
Abstract
Filtration of Particulate Matter (PM) 2.5 and PM 10 particles are focused by the filters used in Heating, Ventilation and Air Conditioning (HVAC) systems. Synthetic fibres/filaments are widely used to construct the filters for air conditioning filters and cleanroom filters which is not biodegradable. Natural fibres are easily biodegradable, exhibit better filtration characteristics as like synthetic fibres. In this research, alkali-treated coir fibres are used to construct the filter for filtering the particle range of 1.0 µm to 10 µm. Box- Behnken experimental design was used for the experimental plan and the experiments were conducted to construct the filters. The change in fibre properties by alkali-treatment was observed and the treatment with 5% and 10% alkali increases the crystallinity index of fibres. The influence of independent variables on the performance of developed filters was analyzed in detail. 5% NaOH treated fibre sample with 20% resin proportion and 60 g fibre content in the unit area was identified by a quality factor as the best combination of independent variables for constructing filter.
Introduction
Filtration is a process of separation of dispersed particles from a fluid (gas/liquid) by a porous medium which is called a filter. Filtration is generally classified as dry filtration in terms of removal of suspended solid particles and gaseous substances in the air and wet filtration (liquid filtration) in terms of pollutants/foreign materials in various liquids. Textile materials are widely used for both dry and wet filtration applications [1,2]. For air filtration, woven [3] and nonwoven filters are widely used to filter micron and submicron particles [4]. Nonwoven filters are exhibiting better filtration performance than woven filters [5]. Woven filters are having definite pore size and there is a limitation for achieving minimum pore size and it generally acts as surface filters where the cake forming tendency was more [6–8]. The above disadvantages were overcome by nonwoven filters due to higher porosity, minimum pore size and its distribution due to random distribution of fibres in the structure of nonwoven. Nowadays, variety of filters in the industry are manufactured by various polymeric materials such as polyester, polyamide, polypropylene, polyacrylonitrile etc. which are non-biodegradable and it becomes landfill for the developing countries and it acts as a source of microplastics for various water resources [9].
Filtration mechanism is classified as diffusion, interception, inertial impaction, electrostatic interaction, etc [10]. Brownian diffusion can occur for smaller particles with a size of <0.1 µm. The interception occurs for the particle size more than 0.1 µm. The inertial impaction is effective for greater particle sizes (>1 µm), which are not able to follow air streamlines due to their inertia, and so they are impacted on the fibres For filtering submicron and micron particles, inertial impaction and interception dominate more to collect pollutants. Particulate matter is a complex mixture of smaller particles and droplets; it is categorized as PM 2.5 and PM 10. The exposure of PM 2.5 for a longer period can cause various health hazards to the human being which also causes premature wear to the engines [11]. The PM 2.5 particles can be captured by interception and impaction mechanism.
In present days the Air Quality Index (AQI) is very poor due to urbanization and various level of pollutants in the form of aerosols such as dust, mist, fume and smoke are present in the air [12]. The AQI also affects the engine performance such as the penetration of aerosol particles damage the engine during combustion and it causes premature wear to the engine [13]. The poor air quality index causes various health issues to the human being because most of the people spent 90% of their time in an indoor environment. They consume around 15–20 m3 of air per day. Mineral matters such as fine sand and clay particles, organic matters such as fine fibres of feathers, leathers, leaf and stem particles, and microbial aerosols such as bacteria and virus with different particle size distributions are present in atmospheric air [14–17]. About 50% of airborne outdoor pollutants are transported into buildings through the ventilation system and air infiltration, and these have a large impact on the indoor air quality [18–21]. The application of dust separation system essentially required in the area of high engine emission, dust generation by industrial processes, automotive cabin, cleanroom air circulation systems and respiratory protective system [22,23].
The indoor air generally contains particulate matter (PM), microbial aerosols, and volatile organic compounds [24]. Heating, ventilation, and air conditioning (HVAC) systems renew indoor air by mechanical ventilation. Fine dust particle filters are not suitable for HVAC due to the lower flow rate of air. For fibrous filters, various factors influence the performance of the filters such as fibre aspect ratio, filter packing density and particulate size [25,26]. In general, the nominal efficiency of the air filters is between 40% and 95% against various atmospheric dust in the size range of 0.01 to 2.4 µm [27]. Spun laid thermo bonded polyester nonwoven and spun laid needle-punched polypropylene nonwoven was used for filtering the particles of 1 & 5 µm size. Spun laid thermo bonded nonwoven gives higher filtration efficiency for less than 1 µm particles. In the case of 5 µm particles, spun laid needle-punched fabrics shows higher filtration efficiency. In the case of Staple, fibre thermo bonded nonwoven the fibre orientation influences the filtration efficiency [28]. While using different diameters of fibres for multilayer nonwoven, the filtration performance was improved [29].
Indefinite improvement of fibre fineness will increase the filtration efficiency; however, the outcome of higher pressure drop cannot be accepted [30]. For a range of air filters with nominal efficiencies of between 40% and 95% against atmospheric dust, tested with monodisperse aerosols in the size range 0.01–2.4. For the most penetrating particles, the efficiency of these filters ranged between approximately 2% and 40%. Such filters are produced by carding staple fibres into a fleece and needle punching them to produce a strong felt of relatively homogeneous structure.
