
Abstract
Increasing levels of textile waste have become a matter of great concern for the environment and the circular economy movement. Synthetic or man-made fibers are not decomposed in landfills and also generate toxic gases if incinerated. Waste of high-performance fibers has enormous potential to be used in the development of technical products. In this study, carding waste of para-aramid fibers was blended with virgin polyester fibers to produce needle punched nonwoven felts to be used in the development of protective gloves. Nonwoven webs of different blend ratios and three different weights (GSM) (100, 150, 200 g/m2) were produced. The nonwoven webs were then quilted with knitted polyester fabric to produce gloves. Cut resistance, abrasion resistance, tear resistance and heat resistance of the felts increased with the increase in GSM (g/m2). Particularly at lower GSM, an increasing percentage of aramid fibers showed significant enhancement in cut resistance. The nonwoven felts comprising aramid/polyester blends of 75/25 and 60/40 yielded level 3 cut resistance at 100 GSM which reduced to level 2 with a further decrease in aramid fiber content. The abrasion resistance and tear resistance of the gloves were at level 3 to 4 and showed little dependence on blend ratio but were relatively higher at higher GSM. At 100 GSM, the felts exhibited heat resistance level 1 which increased to level 2 at 200 GSM. The findings of this study suggest that waste of high-performance fibers can be used as cost control and environmentally friendly strategy in the development of protective textiles.
Introduction
The textile sector is considered one of the most polluting industrial sectors of the world due to intense water and energy consumption and wastewater production. In addition to the environmental burden created during traditional manufacturing processes, post-consumer textile waste also contributes significantly to the problem. Especially, synthetic fibers do not decompose if they end up in landfills. 1 The annual textile waste in China, United States and United Kingdom is estimated to be 26.0, 12.4, 1.0 million tons, whereas Hong Kong generates 293 tons of textile waste. 2 Thus, the reuse and recycling of textile waste can provide great socio-economic benefits to society, promote a circular economy, and reduce the consumption of new materials. 3 Besides, the existing disposal of textile wastes and sending them to landfills are becoming increasingly impracticable and costly. 4 Both pre-consumer and post-consumer wastes can be recycled and reused. 5 Recently, there has been increased interest in studying the use of waste and recycled synthetic fibers in various applications.6–9
The development of high-performance textile fibers has enabled the development of a wide range of technical textile products. High strength fibers such as aramid,10,11 carbon, 12 and ultra-high molecular weight polyethylene (UHMWPE) 13 and their blends14,15 are used extensively in protective applications. However, processing these high-performance fibers into yarns, fabrics, and finally to end products generates pre and post-consumer waste.16,17 Therefore, there is a potential to reuse and recycle high-performance fibers and convert them into technical products providing superior value. 17 However, currently, there are fewer studies reported in literature focusing on the waste of high-performance fibers. 18 Aramid fibers, particularly, are extensively used in cut-resistant protective clothing, including gloves but are expensive and increase the end product cost. Recycled aramid fibers are reported to be two to three times cheaper than virgin aramid fibers. 19
Safety gloves are an essential part of the workwear for workers exposed to potentially hazardous situations during their duties. These hazards may include scratches, cuts, burns, abrasions, punctures, exposure to extreme temperatures, and biological hazards. 20 Gloves are also needed for various daily life and recreational activities, which require a certain level of protection for the hands. In addition, the nature of the hazard may vary from one workplace to another, where workers may be exposed to a particular risk more than others. Thus, a different level of protection may be required against various hazards in different situations.
For light assembly activities at the workplace, flexible and more comfortable gloves usually made of knitted structures are desirable. Besides providing adequate protection against a particular hazard, the safety glove should also be comfortable and provide optimum fit and feel, especially if used for long durations. 20 Compared with conventional protection means that using steel mesh gloves and gloves made of high-performance fibers such as aramid and ultra-high molecular weight polyethylene (UHMWPE) fibers can potentially provide the required level of protection along with necessary comfort to the user. 21
Among various possible workplace hazards, cuts and lacerations are some of the most common types of injuries that can be prevented using appropriate preventive measures. About 70% of the cuts and laceration injuries are related to hands and fingers. 15 Such threats necessitate the development of cut resistant and comfortable gloves. However, few studies in the literature have reported the use of recycled or waste of high-performance fibers in developing protective textile products. Knitted gloves made of yarns composed of recycled para aramid fibers mixed with virgin para-aramid fibers have been reported to yield better cut resistance than the gloves made of virgin para-aramid fibers. 22 This was attributed to the fibrillation of the recycled aramid fibers due to mechanical recycling action that increased the yarn’s coefficient of friction.
