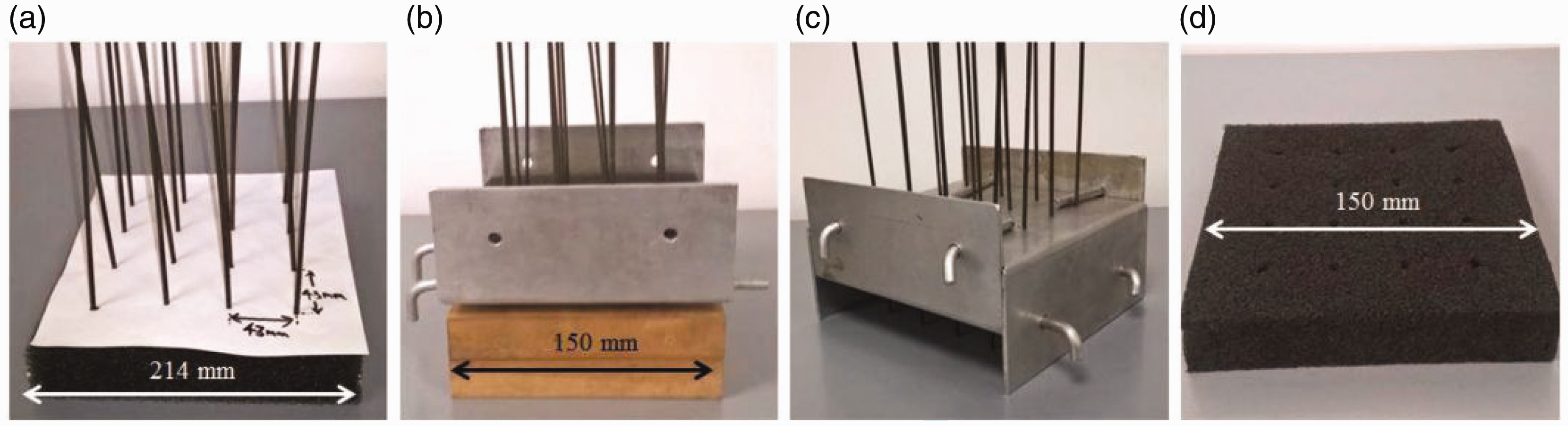
Manufacturing process of the pinned auxetic foam: (a) oversized foam cuboid with through-thickness pins inserted; (b) foam with pins are inserted in the lower mold; (c) cuboidal mold assembly with through-thickness pins and (d) auxetic foam sample fabricated with through-thickness pins. 114
Poisson’s ratio of fabricated foam samples with through-thickness pins. 114
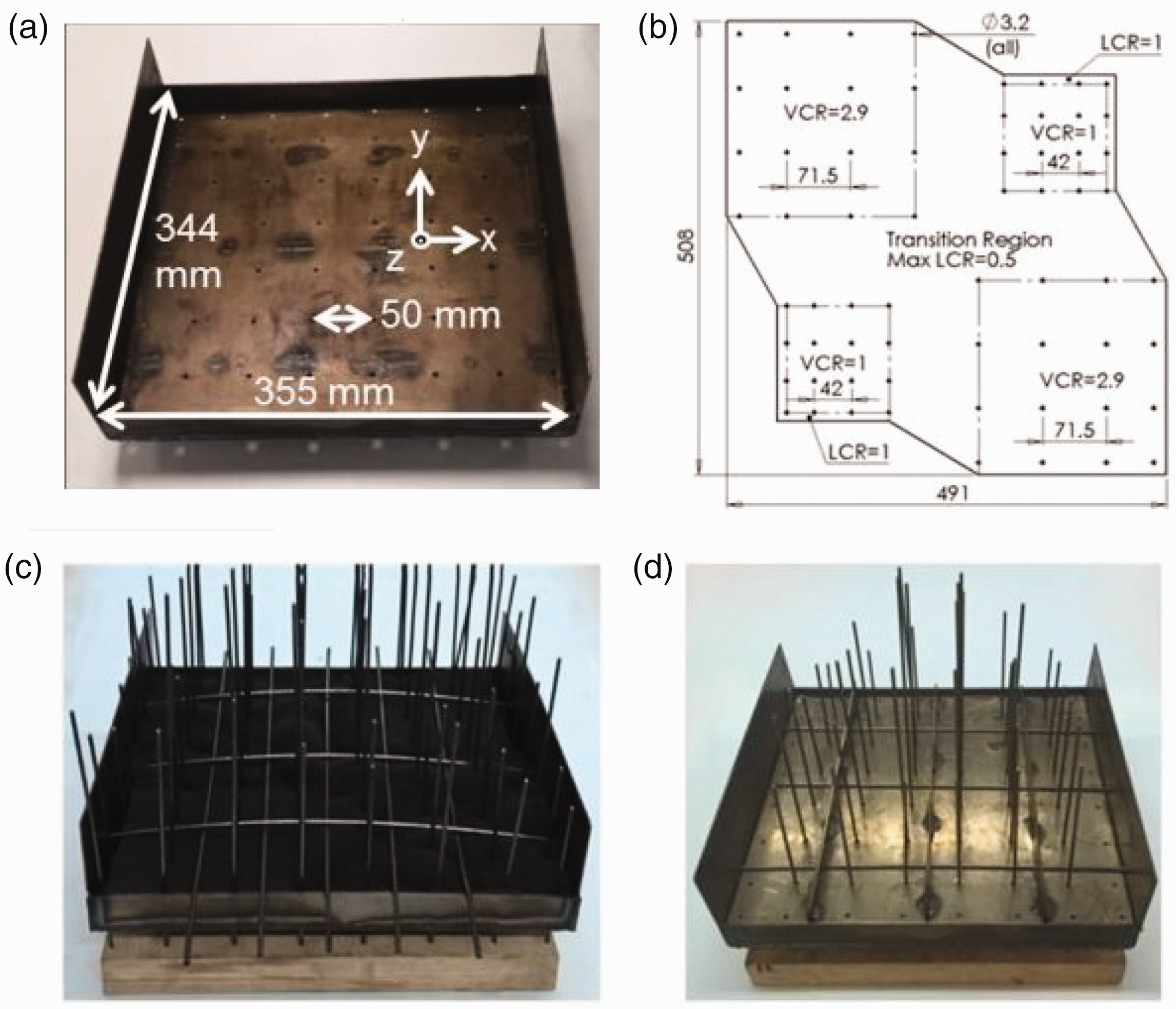
Compression mould: (a) mould lower section; (b) design of acrylic template defining overall shape and pin spacing for the non-uniform sheet (dimensions in mm); (c) assembled lower mould section and pins, with horizontal rods to compress bulges and (d) assembly mould and pins, with horizontal lid to apply through thickness compression. 81
A modified manufacturing process was applied to fabricate auxetic foam samples with large changes in density presented by Bianchi et al. The density change of auxetic foams after manufacturing is a common feature of this porous material. Foam samples of varying dimensions were placed into a metallic tube mold and compressed. The mold was then placed into an oven and heated at 200°C for 45 and 60 min to temperatures of 150°C and 170°C, respectively. After that, the samples were immediately removed from the molds, stretched, and allowed to cool at room temperatures. The difference between this novel manufacturing process and the classical one was the removal of the foam from the mold after the heating step created a differentiated microstructure between the external and internal parts of the specimen: a stiff outer layer and a less dense core. The samples fabricated through this novel method exhibited a NPR under compression due to the non-homogenous microstructure caused in the manufacture and the greatest NPR achieved in this instance was −0.34. 117
The thermomechanical conversion method is a basic and the earliest known method for transforming conventional foams into auxetic foams by the failure and breaking of ribs based on the volumetric compression leading and then heating process to changes in the original pore cell geometry. However, the disadvantage of this method is that it is hard to get equal temperature distribution throughout the specimen, especially for larger size specimens since foams exhibit insulating properties. This motivates scientists to research and explore other methods.
