
Abstract
The aim of this paper is to develop a textile waste-based composite material with adequate mechanical, acoustical, and thermal properties for automotive or construction fields. For this purpose, three recycled nonwoven wastes including cotton, polyester, and cotton/polyester blend are employed and blended in epoxy resin. The manufacturing of the composite panels is performed by vacuum infusion technique. Mechanical, thermal and acoustical tests are conducted to characterize the performances of both nonwoven fabrics and composite panels. Theoretical Young’s moduli of different composites are calculated based on the rule of mixtures in two ways and compared with practical results. Results show that mechanical properties of the manufactured panels are significantly improved compared to pure resin without a notable change in the thermal behavior of the epoxy resin, where composite reinforced cotton nonwoven shows a specific Young’s modulus of 3500 MPa/g·cm−3 and a specific tensile strength of 38 MPa/g·cm−3. These panels have been found to be promising materials to decrease the noise emission and good alternatives to pure epoxy products due to their contribution to reducing the textile wastes in landfills as well as the production costs.
Keywords
Introduction
The fast population growth added to new fashion trends appearing each season are the main reason for the generation of millions of tons of textile waste every year. According to the fiber year statistics of 2019, the world fiber market has arrived at 106 million tons in 2018, up from 74 million tons in 2005 [1]. Consequently, the textile industry is considered as the second most polluting sector in the world, accounting for 10% of the total world’s carbon emissions [2]. The augmentation of global fiber consumption and the resulting waste generation require a specific attention from states and citizens as well to reduce the amount of textile waste burnt or sent to landfills and opt to recycle. In fact, some fibers that are essentially synthetic do not decompose or naturally take a long time to biodegrade and decompose. In addition, materials made from nonrenewable petroleum extracts release gases while decomposing, which is harmful to nature leading to serious atmospheric pollution [3,4]. The concept of recycling reduces the need for landfill space, pollution, as well as water and energy consumptions [3]. Moreover, recycling textile waste reduces the carbon footprint in the life cycle of textile products while the major effect of these gases is global warming [5,6]. A detailed example shows that reusing 1 kg of a textile product instead of producing a new one leads to saving 6000 L of water, 3.6 kg of carbon dioxide, 0.3 kg of chemical fertilizer, and 0.2 kg of insecticides [3]. Such findings reveal clearly the significance of reusing and recycling in the textile field [3]. Reusing textile waste means expanding its serviceability with or without prior modification, while recycling means transforming it into new textile or nontextile products with or without damaging the previous one. Based on the end-use of the products, recycling can be classified into two categories; the first approach is recycling within the production process that refers to producing new items similar to the textiles, while the second one is recycling out of the production process which means creating a different item like producing composite materials [7].
In the literature, several studies deal with recycling “the end of life” textiles to produce composite panels. In fact, the discarded textiles can be used as reinforcement materials of composites or laminates, usually as shredded fibers or by transforming them into the nonwoven form. However, recovered thermoplastic fibers such as polypropylene or polyester can be used as a matrix for composites by the compression molding method [8]. Reusing discarded fibers has the privilege of being eco-friendly and low cost compared to virgin ones, at the expense of lower characteristics.
Few studies treat the usage of discarded fibers as reinforcements to thermoset resins, in fact thermoset composites present superior mechanical properties and higher temperature stability in comparison with thermoplastic matrices [9]. In one of these studies, Sadikoglu et al. used 100% polyester textile waste in different forms (yarns, woven, and knitted fabrics) as reinforcement material. Urea–formaldehyde resin, ammonium sulfate, and flour were used as matrix materials to produce composite panels by a compression molding technique. Composite panel properties were compared with fiberboard and medium fiberboard (MDF), and results showed that the composite material absorbs less water but shows less bending strength [10]. In a study of Temmink et al., denim waste fabric and thermoset bio-resins (bio-epoxy and acrylated epoxidized soybean oil resin (AESO)) were used to create green composites for structural applications with four different manufacturing techniques. Test results showed that both bio-epoxy and AESO are suitable for structural applications such as automotive interior parts, furniture, interior construction and sports, and leisure equipment over a range of manufacturing techniques. Furthermore, biocomposites from bio-epoxy are superior to those from AESO resin [11]. In another study of Gomes et al., composite panels were produced using different types of waste fibrous materials as reinforcement (denim, carding, sisal, and multifiber), and urea–melamine polymeric resin as matrix material. The influence of the type of the reinforcement and the resin content was studied using tensile, bending, and water absorption tests. Results showed that denim and carding composite panels presented similar behavior to bending. Sisal composite panels presented the best tensile and bending behaviors, except for 10% resin content panels, and showed the highest volume increase by the water absorption for resin contents higher than 10%. Multifiber panels presented the lowest tensile strength/density ratio and bending modulus, while they presented the highest water absorption, except for 10% resin content [12]. Zonatti et al. used different thermoset resins (epoxy, polyester orthophthalic, and polyurethane) and recycled cotton textile residues to produce different composites, on which tensile tests were carried out. The incorporation of 30% (v/v) of textile reinforcement resulted in an increase of approximately two-fold relative to pure resin tenacity and Young’s modulus for composites made from epoxy resin (respectively from 0.09 to 0.16 MPa and from 0.5 to 1.2 MPa); and two-fold relative to pure resin tenacity and three-fold more relative to Young’s modulus for composites made of orthophthalic polyester resin. No significant alterations were observed for these parameters in polyurethane resin composites [13]. In Umar et al.’s work, a woven fabric made of cotton fibrous waste and unsaturated polyester resin were used to produce laminated composite panels using the vacuum bag molding technique. The weft yarn count, type of waste material, and number of picks were the variables of the study. The mechanical properties (tensile, bending, and impact) were compared to the conventional glass fiber reinforced composites. Results showed that the impact strength of these composites is comparable to the glass fiber reinforced composites, while the flexural and tensile strengths are less than those of glass fiber reinforced composites [14].
In other works, textile wastes were used as reinforcements to thermoplastic resins [15–19], while thermoplastic recycled fibers were used as a matrix for composite materials [5,8,20].
In this study, three types of nonwoven wastes are used as reinforcements to develop environmental-friendly composite panels for automotive or construction potential end-use. Epoxy resin is used as a matrix and the manufacturing is ensured by vacuum infusion technique. Physical properties (density, thickness, reinforcement volume, and weight ratios), mechanical properties (specific tensile strength, elongation at break, practical and theoretical specific Young’s moduli, Charpy impact resistance), thermal properties (thermogravimetric analysis and differential scanning calorimetric analysis), and acoustic performances are explored and discussed, while results are compared with those offered by the pure epoxy resin. Furthermore, the morphology of fractured surfaces is studied by a scanning electron microscope (SEM).
Experimental
Materials
Three types of textile wastes supplied by textile recycling companies from Tunisia are used as reinforcement materials. The first two groups are supplied as shredded fibers and transformed into nonwovens by carding and needle-punching processes. The first group, coded as C, includes 100% cotton fibers (indigo denim fibers) and the second group (coded as C/P) is composed of ∼60/40% cotton/polyester fibers resulting from the process of recycling cotton, polyester and cotton/polyester discarded clothes. The third group of collected waste, coded as P, is produced by recycling discarded clothes containing mostly polyester fibers ∼90%, the remaining fibers are a mix of recycled fibers, the waste is used as received, fibers are carded, overlapped and then needle-punched to produce continuous and homogeneous nonwoven fabrics. Collected and conditioned wastes are shown in Figure 1.

