
Abstract
This study examines the resistance of three-dimensional (3D) weft-knitted fabrics to mechanical risks to determine the influence of varying percentage contents of high molecular weight polyethylene and basalt on cut, puncture, abrasion, and tear resistance. The three-dimensional weft-knitted fabrics are designed by separating functional layers: the outer (protective) layer contains varying percentage contents of high molecular weight polyethylene and basalt; the inner layer (suitable for contact with the skin) contains polyester; both layers are connected using polyamide. The strength properties of knits in response to mechanical impact were evaluated by performing cut, puncture, abrasion, and tear resistance tests. Basalt was found to improve the cut resistance of knits significantly, even with its content as low as 5% in the outer layer. The knit with the highest high molecular weight polyethylene content in the outer layer demonstrated the best puncture and tear resistance. No correlation was established between the varying percentage contents of high molecular weight polyethylene and basalt and the maximum number of abrasion cycles, as the three-dimensional weft-knitted fabrics showed no noticeable wear. The test results show that the structure of three-dimensional weft-knitted fabric with the outer layer designed to withstand mechanical impact and the inner layer suitable for direct contact with the skin protects against a wide range of mechanical impacts. This applies even when varying percentage contents of high molecular weight polyethylene and basalt are used only in the outer layer.
Keywords
Every year, millions of people suffer preventable injuries in the workplace; 1 therefore, using appropriate personal protective equipment (PPE) is essential for workers. 2 Different types of PPE are used depending on the job type, hazards, function at risk, and the part of the body to be protected: skin protection (e.g. protective clothing), hand and arm protection (e.g. gloves, arm guards), body protection (e.g. high-visibility clothing), etc.3–5 Hands are the most frequently injured part of the body while handling numerous varieties of production machinery and working on construction sites. 6 Most hand injuries include punctures and cutting-type lacerations that can cause serious health issues. 7 According to the Occupational Safety and Health Administration, 70.9% of hand and arm injuries could have been prevented with PPE, specifically safety gloves; 8 therefore, they are among the most popular types of PPE to help ensure safe working conditions. 9 Hand protection products are most in demand in the PPE market, accounting for the largest revenue share of 32.3% in 2021, and the market is projected to grow.10,11 The USA, China and Japan make up the world’s largest market share for cut protection gloves, while Germany and the UK make up the largest market share in the same segment in Europe. 12 Their local PPE markets expand yearly due to the increase in occupational accidents. 12
Textile structures have been used in PPE for many years. 13 Recently, many research studies have focused on the abilities of high-performance fabrics to protect the human body13,14 because of the rising concerns about the safety and protection of workers in globally emerging markets. 10 PPE is based on high-performance fibres; 15 however, high-performance fabrics are rarely used as a sole compound 16 because different properties can be obtained by various blending technologies. 13 Memon et al. 15 defined that composite samples (Kevlar/polyethylene) had a higher cut resistance index than pure Kevlar and polyethylene. Textiles for PPE obtain the desired properties using proper raw materials, design structures, and finishing treatments. 17 Inorganic fibres such as carbon, glass, basalt, and organic fibres such as ultra-high molecular weight polyethylene (UHMWPE), aromatic polyester fibres, etc., are widely used to create high-performance structures and protective barriers for military and civilian applications.18–20 Various composites reinforced with high-performance fibres or three-dimensional (3D) textile structures are used to protect the human body. PPE can be made from several layers of different structures, including woven, knitted, and nonwoven elements, as well as fibres of various compositions. 21
The demand for a healthy lifestyle and comfort, in addition to protection requirements, drives the exploration of new techniques to impart more functional properties to protective textiles. 3 Researchers discovered that knitted structures with good stretch and high tensile strength could be used to reinforce the composite.22,23 Weft-knitting machines can produce knitted fabrics using high-performance fibres: para-aramid, glass, UHMWPE, metals, and others. 13 Fangueiro et al. 24 developed three different weft-knitted structures (single jersey, crepe, and moss tuck stitch) for cut and puncture PPE. UHMWPE, para-aramid, high-tenacity polyester, polypropylene, and polyamide were used for production. Based on the results of an experiment, it was proposed to use a UHMWPE moss tuck stitch structure for PPE. Govarthanam et al. 25 developed the slash and cut-resistant two-layer knitted material for the police, armed forces, children, and the public. The weft-knitting machine was used to design two-layer cut and slash-resistant fabrics from aramids, UHMWPE and polybenzoxazole when different yarns were used on different faces. The test results concluded that developed cut and slash-resistant knitted fabrics would be comfortable to the user because of their light weight. Alpyildiz et al. 26 investigated the stab and cut resistance of knitted structures, such as jersey, plush, and double face, composed of tuck stitches with the same back and front face. Para-amid yarns were used for the study, with and without inlay yarns. The double-face knitted structure with inlay yarns provided the best stab and cut performance, while the comparison is made between different structures with similar areal density and thickness. Therefore, various weft-knitted structures were used for reinforcements to ensure good impact resistance, formability, and energy absorption properties. 27 In addition, Yao et al. 28 assumed that the weft-knitted structures could resist more potent penetration force through the deformation of weft loops and a self-locking mechanism.
