
Abstract
Among fibers with lignocellulosic origin, Kenaf fiber, because of its advantages and as a sustainable alternative to synthetic fibers has received increasing attention for manufacturing hybrid composites with reasonable acoustical and physical properties. The present study deals with the impact of chemical treatment of Kenaf fibers on the overall properties of hybrid composites fabricated from these fibers. Also, the results from predictive analytical model of sound absorption for these composites were employed for comparison with the experimental findings. Kenaf fibers were treated at room temperature with 6% concentration of sodium hydroxide (NaOH) and 4 h immersion time. Having manufactured the composites with the treated and untreated fibers, the normal sound absorption coefficients and tensile strength properties of these sample composites were determined according to ISO 10534-2 and ASTM C1557 − 14, respectively. The SEM analysis of the treated and untreated fibers revealed that in terms of fiber diameter and morphology the former was thinner and had better surface appearance. The experimental measurement of acoustic absorption coefficients of the composites made of treated fibers demonstrated superior sound absorption properties and tensile strength. The revised empirical models proposed by Delany & Bazley and Garai & Pompoli along with Nelder-Mead simplex method were employed and well predicted the sound absorption coefficients of the sample composites. There was also a fair consistency between the experimental and predicted results.
Introduction
Exposure to the higher levels of noise will contribute to physical and psychological health consequences and affect normal performance as well as quality of life [1]. However, several engineering approaches such as soundproofing techniques have been taken to reduce the noise levels and improve the quality of sound within a room [2]. Today, absorption of sound energy by porous/fibrous synthetic materials (such as glass wool, rock wool, polyester, polyurethane, etc.) is one of the well-established conventional strategies for sound proofing and noise control purposes worldwide [3]. The widespread manufacturing and use of these fibers, however, has been reported to be a source of air pollution and the major cause of skin irritation and eye and lung disorders [4]. The increasing awareness about the adverse health effects and environmental impacts associated with these nonrecyclable materials, has turned the focus of researchers on the use of sustainable eco-friendly natural fibers [3,5].
Natural sound absorbing materials have several considerable attributes such as good mechanical properties, high stability, easy processing, low price, abundance and availability, reduced fogging behavior, lower health problems and minimal occupational and environmental impacts during manufacturing, which have made them to be potential alternative for the synthetic sound absorbers [6,7].
Referring to such advantages, fibers with natural origin have received increasing attention for acoustic absorption purposes and research on the replacement of conventional absorbers with the “green” and sustainable ones has been widely considered by many researchers [4,8]. For instance, The sample of the study taken from Berardi and Iannace [8] in 2015 on acoustic properties of natural fibers of Kenaf showed that increasing the density from 50 kg/m3 to 100 kg/m3 increased the absorption coefficient up to 0.94 in the frequency band of 2000 Hz.
Despite all the benefits, natural fibers suffer from certain disadvantages such as absorption of moisture, poor fiber bonding and inadequate resistance and durability which limit their industrial applications. Therefore, to enhance the properties of raw fibers several methods such as the mechanical, physical and chemical treatments have been proposed [9]. In this regard, the compatibility between the surfaces of the natural fiber is another key parameter for improving the composite properties, which can be performed by chemical treatment methods such as mercerization or alkaline treatment. The alkaline treatment eliminates impurities and reduces the diameter of the natural fibers. Such treatment