Reinforcement materials: (a) cotton; (b) cotton/polyester; (c) polyester.
Chemicals
Epoxy resin (Sicomin, SR 8200) is used as a matrix material with its related hardener (Sicomin, SD 7203). The technical properties of the resin system are listed in Table 1.
Technical properties of the resin system [21].

Methods
Composite panels manufacturing
Composite panels are manufactured using vacuum infusion method (Figure 2). This method uses the vacuum force to remove air from the reinforcing material and to allow the resin to infiltrate the preform. After preparing the table by applying a releasing agent, the nonwoven waste is laid onto the table and covered with peel-ply fabric, a resin-flow mesh, and a vacuum bag. The excess air is removed before production, using the vacuum pump, and then the resin is infused into the nonwoven fabric. The whole process is performed at room temperature (20°C ± 2°C) under 1 bar pressure and the formed panel is left for 24 h for curing. The composite materials are presented in Figure 3.

Vacuum infusion process.

Composite materials reinforced by: (a) cotton; (b) cotton/polyester; (c) polyester fibers.
Physical analysis
An optical microscope (ZEISS, Primostar) is used to measure the length and diameter of recycled fibers. The thicknesses of nonwoven fabrics are measured by the thickness gauge apparatus (James H Heal), while the areal densities and densities are calculated.
Reinforcement materials are weighed before and after composite manufacturing in order to calculate the uptake of the resin. The weight ratios of reinforcement materials in each composite panel are also calculated.
Moreover, volume fractions of samples are calculated using equation (1)
Vf, Mf, ρf, and ρr refer to fiber volume fraction, fiber mass fraction, fiber density, and resin density, respectively. The thicknesses of the composite panels are measured using a micrometer as indicated in ISO 527-1, while the areal densities are calculated.
Morphological analysis
SEM is used to examine the fracture surface of the composites and to analyze the fiber–matrix interactions. The specimens are scanned using a Tescan Vega3 instrument operated at 15 kV with a magnification of 1k times.
Mechanical measurements
Mechanical characterization of nonwoven waste
Mechanical characterization of nonwoven is conducted according to ISO 9073-3 standard method, using the Instron 4507 universal testing machine with a load cell of 10 kN, and a cross-head speed of 50 mm/min. Tests are performed in two directions: (0°) and (90°) according to nonwoven production directions. Five samples are tested for each direction and the arithmetic means of each lot are calculated.
Mechanical characterization of composite panels
The mechanical properties of the composites are investigated using tensile and Charpy tests. The tensile test is performed using an Instron 5980 universal testing machine (Figure 4(a)) with a load cell of 250 kN and a cross-head speed of 10 mm/min according to the ISO 527-4 standard method. The Charpy impact test is done using the Instron CEAST 9050 Charpy test machine (Figure 4(b)), according to the EN ISO 179 standard method. Specific tensile strength and specific Young’s modulus values are also calculated by dividing the tensile strength and Young’s modulus values to the composite panels’ densities. To be more comparative, the theoretical Young’s modulus values of composite materials are measured using the rule of mixtures presented in equation (2) based on theoretical Young’s moduli of reinforcements and epoxy resin.

Setups for: (a) tensile tester (Instron 5980); (b) Charpy impact tester (Instron CEAST 9050); (c) thermogravimetric analyzer (Mettler Toledo); (d) differential scanning calorimeter (Mettler Toledo); (e) impedance tube.

