
Abstract
Eight different 3D weft-knitted fabrics, consisting of outer, binding, and inner layers, were designed and produced on E20 and E28 circular weft-knitting machines. First, in the outer layer, high molecular weight polyethylene multifilament yarns and steel wire (0.05 mm diameter), twisted with high molecular weight polyethylene multifilament yarns, were used because of their exceptional properties to resist the mechanical risks. Second, in the inner layer, hydrophobic polyester spun yarns were chosen for their suitability to be used in contact with skin. Finally, in the binding layer, synthetic elastic textured polyamide yarns were used to connect the outer and inner layers. Following the standard EN 388, diverse tests were conducted to determine the resistance of the developed 3D weft-knitted fabrics to mechanical risks, i.e., circular blade cut, puncture, abrasion, and tear. The analysis showed that the quantity of steel wire in knitted structure highly influences circular blade cut and abrasion resistance, and moderately influences tear resistance for all the investigated knitted fabrics. While a strong positive correlation between the quantity of steel wire and the puncture force was defined only for 3D fabrics knitted on an E20 circular weft-knitting machine. The findings of the research lead to the conclusion that the designed 3D weft-knitted fabric structures, where the outer layer ensures protection against mechanical risks, while the inner layer is designed for contact with skin, provide complex protection against diverse mechanical risks.
Keywords
Introduction
The problems connected with the protection of human health and life in the work environment are a current research topic in many research centers. One of them is the development of protective clothing and the search for new technological and structural solutions in the processes of their manufacturing [1]. Mechanical hazards such as cuts, punctures, or abrasion due to high friction are considered to be the most dangerous environmental effects on the health of people working in high mechanical risk areas. Protection of the body against the severity of the work environment is the top priority [1–4], because the adverse effects of the environment can cause irreparable damage to human health or may even cause death. In general, the main types of cut hazards are sharp edge cuts, abrasive cut hazards, and puncture cutting by sharp-tipped objects [3,5,6].
To reduce the negative effect of cut and puncture hazards, workers in such industrial workplaces as metalworking, food processing, industrial papermaking, and others commonly wear personal protective equipment (PPE), such as protective gloves, sleeves, etc. [2,4,6–8].
Protective gloves make the physical barrier between the hazard and the skin, therefore, they are the most effective protection solution for reducing accidents in the workplace [2,8]. Protective gloves are suited for a specific type of risk and can help to prevent injuries, however, the thickness of protective material can significantly reduce work performance by affecting tactile sensitivity, dexterity and hand movement. Cut-resistant sleeves are often made of blended para-aramid, cellulose, and glass fibers; therefore, respirable fiberglass fibers could shed and that could cause skin irritation, it is even required to wear a long-sleeve cotton shirt underneath the sleeves [9]. These are the main reasons why workers do not wear protective gloves, sleeves, or other PPE [10,11]. There is a real need for the development of flexible protective materials without compromising their comfort in different working conditions [12]. These mechanical resistant materials should not only provide protection, but also be comfortable to wear next to the skin in the long term. Possibility for contact with the skin is one of the most important parameters that should be taken into account when designing flexible protective textile materials to protect against various types of mechanical risks.
There are a number of commercial stab and slash resistant fabrics available which are polymer-coated or film-laminated woven fabrics, high yarn count woven fabric, high strength yarn woven fabric, multiple layers of textile materials, etc. [2,3,5,6,13–15]. However, coating and stacking multiple layers considerably changes the areal weight, permeability, and formability of the fabric [16,17]. Significant progress has been made in improving PPE, in particular through intensive research in materials science [18,19]. Materials usually used in PPE are high-performance fibers like glass, carbon, aramid, and ultra-high molecular weight polyethylene (UHMWPE) because of their high tensile strength and toughness that assure high resistance to mechanical impact such as cutting, slashing, stabbing, or abrasion [12–14,16,17,19–21]. So, the desired properties of the protective materials can be achieved using proper textile raw materials, structure, and special finishing treatments [1,16], while required comfort properties and flexibility could be achieved by blending protective yarns with conventional yarns, like polyester (PES) or polyamide (PA), and using knitting method which offers considerable advantages in terms of flexibility and versatility producing the contoured PPE [5,7,8,11,12,16,20].
Cut resistance and wearing performance has still not reached equilibrium [19]. Background research revealed that cut resistant fabrics were more often made from knit structures due to their low weight and greater flexibility [12,16], better fit given by increased formability and the possibility to use high performance yarns [7,11]. The potential and the use of knitted fabrics for technical applications are documented throughout the literature [7,11,12,16,17]. Fangueiro et al. [12] developed single-layer weft-knitted fabrics to be used for cut and puncture protective clothing. Knitted fabrics have been produced using UHMWPE, para-aramid, high tenacity PES, polypropylene, and PA. According to the results, it was proposed to use a UHMWPE single layer moss tuck stitch structure for protective clothing. Memon et al. [16] measured the cut index, abrasion, and puncture resistance of some composite Kevlar and polyethylene single jersey weft-knitted fabrics produced on a flat knitting machine. The results showed that composite samples (Kevlar/PE) have a higher cut resistance index compared to pure Kevlar. Mollaei and Ahmadi [17] produced single layer weft-knitted fabrics using para-aramid and UHMWPE flat filament yarns. Using plating technique fabrics were designed so that UHMWPE yarn was mainly positioned in the technical face and para-aramid in the technical back of the fabric.