Chemomechanical methodology
In addition to the thermomechanical method, the chemomechanical method proposed by Grima et al. can also be used for manufacturing auxetic foams. This method is also based on the principle of “missing ribs,” using a chemical process instead of a heating process. A novel process was conducted to convert conventional open-cell polymeric foams into auxetic foams by treatment with an organic solvent after subjecting them to triaxial compression. Specimens of conventional PU foams were cut and compressed in a cylindrical mold, wrapped inside a filter paper in the compressed form, placed in acetone for an hour, and then air dried whilst still in the compressed form. After being removed from the molds, the samples fabricated by this methodology retained their compressed shape and exhibited auxetic behavior with a NPR of approximately −0.3. 118 Besides, the authors also showed that this method may be used to re-convert the auxetic foams back to their original state. The benefit of this method is that it creates more homogeneous transformation throughout the whole specimen of opened cell structures into auxetic materials and enables the creation of larger samples. However, the processed foams created by this method tend to loose their auxetic behavior due to the relaxation of ribs. Hence, Lisiecki et al. developed a novel manufacturing process combining thermomechanical and chemomechanical methods for different types of PU foams. Initial foam specimens were compressed and treated with solvent under high temperatures in consecutive stages. This allowed the creation of more uniform and stable specimens. 119 According to performed tests in the work of Lisiecki et al., auxetic foams have interesting properties which can be beneficial if the foams are used as cushioning materials since they exhibit higher energy density values and lower values of deceleration during drop test. 120 The study results of Lisiecki and Nowakowski carried out at the Air Force Institute of Technology (AFIT) in Poland showed that auxetic foams softened by chemical process could obtain a lower Poisson’s ratio than foams fabricated using the original thermo-mechanical methodology without the risk of uneven heating, and this approach has the potential to produce large samples. However, in considering the safety hazard and environmental footprint issues, such a chemical softening process is not recommended in further research. 121
3D and four-dimensional (4D) printing methodology
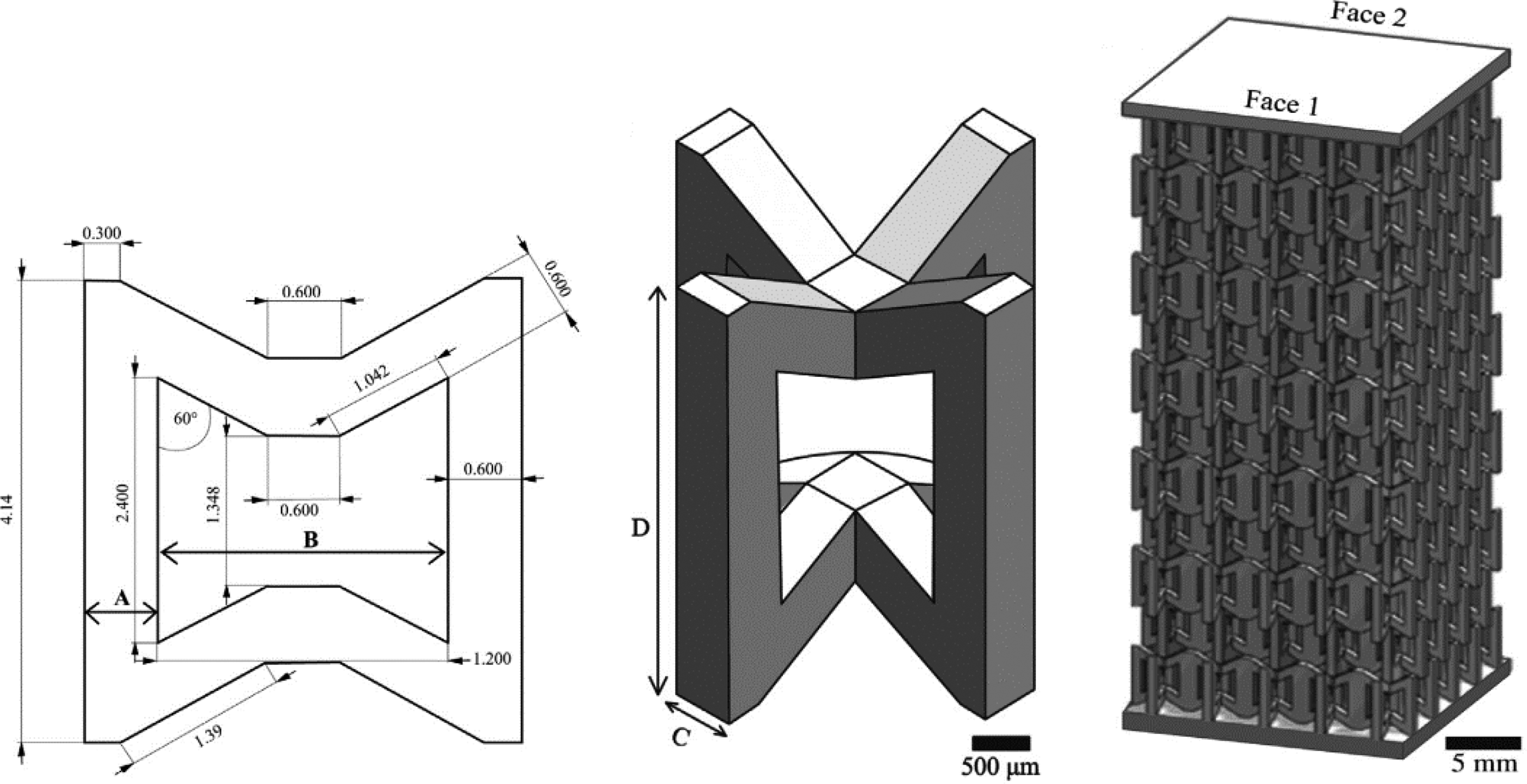
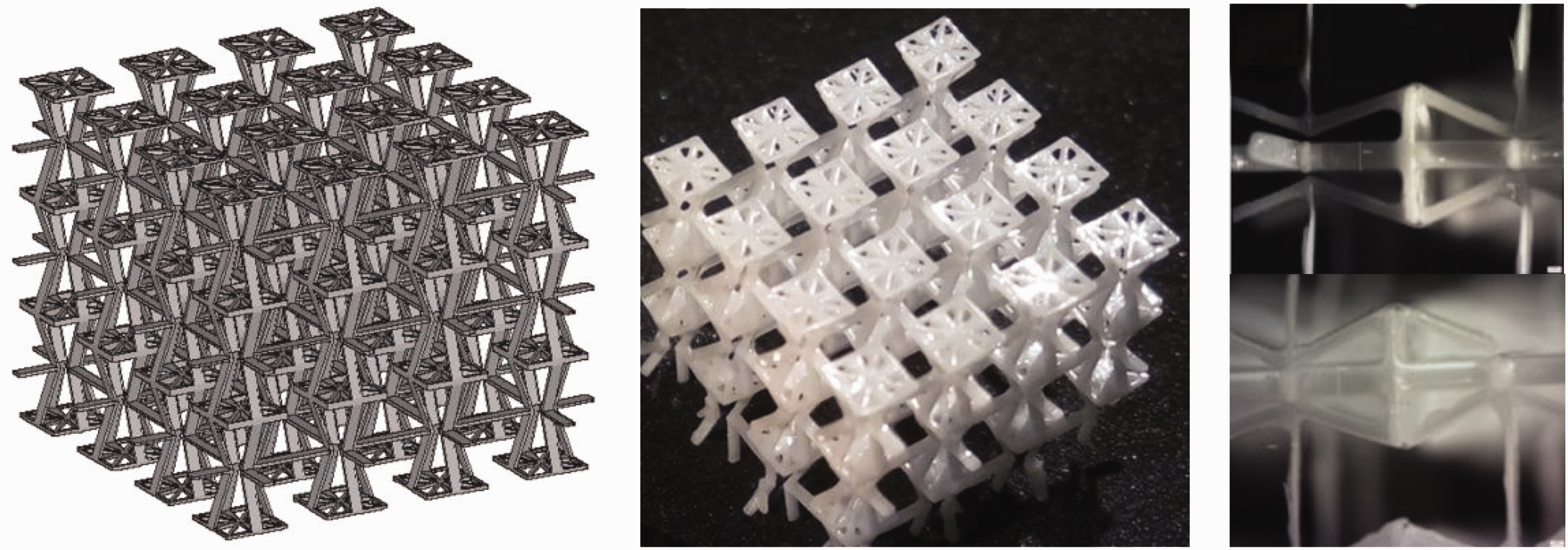