would also maximize the strength and adhesion between the fibers mainly by modifying their surface. Moreover, the absorption of water by the composites of these natural fibers is reduced and their mechanical properties will improve [10–12]. As previously mentioned by several researchers, in order to increase the binding properties of these natural fibers and their composite, different types of biodegradable binders such as chitosan, latex, poly vinyl alcohol (PVA) etc. have been particularly employed. These binders have shown to boost the tensile strength and the Young's modulus of natural fibers within the composites as well [13]. In that regard, the results of Chen et al. [14] showed that windmill palm fiber coating with PVA significantly improved the ability of sound absorption.
Routinely, the sound absorption level of the samples of natural fiber composites is measured by direct experimental methods such as the ones recommended by ISO 10534-2, ISO 354 or ASTM E1050 .
Several empirical models have already been used to theoretically calculate the consumption of sound energy in porous and fibrous sound absorbing materials including the samples or composites made of natural fibers. The results from applying these models are used as a benchmark for designing and construction of peripheral porous sound materials. Additionally, such models are able to reduce the costs and save time during the design stage [8,15,16]. One of the most commonly used models, which has a reasonable consistent approach to empirical data, is the methodology proposed by Delany & Bazley (D-B). This model is capable of predicting the absorption coefficient of porous media only by measuring an airflow resistivity parameter [17]. However due to the presence of several inconsistencies in a certain range of parameters, researchers have attempted to provide several corrections in order to enhance the prediction accuracy of this model [18,19]. Garai & Pompoli (G-P) also presented a new theoretical model for the prediction of sound absorption coefficient of the fibrous materials. The results from experimental measurements of the sound absorption coefficient by two direct methods (ISO 10534-2 and ISO 13472-1) were in a desirable agreement with the predicted values by this model [16] Likewise, in other to overcome the limitations of D-B model, Berardi et al based on the experimental results on acoustic absorption in several natural acoustic absorbers, optimized the eight numerical coefficients (C1-C8) via the Nelder–Mead method [20].
Compared with other lignocellulosic fibers, Kenaf fibers enjoy several advantages such as more flexibility along with short planting cycle [21]. In recent studies, the use of natural Kenaf fibers in the manufacture of hybrid composites has become popular; particularly for increasing the acoustic absorption values and other mechanical and chemical properties of these composites [4,22,23]. Several other studies have also considered the acoustic properties and analysis of the Kenaf fibers as a natural fibrous material and an alternative to synthetic sound absorbers [4,8]. In fact, the sound energy is absorbed by the fibrous materials such as Kenaf fiber because of the scattering of acoustic energy in collision with fibers and the consequent vibration of them [4,8]. In the study of Lim et al. [4] which was conducted on composites made of Kenaf fibers, the sound absorption coefficient in the samples (with 140–150 kg/m3 density and 25–30 mm thickness), was reported between 0.5 to 0.85 in frequency range of 500 Hz to 1500 Hz. In studies about the effect of chemical treatment as an approach to enhance the properties of composites, more attention has been paid to improving the mechanical properties [24,25].
The surface-modified fibers have various applications in the textile, automotive, construction, and other industries. The surface-treated fibers are used to make air-bags, conveyor belt cords, advanced thermal and acoustic composites, and more [26–28].