The performance of knitted fabric depends not only on the strength of the constituent materials, but also on the internal structural geometry [7]. Single layered knitted fabrics provide insufficient cut resistance, which emerged the idea of stacking multiple layers [16] or to design double layered and 3D knitted structures for protective clothing [1,13,22–27].
Weft-knitting is the most common type of knitting in the clothing industry [7,28]. Weft-knitting machines can produce fabrics using many high-performance fibers such as glass, metals, para-aramid, UHMWPE, and others. Weft-knitting machines with two sets of needles can create two individual layers of fabric held together by tucks [7]. Alpyildiz et al. [13] developed a new double-face knitted structure manufactured from para-aramid fibers in back and front faces. Double-face fabric can be explained as if double fabrics were knitted separately and then connected by tuck stitching a binding yarn on the front and back beds. Govarthanam et al. [20] developed the slash and cut resistant two-layer knitted material for the police, armed forces, children, and the public, that is lightweight, comfortable, and efficient, and can be used for long periods. Weft-knitting technique was utilized to design two-layer resistant fabrics from aramids, UHMWPE, and polybenzoxazole when different yarns were used on different faces.
However, there is a lack of studies concerning the comfort properties of materials designed to protect from mechanical hazards. Mielicka et al. [1] designed three-layer weft-knitted structures, where fabrics with two layers were combined by a middle layer formed of PES monofilament yarn. The top layers were made of meta-aramid and antistatic yarn, whereas the bottom layers—of natural and man-made yarns (meta-aramid, viscose FR, modacrylic Protex, cotton, and wool), to improve the physiological comfort. Ertekin and Ertekin [8] created double layered fabrics using a plating technique with a selection of para-aramid fibers in the technical face and PES in the backside.
So, to enhance the comfort characteristics of the protective materials and assure a high level of protection against cutting, abrasion, etc., 3D weft-knitted materials can be produced using high performance yarns (para-aramid, meta-aramid, UHMWPE, etc.) and yarns having higher comfort properties (PES, etc.). The main advantage of 3D weft-knitted fabrics is the possibility to use different raw materials in different layers, thus giving complex properties to the material. Using this knitting method, protective materials that have not only a high degree of protection but also are suitable for contact with skin can be produced.
The main goal of this research was to design and produce 3D weft-knitted fabrics, which are suitable for contact with skin, to investigate their resistance to mechanical hazards, i.e., circular blade cut, puncture, abrasion, tear, and to determine the influence of the quantity of steel wire (SW) in the 3D weft-knitted structure on the mechanical impact and the level of protection.
Materials and methods
Knitted structures
In order to prepare the 3D knitted fabrics, consisting of outer, binding, and inner layers, to protect against mechanical risks and be suitable to wear next to skin, eight different materials were designed and produced on E20 and E28 circular weft-knitting machines.
Figure 1 shows knitting structure of the 3D weft-knitted fabric. This structure was chosen because of its ability to separate the functional layers in the knitted fabric: the outer, i.e., protective, layer which ensures protection against mechanical risk and the inner layer which is suitable for contact with skin.

Knitting structure and sample of the 3D weft-knitted fabric.
For this study, high molecular weight polyethylene yarns (HMWPE), SW, and conventional yarns, i.e., PA and PES, were selected (Table 1). In the outer layer, designed to protect against mechanical risks, HMWPE multi-filament yarns (22.2 tex, 120 filaments) and 0.05 mm diameter SW twisted with HMWPE (SW+HMWPE) in the S direction (100 m−1) were chosen because of their exceptional properties to resist mechanical risks. In the inner layer, designed to be used directly next to skin, hydrophobic PES spun yarns (Coolplus®, 20 tex), showing the most suitable characteristics in contact with skin, were selected. In the binding layer, synthetic elastic textured PA yarns (3.2 × 2 tex, 10 filaments) were used to connect the outer and inner layers.
Combinations of yarns in layers.

The view of the investigated 3D weft-knitted fabrics is presented in Figure 2.

The view of the investigated knitted fabrics: outer layer (a) and inner layer (b) where X is the third number of the symbol (inner layer seems the same).
