
Abstract
This study aims to investigate the natural cellulosic fibers extracted from novel Ziziphus Mauritiana plants. The fibers were treated with alkali solution and epoxy composites were developed for both untreated and chemically modified fibers through hand lay-up process. Physico-chemical and thermomechanical characterization were carried for both untreated and alkali treated Ziziphus Mauritiana fibers through physical analysis, chemical analysis, Thermogravimetric analysis, Fourier transform infrared spectroscopy, X-Ray diffraction test and single fiber tensile test. The alkali treatment facilitates to remove amorphous constituents and improves the crystalline index by 1.31 times, thermal stability by 1.15 times and fiber strength by 1.44 times, which is supported by chemical analysis and Fourier transform infrared spectroscopy analysis. Later, developed Ziziphus Mauritiana composites were analyzed as per ASTM for its mechanical and sound absorption characteristics. The reduction in amorphous constituents after chemical treatment improved the surface roughness in alkali-treated Ziziphus Mauritiana fibers which influenced the bonding behavior. Also it improved the ultimate tensile strength by 2.12 times, flexural strength by 1.38 times and sound absorption coefficient by 1.15 times. Thus, the Ziziphus Mauritiana fibers are potentially suitable for use in lightweight structures.
Keywords
Introduction
The study of environmental awareness has influenced the intensive use of natural fibers and its composites in various versatile applications. Many eminent scientists and researchers are inspired on the usage of natural fibers due to their remarkable properties such as easy availability, low density, cost-efficiency, and environmental compatibility. Moreover, processing of natural fibers does not cause any harmful effect that neither pollutes the environment nor have any negative impact on workers and end-users [1,2]. Natural fibers are used in various structural lightweight applications such as automobile panels, thermal insulators, aerospace, windows, doors, insulating panels etc. [3]. There are other potential applications for natural fibers like dampers to arrest vibration and as acoustic insulators in recording studios etc. Due to the need for eco-friendly materials, there is a quest to identify new resources and explore its potential applications [4,5].
Development of better and sustainable composites involves overcoming some limitations like hydrophobicity and fiber wettability [6]. Various studies reported surface modification techniques such as NaOH treatment, silane, potassium permanganate, benzoyl chloride, plasma treatment, laser treatment, corona treatment etc., emphasized potential modifications on fiber surface to improve its properties and interact to the matrix [7–9].
An investigation of thermal, mechanical and acoustic behavior on alkali-treated palm fiber cementitious composite with varied fiber percentage were studied. The results revealed that 20% of untreated fiber in the composite improved its acoustic behavior but it was lower than the alkali treated 10% fiber content. It was also found that alkali treated fibers showed better mechanical and thermal properties [10]. Another study on alpha fiber-reinforced polyurethane composite reported that 10% of alkali treatment for 5 hours improved its water absorption, mechanical and interfacial properties. It’s acoustic property revealed that alkali-treated alfa fibers reinforced polyurethane composite exhibited better sound absorption coefficient and was directly proportional to increase in fiber percentage, which is due to increase in the interconnections of enlarged cell wall structure of fibers with respect to increase in fiber content [11]. Sumesh et al. investigated the influence of alkali treated sisal/coir reinforcements on epoxy composites and found NaOH treated fibers enhanced the mechanical properties [12]. In another research, effect of alkali treatment in Al2O3 filled sisal/coir epoxy composites were evaluated for its damping behavior. Results stated 5% NaOH treatment on sisal and coir fibers performed better when compared to others [13]. Ismail et al. (2019) studied the vibration, tensile and acoustic properties of hybrid kenaf/bamboo epoxy composites and revealed that the hybridization of 50:50 of kenaf and bamboo improved its overall performance on mechanical, damping and acoustic properties [14]. Munde et al. (2019) evaluated the damping and acoustic behavior of sisal-polypropylene composite by varying fiber percentage. The results revealed, 30% fiber loading increased the natural frequency of the composite and it’s acoustic properties, which also improved with respect to higher weight fraction of fibers [15]. A novel cellulose fiber extracted from Thespesia populnea tree bark was treated with 5% alkali solution. The results showed an enhancement in all physical, mechanical and thermal properties. The removal of amorphous constituents improved the crystallinity index by 1.4 times and it was proved to be a potential reinforcement in polymer matrices [16]. It is always essential to find an alternate resource that is suitable and sustainable for the reinforcement in polymer composites for the beneficial of mankind.