Owing to the availability of Kenaf fibers in northern Iran, particularly as a native fiber, and its significant mechanical properties that have led to the use of these fibers as fillers in the manufacture of various composites with different applications, investigating and upgrading the properties of these fibers, is a reasonable approach to enhance the quality of hybrid composites. In this regard, due to the limitations in the simultaneous study of the effect of alkaline treatment on different properties of Kenaf fibers and the lack of numerical study using analytical models to predict acoustic properties for the samples made of raw and modified Kenaf fibers, this study with the aim of a comparative study of alkaline treated and raw physical and mechanical properties of Kenaf fibers and providing optimized analytical models to predict the sound absorption was performed.
Material and methods
Kenaf fiber and chemical treatment
Kenaf (scientifically called hibiscus cannabinus) is an annual fiber crop mostly native to east and south-east Asia. The fibers obtained from the stem of the plant have been historically used for fabricating cloth, garments and woven sacks. Kenaf fibers are also widely utilized in various industrial applications regarding their specific properties. Kenaf fibers used in this research were purchased from local market in Tehran. It is worth mentioning that Northern provinces of Iran have a long-established tradition of cultivating Kenaf, hence the etymology from Persian language. Having rinsed and cleaned with pure water, the fibers were then chemically treated while immersed in already prepared NaOH solution (Merck, Germany) 4, 6, 8 and 10 weight percentage (wt.%) for 4 h (at room temperature) . Treated fibers were rinsed in deionized water to achieve the neutral pH (7 ± 0.5) before being dried in a drying oven at 60°C for 24 h.
Sample preparation
The treated and raw Kenaf fibers were first cut by a shredder machine. Polyvinyl alcohol (PVA) (Sigma Aldrich, USA) 5 wt% aqueous solution was used to bind the fibers to one another. PVA is a water-soluble biodegradable synthetic polymer with striking features such as fair mechanical properties, easy manufacturing as well as high polarity. The required cohesion between the Kenaf fibers for the samples made by spraying binder (PVA) in the form of layered was performed. Two circular stainless-steel molds were used to the form several cylindrically shaped samples with a fixed density of 200 kg/m3, a thickness of 30 mm and diameters of 100 and 30 mm. The geometries of the samples were set based on the inside diameter of the impedance tube for acoustic absorption measurements. The molds were then placed under manual hydraulic press machine (400 N) for 6 hours at room temperature in order to make the samples solidified (Figure 1).
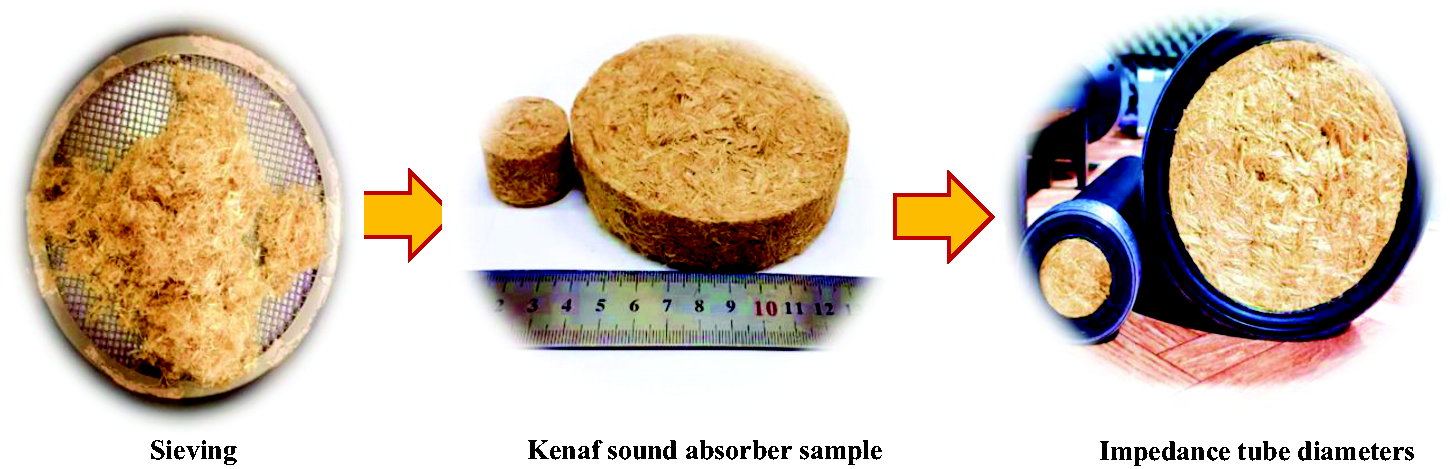
Preparation of Kenaf natural specimens.
Fiber density and scanning electron microscopy (SEM)
In this study the weight of the treated and raw Kenaf fibers was measured prior to being cut into a nominal length of 20 mm by OHAUS Analytical Electronic Balance (Model AX124/E). Density of the fibers was also determined using the Archimedes method and ASTM D3800-99 (2010). Fiber density measurement was repeated three times for each treatment condition [29]. The morphological investigations of the treated and untreated fibers were performed using SEM. In this paper, all of the samples in order to provide an acceptable level of conductivity were covered with a narrow layer of gold by an electro deposition technique. Also the microstructure observations of the samples including specifying the diameter and surveying the morphology of the fibers were carried out using Hitachi S-4160 FE-SEM (Japan).
Tensile properties
In this paper, the tensile properties of treated and untreated fibers were determined according to ASTM C1557-14 test standard specifications [30]. The tests were conducted in dry condition under tensile loading at three different gauge lengths (30, 40 and 50 mm) and using INSTRON universal testing machine of type 5566 (USA) with the speed of test at 5 mm/min (ten samples for each fiber). The pneumatic grips were used to clamp the fiber and the fibers treated and untreated fibers were cut by hydraulic cutter machine (Figure 2). The tensile strength of the fibers based on ASTM C1557-14 test standard was calculated using the following equation.