Testing directions of specimens.
Thermal evaluation
Thermogravimetric analysis (TGA) is employed to provide quantitative information on weight change during the heating process [24]. Mettler Toledo TGA/differential scanning calorimeter 3 (DSC 3) + analyzer (Figure 4(c)) is used for the thermogravimetric analysis. The thermal stability of both reinforcement materials and composite panels is investigated by heating the samples from 30°C to 700°C with a heating rate of 10°C/min, in a nitrogen atmosphere. The thermal behaviors of reinforcement materials and composites are analyzed by Mettler Toledo DSC 3 presented in Figure 4(d). The measurements are conducted by heating the samples from 25°C to 300°C with a heating rate of 20°C/min in a nitrogen atmosphere.
Sound absorption
The sound absorption properties of the manufactured nonwoven and composite samples are measured using a medium-type impedance tube with two-fixed microphones according to ASTM E1050-98 standard method by the mean of TestSens analyzing systems developed by BIAS (Figure 4(e)). The tube setup is used to measure different acoustical parameters for the frequency range of 100–4000 Hz. A sound source (loudspeaker) is located at one end of the impedance tube, and the testing sample is inserted at the other side of the tube. The incident sound waves generated by the loudspeaker propagate in the tube to hit the sample and reflect. A two-channel digital frequency analyzer measures the sound pressure at two fixed locations and calculates the complex transfer function, in order to determine the sound absorption coefficients (α) at different frequencies [25]. This value represents the amount of sound energy being absorbed by the sample, and it is between 0 and 1, where α = 0 means a total rejection on sound absorption and α = 1 corresponds to a complete sound absorption [26].
The shape and size of each specimen are the same as the circular tubes’ cross-section. Each specimen is tested at least twice.
Results and discussion
Physical analysis
The technical information of reinforcement wastes is listed in Table 2, while composite design parameters are listed in Table 3. A slight difference is visible between the reinforcement weight ratios of composites that can be related to experimental conditions.
Technical features of reinforcement wastes.

Composite panel designs.

Morphological analysis
Figure 6 presents images of the morphology of fractured surfaces of the different composite materials. SEM analysis of all specimens shows that fibers with significant length are pulled out despite the matrix failure, which reveals poor fiber–matrix compatibility between all reinforcements and epoxy matrix during stretching. It can also be seen that the fiber ends in composites are broken suggesting that most fibers were strained up to their breaking points.

SEM images of: (a) cotton; (b) cotton/polyester blend; (c) polyester-reinforced composites.
The clean fiber surfaces on debonding cracks indicate extensive interfacial failure [27]. The fibers are loosely held by the matrix material after failure because of the weak fiber–matrix adhesion. Gaps between fibers and epoxy resin are visible in all samples especially in Figure 3(a), which proves that the matrix is not properly holding fibers together, suggesting that the fracture is occurring in the interface due to the nonadherence between fibers and matrix. A poor interfacial bonding implies inferior mechanical properties of the composites. In fact, the mechanical and physical characteristics of composites are greatly influenced by interfaces [28].
Composite panels are manufactured by injecting epoxy resin inside the nonwoven structure using a vacuum infusion method without any previous treatments of fibers or the use of compatibilizers. The fabrication process can be further improved to try to obtain a better polymer/fabric interface and improving the bonding by adding coupling agents or modifying fibers structure. Such studies related to the surface modification can be found in the literature approving enhanced fiber–matrix interfaces [29–31].
Mechanical analysis
Mechanical characterization of waste nonwoven fabrics
Specific Young’s modulus, specific tensile strength, and elongation values of nonwoven wastes are given in Figure 7. Tensile tests indicate an anisotropic behavior of specimens in two directions; 0° and 90°. According to the obtained results, both specific Young’s modulus and specific tensile strength values of specimens are higher at 0° due to the improved fiber orientation in production/machine direction. Anisotropy is more noticeable for C and C/P nonwoven fabrics due to the production process that privileges the orientation of most of the fibers in 0° direction. In contrast, P coded nonwovens have similar mechanical behaviors in both directions as a result of the overlapping process that allows a random fibers distribution in all directions. This situation decreases both tensile strength and Young’s modulus of these samples in 0° direction in comparison to other specimens (C, C/P). The tensile test results of nonwoven fabrics are also supported by many studies in the literature where the anisotropic behavior of needle-punched nonwovens is expected, and two directions can usually be distinguished: the machine direction and the cross direction [32–37]. Fibers’ behavior within the fabric during the tensile test can be described as following: applied forces tend to overcome inter-fibers cohesion caused by their entanglement, then fibers start to straighten and then slip that causes an extension of the fabric and finally it ruptures [23]. In furtherance, all specimens show improved elongation characteristics in 90° direction since, in this direction, less amount of fiber interconnections are present that assist the resilience ability of the nonwoven fabric. In other words, while the specimens are testing in 90° direction, fibers tend to change their position in order to be parallel to the testing direction, so a deformation and structural modification take place in specimens before rupture [33]. In addition to overlapping, which reduces the tensile properties at 0°, the Young’s modulus and tensile strength of the P nonwoven fabric in both directions can be explained by the uncertain fiber content. During the recovery process, it is known that about 10% of the unknown fiber is mixed into the polyester fiber.