Apart from traditional methodologies to convert foam materials into auxetic foam materials, one novel way of introducing repeatability into the auxetic foam fabrication process is through the employment of 3D printing technologies in an additive manufacturing technique. Through implementing 3D printing in foam manufacturing, idealized auxetic foam topologies can be digitally designed, simulated, and finally printed from a wide range of materials, including polymers,122,123 metals,124–126 ceramics, 127 and composites.128–133 In 2013, a novel methodology of manufacturing auxetic foams by using this 3D print technology based on the re-entrant model was proposed by Critchley et al. The cellular structure of the auxetic foam was designed using CAD software, as shown in Figure 42. The foam samples were customized and fabricated without any random cell orientation. This work also provided a new methodology to generate types of repeatable pliable polymeric auxetic foam structures with dimensional accuracy and the lowest achieved Poisson’s ratio of −1.18. 103 With the rapid development of 3D printing technology, complex 3D structures can be fabricated with increasingly high precision, and obtain desired mechanical properties. 4D printing is one form of the 3D printing technique that has been advanced to the printed materials with multiple response capabilities and the ability to self-assemble at the macroscale. 4D printing offers several advantages such as being able to produce smart products that can change their geometries when required as presented in the work of Lantada et al., in 2016. In particular, the authors presented a very promising approach for the development of auxetic metamaterials and devices based on the use of LCM. 3D auxetic model and the manufactured auxetic ceramic structures are shown in Figure 43. The process stands out for its precision and complex three-dimensional geometries attainable, without the need for supporting structures, and for enabling the manufacture of ceramic auxetics with their geometry controlled from the design stage with micrometric precision. 134 In the same line, Hassanin et al. introduced a new metamaterial that combines the properties of NiTi and auxetic materials in one structure, which is processed using 4D printing. To be specific, the 4D printing process using powder bed fusion (PBF) was used to fabricate the optimized auxetic structure using gas-atomized NiTi powder. The re-entrant unit cell, 3D auxetic model, and the fabricated auxetic structure are presented in Figure 44. The results indicated that the re-entrant auxetic structure with a cell angle of −30° obtained the highest Poisson’s of −2.089 (Figure 45(a)) and superelasticity/shape memory capabilities, and was proved to have higher ballistic performance when compared to conventional steel armors (Figure 45(b) and (c)). 135 All in all, although these methods still have several disadvantages such as relatively high costs, scale limitation, etc., porous auxetic structures fabricated by 3D printers could be defined as a novel foam material, and are potential alternatives as polymer foam materials to some applications such as sensors or soft robots, providing stable and precise effects.
Two-dimensional (2D) model of the unit cell (left), three-dimensional (3D) model of the unit cell (middle), and the whole model (right) of auxetic foam fabricated by 3D print technology. 103