Testing machine used for tensile strength.
Where


X-ray diffraction analysis (XRD)
XRD measurements were performed to analyze and determine the structure and crystallization rate of raw and modified fibers, as well as to compare them. The morphological changes in the crystalline structure of fibers in the alkaline modification process were examined using a high-resolution X-ray diffractometer (Philips/Panalytical PW3050/65 X'Pert PRO HR). The diffraction patterns (2θ) were registered from 10 to 40° using Cu-Kα radiation with a wavelength of 1.54 Å at 40 KV and 30 mA. Moreover, the crystallinity index of raw and modified fibers was calculated using the Segal experimental equation [31];

Thermal analysis of raw and treated Kenaf fibers
In this paper, thermal analysis of raw and treated Kenaf fibers was investigated by STA (504 BAHR, Germany). The thermal analysis was carried out from 40 to 650°C in a nitrogen atmosphere with a thermal rate of 10 °C/min. Also, in order to prevent unwanted oxidation of the samples, the flow rate of nitrogen gas was adjusted to 40 ml/min. The thermogravimetric analyzes (TGA) was employed to measure the weight changes of the samples of raw and treated fibers as a function of temperature under a controlled atmosphere. In this method, quantitative measurements of the mass changes associated with thermal degradation of materials are performed.
Experimental calculation of acoustic absorption of fibers
In general, different methods have been proposed to calculate the acoustic absorption coefficients. Based on ISO 10534-2 standard, the normal incidence absorption coefficients of the samples were achieved using an impedance tube system (Model 477 for BSWA Technology Co., Ltd., China) and transfer-function approach. To minimize the probable errors committed by operator and device, the sound absorption coefficient measurements were repeated 3 times for each sample. The impedance tube system consists of two tubes. One with a 100 mm diameter to measure the sound absorption coefficients in the frequency range of 63 to 1600 Hz, and another one with a 30 mm diameter to measure such coefficients in the frequency range of 1600 to 6300 Hz (Figure 3). All measurements were conducted under controlled atmospheric conditions (20 ± 2°C, 45 ± 10% RH, 1,01,325 Pa).
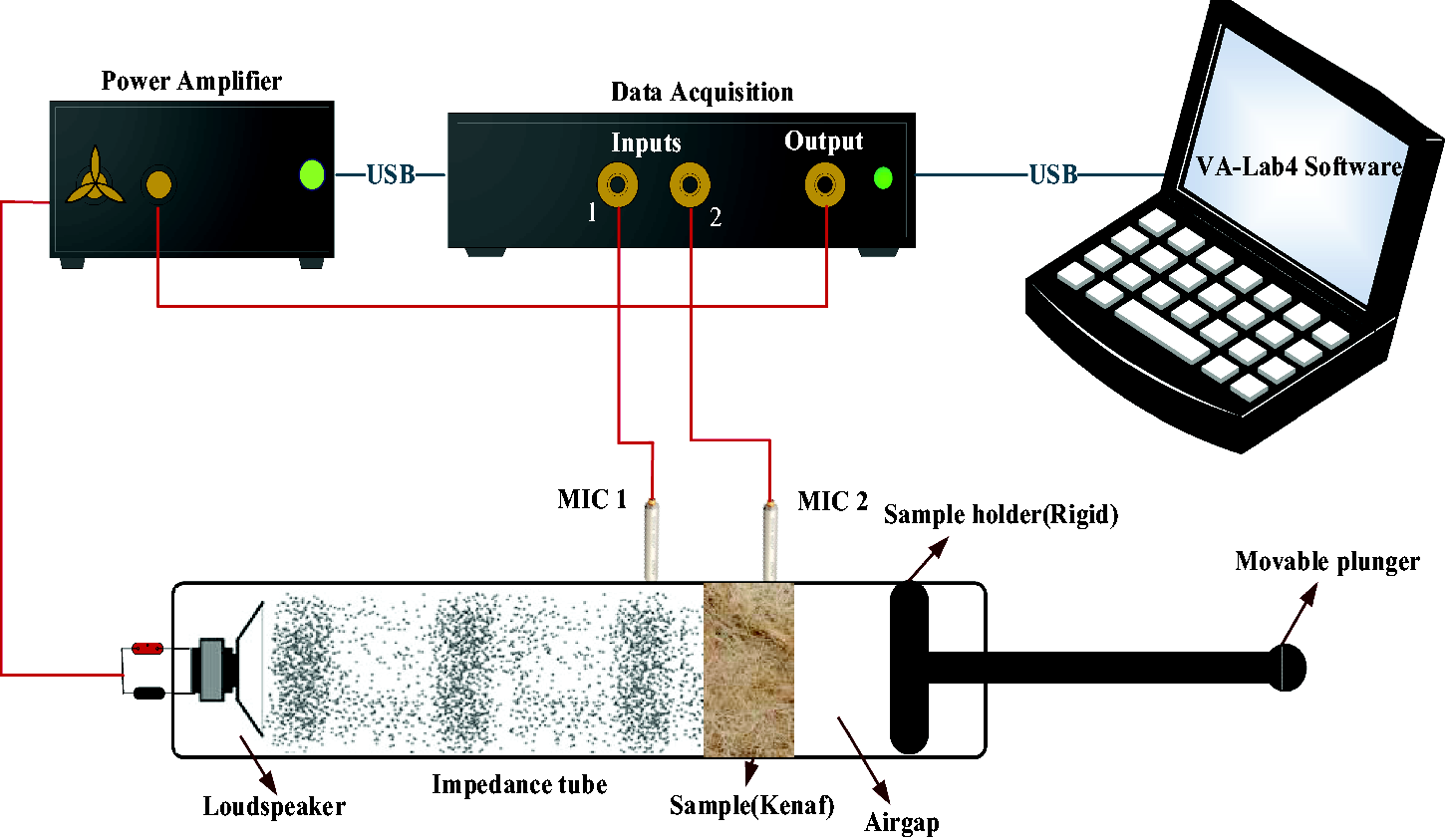
Schematic diagram of acoustic absorption testing.
Porosity and airflow resistivity measurement
The prediction of acoustic absorption coefficients of porous/fibrous materials is highly dependent upon their porosity (ϕ) and airflow resistivity (σ) values. ϕ is usually defined as follows:

Where
The airflow resistivity of the materials is another influential factor to determine the acoustic absorption characteristics of fibrous/porous media which is a function of parameters such as the thickness (d) of the sample, the average air velocity (V) though the sample and the air pressure difference (

In this paper based on ISO 9053-1:2018 standard, the direct (steady-state) method was used to measure the airflow resistivity of the samples. Figure 4 shows the schematic representation of the experimental set up constructed by the authors.