The current work focusses on thermomechanical, physicochemical, and sound absorption behavior of novel fibers extracted from the Ziziphus Mauritiana (ZM) plant stem. ZM trees are spiny, evergreen shrub/small tropical fruit tree species, belonging to the family “Rhamnaceae”. It is widely cultivated in India and largely distributed in China, Southern Africa, Australia and Pacific Islands. ZM is commonly known as Indian Jujube, Chine apple, Masau, Boroi, Kul, etc., It grows up to 15 m high and has a trunk diameter of 40 cm. This fast-growing hardy tree has a medium lifespan and has been naturalized in most of the tropical and subtropical regions across the world. The ZM fruits are consumable and used in beverages, but it is considered as an invasive species in some countries like Fiji and Australia due to its fast growth and invasive nature.
The stems of ZM are collected and retted into fibers. It is then chemically treated with 5% alkali solution and epoxy composites are fabricated for both untreated and chemically modified fibers. Epoxy is chosen as a matrix because it is a common thermoset resin used to make wide range of composite part and structures. The ZM fibers and its developed composites are subjected to physical, chemical, mechanical, acoustics, and morphological characterization for potential use as composite reinforcement.
Materials
Fiber collection and extraction
Ziziphus Mauritiana (ZM) plants were obtained from the southern parts of India. ZM stems were hand chosen according to diameter approximately 1–2 cm and chopped into small lengths (30 cms). They are soaked in water for 40 days to enable easy fiber separation. Later, the ZM fibers are retted by mechanical retting process (the stem was fed in between two rollers). The retted fibers were chopped into small pieces of length 2 cm approximately and then dried in sunlight for 48 hours to eliminate moisture.
Chemical treatment
Alkali treatment was done by immersing ZM fiber in aqueous solution of 5% NaOH for an hour at room temperature. Later, the fibers were neutralized in distilled water and dried at 60°C in a hot air oven for 24 hours. The 5% NaOH treatment is chosen according to the literatures [17–19]. The fiber extraction and composite formation process are presented in Figure 1.

Fiber extraction and ZM composite formation process (a) Ziziphus mauritiana (ZM) plant, (b) Extracted Ziziphus mauritiana (ZM) stem, (c) soaking ZM fibers in water for 40 days, (d) retting of ZM fibers using mechanical retting machine, (e) retted ZM fiber, (f) chopped ZM fibers, (g) 5% alkali treatment, (h) alkali treated ZM fibers, (i) pre prepared mold, (j) mold filled with fiber and resin, (k) developed ZM composite.
Physical and chemical analysis
The diameter of fiber was analyzed by Olympus/BX43 optical microscope. It is very difficult to analyze the diameter of fiber due to its irregular structure. Hence, the diameter was measured at 40 random places for 40 samples and the average value were reported. Pycnometer (toluene) experimentation determines the density of untreated and treated ZM fiber using the equation
The weight % of cellulose is measured using Kushner and Hoffer method. The weight % of hemicellulose is estimated according to NFT 120-008, and the lignin content is calculated according to APPITA P11s-78 standard.
Fourier transform infrared spectroscopy
Fourier transform infrared spectroscopy (FTIR) analyses the functional groups of untreated and alkali-treated ZM fiber. Spectrum two-FTIR spectrometer, Perkin Elmer was used to analyze the spectrum absorbed by ZM samples. The absorbed spectrum was recorded from 4000 cm−1 to 400 cm−1 and compared with the IR spectroscopy table.
X-Ray diffraction analysis
Crystalline index and crystal size of the treated and untreated ZM fiber were studied using X-Ray diffraction test. The test was carried using X-Pert Pro Diffractometer. The diffractograms were recorded from 10° to 80°. Crystalline index and crystal size were calculated using equations (1) and (2).


Thermogravimetric analysis
TGA 4000 of Perkin Elmer was used to analyze the thermal stability of untreated and alkali-treated ZM fibers. A Powdered sample of 10 mg was placed in alumina crucible and kept in the furnace. The analysis was carried out in a controlled environment of nitrogen gas flow 60 ml/min. The rate of change of temperature was maintained at 10°C per minute. The experiment was performed from 30°C to 600°C.
Single fiber tensile test
The ultimate tensile strength of fiber was determined by single fiber tension test. The test was performed using the universal testing machine 5500 R/INSTRON. The samples were tested according to ASTM D3822-07. The testing was done at a strain rate of 0.1 mm/min.
Fabrication of composite
The randomly oriented composites were fabricated using hand lay-up process. A flat, smooth surface was considered and a mold with dimension 300 mm × 300 mm × 5 mm was prepared. LY556, HY951 were used as resin and hardener respectively, at a ratio of 10:1. The molecular weight of epoxy resin LY556 is 320.8 3/mol and hardener HY 951 is 146.238 g/mol. A releasing agent (Silicon spray) was sprayed over the mold, enabling easy separation of composite from the mold. To fabricate the composite, 84.6 grams of fiber was mixed with 396 grams of resin corresponding to 20% fiber volume in the composite using a mechanical mixer. Many literatures stated an optimum of 20 wt% fibers produced better mechanical performance [20–22]. Care was taken to ensure even distribution of fibers in the matrix. The mixture was then poured into mold with care, so that no air bubbles and voids were formed. The setup was let to cure at room temperature for 24 hours. A similar procedure was carried out to fabricate both untreated and treated specimens. The specimens were later set for post-curing in the oven at 80°C for 24 hours.