Three-dimensional (3D) auxetic model (left) the auxetic ceramic structure produced by means of lithography-based ceramic manufacture (LCM) (middle); detail of layers and unit cell (right). 134
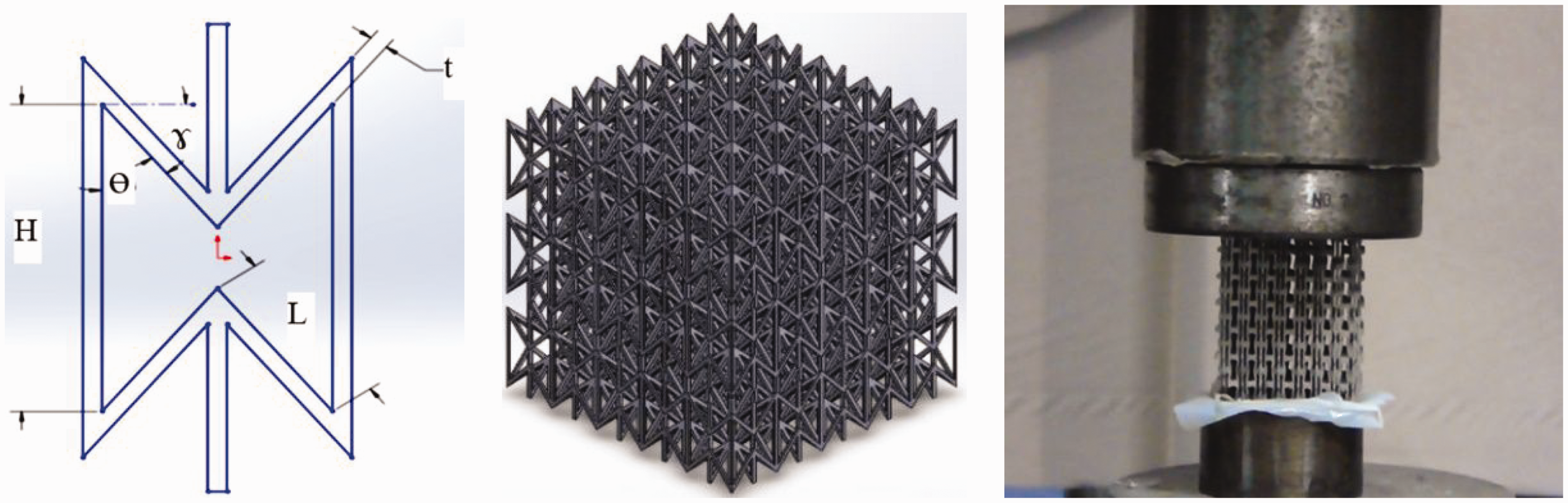
The re-entrant unit cell, the optimized model, and the fabricated auxetic structure under compression testing, respectively from left to right. 135
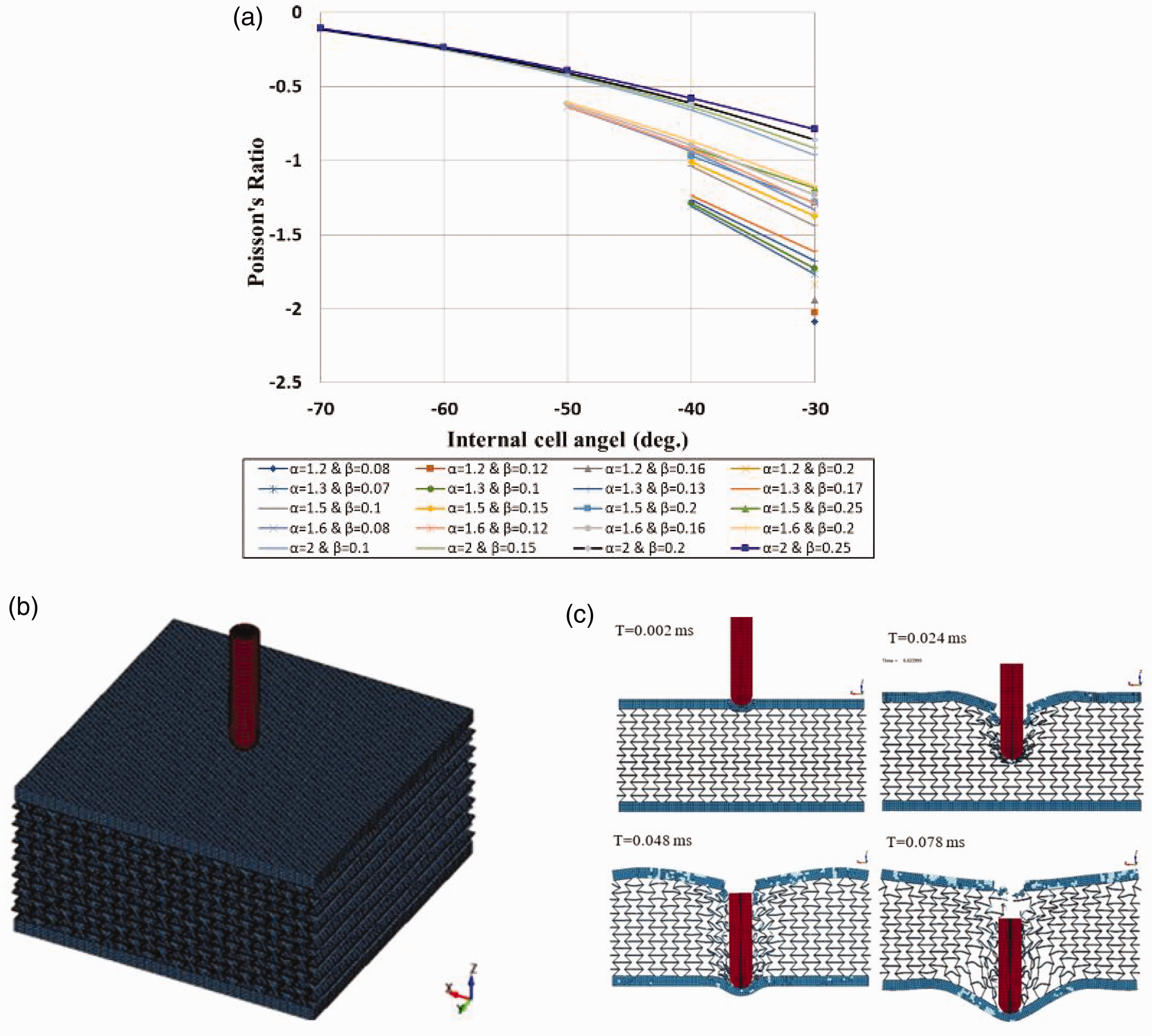
Poisson’s ratio calculations as (a) a function of cell dimensions; (b) isometric view of the meshed model; (c) structure deformation at different timings, Vi = 875 m/s. 135
Advances in foam manufacturing methodology
In recent years, many environmentallly friendly auxetic foam production methods have been researched and developed by various authors. One of them is a novel compressed carbon dioxide (CO2) assisted fabrication method proposed by Li and Zeng, in 2016. In this study, the authors adopted environmentally friendly and easily removable CO2 as the main softener for the preparation of auxetic open-cell foams. The research results of the authors also demonstrated that CO2 could reduce the glass transition temperature of styrene acrylonitrile copolymer (SAN) particles into the PU substrate. This helped auxetic foams treated with CO2 could be rapidly converted at the room temperature (25°C) in several seconds and exhibited a nearly constant value of NPR over a large strain range. The experimental setup for the fabrication of auxetic PU foams using compressed CO2 is illustrated in Figure 46(a) and a schematic depicting the auxetic conversion mechanism in this CO2 assisted process is shown in Figure 46(b). According to the authors, this manufacturing technology is facile, efficient, economical, and environmentally benign, and would address the biggest obstacle in realizing the potential of auxetic materials, that is large-scale production of auxetic PU foams with excellent and consistent properties. 136
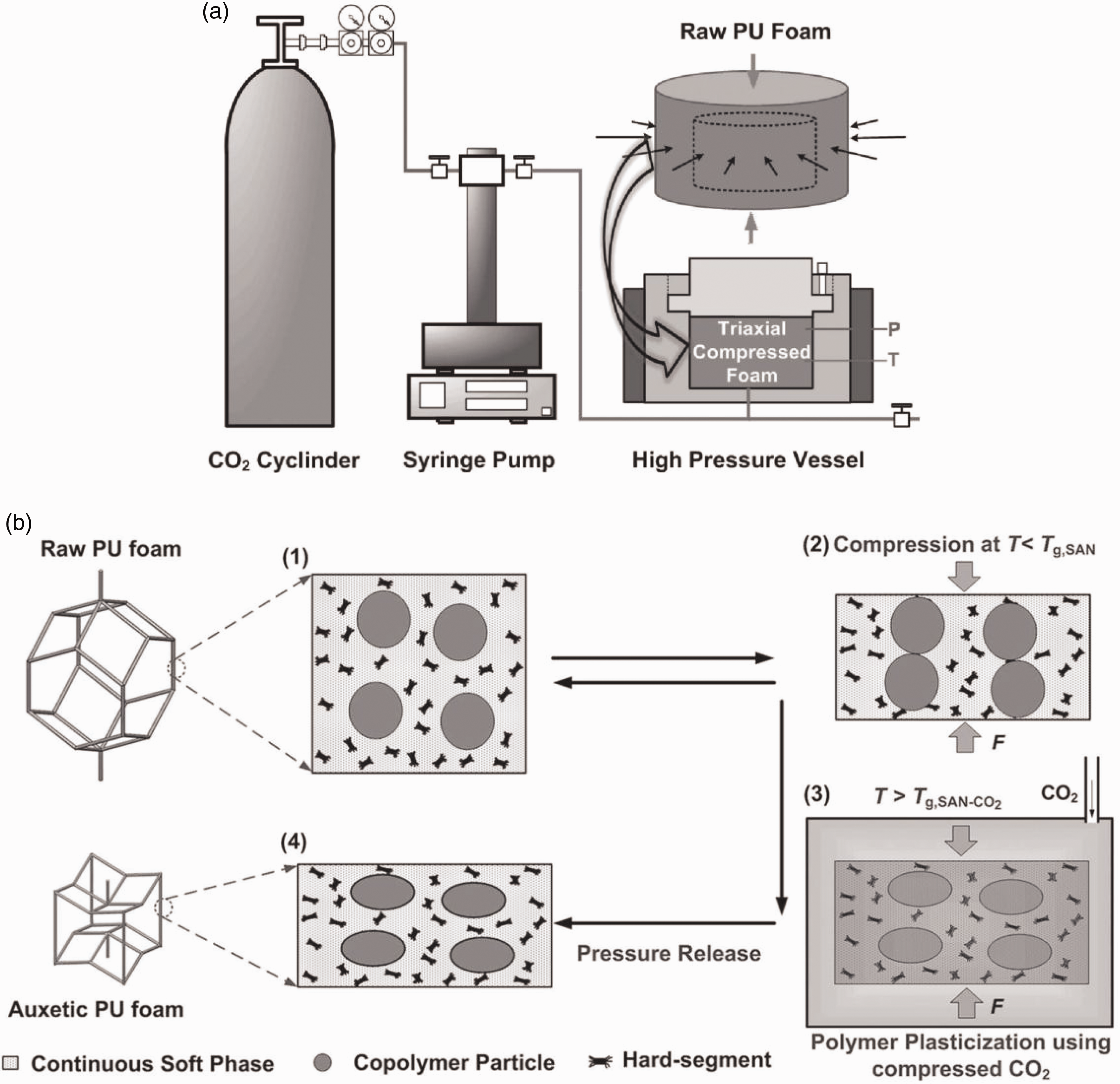
(a) Schematic illustration of the experimental setup for the fabrication of auxetic polyurethane (PU) foams using compressed carbon dioxide (CO2) and (b) mechanism for structural conversion in PU foams during auxetic conversion. 136
In 2018, Fan et al. established a novel method for preparing auxetic foams from closed-cell polymer foams based on the steam penetration and condensation (SPC) process, as shown in Figure 47. In particular, firstly, the polyethylene (PE) foam pieces were cut with a specified size, and then put into the environment of water steam and allowed to stay for a certain time at a specified temperature. Finally, the foam was taken out and allowed to cool to obtain the PE auxetic foam. The research results of the authors indicate that auxetic foams with the re-entrant structure converted from conventional PE closed-cell foams by the SPC process exhibited a NPR during stretching and compression testing. In this method, the presence of the water steam