Coir fiber obtained from coconut tree widely used for various applications (e.g. flooring, packaging, insulation and automobile) of commercial importance. Coir fibre is lignocellulosic extracted from the husk of the coconut by mechanical, biological and chemical methods. Natural fibres such as coir, flax, hemp, kenaf, cotton, jute, silk and wool were used as an alternative reinforcement in polymer composites and as a raw material for filters. Coir fiber composites are light-weight, biodegradable and cost-effective as it possesses good mechanical and thermal properties [9,31–33].The disadvantages of natural fibres such as hydrophilicity, higher fibre diameter and limitation of achieving minimum pore size can be overcome by treating of fibres with alkali/acid. Alkaline treatment is widely used for natural fibres to enhance the surface properties of fibres. By varying the alkali concentration, soaking time and temperature of the treatment process, the properties of fibres can be altered [33]. By varying the concentration from 2 to 10%, the tensile behavior of coir fibres can be altered and also it enhances the binding ability of fibres in the composite [34,35]. However, from the concentrations 3% to 5%, there is an improvement in tensile properties. The tensile strength of fibre depends on cellulose content, hence 5% concentration had improved tensile strength and it improves the crystallinity Index of the fibre [36]. Hence, in this research, an experimental plan was developed by three independent variables to construct a filter for filtering micron size particles for the applications of air conditioner filters and cleanroom filters particularly to filter the particles from 1 µm to 10 µm. In general the air filters of the existing air conditioners are made up of nylon, polyester and polypropylene woven and fused fabrics which will be a land fill after replacement. It also effectively filters the above said particles. As per the experimental plan the coir fibre is treated with alkali and it was characterized. The physical and functional properties of fibres and filters were tested and the effect of independent variables on the performance of filters was analyzed in detail.
Materials and methods
Coir fibres are procured from coir industry near Coimbatore, Tamil Nadu. Epoxy resin with hardener (Araldite, AV138 1 N, HV998 1 N), NaOH and acetone are used as an analytical grade. To prepare filters, an experimental plan was designed by Box-Behnken method.
A quadratic polynomial was used to analyze the relationship of each response with the three independent variables. The multiple polynomial regression equation was used to derive the regression coefficients to analyze the fabric properties and is given in equation (1).

Three parameters such as the concentration of NaOH for surface treatment of coir, proportion of resin to prepare filter and quantity (mass per unit area) of fibre taken to construct the filter. The experimental plan of three variables and three levels were shown in Table 1.
Experimental plan.

Surface treatment of coir
Surface treated coir fibres are widely used for making composite to enhance the mechanical properties of the composite by enhancing the surface roughness. Naturally, coir fibre is more porous nature, the surface of fibres are covered with cellulosic material as sheath. The surface materials of coir fibres are to be removed by alkali treatment to enhance the pores of the inner structure. As per the experimental plan, the required quantity of fibres was taken and treated with NaOH as per the concentration given. The material to liquor ratio was maintained as 1: 20, the treatment was carried out for 18 h at room temperature. The treated fibres were washed several times and dried at 70°C for 30 min. The treated and untreated fibres were tested for its mechanical properties and shown in Table 2.
Physical properties of fibres.

Construction of filter
In this process, the coir fibre nonwoven (filter) was developed by the adhesive bonding principle. The selected percentage of resin and hardener was used to bind the fibres. Cleaned and alkali-treated fibres are cut approximately with the length of 40 mm and mixed thoroughly. As per the experimental plan shown in Table 1, for each sample, the required quantity of coir fibres are taken and mixed with the required quantity of resin with hardener. The resin and fibre are uniformly mixed and allowed 30 min for the uniform distribution of resin. The as-prepared samples were placed in the 20 cm × 20 cm mould and kept in the hot pressing machine. The temperature was maintained as 80°C for curing for the period of 1 h with the pressure of 100 kg/cm2. Construction of filter is depicted in Figure 1 and developed filters are shown in Figure 2.