Airflow resistivity measurement setup.
Empirical modes
A) Delany-Bazley model (D-B): This semi-empirical model was presented by Delany and Bazley in the 1970s. It has been reported to be reasonably accurate in predicting the absorption coefficients of fibrous/porous samples particularly at higher frequencies and fiber diameters of 1 to 10µ






B) Garai-Pompoli model (G-P): Garai & Pompoli [16] introduced modifications to the D-B model by particularly considering the fibers of thicker diameters. The revised equations for the characteristic impedance,


D-B and G-P models have shown a reasonable level of accuracy in predicting the absorption coefficients of various types of synthetic and mineral materials. Nonetheless, the range of validity that they have offered for predicting the sound absorption levels of the samples which contain thicker fibers (such as natural fibers) are limited [8,16]. Therefore several other researchers have attempted to introduce more reliable values for the
C) Inverse characterization of materials: The Nelder-Mead method employed by Berardi et al is the best fit inverse method in order to determine the 8 coefficients through a fitting approach where such coefficients are optimized by fitting the experimental results into D-B and G-P models (Table 2) [20]. In fact, the squared difference between the experimentally obtained sound absorption coefficient and the one obtained from analytical conditions and error function is calculated by Eqs. 14 to 16.



Based ASTM C423 test method, the acoustic properties of specimens of Kenaf fibers (treated and raw) were compared by two scalar representations of sound absorption [34].
(

(

Results and discussion
Chemical treatment and fibers tensile and morphological properties
According to studies on the alkaline treatment of natural fibers (with different concentrations and immersion times), this process leads to an increase in the amount of amorphous cellulose compared to crystalline cellulose. Moreover, determining the optimal alkaline treatment conditions is an important parameter for degumming and defibrillation of individual fibers. Therefore, using superfluous amount of alkaline concentration would contribute to extreme removal of the constructive structure of natural fibers, resulting in cellulose damage as well as weakening the mechanical properties of the fibers [35]. Based on the results of the present study, the optimal NaOH concentration was achieved to be 6%, so that among the studied concentrations, fibers treated with 6% NaOH had the highest tensile strength and the lowest fiber diameter. Accordingly, the chemical treatment (with 6% NaOH) enhanced the tensile strength, elongation at break and Young’s modulus of raw Kenaf fibers by 37.15%, 70.76%, and 38.68% respectively. In line with the results from this study, Meon et al. [36] showed that the ultimate tensile strength of Kenaf fibers was also increased by increasing the concentration of NaOH to 6%. Since a weak connection is observed between natural fibers and polymer matrix, alkaline treatment with the mechanism of disruption of the structure of hydrogen bonds is employed to strengthen the adhesion between the polymer matrix and the fibers. This process creates more contact points between the fibers and the matrix through increasing the surface roughness, which leads to an increase in mechanical interlocking phenomenon. Increasing the number of contact points in the fibers and using it as filler, increases the stress transfer phenomenon and enhances the mechanical strength and toughness properties of the composite. The alkaline treatment removes some lignin, wax, and oils from the outer surface of natural fibers. This process, by depolymerizing cellulose, creates short-length crystals on the surface of the fibers And by increasing the cellulose amount exposed on the fiber surface (as the main component in the structural strength of natural fibers), increases the number of reaction sites. Although the tensile strength of treated fibers was higher than that of raw fibers, this does not indicate that the tensile strength is increased constantly with increasing the levels of NaOH concentration. Rather, based on researches, when higher concentrations (>9%) of NaOH as well as longer immersion time periods were applied, the tensile strength of Kenaf fibers was reduced due to fiber damage and fibers inter-laminar bindings [36,37]. Based on the results from the study conducted by Mahjoub et al., High concentrations of NaOH were not recommended for alkaline modification of natural Kenaf fibers. So that at concentrations such as 10% and higher, due to damage to the texture of Kenaf fiber, the modified fibers were more twisted, much finer as well as being too brittle compared to the raw fibers [35]. Results from this study also showed that increasing the concentration of NaOH beyond the optimal amount, reduced the tensile properties of natural Kenaf fibers (Table 1). Therefore, when compared to 6% concentration, for concentrations of 8% and 10% decrease of 37% and 69% in the tensile strength were respectively observed. Alkali treatment has been shown to contribute to eliminating hemicellulose, lignin, and other impurities. As the interfibrillar region is relatively less dense and rigid, the fibrils tend to rearrange along the direction of tensile loading. When fibers are stretched, such arrangements among the fibrils will lead to better load sharing and hence more stress in the fiber [38]. Alkalization process would also create a homogenous and fine structure in fibers by changing native cellulose I to cellulose II [39].
Results of tensile strength properties of raw and treated Kenaf fibers.