within the cell was a critical factor for the NPR conversion in the process of steam treatment, and the pressure difference caused by steam condensation was the driving force for the transformation from the conventional foam to the auxetic foam. The transformation efficiency of the re-entrant structure was determined by steam penetrability, deformation ability, and shaping ability of the cell wall. Therefore, treating temperatures and treating time are the key factors strongly influencing the conversion from conventional foams to NPR foams. Furthermore, in this work, the applicability of the SPC process for transforming conventional foams with a closed-cell structure into auxetic foams was studied and developed by replacing PE foams by PVC foams with a closed-cell structure or replacing water steam by ethanol steam. The results verified the efficiency of this method for fabricating auxetic foams from conventional foams with a closed-cell structure. In addition, the auxetic foams obtained by the SPC process showed some potential applications, such as the fabrication of shape-memory polymer materials. 137 This methodology could also be used for fabricating large auxetic foam samples from closed cell low density polyethylene (LDPE) foams which were presented by Duncan et al. in 2020. 138
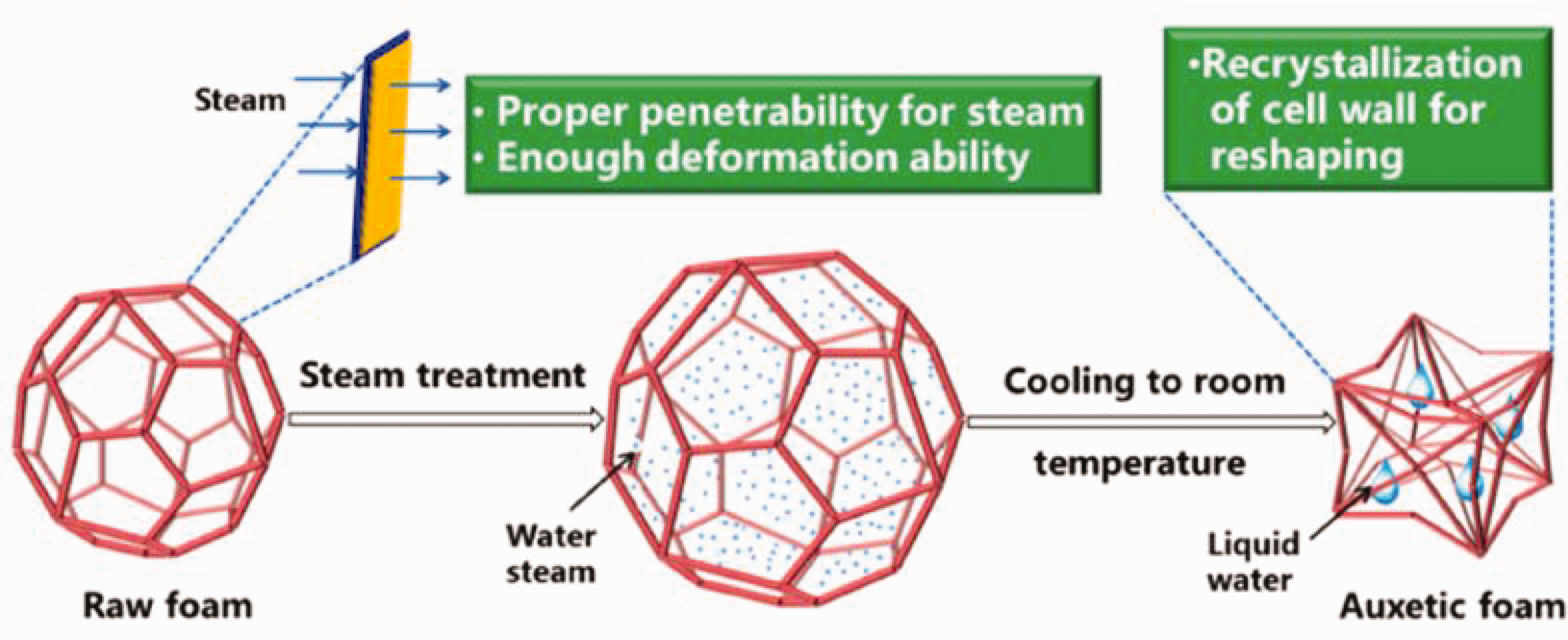
The formation mechanism of the re-entrant structure from closed-cell foams by the steam penetration and condensation (SPC) process. 137
Until now, auxetic foams have been fabricated by the conversion of conventional polymer foams. The direct preparation of auxetic foams from polymer resins is still a challenge. Based on previously published research works and applying the function of CO2 in foam production, Fan et al. proposed an eco-friendly green methodology named one-pot CO2 foaming process to directly prepare high-performance closed-cell auxetic nylon elastomer (NE) foams from NE resin in 2020, as shown in Figure 48. This novel method based on the synergism between the phase transition of water and the permeability rate difference of the CO2 blowing agent in the foaming process is put forward to fabricate auxetic foams directly from the polymer resin. This work has successfully demonstrated preparation of the auxetic foam from polymer resin through a CO2 foaming process inside the autoclave aided by water. The research results demonstrated that the obtained auxetic foam has a Poisson’s ratio value of −1.29 and has excellent tensile cycle stability and energy absorption performance. According to the authors, this methodology could be also applied to other polymers such as ethylene-vinyl acetate (EVA) resins, which paves a way for designing and preparing multifunctional auxetic foam materials in the future via a one-pot CO2 foaming process. Furthermore, this work proves that the transformation between the auxetic foam and the PPR foam is reversible, which provides a possibility to reversibly adjust the performance and the shape of polymer foam materials, depending on the requirements, as shown in Figure 49. 