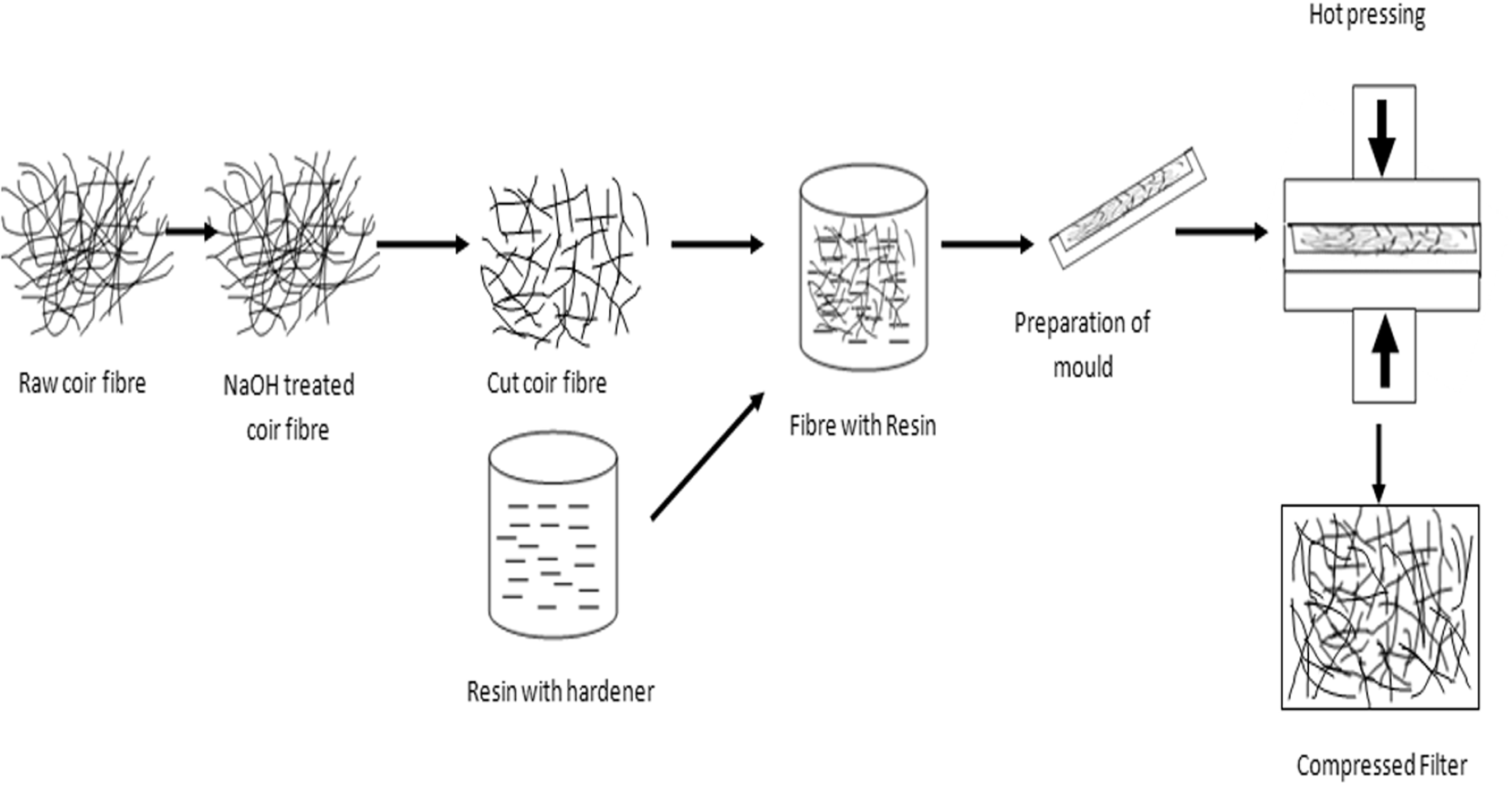
Construction of filter.

Air Filters treated with different concentrations of NaOH.
Analysis of properties of fibres
The surface morphology of the fibres was observed through a scanning electron microscope (SEM), equipped with an energy dispersive X-ray (EDX) analyzer (Hitachi S-3400, USA). SEM analysis was performed with a magnification of 1000x and an accelerating voltage of 10 kV.
For treated and untreated coir fibre, the X-ray diffraction pattern was obtained using Bruker D8 Advance operated at 45 kV with Cu radiation (λ = 1.5406 Å). Fibre samples were placed on the sample holder and 2θ angle was measured between 10° and 80° at the scanning rate of 1.2°/min. Segal method (equation (3)) was used to determine the crystallinity index of the treated/untreated fibre.
Crystallite size (L) was calculated using Scherrer formula (equation (4))
The tenacity of the single fibre was measured as per ASTM 3379-02. Universal Tensile Tester (INSTRON) was used to measure the tensile strength of the fibre with gauge length of 30 mm. The linear density of the fibres (tex) were calculated as per the and ASTM D861-07.
The areal density (mass per unit area) of the filters was measured as per the ASTM D 6242-98, five samples of each 16 square inches were taken for measuring its weight and its areal density was calculated.
The air permeability of the fabric was measured using ASTM D 737-04. The 1 sq. in. sample was placed in the holder and using 0.5 in. of water head, the air permeability was measured in terms of cm3/cm2/s.
The thickness of the sample was measured as per the ASTM D 5729-97. The diameter of 1 in. pressure foot was used with the applied pressure of 4.14 ± 0.21 kPa for measuring the thickness of the sample.
For the developed filters, the solid volume fraction (SVF), α, was calculated by equation (5).
In the developed filters, the total length of the fibres present in unit area was represented as fibre basis length (km/m2) and it was calculated by equation (6).
Analysis of filtration efficiency
The air filtration efficiency of the developed filters was tested as per ASTM F2299-03 and the schematic diagram of the tester was shown in Figure 3 [37,38]. Pure and compressed air was passed to the aerosol generator to produce Sodium Chloride (NaCl) aerosol and the produced aerosol was neutralized by the neutralizer (P-120). The neutralized aerosol was diluted before passing through the filtration chamber. The aerosol particle concentration in the upstream and downstream was measured by a laser particle counter (Lasair III, Particle measuring system) to calculate the filtration efficiency. Equation (7) was used to calculate the filtration efficiency of the developed filters. Aerosol filtration efficiency tester.