Each of the investigated 3D weft-knitted fabric has a specific symbol, related to its structure: The first number indicates machine gauge: E20 and E28. The second number indicates that only one layer, i.e., outer, is designed to protect against mechanical risk. The third number indicates yarns used in the outer, i.e., protective, layer: 0—without SW+HMWPE, i.e., HMWPE is knitted in every single course; 2V − SW+HMWPE is in every second wale (vertical); 2H – SW+HMWPE is knitted in every second course (horizontal); 2 − SW+HMWPE is knitted in every single course.
Testing methods
The 3D weft-knitted fabrics were tested for physical characteristics and mechanical resistance properties. All of the developed knitted fabrics were conditioned for 24 h under standard conditions (temperature T = 20°C ± 2°C; relative humidity φ = 65% ± 2%) prior to the experimental procedures (EN ISO 139:2005 [29]).
The following structural parameters of the 3D weft-knitted fabrics were determined in the same standard atmosphere as stated in EN ISO 139:2005 [29] in accordance with the related standards: EN 14971:2006 (number of stitches per unit of length and unit area) [30]; EN ISO 5084:2000 (thickness t) [31] and EN 12127:1999 (mass per unit area W) [32]. The results of these measurements are averages from the values of five samples.
The density D of 3D weft-knitted fabrics was calculated using the following equation (1) [26]
The detailed structural parameters of the 3D weft-knitted fabrics are presented in Table 2.
The structural parameters of the 3D weft-knitted fabrics.

CPC: courses per centimeter; WPC: wales per centimeter.
The percentage of raw materials RM (Figure 3) for each 3D weft-knitted fabric was defined by using 100 × 100 mm size specimens. An equal number of repeat of patterns were unravelled from each layer of specimen, i.e., outer, binding, and inner, separated by raw material (SW, HMPWE, PA, and PES) and weighed using electronic laboratory weighing scales. The percentage of raw materials RM was calculated by the following equation (2)

The percentage of raw materials.
The quantity of SW (g/m2) was calculated based on the percentage of raw materials and the mass per unit area W.
Circular blade cut, puncture, abrasion, and tear resistance tests were conducted to determine the resistance of 3D weft-knitted fabrics to mechanical risks in accordance with EN 388:2003 [33]. All these experiments were carried out in a standard atmosphere for testing (T = 23°C ± 2°C, φ = 50% ± 5%) [33].
Cut resistance of 3D weft-knitted fabrics was measured by a circular blade cut resistance tester SATRA STM 611 and performed on two specimens (60 × 100 mm). Each specimen was clamped on a conductive material and cut by a counter-rotating blade, which moved with an alternating motion under a 5 N load. A counter of a tester recorded the number of cycles until the sample was cut. Five cuts were performed on each sample. To take the sharpness of the circular blade into account, a control specimen (Cn) from a cotton canvas (60 × 100 mm) was tested before and after testing the specimen. A cut resistance index I was calculated by the following equations (3) to (6) [33]




Cut resistance index I values of the 3D weft-knitted fabrics.
The puncture resistance experiment was evaluated by using a Zwick/Roell (Z050) tester on four specimens (40 × 40 mm) to define the force required to break through samples with a standard puncture needle. The test was conducted at a test speed of 100 mm/min.