Mechanical properties
Tensile and flexural properties were studied using servo-universal testing machine (Make/Model: Fuel Instruments & Engineers Pvt. Ltd/UTES-40) with capacity of 400 kN. The tensile test was carried out according to ASTM D 638, with dimensions 165 mm × 19 mm possessing a midspan of 57 mm (dog bone shape). Flexural testing was carried out according to the ASTM D 790 with dimensions 165 mm × 19 mm. Tensile and flexural tests were done at a common strain rate of 2 mm/min. The energy absorbed by specimen was measured using Charpy impact test. The test was carried out according to ASTM D256-10 using Charpy impact testing machine.
Sound absorption co-efficient test
Sound absorption coefficient test was carried out using acoustic impedance tube tester (Absorbency test, Make: Bruel & Kjaer, Denmark & 2716-c) according to ASTM E1050. The samples were 100 mm and 20 mm diameter. The sound absorption coefficient was recorded from 200 Hz to 3500 Hz.
Morphological characterization
Surface parameters of untreated ZM fibers, treated ZM fibers and the fracture surface of the composites were studied using images. The images were captured using Tescan VEGA 3LMU.
Result and discussions
Physical and chemical analysis of alkali-treated and untreated ZM fibers
The density of untreated ZM fiber is 1.132 g/cc and treated ZM fiber is 1.368 g/cc. The diameter of untreated ZM fiber is 570.26 µm, which is 1.54 times higher than the treated ZM fiber (368.53 µm). From Figure 2 (Weibull distribution for diameter of untreated and alkali treated fiber), it is observed that scale value of both untreated and treated ZM fibers are approximately equal to the mean diameter. It is also observed the P value for both untreated and alkali treated ZM fiber is greater than 0.05 which represents null hypothesis (H0). There is no significant difference between the specimens and there is a 95% similarity index for the diameters of both untreated and treated ZM fibers. The diameter of ZM fiber is reduced due to disintegration of excess amorphous content present in the fiber according to equation (3). The removal of hydroxyl group from the fiber forms H2O by combining with another OH group in NaOH [23].


Weibull plot for untreated and treated ZM fiber diameter.
The density of treated ZM fibers increases due to the filling of graft molecules during alkali treatment [24]. The chemical constituents, before and after treatment, are presented in Table 1. The removal of non-crystalline components from ZM fiber increases the ratio of cellulose wt% for alkali-treated ZM fiber compared to untreated ZM fiber. Alkali treatment reduces the non-cellulose/lower molecular weight components such as hemicellulose, lignin, wax, etc. It also enhances the surface roughness leading to better interfacial bonding through increased reaction sites of cellulose and thereby improving the mechanical strength of composites, that are discussed in forthcoming sections. The obtained cellulose contents of ZM fibers are higher than Catharanthus roseus and Parthenium hysterophorus [4,8], while it is lower than Banyan tree aerial root and Thespesia Populnea [25]. Post alkali treatment, there is a reduction in moisture content due to the removal of hydroxyl group by NaOH, which reduces its hydrophilic nature [4,26]. The comparative study on chemical constituents of ZM fiber with other natural fibers are shown in Table 1.
Properties comparison of Ziziphus mauritiana fiber with other natural fibers.

Fourier transform infrared spectroscopy analysis of alkali-treated and untreated ZM fibers
Fourier transform infrared spectrograms of untreated and alkali-treated ZM fiber are shown in Figure 3. As Inferred from the spectrograms, it can be seen that alkali treatment has removed considerable amount of amorphous content such as excess cellulose, hemicellulose, lignin, pectin, wax, etc., enabling the infrared spectrum to penetrate further into NaOH treated ZM fiber. This increases the surface roughness of fiber and thus improving the interlocking between matrix and the fiber. The first transmittance peak is observed around 3318 cm−1 represents the O-H stretching that belongs to α-Cellulose [24]. The second peak around 2885 cm−1 represents C-H stretching belonging to methyl group, shows the presence of wax and it is observed that the transmittance % is more in alkali treated fiber. Thus, confirms the removal of non-polar substance [34]. The third intensity peak at 1602 cm−1 corresponds to the presence of pectin and hemicellulose components, represented by the stretching of C = O [35]. The next consecutive peak at 1411 cm−1 and 1238 cm−1 corresponds to the symmetric bending of CH2 and stretching of CO-, which is due to the vibrations of acetyl groups present in lignin and hemicellulose. Whereas, the peaks at similar range is absent for alkali treated ZM fiber due to disintegration of lignin and hemicellulose [34]. The transmittance peak at 1029 cm−1 corresponds to bending vibration of C-H and C-O due to aromatic rings in poly saccharides [36]. The last peak at 552 cm−1 is due the bending of C-OH. From the FTIR spectrograms, it is observed that penetration of IR rays in alkali treated ZM fibers are higher when compared to untreated fibers because of removal of more impurities and amorphous constituents.