In another study, recycled aramid fibers were mixed with virgin aramid fibers to produce core-wrapped yarns with and without stainless steel filament in the core. The cut resistance performance of the gloves containing recycled aramid fibers was comparable to that of virgin aramid fibers. 23 Recycled and waste aramid fibers have also been used to improve the properties of composite boards, 16 puncture resistant fabrics, 24 insoles, 25 polymer composites,17,26,27 and nonwoven fabrics for various applications. 28 Other than mechanical reusing, waste aramid fibers were also chemically recycled into their constituent monomers with approximately 95% yield.29,30
In this study, waste aramid fibers were mixed with conventional polyester fibers to develop low cost cut resistant gloves. Aramid fiber carding waste during aramid yarn manufacturing is even cheaper than recycled aramid fibers as these can not be converted into yarn due to the short length of the fibers. The waste aramid fibers were mixed with virgin polyester fibers to produce needle punched nonwoven felt quilted with knitted polyester fabric to cut and sew the gloves. The gloves’ protective properties, such as cut resistance, abrasion resistance, tear resistance, puncture resistance, and contact heat resistance were investigated.
Materials and method
Para aramid fibers (1.5 denier) waste was collected from the flats of the carding machine. Staple polyester fibers of 38 mm length and a linear density of 4 deniers were used. Aramid fiber waste was mixed with polyester fibers in different blend ratios according to the design of the experiment for the development of nonwoven felt. Nonwoven felt was produced on a lab-scale nonwoven setup by Dong Won Roll Co. Ltd. Incheon, South Korea shown in Figure 1. Fibers were manually fed to the opening line after weighing them in the desired blend ratio and subsequently carded and cross-lapped for the web formation. The needle punching density was 10 punches/cm2. Nonwoven felts with three areal densities of 100, 150, and 200 g/m2 were produced. The pilot scale nonwoven lab setup used for the development of nonwoven webs.
After developing the nonwoven felt, the gloves were prepared in the gloves division of industrial partner Midas Safety, a manufacturer and exporter of safety gloves. The nonwoven felt was cut with an industrial cutting machine and sewn as an inner layer combined with the outer polyester interlock knitted fabric layer. The GSM of the knitted fabric was 7 ounces per square yard constructed with polyester yarn of count Ne 20/2. The waste aramid fibers, nonwoven felt and gloves developed are shown in Figure 2. The design of the experiment showing the combination of different blend ratios of the two fibers at chosen areal densities is shown in Table 1. (a) Carding waste of aramid fibers from the flats region (b) developed nonwoven felt, top and side view (c) gloves prepared at industrial partner (d) nonwoven felts sewed inside knitted fabric. Details of samples showing the combination of blend ratios of the two fibers and the GSM of the produced nonwoven web.

Characterization
The produced nonwoven felt was characterized by its protective properties for gloves. The GSM of the produced nonwoven felts and outer layer of polyester woven fabric was determined using a GSM cutter and balance according to ASTM D 3776/D 3776M standard.
Cut resistance
Cut resistance of the gloves was determined according to EN 388-2016 standard. EN 388 standard employs both “Coup Test” as well as Tomodynamometer Test Method “TDM-100 Test” which is based on “ASTM F2992-15” to rate the cut resistance. In the coup test, a circular blade that can rotate and linearly move cuts the sample under an applied load of 5N. A counter counts the number of cycles until the blade cuts the sample, contacts the conductive layer, and stops the blade.
Cut resistance level according to EN 388 standard.

Air permeability test
The air permeability of the nonwoven felts was tested according to ASTM D737 using SDLAtlas M021A Air Permeability Tester. The testing area was 20 cm2 and the pressure drop was 100 Pa across the fabric. Three readings were taken for each GSM and average was noted. Air permeability was expressed in mm/s as the velocity of air through the fabric. The results of air permeability are given in Table 3.