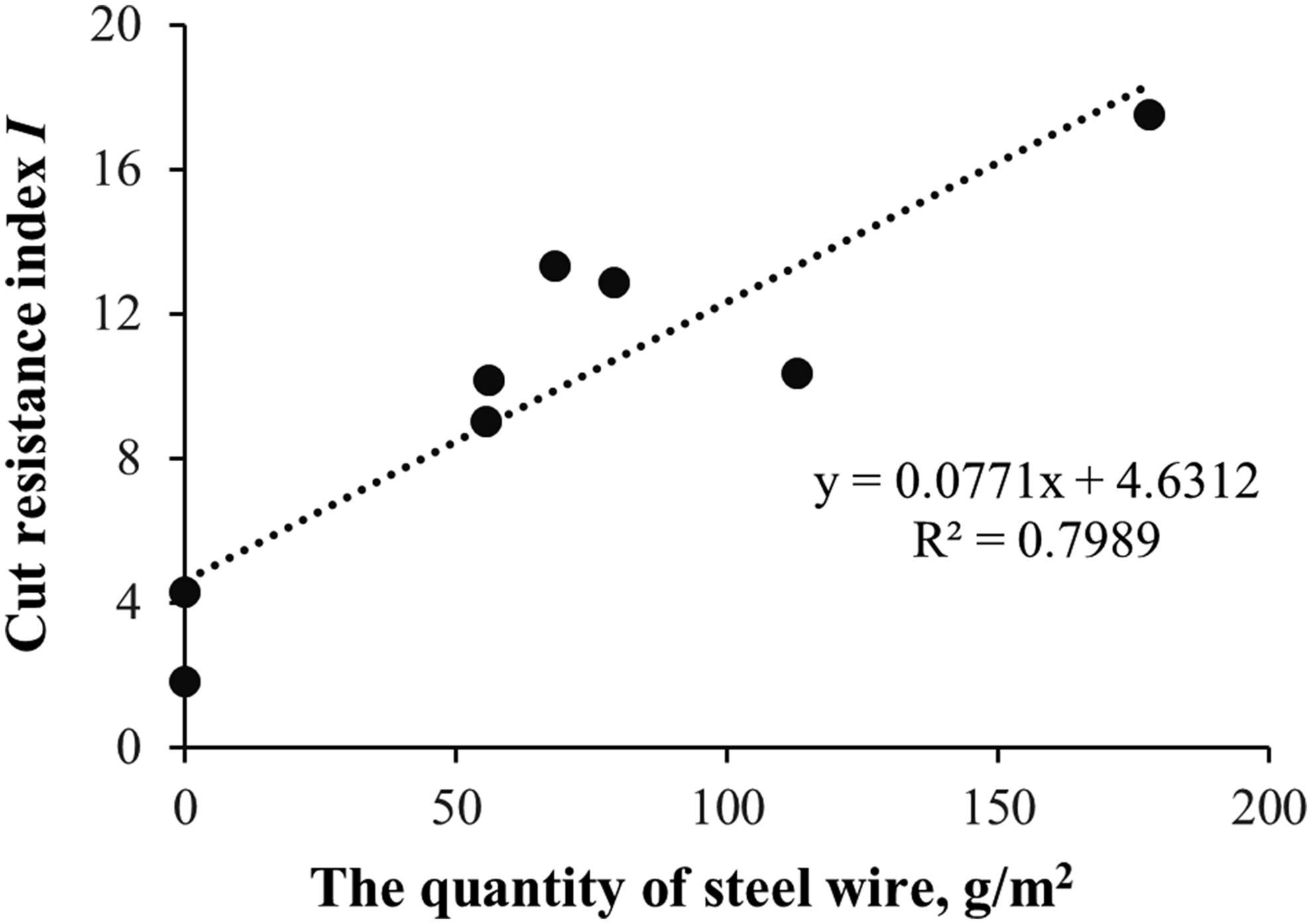
Dependence of cut resistance index on the quantity of steel wire in 3D weft-knitted fabric structure.
The resistance of the knitted fabrics to abrasion was evaluated by a Martindale abrasion machine SATRA STM 633. Four circular specimens of knitted fabric (38 mm diameter) were abraded under 9 kPa pressure using an abrasive paper (grit 180, grain type—aluminum oxide) until a hole was worn through the test specimen. The double-sided adhesive tape was used to provide adhesion of the sample during the test. To capture the most accurate number of cycles when a hole was made in the tested knitted fabric during the abrasion test, specimens were checked at more frequent intervals than those specified in the standard, i.e., without achieving the required performance level.

Puncture resistance test results (coefficient of variation CV = 1.35%–4.15%).
Tensile tester SATRA STM 566 was used to define the force necessary to propagate a tear in a rectangular specimen slit halfway along the length of the 3D knitted fabrics. Four trouser-type samples (100 × 50 mm) with an incision in the longitudinal direction of the sample (25 mm from the edge) were measured, i.e., two samples were cut in course direction and two in wale direction. The test was conducted at a test speed of 100 mm/min.

The relationship between puncture force PR and the quantity of steel wire in 3D weft-knitted fabric structure.
All of the performance levels of the circular blade cut, puncture, abrasion, and tear resistance tests were assessed following the EN 388:2003 standard (Table 3). All of the results are supported by basic statistical analysis.
EN 388 performance levels classification [33].

Results and discussion
Circular blade cut resistance
The results of the circular blade cut resistance test are presented in Figure 4.
The lowest blade cut resistance index I value (1.83), complying with the 1st performance level was obtained by 20E-1-0 knitted fabric, produced using HMWPE multifilament yarns in the outer layer. In the outer layer, using SW, twisted with HMWPE (SW+HMWPE), i.e., 20E-1-2 knitted fabric, cut resistance I index (10.36) is 5.66 times higher than that of the knitted fabric without SW in its structure, i.e., 20E-1-0, and cut resistance index I complies with the fourth performance level. The main factor that caused the difference in these results was SW used in the knitted structure, which consists of 27% raw material in 20E-1-2 knitted structure. Comparing the structural parameters of these 3D weft-knitted fabrics, it was identified that due to the quantity of the SW in the 20E-1-2 knitted structure, the mass per unit area W and density D increased by 24% and 14%, respectively, in comparison to the 20E-1-0 knitted fabric. Such tendency is even more pronounced, while analyzing the circular blade cut resistance, I index values of 28E-1-0 and 28E-1-2 knitted fabrics. When using SW twisted with HMWPE in the outer layer, cut resistance I index is 4.07 times higher than the I index of the fabric knitted without SW in its structure. Comparing the structural parameters of these fabrics, it was determined that SW in the 28E-1-2 structure is the primary reason of 62% and 43% higher mass per unit area W and higher density D, respectively.