FTIR spectrograms of alkali-treated and untreated ZM fibers.
X-Ray diffraction analysis
From the X-Ray diffractograms, two intensity peaks are observed in the range of approximately 16° and 21° at 1 0 1 and 2 0 0 planes respectively as shown in Figure 4. It represents the presence of amorphous content and alpha-cellulose [37,38]. The untreated sample shows two intensity peaks at 16.21° and 21.76° respectively, while treated ZM fibers show intensity peaks at 16.19°and 21.94°. The crystalline index CI for untreated and treated ZM fiber is 31.70% and 41.81% respectively which is calculated using equation (1). The rise in the crystallinity index is due to the reduction of amorphous constituents by chemical treatment. Thus, there is an increase in the ratio of crystalline content compared to amorphous content [25]. Crystal size of untreated and treated ZM fiber were 43.5 nm and 33.9 nm respectively, which is calculated according to equation (2). There is 1.28 times reduction in crystal size due to alkaline treatment. The reduction in crystal size influences tight packing of crystals and prevents the moisture penetration when compared to untreated ZM fibers, thus reducing the hydrophilic nature of ZM fiber. The comparative study of crystalline index of ZM fiber with other natural fibers are presented in Table 1.

X-Ray diffractograms of alkali-treated and untreated ZM fibers.
Thermogravimetric analysis
Thermograms and the derivative curves of alkali-treated and untreated ZM fibers are shown in Figure 5(a) and (b). An initial weight loss of 7.3% is seen at the range of 30°C to 102°C in untreated ZM fiber while for treated ZM fiber a minor weight loss of 3.1% is observed from room temperature to 107°C. This weight loss is mainly due to moisture caused by structurally bonded water molecules [39]. The next stage of weight loss is observed from 203–248°C and 207–259°C with a weight loss of 11% and 7% in untreated and treated ZM fibers respectively, which is due to the degradation of amorphous contents and cellulose linkages [38]. The final stage of degradation occurs due to decomposition of α-cellulose at range of 257–369°C and 271–383°C with a weight loss of 55% and 46% for untreated and treated ZM fibers respectively. From the DTG graphs Figure 5(b), degradation temperature range increases in the case of treated ZM fiber due to the removal of amorphous constituents on chemical treatment. At 600°C, char residue for untreated and treated ZM fibers are 28% and 40% respectively. The char residue for alkali-treated ZM fibers are higher due to enhancement in the ratio of α-cellulose%. The obtained char residue values are superior than that of Tridax procumbens fibers and Catharanthus roseus fibers [4,24].

(a) Untreated ZM fiber, (b) alkali-treated ZM fiber.
Single fiber tensile test
Figure 6(a) shows the Weibull distribution plot for all tensile tested samples of untreated and alkali treated ZM fibers. It is observed that the P value of both untreated and treated ZM fibers are greater than 0.05 which shows H0 (null hypothesis) and states there is no significant difference between the samples of both untreated and treated ZM fibers. Tensile stress-strain curves of untreated and alkali-treated ZM fiber is shown in Figure 6(b). The ultimate tensile strength of both untreated and alkali-treated ZM fibers are 32 ± 3.1 MPa and 47 ± 2.4 MPa respectively. The tensile modulus of untreated ZM fiber is 0.695 GPa and treated ZM fiber is 1.211 GPa. The increase in tensile strength was due to the disintegration of excess amorphous content by means of alkali treatment [40]. From Figure 6(b), the declined strain rate for alkali-treated fiber is due to increase in stiffness as a result of increase in crystalline content caused by the alkali treatment which is confirmed from XRD analysis [41].

(a) Weibull plot for single fiber tensile strength, (b) single fiber tensile test of alkali-treated and untreated ZM fibers.
Mechanical properties of alkali-treated and untreated ZM fibers-based epoxy composites
The mechanical properties of all tested specimens of ZM composites are presented in Table 2.
Mechanical properties of all tested ZM composites.