139 In the similar work of Niexin et al., NPR foams were directly produced using a one-pot CO2 foaming method from PP resin by introducing hydrophilic additives (NaCl) into PP and regulating foaming conditions. The schematic diagram of PP/NaCl auxetic foam formation is shown in Figure 50. First, the NaCl with different particle sizes was added to the PP matrix to prepare composites with water-absorbing ability. Then through the control of the foaming condition, the PP auxetic foam with different cell structures was obtained directly from these PP composites. By controlling the foaming temperature, saturation time, size, and content of added NaCl, the NPR of the final foams could be effectively controlled. According to the authors, this foaming method shows good applicability to other nonpolar polymers, such as PE and polystyrene, which paves a way to directly prepare auxetic foams. 140 However, the disadvantage of this method is that it is difficult to produce large-sized foam samples for commercial applications due to the limitation of preparation conditions and the solutions for solving this problem will be studied by the authors in the follow-up studies.
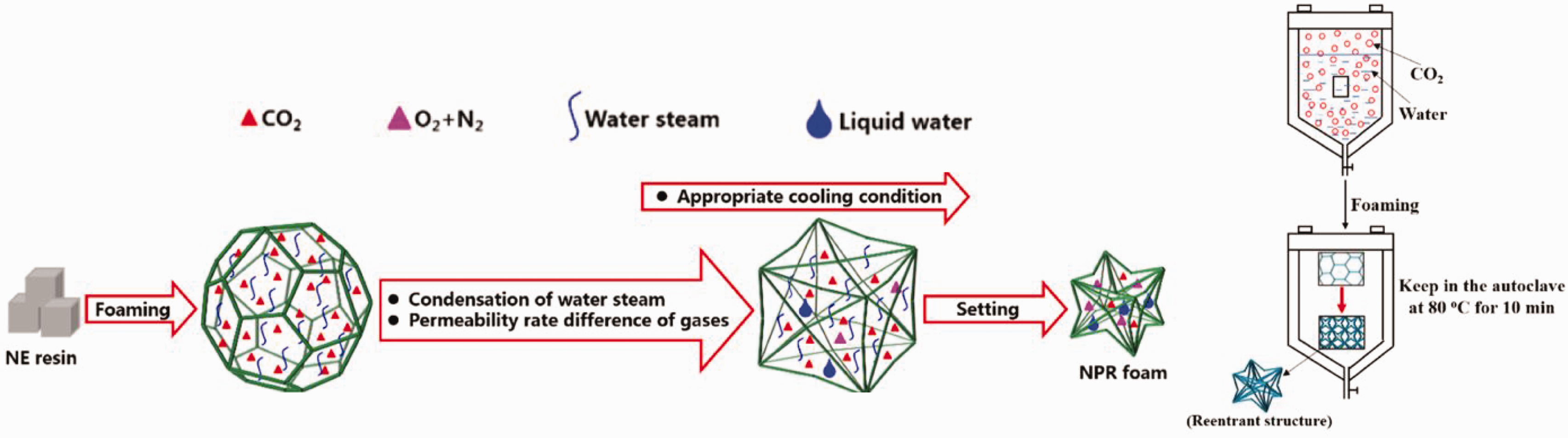
Foaming process inside the autoclave in the presence of water. 139 NPR: negative Poisson’s ratio.
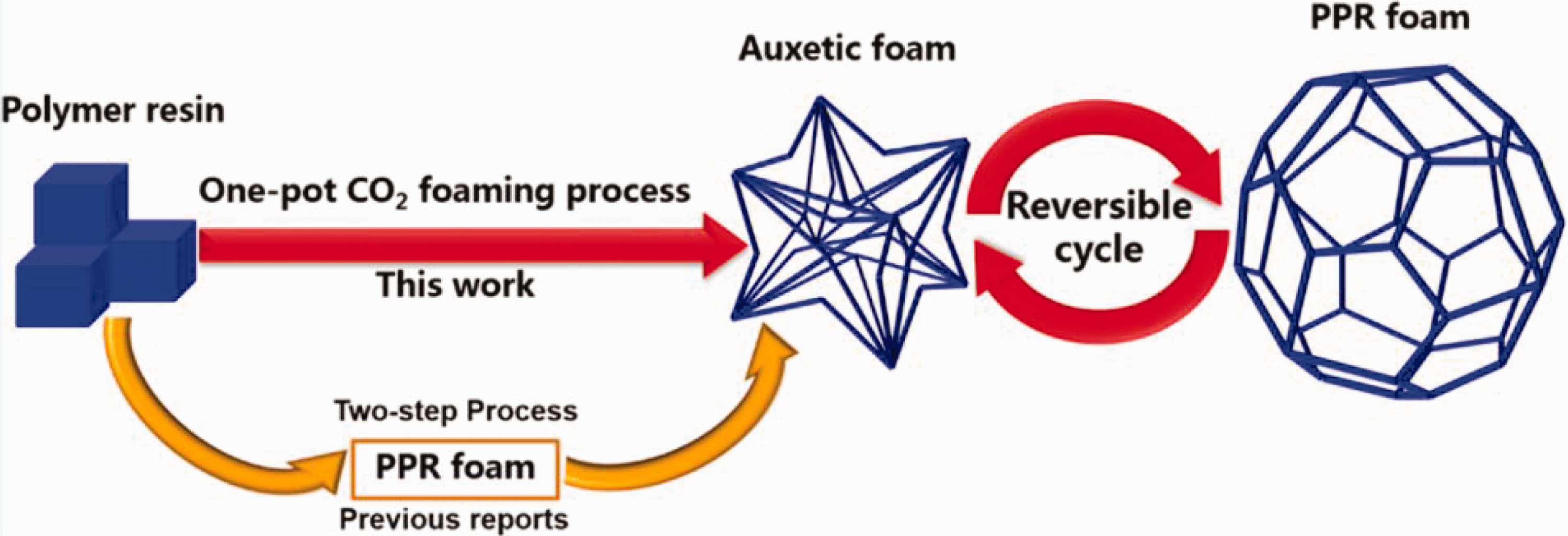
One-pot carbon dioxide (CO2)foaming process and the reversible transformation between the negative Poisson’s ratio (NPR) foam and the PPR foam. 139
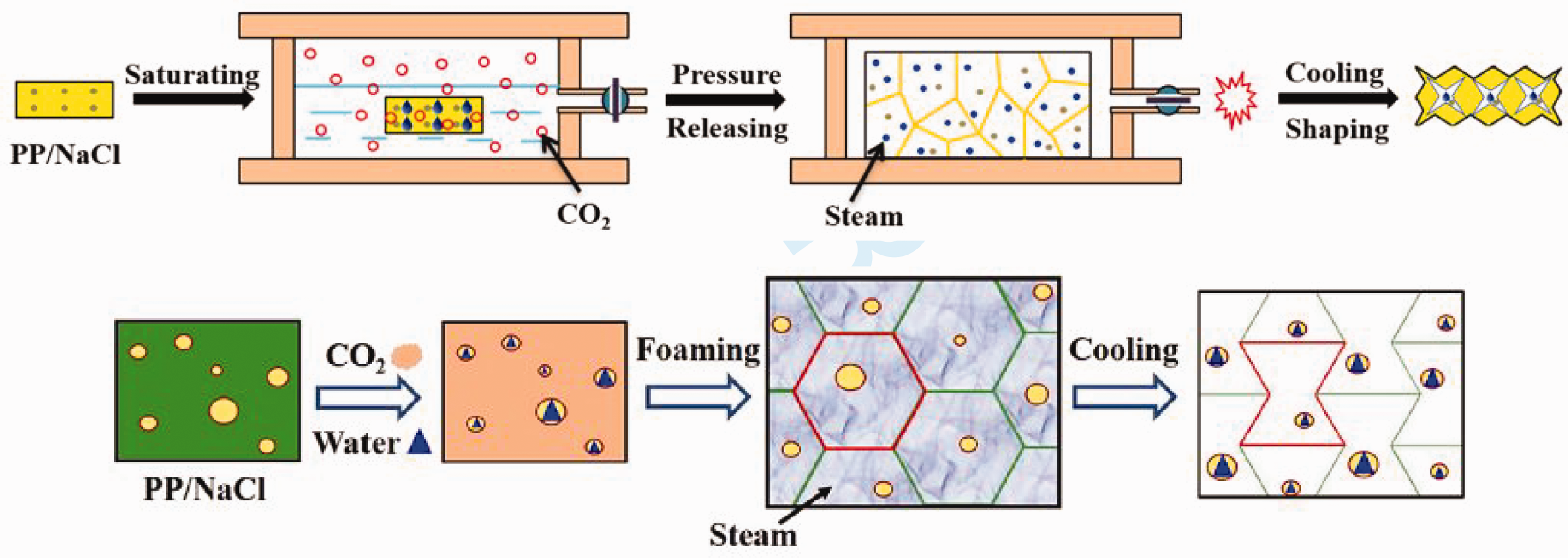
Schematic diagram of polypropylene (PP) auxetic foam formation. 140
Potential applications in defense
Auxetic materials offer enhanced properties in comparison with the common materials such as Young’s modulus and shear modulus,16–18,141,142 indentation behaviors,143,144 fracture toughness,19–21 energy absorption,23,109,145–152 etc. These enhanced properties make auxetic materials very attractive for many special applications, including personnel protection,153–158 defence, 159 biomedicine,160,161 aerospace,162,163 sensor, 164 filter,165–167 etc. One of the important properties that make auxetic materials suitable for defense applications is their better impact and ballistic resistance due to the fact that in the event of an impact, the material flows toward the impact point unlike conventional materials which flow away from it. Auxetic foams, auxetic textiles, and auxetic textile-reinforced composites are types of auxetic materials commonly used for military applications.8,21,22,168 In the next part, both real applications and potential applications of auxetic foams, auxetic textiles, and auxetic textile-reinforced composites in defense are introduced, based on several previous studies on these auxetic materials.
Applications of auxetic textile and auxetic textile-reinforced composites