Looking at cut resistance index I values of 20E-1-X and 28E-1-X, it was determined that the 28E-1-X group achieved 1.31-2.35 times higher cut protection performance level than the 20E-1-X knitted fabrics group. Comparing the structural parameters of these knitted fabrics, the percentage of SW in them is very similar (Figure 3), i.e., 20E-1-2 knitted fabric consists of 27% of SW, whereas 28E-1-2 knitted fabric consists of 25% of the SW in the structure, however, the quantity of SW in grams per square meter differ. Based on the determined cut resistance I values of all the investigated 3D weft-knitted fabrics, it can be concluded that the primary factor of higher protection of the knitted fabrics is due to the quantity of SW in the knitted structure. Thus, a larger quantity of SW in the knitted structure leads to the higher protection against cutting. This fact is proved by the dependence of the cut resistance index on the quantity of SW (Figure 5). The coefficient of determination (R2) is 0.80, showing the presence of correlation between cut resistance index I and the quantity of SW in the knitted structure.
Analyzing cut resistance index I values of X-1-2V and X-1-2H knitted fabrics, in which SW+HMWPE is in every second wale (X-1-2V) or is knitted in every second course (X-1-2H), due to a margin of errors, no significant effect was observed for higher cut resistance property of these knitted fabrics, especially in 28E-1-2V and 28E-1-2H sample cases (Figure 4). Nevertheless, when comparing cut resistance indexes’ I values of X-1-2V, X-1-2H, and X-1-2 knitted fabrics, it was observed that using a smaller percentage of SW in the knitted structure, i.e., using 13%–15% of SW in the knitted structure instead of 25%–27% (Figure 3), a sufficiently good protection against cutting can be achieved as well. 20E-1-2V and 20E-1-2H fabrics cut resistance I indexes values are just 2%–13% lower than that of the 20E-1-2 knitted fabric, 28E-1-2V and 28E-1-2H cut resistance I indexes are 24%–26% lower than 28E-1-2 knitted fabric. When designing protective knitted fabrics against cut related injuries, the desired protection level should be considered, using smaller percentage of SW in the knitted structure, sufficient protection against cutting can be achieved as well but knitted fabric has a lower mass per unit area and thickness. These structural parameters are important when evaluating wearing comfort.
Five out of the eight investigated 3D weft-knitted fabrics comply with the high, i.e., fourth (highest being the fifth) cut resistance performance level, which leads to the conclusion that the designed 3D weft-knitted fabrics, wherein the outer layer HMPWE or SW twisted with HMPWE is used, while the inner layer is designed for contact with skin because of hydrophobic PES, are suitable to protect against cut risk.
Puncture resistance
The results of the puncture resistance of the 3D weft-knitted fabrics are shown in Figure 6.
Among all of the 20E-1-X knitted fabrics the highest puncture resistance force was registered in 20E-1-2 knitted fabric (PR = 180.50 N) with the largest quantity of SW in its structure. The correlation between the quantity of SW and puncture force can be described by linear equation with very high coefficient of determination (R2 = 0.96) (Figure 7), meaning that the quantity of SW in the knitted structure is the primary factor leading to a higher puncture resistance in fabrics knitted on an E20 circular weft-knitting machine. Therefore, 20E-1-2 knitted fabric with the largest quantity of SW in its structure is the most resistant to puncture risk out of all of the investigated 20E-1-X knitted fabrics.
Comparing the test results between 28E-1-X fabrics, the highest puncture force was registered in 28E-1-0 fabric (PR = 245.50 N) without SW in its structure. A correlation between the quantity of SW and puncture force of 28E-1-X was not determined due to a margin of errors (Figure 6). Even though the influence of the quantity of SW to the puncture force could not be determined in the 28E-1-X fabrics, they comply with the highest puncture resistance level, i.e., the fourth level, in accordance with EN 388:2003. Based on this, it can be stated that all of these 3D weft-knitted fabrics with or without SW in their structure provide the highest level of protection from puncture hazard.
The investigation of the puncture resistance of the 3D weft-knitted fabrics showed that the knitted fabrics of group 28E-1-X are 31%–80% more resistant to puncture hazard than 20E-1-X fabrics (Figure 6) due to a higher stitch density, thickness and a larger quantity of SW in the knitted structures.
Comparing the puncture curves of 20E-1-0 and 28E-1-0 fabrics, knitted without SW in their structure, from the Figure 8(a) it can be seen that the mode of puncturing is similar. The main difference is the magnitude of force: more force and energy were used to puncture the 28E-1-0 than the 20E-1-0 knitted fabric, produced using the same raw materials in the layers. The same tendency was noticed comparing the puncture curves of the 20E-1-2 and 28E-1-2 knitted fabrics, knitted with SW, twisted with HMWPE, in every single course (Figure 8(b)).