Tensile properties
The tensile strength and modulus of untreated and treated ZM composites are shown in Figure 7(a) and (b). The untreated ZM composite exhibits an ultimate tensile strength of 25.89 MPa with a tensile modulus of 0.658 GPa. Whereas, alkali-treated ZM composite shows an ultimate tensile strength of 55.08 MPa with tensile modulus of 1.83 GPa. It is observed there is 2.12 times increase in tensile strength and 2.78 time increase in tensile modulus. The alkali treatment disintegrates excess amorphous content and increases the surface roughness of fibers which influences to form good bonding between matrix and fiber, as shown in SEM image Figure 7(d) [42,43]. This attributes a good stress transfer from matrix to fibers and the consecutive reinforced fibers thereby minimizes the stress concentration in the matrix [44]. The untreated tensile specimen in Figure 7(c) shows fiber pullout during tensile load because of improper bonding, which is due to low wettability of fiber with the matrix.

(a)Tensile strength of untreated and alkali-treated ZM composites, (b) tensile modulus of untreated and alkali-treated ZM composites, (c) untreated ZM – tensile tested epoxy composite, (d) alkali-treated ZM – tensile tested epoxy composite.
Flexural properties
The ultimate flexural strength and modulus of untreated and treated ZM fibers are shown in Figure 8(a) and (b). The untreated ZM composite exhibits flexural strength of 43.07 MPa and flexural modulus 4.986 GPa. Whereas, treated ZM composite shows flexural strength of 59.48 MPa and flexural modulus 7.496 GPa. The flexural strength of alkali-treated ZM composite is 1.38 times higher than untreated ZM composite. Enhancement in flexural strength and modulus is due to increase in brittleness caused by chemical treatment. The removal of hydroxyl groups, wax and amorphous compounds enhanced interfacial bonding between the fiber and matrix [45,46]. When flexural load is applied, the top surface of specimen experiences a compressive load and the lower surface experiences tension. In case of alkali-treated ZM composite, improvement in flexural strength is due to better bonding of fiber with the matrix caused by increased surface roughness, as it forms