The quality factor for each sample was calculated by the equation (8)
Results and discussion
Characterization of coir fibre
As per the experimental plan, the alkali treated and raw coir fibres were characterized for its physical properties as the standard and given in Table 2. While comparing raw fibre, the treated fibre diameter gradually decreases due to the removal of the non-cellulosic materials such as lignin, hemicellulose and pectin from the fibre surface. However, due to the shrinkage of fibre, while the concentration of the alkali increases, the difference in diameter of the fibres is very small. Based on the proportion of the removal of non-cellulosic materials, the linear density of the fibres varies from 27.47 tex to 45.24 tex. Higher structural degradation of non-cellulosic materials in coir fibres was observed when higher alkali concentration (15%) used. It also results in more shrinkage which leads to an increase in linear density of fibres. The tenacity of the 5% alkali-treated fibre increases due to an increase in the crystalline nature of cellulose without altering the main structure of the fibre. The XRD pattern of raw, 5%, 10% and 15% alkali-treated fibres are shown in Figure 4. The amorphous part (hemicellulose) which is present in the crystalline domain and other substances like pectin, wax removed. By alkali treatment crystalline nature of cellulose was exposed. The less ordered or semi-crystalline structures react with alkali and are converted into soda cellulose. Thus there is an increase in crystallinity index and crystallite size for 5% and 10%. Further increase in concentration reduced the crystallinity index and crystallite size [39,40].

XRD pattern of fibres (a). Raw, (b) 5% NaOH, (c) 10% NaOH, (d) 15% NaOH.
The surface morphology of raw and alkali-treated fibres are shown in Figures 5 to 8. The rate of pores exposed is increasing when the alkali concentration increases. The SEM micrographs of raw and treated fibres show the change in pores on the surface of fibres. The pore diameters of the raw and treated fibres are measured in different places and an average of ten values are as follows; the diameter of the pore in raw fibre is 5.07 µm, the diameter of pore in the 5% NaOH treated fibre is 7.9 µm, the pore size in 10% NaOH treated fibre is 9.3 µm and the pore size in 15% NaOH treated fibre is 11.7 µm.

SEM Image of Raw fibre.
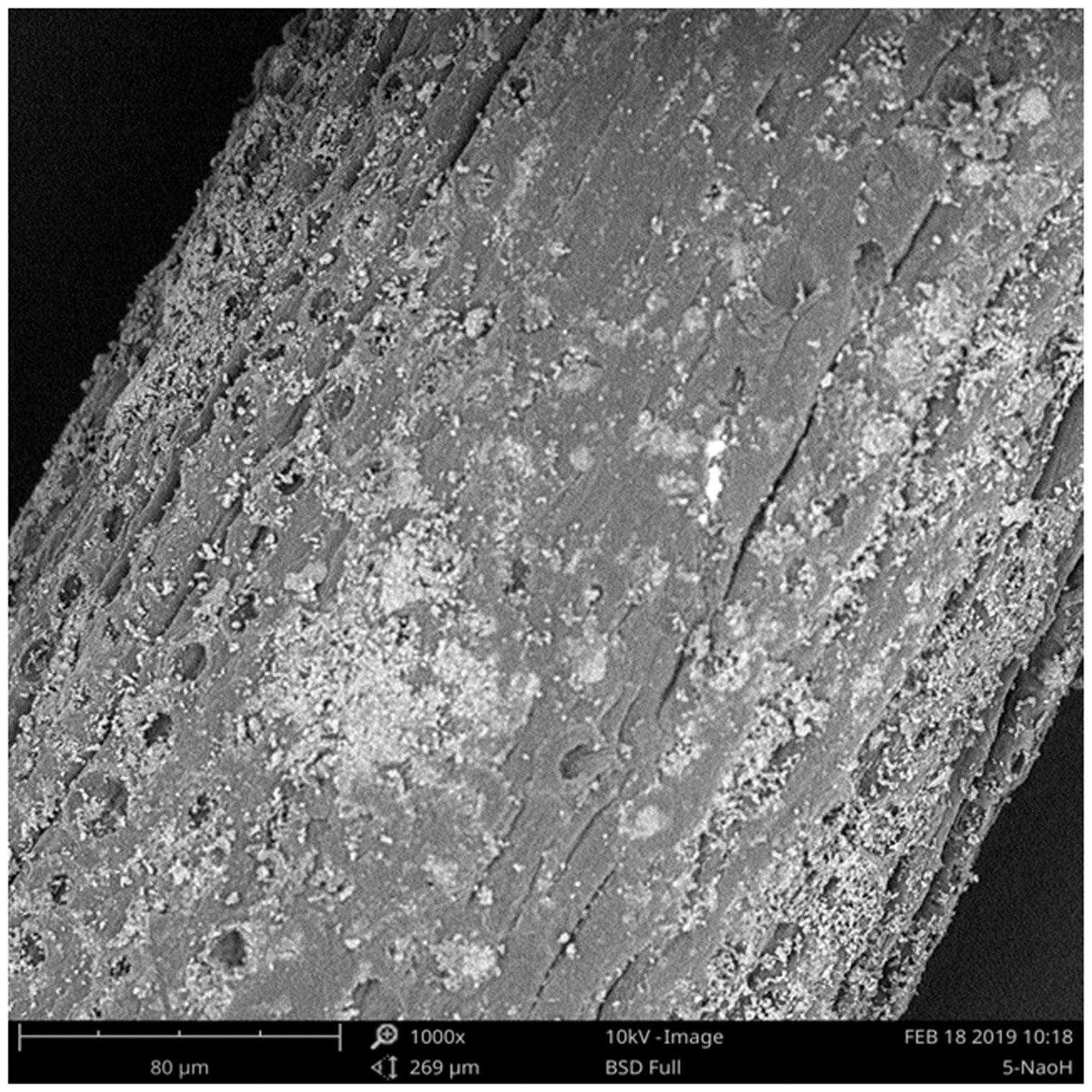
SEM Image of 5% NaOH treated fibre.