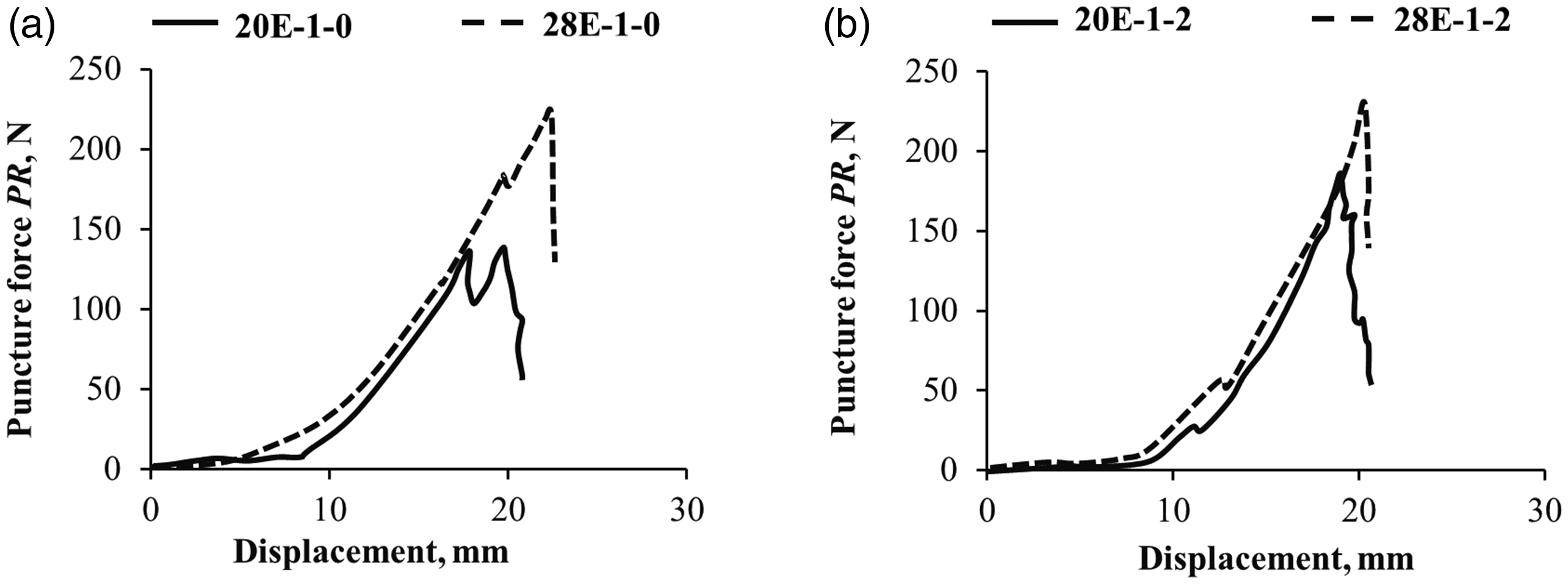
Force-displacement curves for the puncture of investigated knitted fabrics.
Figure 9 shows pictures of the damaged knitted fabric samples after the puncture resistance test. From the pictures it can be seen that the holes of the 3D weft-knitted fabrics knitted by an E20 circular weft-knitting machine are larger than in of the fabrics knitted on an E28 circular weft-knitting machine. 28E-1-X knitted fabrics are tighter due to a higher stitch density thus more force is needed to penetrate with a needle through the knitted fabric than the 20E-1-X knitted fabrics. It was also noticed that the dents in 28E-1-X knitted fabrics were more noticeable due to the higher stitch density and larger quantity of SW in the knitted structure.

Pictures of the punctured samples.
In this study, analyzing the puncture force of X-1-2V and X-1-2H knitted fabrics, in which SW+HMWPE is in every second wale (X-1-2V) or is knitted in every second course (X-1-2H), no significant effect was observed for a higher puncture resistance force.
Seven out of the eight investigated knitted fabrics comply with the highest, i.e., fourth, puncture resistance performance level in accordance with the standard EN 388:2003, thus using different raw materials, i.e., HMWPE, SW twisted with HMWPE, PA and hydrophobic PES, in the 3D weft-knitted fabric structure can ensure high protection against penetration.
Abrasion resistance
The test results of abrasion resistance (Figure 10) of the 3D weft-knitted fabrics indicate that fabrics knitted on an E28 circular weft-knitting machine are 1.93–2.65 times more resistant to abrasion risk than fabrics knitted on an E20 circular weft-knitting machine due to a higher stitch density, thickness and a larger quantity of SW in knitted structure.

Abrasion resistance test results (CV = 3.82%–8.10%).