interlocks with matrix during fabrication which is evident from SEM image Figure 8(d) [47]. The randomly oriented fiber transfers flexural load from matrix to fibers and dissipates the load to adjacent fibers. From Figure 8(c), untreated flexural specimen shows fiber pullout and tear due to poor bonding. Figure 8(d) shows that there is a good stress transfer from matrix to fiber due to enhanced interaction, which is evident from the crack growth in matrix to fiber.
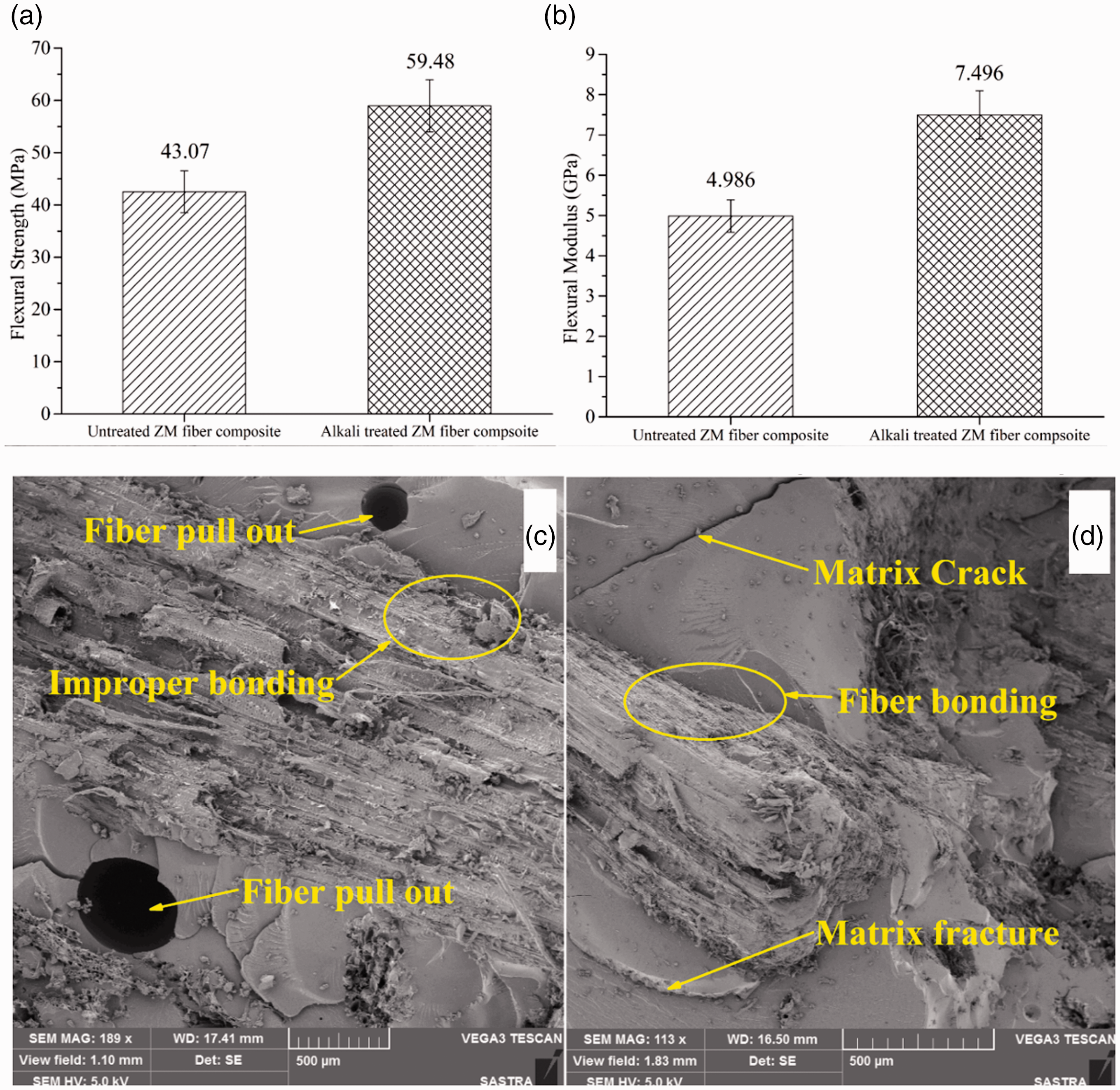
(a) Flexural strength of untreated and alkali-treated ZM composites, (b) flexural modulus, (c) untreated ZM – flexural tested epoxy composite, (d) alkali-treated ZM – flexural tested epoxy composite.
Impact properties
Impact property determines the toughness of composite, which is the study of its ductile and brittle nature. Energy absorbed by composite is governed by various factors like toughness of the composite, interfacial bonding and by friction occurring during the fiber pullout from matrix [48,49]. Energy absorbed by each composite is presented in Figure 9(a). The Untreated ZM composite absorbs 6.96 joules, which is 1.63 times higher than alkali treated ZM fiber. It is found that untreated ZM composite performs better by absorbing more energy compared to alkali treated composite due to reduced stiffness of reinforcements in the composite.
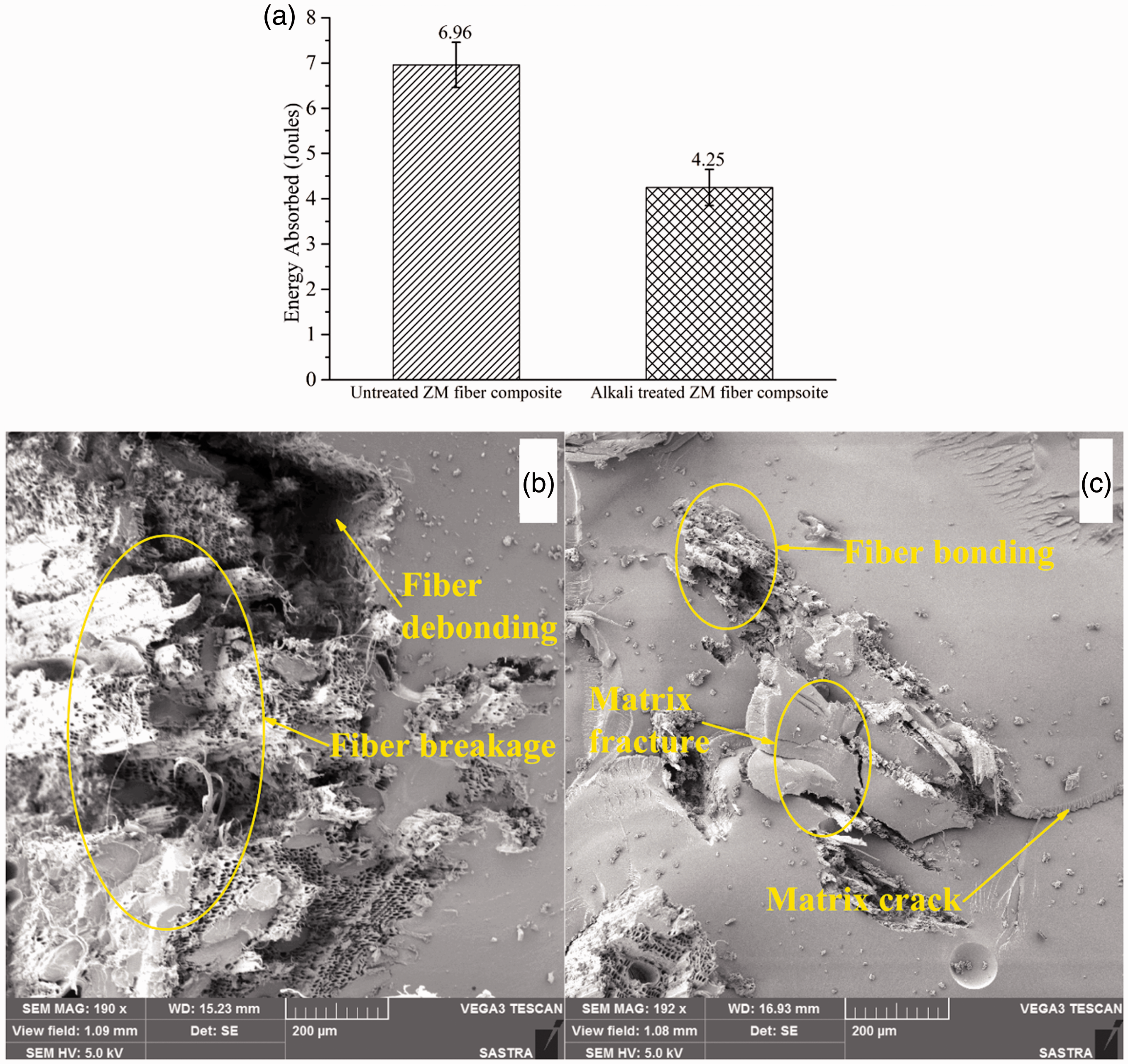
(a) Energy absorbed during impact by untreated and alkali-treated ZM composites, (b) untreated ZM impact tested epoxy composite, (c) alkali-treated ZM impact tested epoxy composite.
As discussed, surface roughness of alkali treated ZM fiber forms a better interfacial bond with the matrix, restricting fiber pullout which increases the stiffness of composite. Secondly, energy absorbance of untreated ZM composite is higher when compared to chemically modified ZM fiber due to lower toughness governed by lower density of the fiber. It is observed that there is a good transfer of stress from matrix to the fibers leading to reduced crack growth and increased damping [50,51]. From SEM image Figure 9(b), it is observed that untreated ZM fiber shows fiber debonding and breakage due to absorption of impact force. While, the alkali treated ZM composite Figure 9(c), shows there was quick crack growth leading to failure because of increased bonding and brittleness in the fiber. A comparative study on mechanical properties of ZM composite with other composites are presented in Table 3.