The degradation temperature from TG analysis of raw and treated Kenaf fiber.

Based on SEM images, the treated fibers had a better surface appearance compared to the untreated fibers (Figure 5). The untreated fibers include impurities which can be eliminated through chemical treatment, hence removing the fiber impurities. This process creates a cleansed and at the same time rough surface on the fibers that plays a key role in bonding between the fibers and polymer [24]. Chemical and physical bonds are formed between the matrix and the cellulose hydroxyl groups at the fiber surface (as a mediator) to transfer the charge from the matrix to the fiber. The presence of impurities (such as oil, dust and wax) on the surface of the fibers breaks down the surface bonds and prevents them from forming. Therefore, the effectiveness of fiber is reduced, and alkaline modification is used to overcome these limitations. Cai et al. [40] studied the effect of alkaline treatment on abaca natural fiber surface morphology and reported improved surface adhesion between sample components. The surface of raw abaca fibers consisted of hemicellulose, pectin, lignin, oil, wax and other unwanted substances, but after modification with 5% by weight (weight percentage) of NaOH solution, about 17.7% weight loss was seen in abaca fiber. This weight loss indicates the dissolution of hemicellulose, lignin, and the removal of unwanted impurities, which also led to the rough surface of abaca fibers. Also, in this study, after chemical modification at 6% concentration, about 18% weight loss was observed compared to raw fibers, which could be a reason for removing impurities from the surface of raw fibers.

The morphological investigation of raw (A) and treated (B) Kenaf fiber.
X-ray diffraction analysis (XRD)
In this study, X-ray diffraction was used to investigate the effect of alkaline treatment on the crystalline structure of natural Kenaf fibers. The presence of amorphous and crystalline regions in the cellulose content of the fibers confirms the dual properties of Kenaf fibers. In order to determine and calculate the crystallization percentage of fibers, the method proposed by Segal was used. According to this method, the peak in the 2θ region was approximately 18°, indicating the amorphous regions and the peak in the 2θ region was in the range of 22–24° indicating the crystalline regions of cellulose. As shown in the Figure 6, there are two peaks in the 2θ diffraction spectrum of about 19°and 26° degrees by the lattice number (1 1 0 and 0 0 2), which are related to cellulose(cellulose I and IV) [41]. After alkaline treatment of Kenaf fibers, it can be seen that the diffraction peak of θ2 for the treated fibers is more intense and narrower than the untreated fibers, which also indicates a higher degree of crystallization in the treated fibers. According to Segal's equation, the CrI (%) of raw and treated fibers is 55.06% and 60.28%. Accordingly, by performing the process of alkaline treatment; applying NaOH under optimal conditions, the CrI increased compared to the raw (non-modified) Kenaf fibers. The increased crystallization of natural fibers after treatment can be attributed to the removal of some amorphous impurities and cementing materials, which can turn crystal areas into a more regular structure and better packing of cellulose chains. Elimination of these substances releases from the initial strain between the cellulose chains [42]. In other words, this process allows the formation of new hydrogen bonds and contributes to a closer packing of cellulose chains. Increasing the concentration within the process of alkaline treatment, may result in excessive extraction of hemicellulose and lignin. In this case, disturbance of cellulose chain arrangement or alignment occurs and leads to a decrease in the CrI in the treated fibers [43]. Also, the increase of CrI indicates the improvement in the cellulose structure and finally contributes to enhancing the tensile strength of the treated fiber [44].
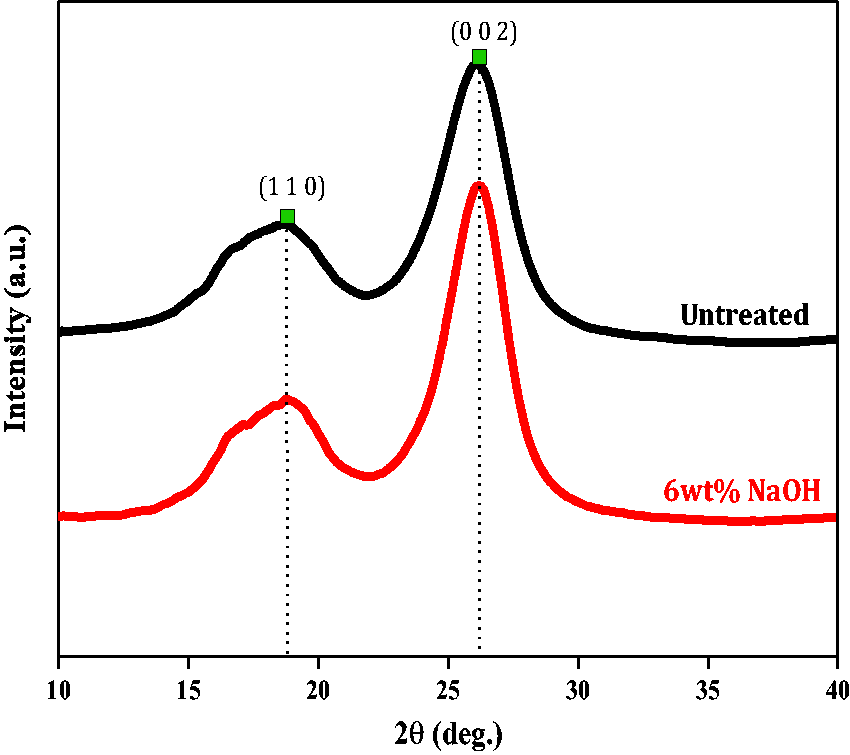
X-ray diffraction of untreated and treated Kenaf fibers.
Chemical treatment and thermogravimetric test
As shown in the Figure 7 and Table 2. For both the raw and treated fibers, the first phase of mass loss is observed at around 100 °C, which is related to the loss of water in this temperature. Moreover, in the first step of the weight loss in the temperature ranged between 40 to 150 °C, due to the loss of the inherent moisture content of natural fibers, raw and treated fibers showed 0.66% and 0.78% weight loss, respectively [45]. Also, based on the TG analysis, the decomposition of both fibers starts at about 250°C. Beyond 250°C such decomposition is remarkably accelerated and at 350°C, complete decomposition of the fibers takes place [46]. This degradation step, also known as the transition phase, is related to the destruction of cellulosic materials such as hemicellulose [47]. In the next stage of degradation, within the temperature range of 400 to 470°C, decomposition is due to the destruction of non-cellulosic materials in the fibers [47].