During the test it was noticed that for samples, produced with SW, twisted with HMWPE (SW+HMWPE), in every second wale (X-1-2V), the first, i.e., outer, layer was frayed faster by an abrasive paper than fabrics knitted with SW+HMWPE in every second course (X-1-2H). The obtained results showed that X-1-2H knitted fabrics ensure 13%–14% higher abrasion resistance property than X-1-2V, thus a better abrasion resistance can be achieved by knitting SW+HMWPE in every second course than when SW+HMWPE is in every second wale in the 3D weft-knitted structure.
When evaluating 28E-1-2V, 28E-1-2H, and 28E-1-2 fabric samples during the test it was registered that after around 2000 cycles of abrasion, the outer layer had completely frayed in all these sample cases and later with a significant decrease of the abrasive effect, a higher number of abrasion cycles was needed to fray the binding and inner layers. Figure 11 shows pictures of the 3D weft-knitted fabrics after abrasion, where it can be seen that in all cases the outer layers have been completely frayed.

Pictures of the abraded investigated samples.
Based on the statistical analysis (Figure 12) it was observed that the quantity of SW has a moderate positive linear relationship on the abrasion resistance (R2 = 0.66), therefore knitted fabrics with a larger quantity of SW in their structure are the most resistant to abrasion risk, i.e., 20E-1-2 and 28E-1-2 samples in each group. The results of this study indicate that six out of the eight investigated 3D weft-knitted fabrics comply with the third (highest being the fourth) abrasion resistance performance level, thus it can be concluded that a high protection against abrasion can be achieved by a designed knitted structure, where the outer layer is used as protection against mechanical hazards, while the inner layer is enabled for contact with skin.

The relationship between the number of abrasion cycles AR and quantity of steel wire.
Tear resistance
The results of the tear resistance test show that between 20E-1-X and 28E-1-X knitted fabrics the highest tear force values were observed in the knits with the larger quantity of SW (Figure 13) in their structure. This is illustrated by the tear force registered during the test: tear force of 20E-1-2 knitted fabric is 17% higher than that of 20E-1-0 knitted fabric without SW in its structure while the tear force of 28E-1-2 knitted fabric is 31% higher than that of 28E-1-0.

Tear resistance test results (CV = 4.05%–9.59%).
When comparing the tear resistance between 20E-1-2V, 20E-1-2H, 20E-1-2 knitted fabrics and 28E-1-2V, 28E-1-2H, 28E-1-2 knitted fabrics, it was determined that the tear force differed within the margin of error between fabrics knitted with a smaller percentage of SW, i.e., SW+HMWPE is knitted in every second course or is in every second wale, and fabrics knitted with a larger percentage of SW, i.e., SW+HMWPE is knitted in every single course. Thus, even a smaller percentage of SW in the knitted structure, i.e., using 13%–15% of SW in the knitted structure instead of 25%–27%, can ensure high tear resistance as well.
The influence of direction of SW+HMWPE in the knitted structure, i.e., SW+HMWPE knitted in every second course or SW+HMWPE in every second wale, was not identified in this study but the results show that 20E-1-2H and 28E-1-2H achieved slightly higher tear resistance.
In this study, it was determined that 3D fabrics knitted on an E28 circular weft-knitting machine are 27%–43% more resistant to tear risk than 20E-1-X fabrics due to a higher stitch density, thickness and larger quantity of SW in the knitted structure thus increasing these parameters higher protection against tear risk can be achieved. The coefficient of determination (Figure 14) between the quantity of SW and tear force is equal to 0.41, meaning that dependency between two characteristics is low. Nevertheless, all the investigated 3D weft-knitted fabrics comply with the highest, i.e., fourth, tear resistance performance level according to the standard EN 388:2003 hence the designed knitted structures ensure a high protection against tear risk.