Comparison on mechanical properties of ZM fiber composites with other natural fiber composites.

Sound absorption co-efficient test of alkali-treated and untreated ZM fibers-based epoxy composites
The sound absorption coefficient of untreated and alkali-treated ZM fiber epoxy composite are measured using an impedance test tube. Sound absorption coefficient (α) are governed by various factors like cross section of cell wall, cell wall structure and interconnectivity of the cell walls. It is difficult to assess the α of natural fiber composites as its properties are governed by the above phenomenon [59]. Figure 10 shows the sound absorption co-efficient values of alkali-treated and untreated ZM composites which is low from 400 Hz to 750 Hz. Sound absorption coefficient of alkali-treated ZM fiber is 0.344, which is higher than that of untreated ZM composite (0.298). It is found that the sound absorption of alkali-treated ZM composite is 1.15 times efficient than untreated composite. The improvement in efficiency is due to increase in cross section of cell wall size and the interconnection of cell wall structures in the fibers present in composite. Sound waves hitting the composite are dissipated to the interconnected cell wall structures of reinforced fiber [10,14]. Thus, amplitude of sound waves are dropped by dispersing them through the interconnected hollow cell structure that creates a damping effect and enhances the sound absorption coefficient [11,15].

Acoustic impedance test of alkali-treated and untreated ZM fibers based epoxy composites.
Morphological analysis
The Surface of untreated and alkali-treated ZM fibers are shown in Figure 11(a) and (b). The alkali treatment has removed a considerable number of amorphous constituents from the fiber, subsequently increasing its surface roughness as shown in Figure 11(b). The surface roughness of untreated ZM fiber is 23.65 Ra, which is 1.54 times lower than alkali-treated ZM fiber (36.46Ra).