SEM Image of 10% NaOH treated fibre.
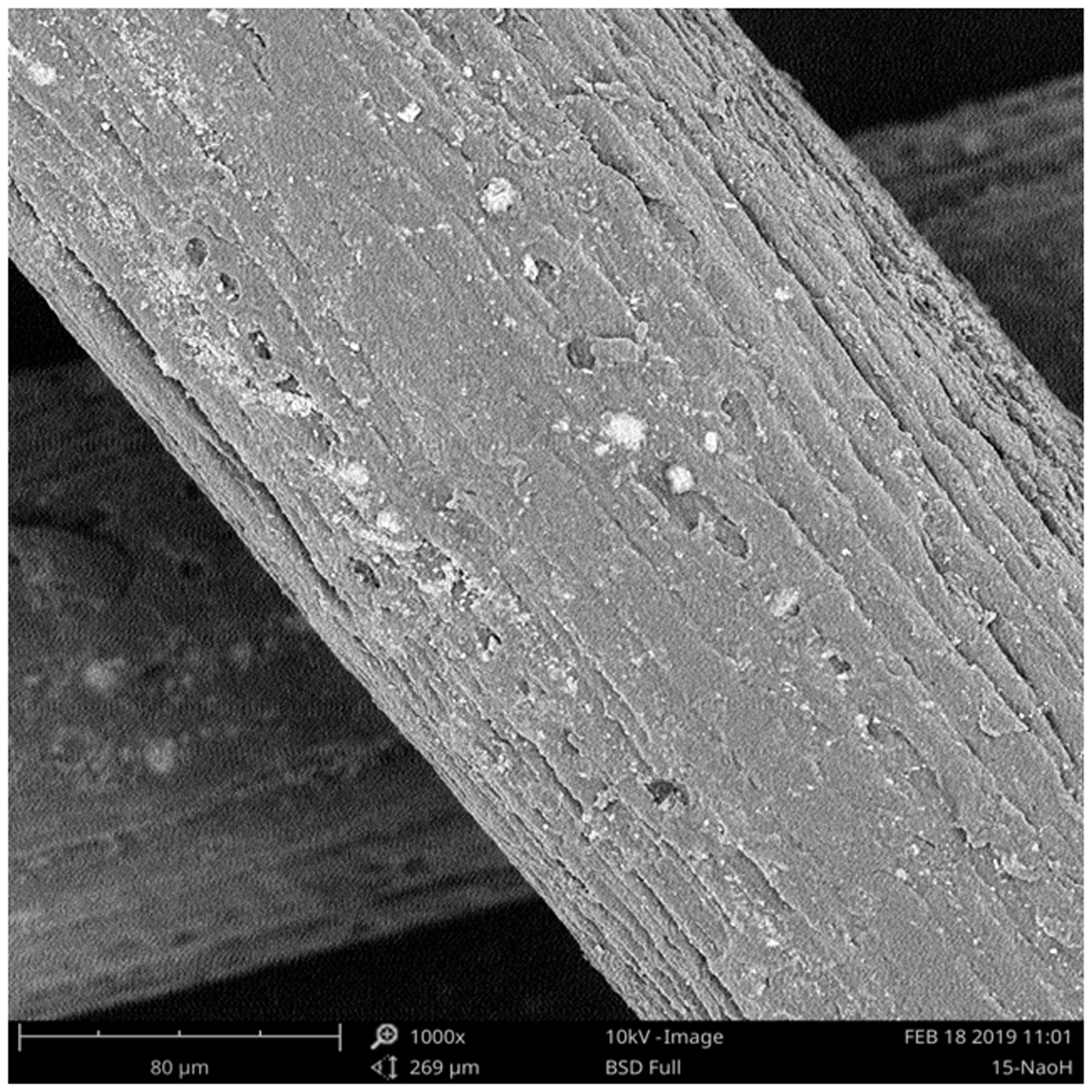
SEM Image of 15% NaOH treated fibre.