Abrasion resistance
Martindale abrasion & pilling tester determined the abrasion resistance of the fabric according to EN-388-2016 standard. The sample (114 mm x 114 mm) was rubbed against another surface, and the number of rubbing cycles were counted. Three samples were tested and an average was noted. The abrasion resistance was classified according to the number of rubbing cycles on a scale of 1–4 as shown in the Table 4.
Tear strength
The tear strength of the nonwoven, quilted with the fabric, was determined according to ASTM D1424 standard test method. A slit of about 1.69 inches was made in the 4 x 3 inches specimen, which was then torn during the test to determine the tear force and tear strength. The tear strength was evaluated on a scale of 1–4 according to the standard as shown in the Table 5.
Puncture resistance
Puncture resistance of the gloves was determined using a Testometric Tester according to ASTM D4833. Three specimens of diameter 100 mm or 4 inches were tested and the average was noted. The puncture resistance was evaluated on a scale of 1–4 according to the standard as shown in the Table 6.
Contact heat resistance
The contact heat resistance of the nonwoven fabric was measured using a contact heat tester according to the EN-407 standard. In this test, the instrument heating cylinder provides a constant temperature in contact with the sample under a certain load. A calorimeter was used to measure the heat transfer properties. The sample was cut from the palm of the gloves. The outer surface of the gloves was kept in contact with the hot surface and the inner surface temperature was monitored. The temperature on the inner surface of the gloves' fabric must take at least 15 s for a 10°C rise above room temperature. Three samples of diameter 80 mm were tested and the average was noted. The performance level was evaluated on a scale of 1–4 according to the standard as shown in the Table 7.
Results and discussion
The cut resistance of the polyvinylchloride (PVC) dotted polyester gloves, containing nonwoven felts with different blend ratios of waste aramid and polyester fibers, is shown in Figure 3. The cut resistance of the gloves containing the larger amount of waste aramid fibers (75%) in the nonwoven felt is higher than those having a higher amount of polyester fibers. The cut resistance index further increases with increasing the GSM of nonwoven felt. At higher GSM, more fibers are present in the felt that offer better cut resistance to the cutting blade. At 100 GSM, nonwoven felts cut resistance at aramid/polyester blend ratios of 75:25 and 60:40 approaches level 3 (cut resistance index 4.9), whereas level 2 is achieved at blend ratio 30:70 and 15:85. Level 2 cut resistance was reported in the literature when recycled aramid fibers were mixed with virgin aramid fibers containing steel wire in the core of the yarn.
23
However, in this study, level 3 was achieved by mixing aramid waste fibers with cheaper polyester fibers without steel wire filament. The virgin fibers are reported to be 5/6 times or even more expensive than waste fibers.
22
Cut resistance of gloves containing different blend ratios of aramid waste fibers and polyester fibers at different GSM.
These results demonstrate that the high-performance aramid fiber waste enhanced the cut resistance of the gloves. Aramid fibers are being extensively used and investigated for their protective applications. However, the aramid fiber waste collected from the carding machine is useless for further processing in yarn manufacturing. However, the superior properties of waste aramid fibers make them a potential candidate for being converted into high end products. It was challenging to produce nonwoven felt using 100% aramid fiber waste. The blend with virgin polyester fibers improved the processability and flow of material during nonwoven production.
Figure 3 shows that the impact of decreasing aramid fibers content on cut resistance is higher at lower GSM, particularly at 100 g/m2. However, when the nonwoven felt thickness increases to higher GSM (200 g/m2), the impact of aramid fibers reduces. At higher GSM, felts contain more polyester fibers under cutting blades which offer cut resistance comparable to those with a greater percentage of aramid fibers at lower GSM. The use of lower GSM felt with greater cut resistance is preferred to increase the wearer's comfort. If the gloves do not offer the appropriate comfort level to the wearer, the worker may not use the gloves at all and thus be more prone to workplace injuries. 20 Usually, numerous fabric layers (between 20-50) are used in the development of flexible protective gears that increase the thickness and make the protective clothing too bulky and add to the discomfort of the wearer.10,33 Therefore, enhancing the cut resistance at lower GSM is desirable. The lower GSM will contribute to the comfort of the wearer as is evident in the air permeability of the felts given in the following section. Thus, the blending of aramid fiber waste in virgin polyester can be used as an effective cost reduction technique along with the lower weight of the protective gloves while maintaining or enhancing their protection level. Some other studies in the literature have evaluated the cut resistance of gloves made of virgin aramid fibers mixed with recycled aramid fibers and reported a similar cut resistance level.22,23
Air permeability
Air permeability and thickness of felts at 100, 150 and 200 GSM for blend ratio 60:40.