Mechanical characterization of waste nonwoven fabrics: (a) specific Young’s modulus; (b) specific tensile strength; (c) elongation.
The wide error bars values can be explained by the variation of the local density of different nonwoven specimens. In fact, tensile properties of needle-punched nonwoven fabrics are influenced by the fabric structural parameters and fabric density is one of them [32].
Mechanical characterization of composite panels
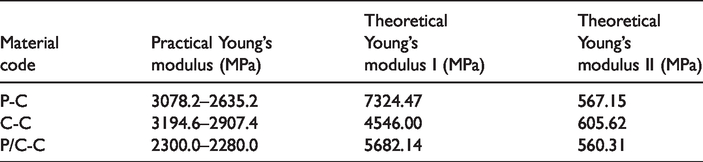
Specific Young’s modulus, specific tensile strength, and elongation values of composite panels are given in Figure 8. According to the tensile test results, most of the composite panels have a higher tensile strength in 0° direction compared to 90° direction. These results are consistent with fabric test results (Figure 7). The lower specific tensile strength and specific Young’s modulus of the composite panels in 90° direction can be explained by discontinuous fibers located in the test direction rather than oriented fibers that contribute to the acting force [38]. On the other hand, it is observed that all composite specimens show similar or higher specific tensile strength values than pure epoxy (≈33 MPa/g·cm−3) stated in Table 2. Similarly, almost all of the composite panels have improved specific Young’s modulus in comparison to pure epoxy (≈2468 MPa/g·cm−3). Among all types, C-C coded cotton nonwoven fabric reinforced epoxy composites indicate the most improved tensile properties (3500 MPa/g·cm−3; 38 MPa/g·cm−3) in 0° direction. Although the elongation at break values of nonwoven fabrics are between 21% and 65%, the composites that are reinforced with these fabrics show elongation at break values of 1.5–2.5%, which is very close to the value of epoxy (Table 2). Both theoretical and practical Young’s modulus values of composites are compared in Table 4. Results show an important difference between experimental and theoretical Young’s moduli values. It is seen that theoretical Young’s modulus I values that are calculated by taking literature values of each fiber into consideration are higher than practical ones. This can be explained by several parameters that cause a reduction in the tensile properties of composites such as nonideal fiber–matrix interaction and unexpected voids as well as uncontrolled production parameters [39]. Since the theoretical results show the ideal composite structure, higher values of theoretical Young’s moduli values are as expected. Furthermore, the fact that the reinforcement materials used in this study are waste materials shows that their theoretical modulus is lower than their original state, which may lead to lower practical values. On the other hand, when the theoretical Young’s modulus II values are examined by taking the fabric modulus calculated from tensile testing into consideration, it is observed that the practical values are five or six times higher than the theoretical values. This phenomenon can be explained by the consolidation of the nonwoven structure by curing of epoxy resin. In other words, the elongation values of the nonwoven fabrics measured between 20% and 60% are restricted to 1.5% to 2.5% when they are embedded in the epoxy resin and cured. This consolidation increases the fiber cohesion as well as limits the movement of the individual fibers that normally change positions in order to be parallel to the acting force direction. The Charpy impact test results of P-C and C/P-C are presented in Figure 9. No breakage is observed for C-C during impact testing. The effect of the fiber orientation is noticeable in test results as the impact resistance is higher in 0° direction compared to the transverse direction. In fact, in 0° direction, the hammer of the testing apparatus falls against the aligned fibers; however, in 90° direction, it falls through the oriented fibers where it can meet epoxy resin or waste fibers, which can reduce the impact resistance [15]. Since the impact resistance of the epoxy resin is given in Table 2 as 10 kJ/m2, it is possible to say that reinforcing epoxy resin with nonwoven fabrics increases the ductility of the thermoset resin and improves the impact resistance. These mechanical results indicate that waste nonwoven fabric reinforced composite panels can be a promising candidate by replacing 21 to 25 wt% of pure epoxy resin with these reinforcement materials with improved Young’s modulus, ductility, and elongation as well as similar or higher tensile strength values. These results can be compared with the minimum strength value of medium density fiberboard (MDF) proposed by the European normative standard EMB/IS-2 presented in Table 5; modulus of rupture (MOR), tensile strength in perpendicular direction (TP), and tensile strength in surface directions (TS) [40]. Waste-reinforced composite panels show better tensile strength values compared to MDF. Such environmental-friendly materials have the potential to be used in several applications where lightweight and good mechanical performances are requested such as automotive and building industries.