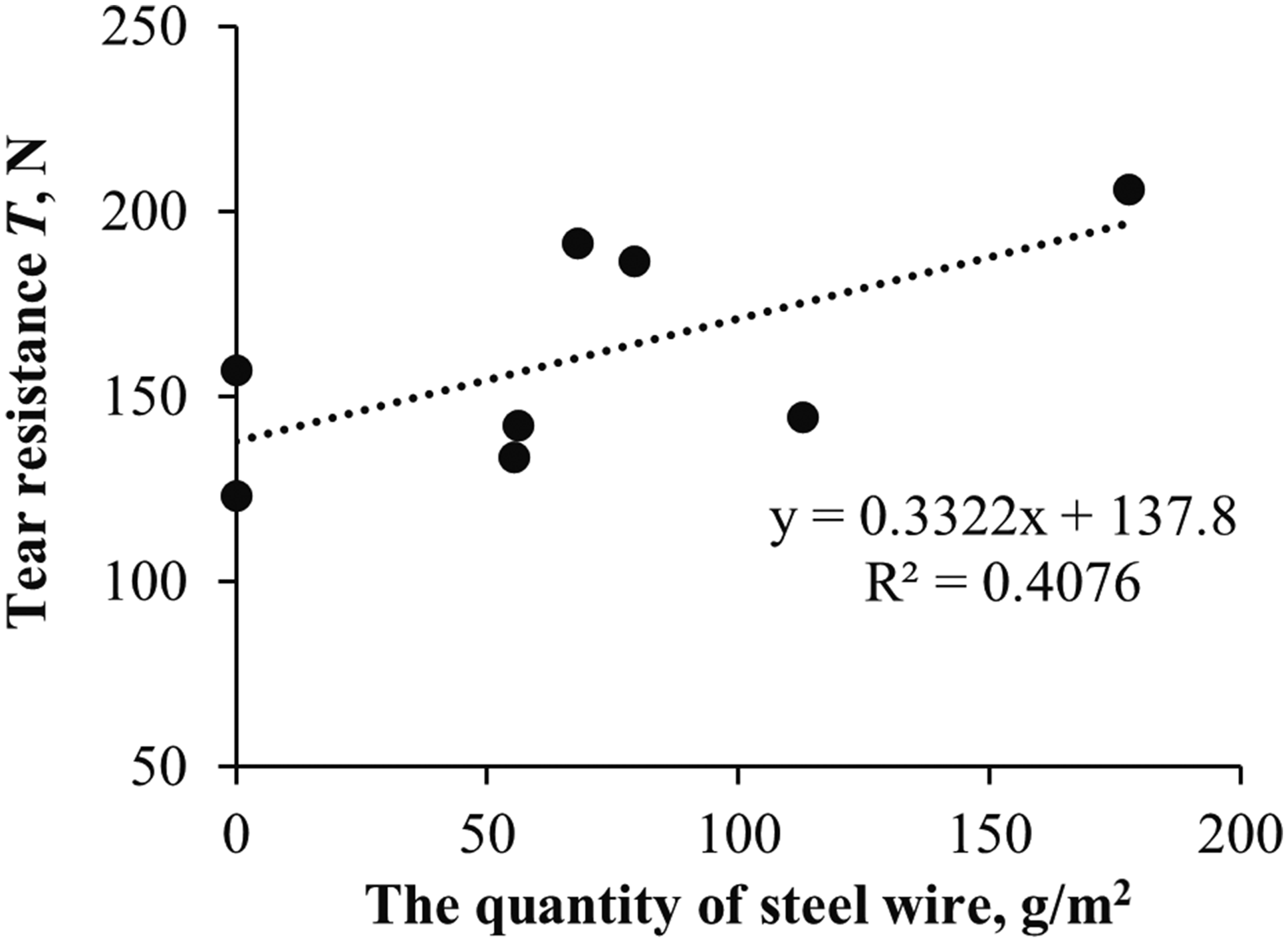
The relationship between the tear resistance T and the quantity of steel wire.
Conclusion
In this research, eight different 3D weft-knitted fabrics suitable for contact with skin were designed, produced and different mechanical resistance tests, i.e., circular blade cut, puncture, abrasion, and tear, were performed to determine the influence of the quantity of SW in the knitted fabrics on the mechanical impact and the level of protection. The results of the research lead to the following conclusions: The quantity of SW in the 3D weft-knitted structure has a strong positive influence on circular blade cut resistance index (r = 0.89) and abrasion resistance (r = 0.81), and a moderate influence on tear resistance (r = 0.64). The quantity of SW has a strong positive correlation (r = 0.98) with puncture force for 3D fabrics knitted on an E20 circular weft-knitting machine. While correlation between the quantity of SW and puncture force was not identified for 3D fabrics knitted on an E28 circular weft-knitting machine. SW, twisted with HMWPE (SW+HMWPE), knitted in every second course or in every second wale does not have a significant influence on the circular blade cut, puncture and tear resistance of the evaluated 3D weft-knitted fabrics. More considerable differences were observed in the abrasion experiment: materials knitted with SW+HMWPE in every second course ensure better abrasion resistance by 13%–14%. The investigation revealed that a smaller percentage of SW in the 3D knitted structures can also significantly reduce the risk of mechanical hazards, while the structural parameters, such as mass per unit area and thickness are lower. This is important when evaluating wearing comfort.
After a complex evaluation of the 3D weft-knitted fabrics, that are suitable for contact with skin, and based on the determined performance levels of every test, it can be concluded that the investigated knitted fabrics reach a high level of resistance to hazardous mechanical risks. Protective knitted fabrics worn on the skin, are protective equipment, which minimizes negative mechanical effect on human health. Thus, considering the results of the research, it can be stated that the designed knitted fabrics ensure complex protection against diverse harmful mechanical factors.
In further research, thermoregulatory properties of the protective knitted fabrics against mechanical risks will be assessed which should also be considered when evaluating the properties of protective fabrics.
Footnotes
Acknowledgements
The authors would like to acknowledge company Granberg AS for the cooperation of the investigation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.