The challenge for the application in defense of textile structures is to make bulletproof vests and helmets to be more resilient to knock and shrapnel. 169 The auxetic textiles (including auxetic fibers, yarns and fabrics) and auxetic textile-reinforced composites with gradually improved mechanical properties are widely applied in defense such as bulletproof vests, ballistic protective helmets, and blast-proof curtains, etc.8,15 because these auxetic materials will dampen the high kinetic energy generated during the impact and help to prevent injury. In addition, auxetic textiles are also suitable for the shelters, tents, and canopy fabrics used to make the temporary base for military personnel. 169
Protective clothing and many products used in defense often require high performance garments due to the fact that during military operations, personnel, and vehicles are often exposed to ballistic and blast threats. Consequently, high strength and high modulus fibers have revolutionized the design of lightweight armor, main fiber-reinforced ballistic products are ballistic helmets, vests, blankets, and add-on car armour. 170 Another potential application for auxetic fibers is in automobiles as the seat belt. The seat belt is one of the most crucial safety devices in automobiles, which can save lives in extreme situations such as car accidents. The seat belt is produced with high-performance auxetic fabrics which will become wider under stretching, and so the contact area between seat belt and human body will be increased. Hence, the impact pressure that the seat belt applies to human body will be decreased resulting in less possibility of hurting the human body.3,8 In the future, auxetic fibers with superior mechanical properties have the potential to contribute to multi-layer fiber-reinforced armor manufacturing. Alongside this, auxetic yarns especially HAYs were also researched and developed by many authors and have wider applications in recent years. The manufactured HAYs exhibit enhancements in mechanical properties with a maximum NPR of −9.6 47 which led several researchers to consider possible applications for this new class of materials. HAYs have been used on either craft loom or weaving machines to produce AWFs. For instance, in the work of Gao et al., woven fabrics are produced from the selected auxetic yarns in both warp and weft directions. It was concluded that auxetic behavior of AWF was displayed in both the weft direction and the warp direction and the auxeticity demonstrated in the fabrics imply applications in areas such as filtration and impact protection. 56 AWF using HAY can be used for blast-resistant curtains. This type of blast-resistant curtain helps to prevent regular size objects flying at high speeds by using HAY woven into a carefully controlled textile structure. 171 Furthermore, composite laminate using AWFs made from DHY with either silicone rubber gel as matrix 172 or polyester resin 39 also exhibited a NPR and is potentially applicable in a variety of engineering applications.