Mechanical characterization of composite panels: (a) specific Young’s modulus; (b) specific tensile strength; (c) elongation.
Comparison of practical and theoretical Young’s modulus values.
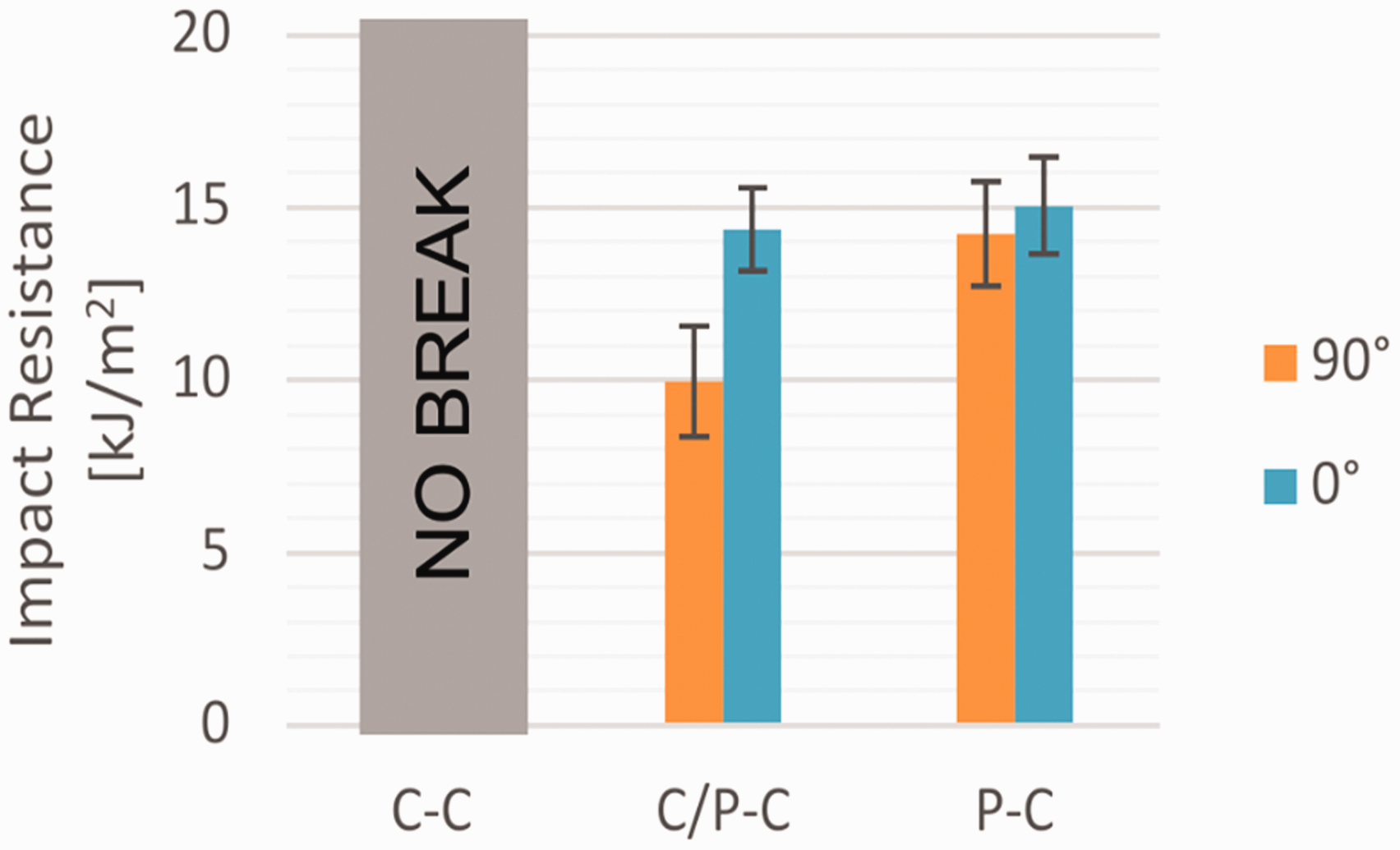
Impact resistance of composite panels.
Properties of the MDF, standards, minimum values proposed by EuroMDFBoard/1995 [40].