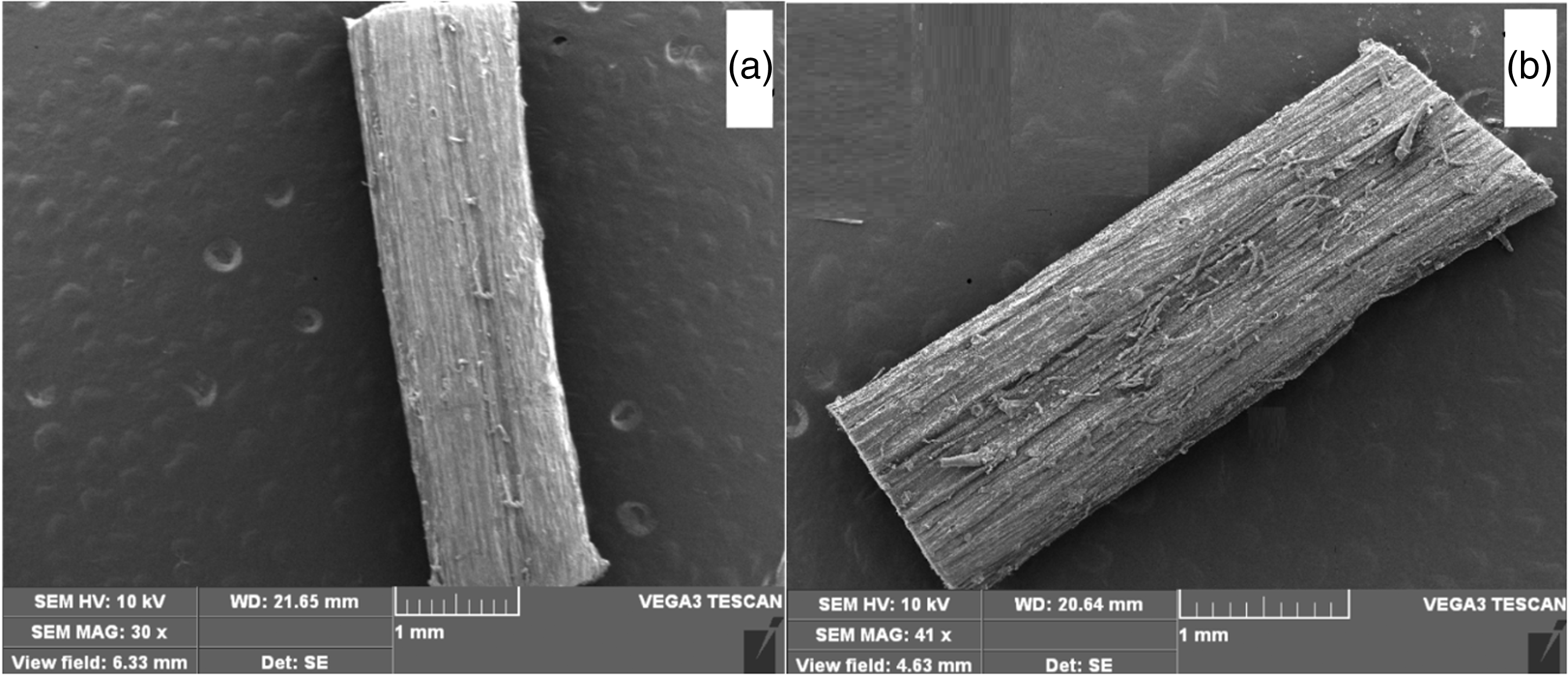
(a) Untreated ZM fiber, (b) treated ZM fiber.
Conclusions
The properties of treated and untreated ZM fibers and its composites were discussed in the present study and following conclusions were drawn. NaOH treatment reduced the diameter of ZM fiber with increased density indicating the removal of hydrophobic constituents from its surface and the same can be inferred from the chemical and FTIR analysis. Crystalline size decreased from 43.5. nm to 33.9 nm with alkali treatment as confirmed by XRD analysis. The tensile strength of the alkali-treated ZM fiber increased 1.46 times than that of the untreated ZM fiber. The thermal stability of alkali-treated ZM fiber showed higher stability with a char residue of 40%. Mechanical properties, namely ultimate tensile strength, flexural strength, and energy absorbed during impact was higher for alkali-treated ZM fibers compared to the untreated one. The sound absorption coefficient was 0.344 for alkali-treated ZM fiber composite and 0.298 for untreated ZM fiber composites. Morphological characteristics showed better surface roughness on the surface of alkali-treated ZM fiber due to removal of unwanted constituents leading to better mechanical behavior of the so developed composites; this was mainly due to the better bonding of the alkali-treated ZM fiber with the matrix.
Thus, from the results, it is concluded that the alkali-treated ZM fibers and its composites could be effectively used in sound insulation and lightweight medium load applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project was funded by the Deanship of Scientific Research (DSR) at King Abdulaziz University, Jeddah, under grant no. KEP-74-130-38. The authors, therefore, acknowledge with thanks DSR for technical and financial support.