Abrasion resistance
Abrasion resistance levels according to EN 388 standard.

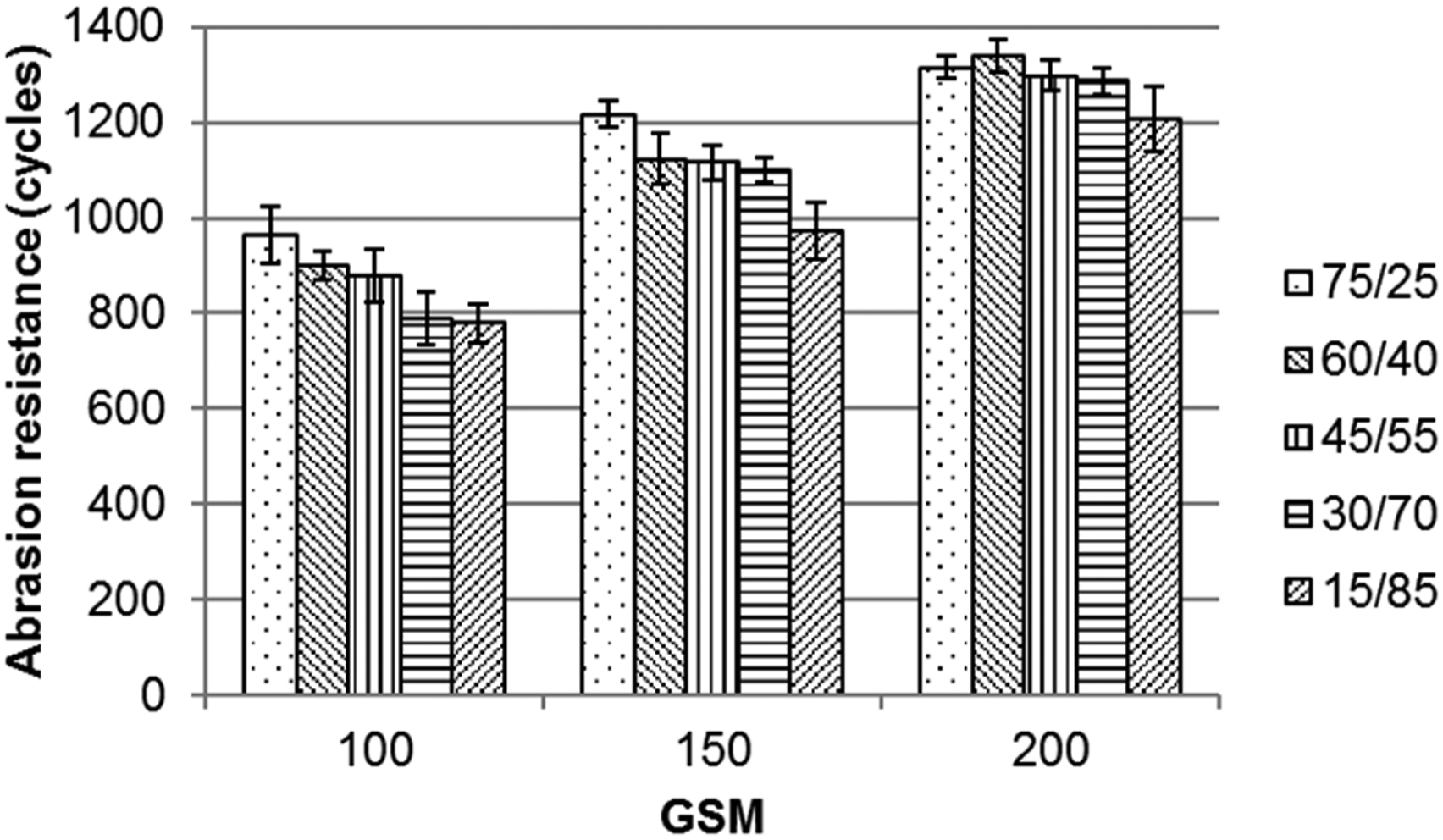
Abrasion resistance of felts made of waste aramid and polyester fibers blended in different ratios given in Table 1.