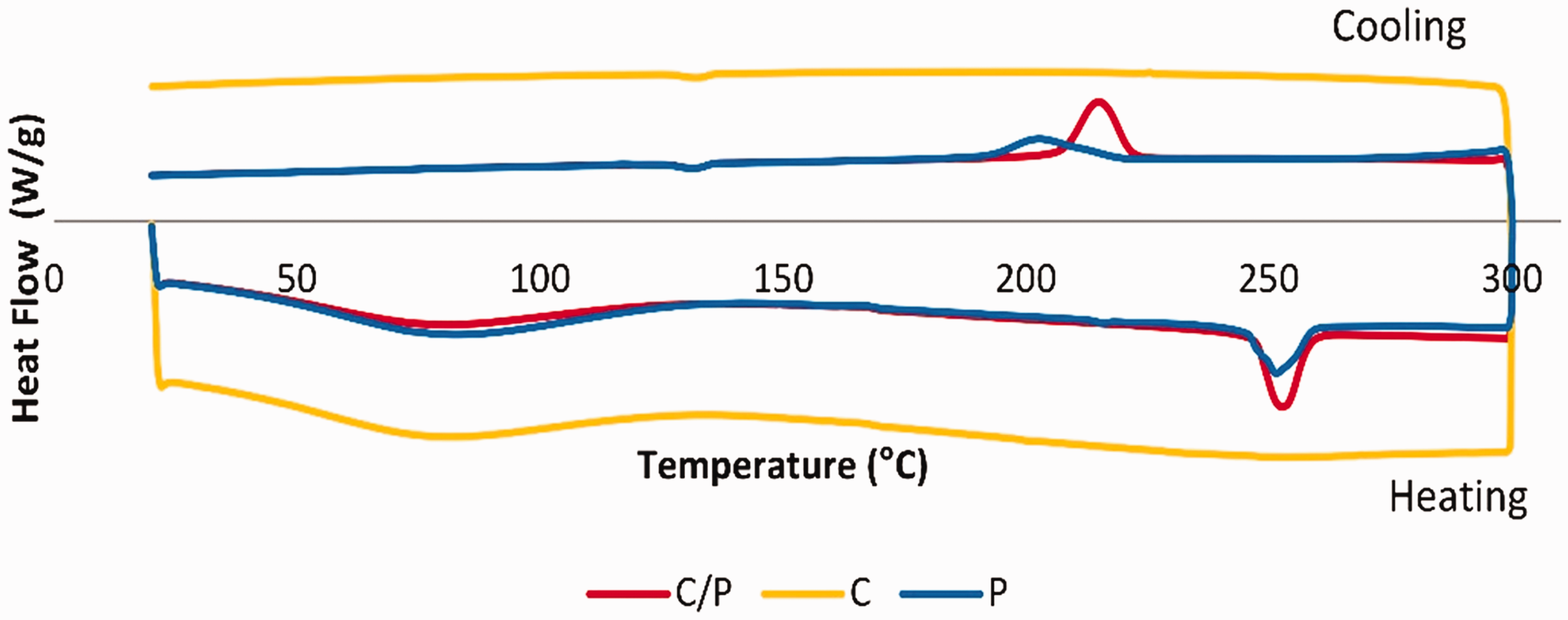
DSC curves of nonwoven fabrics.
Thermal analysis
The thermal properties of reinforcement materials and composite panels investigated by DSC and TGA are illustrated in Figures 10 to 13. Both the glass transition temperature (Tg = 80°C) and the melting temperature (Tm = 250°C) of polyester are determined from the peaks of the DSC curves of P and C/P samples (Figure 6). In the literature, the Tg of the polyester is 80–90°C and the Tm of the polyester is around 260°C [41,42]. On the other hand, cotton fibers degrade above 300°C, so the degradation peak cannot be observed for specimen C. The DSC curve of cotton shows an endothermic peak centered at around 85°C. This peak can be characterized by the removal of adsorbed moisture from the cotton fiber. Cotton is majorly made up of cellulose. Therefore, its affinity to moisture is high since cellulose is hydrophilic in nature [43]. The Tm value of the polyester can be noticed at about 260°C from the peak values of the DSC curves of P-C and C/P-C specimens. Furthermore, as indicated in Table 2, the Tg of epoxy resin is 55°C, so that the Tg peak of the epoxy resin can be seen from the DSC curves of all composite samples as presented in Figure 11. TGA curves of nonwoven fabrics used as reinforcement materials show that all fabrics have an important weight loss occurs at temperatures above 300°C (Figure 12).
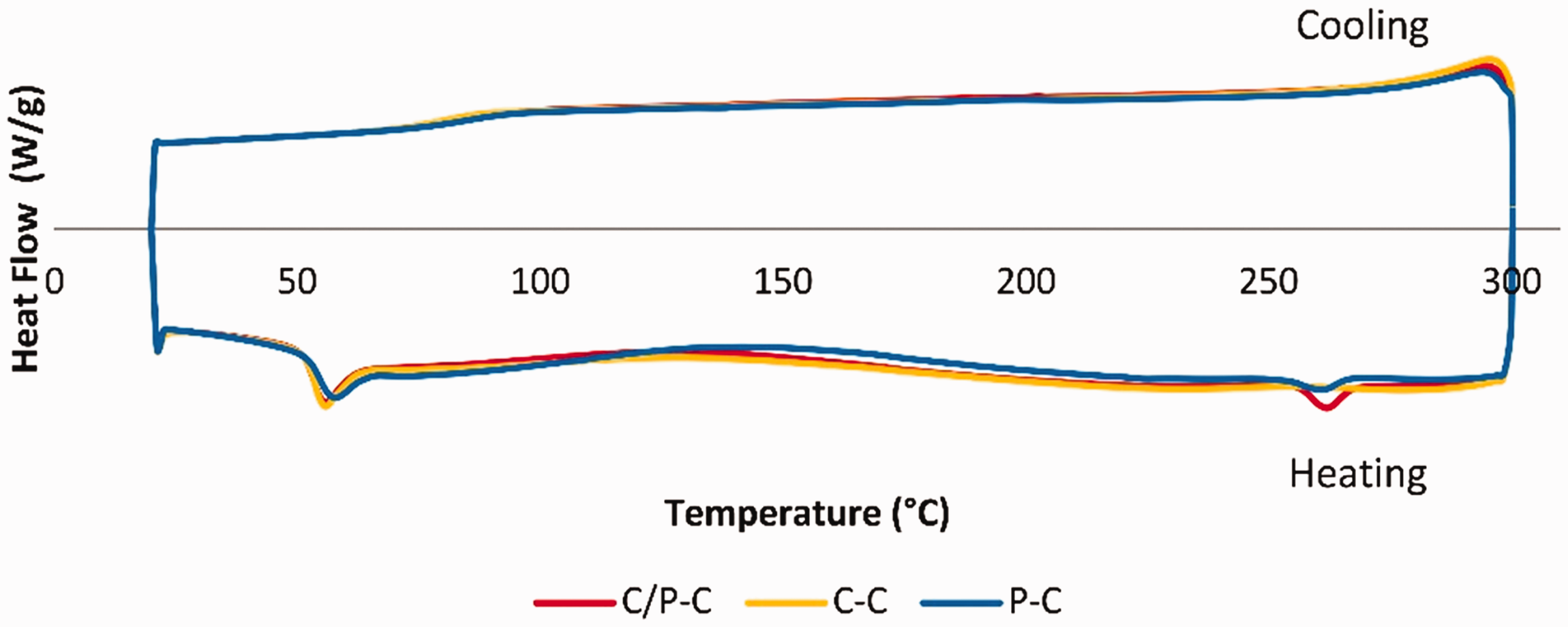
DSC curves of composite panels.