Apart from auxetic fibers, yarns, and AWFs, AKFs can be used as reinforcements in composite materials which can effectively enhance their different kinds of properties. Both weft- and warp knitting have been adopted for producing AKFs based on different auxetic geometrical structures. Due to their good indentation resistance and energy absorbing ability, these kinds of auxetic materials can be used for protective clothing in defense. In particular, Steffens et al. manufactured weft-knitted auxetic fabrics based on the same origami geometry by using high-performance fibers and used the produced fabric to fabricate auxetic composites. The authors believed that when the auxetic knitted fabrics were made from high-performance fibers such as Kevlar and Nomex, the fabrics could find potential applications in bulletproof vest, cut resistance fabrics, helmets, etc.22,168 In the same line of thinking, Liu used Miura-origami structures (V-shaped or Z-shaped) to fabricate AKFs by using high-performance fibers. The author also proposed the use of auxetic composites based on these knitted fabrics for developing human body impact equipment. 71 Another kind of AKF based on the re-entrant lozenge design was developed by Magalhães et al. for applying in ballistic composites. Concretely, the knitted fabrics were produced using high performance PA and para-aramid yarns and then impregnated with two types of polymeric resins (epoxy and polyester) to produce composite materials. These novel composites made from the auxetic fibrous structures can be properly designed to find potential uses in the body amours for personal protection applications. 62 On the other hand, warp knitted structures can be also utilized to fabricate AKFs, especially spacer fabric structures. These fabrics displayed auxetic behavior in all the planes, along the thickness direction, excellent formability, and compression. For this reason, the authors believe that these fabrics are highly suitable for human protective garments.72,73
In summary, the ideal material for using in an armor system must absorb energy locally and be able to spread the energy out fast and efficiently. According to published research studies, auxetic textile materials could give the similar required protection at a lighter weight and thinner clothing. The synclastic function of auxetic materials makes them suitable for better body armor. Also, military vehicles protected by the auxetic composite structures could provide better resistance from blasts and enemy fire. 169
Auxetic foam applications
In addition to the direct synthesizing process of auxetic foams which has been exploited in the past few years, auxetic foams are usually fabricated through postprocessing of conventional foams by changing the conventional honeycomb structure of cells to the auxetic structure. The transformation leads to a set of desirable properties that conventional foams do not possess. Therefore, it is suitable for either a replacement of conventional porous materials in many applications such as packaging, cushioning, air filtration, shock absorption and sound insulation, sports safety applications, etc.,82,114,161 or the basis of completely new designs to exploit their enhanced properties such as biomedical and tissue engineering, aerospace and aeronautics, telecommunications, and optoelectronics 134 as a result of their enhanced mechanical properties.
Auxetic foams can replace conventional foams in fillers for cushions to further improve comfort and reduce the risk of pressure sores because of their good indentation resistance and energy absorption.173,174 Another application proposed by Scarpa et al. is an antivibration gloves application. These authors fabricated a series of PU foams with auxetic behavior and increased stiffness under compression. Thus, it is a promising material for antivibration applications. 153 In addition, auxetic foams are also promising for protective equipment in sports applications such as kneecaps, wrist protectors, helmets, 155 sports shoes, 175 snow-sport safety devices (body armor and crash barriers), 176 etc., due to their excellent energy absorption. Further novel applications for auxetic foam are smart filtration systems that allow through the pores only particles with a certain size that could be varied by varying the pore size of the foam by applying different loads. 161 Recent progress in seismic metamaterials was reported by Huang et al., in 2021. The authors certified the positive function of auxetic foams as the shell to attenuate the Lamb wave, realizing the generating of an ultra-low frequency bandgap through numerical simulation processes and showed the promise of these auxetic materials in civil engineering and disaster prevention and mitigation. 177 Other notable uses for auxetic foams are military applications where these auxetic foams are being studied for use in ballistic protection. For instance, Hassanin et al. have recently introduced a new metamaterial that combines the properties of NiTi and auxetic materials in one structure, which is processed using 4D printing. This novel auxetic material was proposed for ballistic protective armor because it was proved to have higher ballistic performance when compared to conventional steel armor. To be specific, the energy absorbed per unit mass of the NiTi auxetic structure is about two times higher than that of the solid NiTi plate and five times higher than that of the solid conventional steel plate. According to these authors, their future studies will include the implementation of the developed auxetic structure into existing armor designs and study on limitations of this metamaterial. 135
Auxetic foams with enhancements in mechanical properties can be utilized for many potential applications such as biomedical applications, i.e. for the development of a hybrid composite supporting people with multiple sclerosis consisting of an auxetic open cell foam liner and curved thermoplastic plates with rhomboidal perforations;178,179 biomedical and tissue engineering, i.e. for the development of active implantable medical devices, minimally invasive surgical actuators or active scaffolds for dynamic cell culture; 134 electromagnetic and acoustic absorption180–182 sensors, i.e. for manufacturing piezomorphic material with both negative and positive Poisson’s ratio;183–185 aerospace and aeronautics, i.e. for the development of microactuators and highly accurate deployable structures. 134
Conclusions
The study of auxetic materials and structures is a promising new area of research for exploitation in defense applications. This article has discussed auxetic materials and structures, various approaches to achieve them, and their applications in defense. The results of a number of studies published recently on this subject were considered. This article has provided an overview of auxetic materials and structures, including auxetic fibers and yarns, auxetic fabrics, auxetic textile-reinforced composites, and auxetic foams, which can be used in defense. Specifically, auxetic fibers with different NPRs, as well as auxetic yarns including HAY, DHY, helical APY, and DC-HAY, which achieved different NPRs from −1.12 to −9.6 in experiments, depending on the raw material, structure and production method, were discussed in this article. In addition, AWFs produced by a combination of auxetic yarns and conventional textile structures, a combination of conventional yarns and auxetic geometry, auxetic knitted structures including weft knitting and warp knitting, auxetic textile-reinforced composites, and auxetic foams, as well as the auxetic performance of each auxetic structure, are mentioned. In particular, the failure modes of the auxetic yarn structures and key factors affecting the NPR of AWFs and AKFs are covered in this article. Existing production methodologies for these auxetic structures have also been reviewed. Herein, we focused on fabrication methods for auxetic yarns and for auxetic foams, including both the transforming process of conventional foams and the direct synthesizing process, and advances in their manufactured methodology. Furthermore, the advantages and disadvantages of each production method are also mentioned in this article. Finally, potential applications of these auxetic structures in defense were discussed. Auxetic materials could represent enhanced alternatives to conventional materials in many applications where the unique deformation mechanisms of the foam material play a role. This article has provided novel and potential applications of auxetic textiles, auxetic textile-reinforced composites, and auxetic foams for protective clothing and many other products used in defense. These materials may find applications for improved impact protection in items such as helmets, shin, elbow, and knee pads. The auxetic foams may provide improved protection against behind-armor blunt trauma, and auxetic textile-reinforced composites have the potential for body armor and ballistic protection.
Although many potential applications have been proposed, real applications in the defense of auxetic materials are still limited. The key to using auxetic materials in future applications is their successful development with enhanced NPR and mechanical properties. Further systematic studies of auxetic fabrics (both AWFs and AKFs) should be carried out to fully exploit the new kind of yarn (HAY) based on textile technology. In particular, the development of auxetic fabrics using a combination of auxetic fibers or yarns and auxetic structures to enhance auxetic behavior is an approach that needs to be researched and developed in the future. In addition, research on the production of auxetic foams in large sizes, the enhancement of their auxetic behavior and mechanical properties, and saving costs are needed for defense as well as commercial applications. These are the premises for our further studies in the design and production of auxetic materials for protective clothing.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge for the financial support from the Portuguese Foundation for Science and Technology (FCT) through project UID/CTM/00264/2019 of 2C2T - Centro de Ciência e Tecnologia Têxtil, by national funds of FCT/MCTES.