According to the EN 388-2016 standard, abrasion resistance is classified on a scale of 1–4. The abrasion resistance for rubbing cycles in the range of 500–2000 is classified as level 3, and all the samples exhibited abrasion resistance of level 3. However, within the wide range for the number of rubbing cycles of level 3, nonwoven felt containing a greater amount of aramid fibers was able to withstand a greater number of rubbing cycles than nonwovens with a larger amount of polyester fibers. This is evident from the results shown in Figure 4. Abrasion resistance of fabrics is dependent on several factors, including the linear density of yarn, twist level in the yarn, elastic recovery, elongation, and stiffness of fibers. 34 During abrasion, fiber-to-fiber cohesion plays a critical role influenced by twist level in the yarn and the packing density of fibers in the fabric. 35 In the case of woven or knitted fabrics, fibers within the yarn are held tightly, and their surfaces may be exposed to abrasive action at particular places, such as at crown places which are high points in fabric structure. However, the abrasive action intensity can reduce if fibers can slip. 35 Since aramid fibers have a smooth surface, a higher amount of aramid fibers may lead to relatively higher abrasion resistance which is reflected in Figure 4. Compared with woven fabric, abrasion resistance of nonwoven fabrics is generally poor and depends on the fiber type, calendaring operation, and condition of the fiber surface. 36
Tear resistance
Tear strength levels according to ASTM D1424 standard.


Tear resistance of the waste aramid and polyester fibers blended nonwoven felts used in the development of the cut resistance gloves.
Puncture resistance
Puncture resistance levels according to ASTM D3787.

Contact heat resistance levels according to EN-407 standard.


Puncture resistance of the gloves made of nonwoven felt comprising waste aramid and polyester fibers at different blend ratios.
Contact heat resistance
Contact heat resistance was determined using the Contact Heat Tester available at Midas safety. Contact heat resistance represents the temperature range over which the user will not be hurt for at least 15 s and is categorized on a scale of 0–4. The heat resistance of the gloves developed in this study is shown in Figure 7. The nonwoven felt having GSM of 100 g/m2 exhibited level 1 performance as it took less than 15 s to increase the inner surface temperature by 10°C. The heat resistance of the felt increased by increasing the GSM of the felt. At 150 g/m2, the heat resistance of the felt approached level 2, whereas, at 200 g/m2, the heat resistance was at level 2. However, the results in Figure 7 indicate that the blend ratio of the two fibers showed no particular effect on the contact heat resistance of the felt at the same GSM value. Therefore, to obtain a higher level of contact heat resistance, felts with higher GSM can be used. Contact heat resistance of gloves containing waste aramid and polyester fibers at different blend ratios.
Conclusion
In this study, needle punched nonwoven felts were produced containing carding waste of para-aramid fibers blended with virgin polyester fiber at different ratios. The nonwoven felts having different areal densities (100, 150 and 200 g/m2) were produced and then quilted with knitted polyester fabric and finally used in the development of protective gloves. The developed felts were characterized by different protective properties such as cut resistance, abrasion resistance, tear resistance, puncture resistance and heat resistance. The results demonstrated that the presence of waste para-aramid fibers improved the cut resistance of the felt. The extent of improvement was pronounced at lower GSM. At 100 g/m2, the cut resistance level approached level 3 at an aramid/polyester blend ratio of 75/25, whereas it was at level 2 as the amount of polyester increased. A similar trend was observed for puncture resistance. Puncture resistance of the felts at an aramid/polyester blend ratio of 75/25 having GSM 100 was at level 3, which was reduced to level 2 when the amount of waste aramid fibers was reduced. Felts with higher GSM (150 and 200 g/m2) showed higher cut and puncture resistance levels. Abrasion resistance and tear resistance of the felts decreased with the decrease in waste aramid fibers and were higher at higher GSM compared with lower GSM. The heat resistance of the felts was greater at higher GSM but did not change with the change in the blend ratio of the waste aramid and polyester fibers. Carding waste of para-aramid fibers can not be further used to produce yarn and is thus useless. The findings of this study suggest that waste of high-performance fibers can be used as a low-cost and environmentally friendly strategy in developing protective gloves with improved protective properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.