Results from TG (a) and DTG (b) raw and treated Kenaf fiber.
Comparing the raw and treated fibers revealed that the peak of degradation for the treated fibers occurs partially at higher temperatures, which indicates that the alkaline treatment of Kenaf fibers with NaOH (at concentration 6 wt% and immersion time 4 h) improves the thermal stability of these fibers. The thermal stability of the treated fibers was greater than that of the raw fibers, as the onset of degradation also occurs in treated fibers at higher temperatures than raw fibers. This is mainly due to the fact that the chemical treatment process removes several components such as hemicellulose and lignin are from the structure of natural fibers. The residual cellulosic structure can maintain its thermal stability at higher temperatures.
Also according to DTG patterns, alkaline treatment of Kenaf fibers facilitated cellulose degradation at higher temperatures, increasing the maximum thermal degradation of cellulose from 338°C to 346°C. it should be noted that thermal stability is related to treated fibers due to removal of some organic impurities in natural fiber structure such as pectin and wax by alkaline process. In this process, more cellulosic structures remain in natural fibers hence contributing to a significant thermal stability of the modified fibers [46].
The effect of chemical treatment on fibers sound absorption
The acoustic absorption coefficients of the sample with 30 mm thickness and density of 200 kg/m3 was calculated within the frequency range of 63–6300 Hz using an impedance tube system (Figure 8). The sound absorption values of the specimens made of surface-treated fibers were superior to the untreated ones. This is partly related to the fact that fibers chemical treatment is proportional to the decrease in their diameter. Moreover, the alkaline treatment contributes to a reduction in natural fiber diameter mainly through the removal of impurities and moisture contents. As can be seen, the SEM results showed that the treated fibers had a smaller diameter than the raw fibers, so that the diameter of the raw fibers decreased by 10.58%. As a result, the sound absorption performance of the treated samples in constant thickness and density increased compared to the raw sample in the low, mid and high-frequency range. On the other hand, the above results showed that the SAA of treated compared to raw samples increased by nearly 5% (Figure 8). Obviously, such observations show that fiber diameter is one of the most important factors in increasing sound absorption in the low-frequency range. In this regard, results from other researchers on natural fibers and the effect of fiber diameter on acoustic absorption, confirms the results of the present study [19,48]. Reducing the diameter of fibers in fabricating the specimens increases the oblique path and resistance to airflow. This will improve the sound absorption coefficient of the samples via vibration of air molecules and increase in viscous friction [11,49]. Samples made of thinner fibers compared to other samples of equal density have more specific surface area and microspores. Also, the friction between the air molecules and surface area in porous material increases [50]. In this case, due to air vibrations more viscous loss the movements of the thinner fibers against acoustic waves are greater than that of thicker fibers. In this case, due to air vibrations more viscous loss [34].