Characterization of filters
The physical characteristics of the filters such as thickness, mass per unit area (GSM), solid volume fraction (SVF), basis length (km/m2), porosity and air permeability are given in Table 3.
Physical characteristics of filters.

The thickness of the filters varies from 1.96 mm to 2.3 mm with the SD of 0.102 mm and the targeted thickness is 2 mm. However, due to the stress relaxation, there is a small variation in thickness. The mass per unit area was achieved with ±50 g of the targeted values. The sample was tested in different places for its mass per unit area and thickness and an average of 10 values are given in the Table 3. The basis length varies depends on the mass per unit area of the filters. For lower mass per unit area samples, the basis length is lower in case of 15% alkali-treated fibre, due to the shrinkage and increase in linear density of fibres. The porosity is the combined effect of fibre and resin, it also varies from 17.8 to 59.06%.
The air permeability is higher when the resin proportion is lower irrespective of the different mass per unit area of the filter. The alkali treatment increases the crystallinity of the fibre, and it also reduces the air permeability when the alkali concentration increases. Compared to the different concentrations of alkali, 5% alkali-treated samples show higher air permeability due to exposure of pore and by maintaining the partial amorphous nature of the fibre. As a result of adhesive bonding under pressure and temperature, the fibres become more tightly packed, thus reducing pore size. The air permeability of the filter reduces while increasing the mass per unit area and resin proportion.
Effect of independent variables on the air permeability of developed filters
Figure 9(a) shows the air permeability is influenced by the proportion of resin, for all concentrations of NaOH, with 30% resin, the air permeability was lower. It seems that by increasing the resin content, pores in the filter media reduces so that the permeability is lower and vice versa. At 10% resin proportion, 15% NaOH treated sample shows higher air permeability due to structural disintegration of fibres due to the removal of hemicellulose, pectin and wax. The structural disintegration was also observed by the tenacity of the 15% NaOH treated fibres which are lower than the 5% and 10% treated samples.
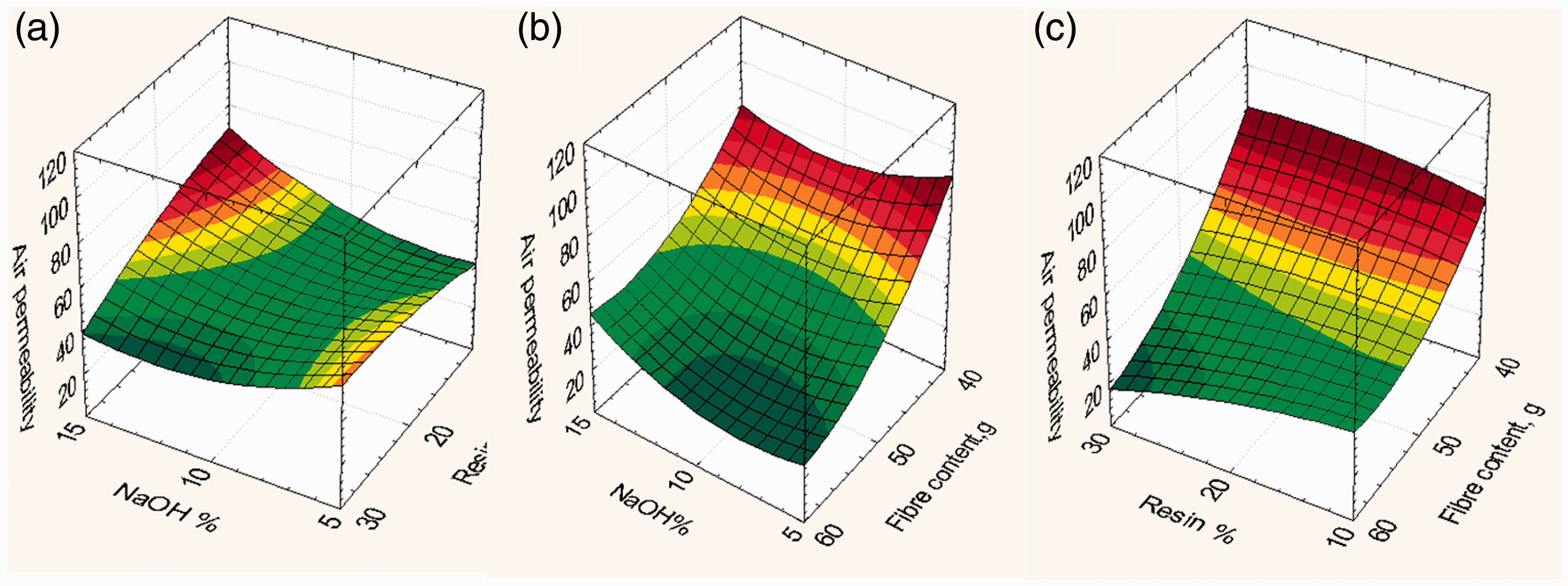
(a, b, c) Effect of con. of NaOH and proportion resin on air permeability.
Figure 9(b) shows that permeability is higher for lowering the fibre content in the filters and vice versa. By lowering the fibre content mass per unit area of filter media reduces. 15% NaOH treated fibre samples show higher air permeability even at higher fibre content, this is due to bigger pores created by higher linear density fibres and also more openness in the structure of fibres.