TGA analysis for nonwoven fabrics.
Many authors are interested in the thermal behavior of polyester fabrics and state that one single area of weight loss is observed, and it is related to polyester decomposition between 350°C and 450°C under nitrogen atmosphere [44–46]. The studied polyester waste shows two decomposition points at 365°C and 460°C. The TGA curve of C/P nonwoven fabric also shows the same characteristic with polyester fabric due to its 60% polyester content. According to the literature, the degradation of cotton fibers does not take place until reaching 200°C [24,47]. The major weight loss of cotton fiber takes place at about 315°C, which is the degradation temperature of α-cellulose [48]. The TGA curve of epoxy resin shows one step of decomposition that starts with an initial temperature of 300°C and ends with a temperature of 470°C with a final weight loss of 87% (Figure 13). Composite panels degradation curves show that all composites decompose in one step starting with an initial temperature of 300°C and ends at approximately 500°C. Even though polyester fibers decompose in two steps, these different steps are not visible in TGA results because of the used resin amount (around 75 wt%). This shows that composites follow the thermal behavior of the resin.

TGA analysis for composite panels.
Sound absorption
Sound absorption tests are also performed and the results of reinforcements and composite panels are presented in Figures 14 and 15. The sound absorption coefficient is a measurement that shows the amount of sound that the material can absorb from an incident sound wave when the coefficient is close to 1, the material has a good sound absorption. Figure 14 shows the sound absorption characteristics of different nonwoven materials. Results show that the sound absorption coefficient generally increases with the increase of frequency. It can be seen that the nonwoven P has the best sound absorption property especially at frequencies above 1500 Hz, and it has an average sound absorption coefficient of 0.96 between the range of 2000 and 4000 Hz.

Sound absorption coefficient as a function of the sound frequency for the reinforcements.

Sound absorption coefficient as a function of the sound frequency for the composite panels.
The nonwoven C/P and C reach their highest absorption coefficients by around 0.45 and 0.2, respectively at 4000 Hz.
The sound absorption measurements of composite panels are presented in Figure 15. In accordance with nonwoven tests, the composite P-C shows the best sound absorption coefficient while the composite C-C shows the lowest values. All samples show low absorbance coefficients for low and mid-range frequencies, and values increase with the increase of the frequency, where composite P-C reach a maximum of 0.5 at 3650 Hz while composite C/P-C and C-C present an average sound absorption coefficient of 0.2 and 0.11 between the range of 3000 and 4000 Hz, respectively. Compared to nonwoven samples, the sound absorption coefficient of their composites apparently decreased. The low acoustic performances are due to the structure change and the elimination of the air space between fibers after the injection of the resin inside the structure [49,50]. In fact, the vacuum infusion method is an effective process to produce composites with less air and voids within the structure due to the pressure added during the process of composite manufacturing resulting in better mechanical performances where voids can present weak points in the structure. When a sound wave strikes a porous material, the sound wave causes the fibers to vibrate. This vibration generates small amounts of heat due to the friction of the fibers and then the sound absorption is accomplished by transforming the energy into heat. Injecting the resin reduces porosity, increases flow resistivity, thus reducing the vibration of the fiber network, which decreases the sound absorption coefficient [51].
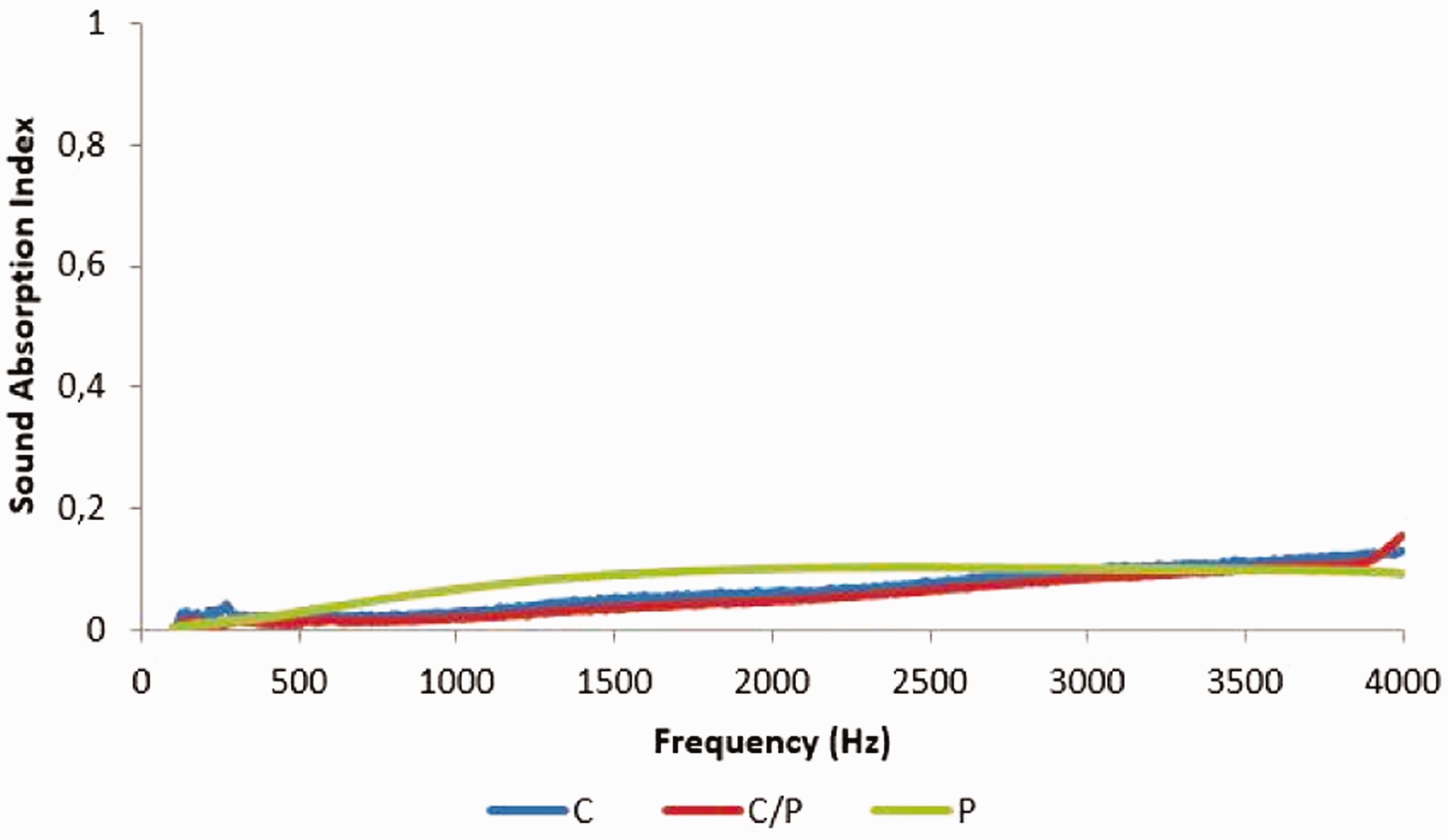
In order to take into account the thickness effect on sound absorption coefficients, a sound absorption index was defined by dividing the sound absorption of each material by its corresponding thickness. The results are presented in Figures 16 and 17. A sharp decrease in values of polyester sample is noticed due to the highest thickness value of the samples, which proves that the thickness of the samples is a principal parameter in determining the sound absorption coefficient. In fact, the thickness of absorbent material is one of the main parameters that influence the absorption performance among others such as fiber length and material porosity [26]. In this context, many works prove that the increase in the material thickness increases its acoustic performances especially for low frequencies [26, 50,52].
Sound absorption index as a function of the sound frequency for the reinforcements.