Comparison of sound absorption in raw and treated specimens.
The effect of air gaps on sound absorption of the specipens
Creating the air gap behind acoustic absorbers is a well-established method in order to improve sound absorption in practical applications. Also when the thickness of the porous sound absorbers is limited, creating an air gap without the need to increase the fiber content can be very beneficial for increasing the level of sound absorption. Creating the air gap behind the samples has been cited as an efficient strategy for improving the acoustic properties of the thinner acoustic absorbers. In this case, the cost and consumption of materials will be reduced and the natural fiber sound absorbing materials provide better performance [9,51]. In this study, the effect of introducing air gaps (10, 20 and 30 mm) behind the each sample which had a density of 200 kg/m3 and thickness of 30 mm was investigated. According to Figure 9 creating such air gaps at the backside of the samples (either made of treated or untreated fibers), enhanced the absorption coefficients at frequencies below 1 KHz. Nonetheless, increasing the air gap behind the samples reduces the absorption coefficient in the high-frequency range. These results are in line with other related researches performed on acoustic absorption of natural fiber samples [51,52]. Such effect is probably related to creating standing waves in the air gap behind the samples [9]. Also, creating an air gap by increasing the impedance level of sound-absorbing materials shifts the frequency resonance to a lower-frequency range. As a result, acoustic performance of sound absorber in low-frequency range is remarkably improved [51].

Impact of air gap and chemical treatment on acoustic properties of raw (a) and treated (b) Kenaf fiber specimen.
The use of predicting models
The inclination for the application of modeling approaches for predicting sound absorption values of porous/fibrous absorber is currently on the rise. This reflects the fact that the development of such user-friendly models for accurate prediction of sound absorption coefficient is essential. Likewise, predicting the acoustic properties of various types of acoustic materials (especially porous/fibrous natural materials) is a prominent feature of the models used in the field of sound absorption. In this regard, two models D-B and G-B were used to predict the sound absorption coefficient for specimens fabricated from natural Kenaf fibers.
However, it should be noted that although the use of these models are simple and practical, several limitations such as difficulty in the accurate measurement of airflow resistivity and inherent distinctive physical properties of fibers have made several researchers provide modified ci coefficients particularly to the ones first proposed by Delany and Bazley [20,32]. Moreover, since the process of calculating the propagation constants might not be sufficiently reliable, the determination of sound absorption is based on the measurement of experimental values of samples airflow resistivity as well as the measurement of
The experimentally obtained values of sound absorption coefficients of natural fiber are presented in Figure 8. Such values are also compared with the results predicted by the models themselves and also the output from the best fitting of the models.
As can be seen in Figure 8, the results from the two optimized empirical models are in agreement with the experimental results. This reflects the accuracy of the optimization method to predict the sound absorption properties of natural specimens in this study. In addition, the increase in density and resistance to airflow has a significant positive effect on the accuracy of predicting models of sound absorption coefficients such as D-B and G-B.
In general, the resonance and its acoustic response had also a considerable effect on the empirical prediction models D-B and G-B (Figure 10). Also based the data from Figure 10, the quadratic error of predicting the acoustic absorption coefficients by optimized models in 1/3 octave-band, very small value was reported. Moreover, according to Table 3, predicted values of

Quadratic error determination of optimized imperial models and evaluation of fit curves with experimental results for raw (a) and treated Kenaf fibers (b).
The optimized coefficients of empirical models.

Conclusion
The chemical treatment the Kenaf fibers by NaOH showed that: The NaOH with a concentration of 6%, eliminated impurities, created a clean and rough surface and also significantly improved the related tensile properties of the Kenaf fibers. Reducing the diameter of the fibers used in manufacturing specimens (with equal density) increased the oblique path and resistance to airflow which in turn contributed to the increased levels of samples acoustic absorption. The optimized empirical models in this paper (D-B and G-P models) by the best fit approach well predicted the acoustic absorption of the Kenaf fiber specimens. And for the both models, sound absorption coefficient reasonably fits the experimentally measured data. In the survey by empirical models related to sound absorption, the results from the G-B optimized model were more consistent with the experimental results.
These results confirm that the alkaline treatment improves tensile, acoustical, thermal and morphological properties of Kenaf fibers. Moreover the revised empirical models by inverse methodology have good consistency with the experimental test and predicted very well the acoustic performance of Kenaf fiber specimen.
Footnotes
Acknowledgement
The authors are thankful to Tarbiat Modares University for providing the necessary laboratory facilities for this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was funded by Tarbiat Modares University and Iran National Science Foundation (INFS) under Grant Number 98029526.