Figure 9(c) shows that permeability decreases with increasing the resin content. On the nutshell, the fibre content and resin percentage influences more than NaOH treatment for air permeability.
Analysis of filtration behaviour of filters
The filtration efficiency of the samples varies based on the concentration of NaOH treatment, the proportion of resin and fibre content. Optimum of NaOH treatment, resin content and fibre content can give maximum filtration efficiency, lower pressure drop. The resin should only help to hold the fibres and it should not block the pores between and inside the fibres. The enhancement of pores by NaOH treatment should be maximum and it should not degrade the properties of the fibres. Higher fibre content can increase the filtration efficiency, however, it also increases the pressure drop and there is a chance for insufficient resin content which can loosen the structure of the filter which leads to the reduction of filtration efficiency. Hence, the task of this research is to optimize all parameters for higher filtration efficiency and lower pressure drop.
The filtration behaviour, overall filtration efficiency, pressure drop, quality factor (QF) and rank are given in Table 4. The pressure drop was more when the resin percentage is higher and also it was given moderate filtration efficiency as 85.48%. it was higher for 5% treated, 10% resin used and 50 g fibre content sample. This is due to more amorphous and porous nature 5% treated sample with an optimum proportion of resin which helps to expose the porosity of the filter.
Filtration behaviour of developed filters.
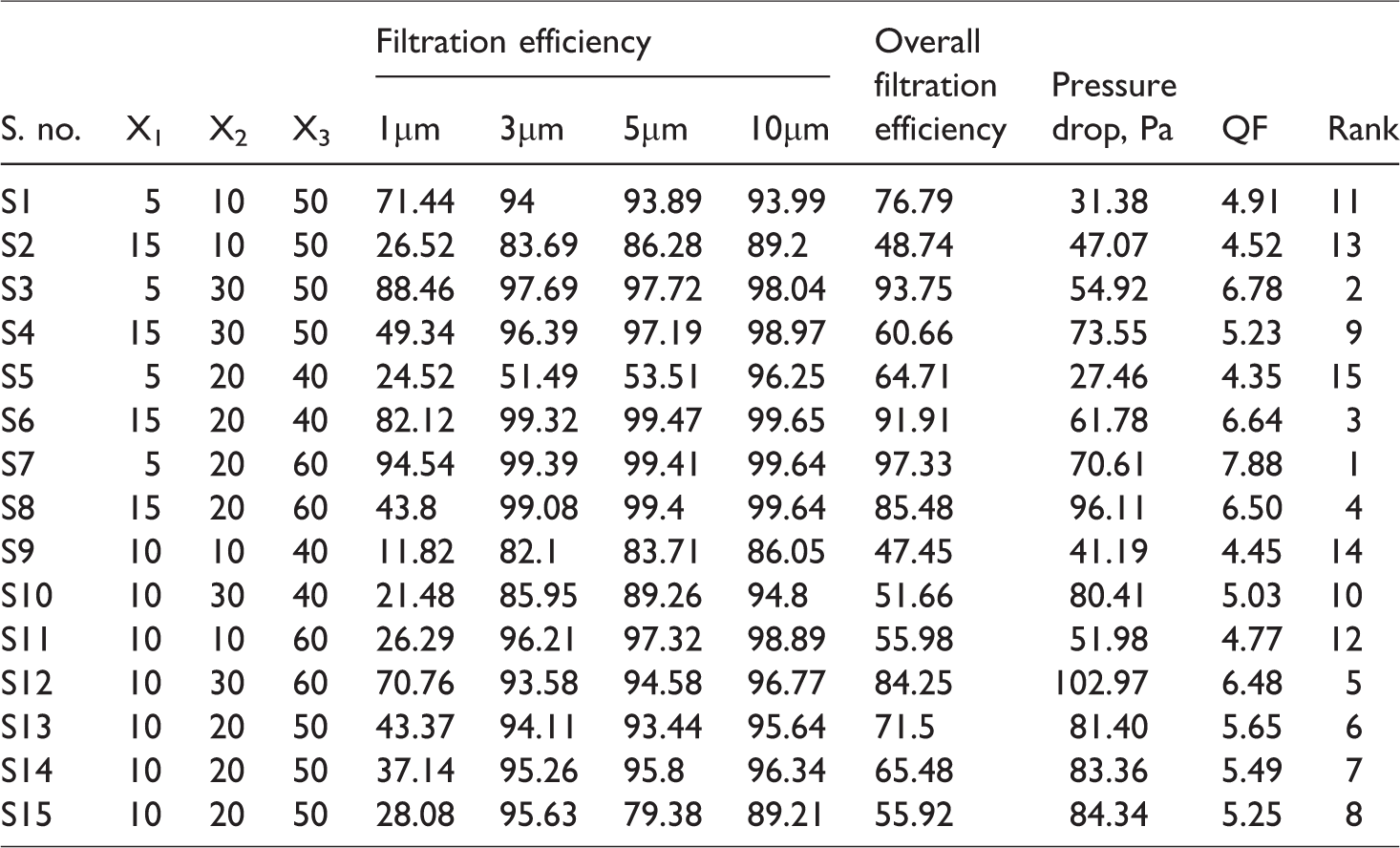
From Table 4, it was observed that the filtration efficiency for the particle size of 1 µm was varied from 11.82% to 94.54%. Lower resin proportion and lower fibre content give very low filtration efficiency as 11.82%. The highest filtration efficiency was given by 5% NaOH treated, 20% proportion of resin and 60 g fibre content as 94.54%. For the particle size of 3 µm, the filtration efficiency varies from 51.49% to 99.39%, for the particle size of 5 µm, the filtration efficiency varies from 53.51 to 99.47% and for the particle size of 10 µm, for all the samples the filtration efficiency was more than 86%.