Sound absorption index as a function of the sound frequency for the composite panels.
Because of the limitations of nonwoven production machine, it is not possible to produce thicker reinforcements. All nonwovens and composites have promising acoustic characteristics in absorption of high-frequency sound waves, especially above 2000 Hz for reinforcements and above 3000 Hz for composites meaning that the manufactured composites can be used in specific applications to reduce the noise emission, such as construction or automotive fields. In addition, the sound absorption efficiency at medium and low frequency can be improved by increasing the thickness as reported in other works [26,50,52].
Conclusion
In this work, cotton, polyester and cotton/polyester wastes are used as reinforcement (in the nonwoven form) to epoxy resin in order to develop composite panels by a vacuum infusion process. The manufacturing includes the preparation of nonwoven fabrics. Mechanical, thermal, and acoustical tests are performed to both reinforcements and composite panels. The evaluation of mechanical analysis indicates that the manufactured composite panels follow the anisotropic behavior of the nonwoven fabrics. The elongation of nonwoven samples is higher in 90° direction due to the fibers tending to be parallel to the tensile force direction. Almost all specimens show similar or higher specific Young’s modulus, specific tensile strength, and impact resistance than those of pure epoxy. Cotton waste/epoxy composite shows a specific Young’s modulus of 3500 MPa/g·cm−3 and specific tensile strength of 38 MPa/g·cm−3.When thermal analysis results are evaluated, it is possible to notice the Tm peak of polyester for both C/P, P fabric and C/P-C, P-C composites. In addition to the characteristic peaks of polyester, the Tg peak of epoxy resin is visible in DSC curves of all composites at about 55°C. In this case, TGA results indicate that although the waste reinforcement fabrics represent the raw material characteristics, the composite materials follow the thermal behavior of the resin. Sound absorption tests show that the manufactured nonwovens ensure promising acoustic performances reaching an average sound absorption coefficient of 0.96 between the range of 2000 and 4000 Hz for P coded nonwoven samples. However, composites show lower sound absorption coefficient compared to their reinforcements. In fact, the addition of the resin to the structure supposes an increase of the mechanical performances while it reduces voids within the structure which results in lower sound absorption performances. All the presented results indicate that these innovative environment-friendly panels can be a promising candidate by replacing 21 to 25 wt% of pure epoxy resin with these reinforcement materials with improved specific Young’s modulus, specific tensile strength, and impact resistance despite the poor fibers/resin interface as well as the sound absorption ability. Thus, application areas can be defined with the current end uses of epoxy resins such as the automotive industry, buildings, and constructions. These panels can have a positive future as they are inexpensive and environment-friendly compared to composites made of virgin fibers or synthetic ones.
Mechanical and acoustic tests performed in this study present the principle loads and characteristics for composites destined for automobile or construction applications; however, supplementary tests can be conducted to further study the performances of these new composites.
Footnotes
Acknowledgements
The authors are grateful for recycling textile industries for offering textile wastes and they would like also to thank Ghofran Hamila, Rihab Abdouli, and Safa Dhifi for their contribution in this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.