Effect of independent variables on the filtration efficiency of developed filters
The individual independent variables in the experimental plan influence the properties of filters. The properties of the filters are influenced independently or the response may be the combination of any two/three independent variables. Hence, the influence of independent variables on different properties of filters to be analyzed in detail. The surface plots can give the significance of the individual independent variables or the combination of independent variables on the properties of filters. Figure 10(a) shows, the effect of NaOH treatment contributes more to increase the filtration efficiency than resin proportion. The filtration efficiency for resin proportions from 10 to 30% is lower for 15% NaOH treated samples than 5% NaOH treated samples. At the resin proportion of 30% with 5%, NaOH treated samples gives higher filtration efficiency than other compositions. By increasing the resin content pore size of the sample is reduced so that it shows higher efficiency.

(a, b, c) Effect of con. of NaOH and proportion resin on air permeability.
Figure 10(b) shows that the filtration efficiency is higher for 5% NaOH and 60 g of fibre content, it means that by increasing the fibre content, the mass per unit area of filter media increases and also pore size of filter reduces so that it shows higher efficiency.
Figure 10(c) shows that filtration efficiency is higher for 30% resin content and 60 g of fibre content, here both fibre and resin content of the sample increases so that pore size is reduced and also mass per unit area of the sample is increased. By reducing either fibre content or resin content, the filtration efficiency can be decreased. The NaOH treatment with 5% gives higher filtration efficiency than 10 and 15% treatment. This is due to the exposure of pore at a lower concentration of NaOH, further increase in the concentration of NaOH results disintegration of fibre structure leads to more porous nature of the fibre which increases the pore size and its distribution. Hence, there is a reduction in filtration efficiency.
Regression analysis
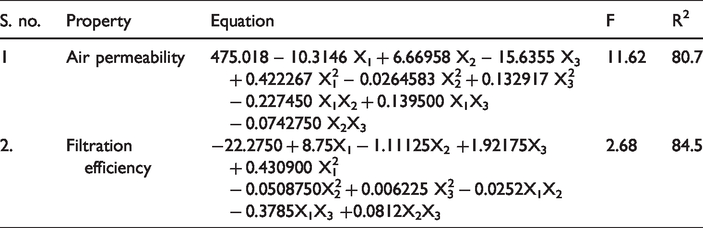
Regression Analysis has been carried out for air permeability and filtration efficiency of developed filters. The independent variables of an experiment and the responses such as properties are used for regression analysis. It is a mathematical tool which is used to derive regression coefficients for a particular property. By the regression analysis, it can be observed that whether the independent variables have significant effect on a property or not. The interactive effects are also can be identified based on the significance/insignificance of the co- efficient. The regression equations, F value and R2 values are shown in Table 5. The F value shows that coefficients are having a significant effect on air permeability and filtration efficiency and R2 value shows that the results of the experiment are closer to the original values. The independent variables such as concentration of NaOH, proportion of resin in % and fibre content in grams can be used within the selected range to identify its response such as air permeability and filtration efficiency without doing experiment by the application of regression equation. These regression equations are very much useful for the researchers to analyze the response based on the selected independent variables.
Regression equations for air permeability and filtration efficiency.
Conclusion
Coir fibres are treated with different concentrations of NaOH and its properties were analyzed. Due to alkali treatment hemicelluloses, pectin and waxes are removed and the fibre crystallinity index increased when the fibre treated with 5% and 10% NaOH treatment. Further increase in alkali concentration, the crystallinity index was reduced. The alkali-treated fibre becomes coarser than the raw fibre due to shrinkage. The pore diameter on the surface of the fibre increases while increasing the concentration of alkali. The box-behnken design was used to design an experimental plan. The filters were developed as per the plan and the physical and functional properties were analyzed. The influence of independent variables on air permeability and filtration efficiency was analyzed graphically and regression equations were derived. The best combination of independent variables was identified as 5% NaOH treatment, 20% resin proportion and 60 g of fibre content by quality factor analysis. The maximum air permeability was observed when the proportion of resin is lower. 5% NaOH treated sample shows higher filtration efficiency and its contribution is maximum infiltration efficiency than fibre content and resin proportion. Coir fibre is an abundant natural resource which can be used for making biodegradable air filters instead of non-biodegradable filters which acts as source for pollution. By varying the process conditions further, different types of filters can be made for various applications such as clean room, engine inlet air filters etc.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.