Protective textiles are complex; 13 therefore, more in-depth studies are needed to explain the behavior of fibres under the impact of different mechanical loads. Researchers investigated cut, puncture and abrasion resistance of various fabric structures using diverse types of yarns. Concerning the protective performance of cut-resistant textile structures, it must be established that the anti-cutting performance of the fabric is achieved through the cut-resistant features of yarns and fabric structure. 29 Researchers supported glass fibre suitability,30–32 reporting that it significantly improved cut resistance. Mayo and Wetzel 19 studied the cut resistance behavior of organic and inorganic high-performance single fibres. They attributed the cut resistance behavior of organic and inorganic fibres to their isotropic and anisotropic structure. Ertekin and Kirtay 1 investigated the cut resistance of woven para-aramid fabrics made of hybrid yarns composed of staple para-aramid fibres with different core/sheath ratios of various filaments in their structure. It was concluded that for high cut and puncture resistance properties, para-aramid/Dyneema fabric could be recommended in the application areas, including automotive, glass, steel, and metal workers.
High-strength inorganic materials, such as basalt, carbon, and boron, are generating considerable interest in PPE. 5 Basalt fibre is a new material of the 21st century, 33 widely used in military and civilian applications, such as aerospace, architecture, the chemical industry, medicine, electronics, and agriculture. Basalt fibre is a new material in the fibre and structural composites industry; therefore, very few countries are focusing on its expansion. Basalt fibre production and most marketing efforts are based in Russia, China, and Germany. 34 Until now, basalt fibres have not been recognised as a PPE material and have been used primarily for technical purposes. 35 In addition, basalt fibre has been explored as an alternative to glass fibres for composite manufacturing, which is used in several types of PPE, such as puncture-resistant plates for boots and helmets. 5 However, there has been little research done in the protection field using basalt. Thus, the use of basalt in PPE against mechanical risks is limited due to the lack of research to determine the behavior of basalt materials under the impact of different mechanical loads.
Although inorganic fibres feature valuable properties to withstand mechanical loads, according to some reports, basalt fibre causes skin irritation like glass fibre. 10 This can be explained by the fact that glass/basalt fibre is primarily short. After composite weaving/knitting, the PPE can easily cause itching while wearing; therefore, it may even cause allergic reactions in severe cases. 29 For that reason, in recent years, scientists have been developing and researching 3D structures for protection against mechanical risks, which can be worn close to the skin. Mielicka et al. 17 designed three-layer weft-knitted structures, in which two layers were combined by a middle layer formed of polyester monofilament yarn. The top layers were made of meta-aramid and antistatic yarn, and the bottom layers were produced of natural and artificial yarns (meta-aramid, viscose FR, modacrylic Protex, cotton, and wool) to improve the physiological comfort of clothing. The essential advantage of 3D structures is the possibility of separating functional layers and using different raw materials in individual layers. These structures are primarily used for pre-forms of advanced composites produced with glass/carbon fibres. 36 Therefore, 3D textile structures could be promising in PPE to achieve better comfort properties of protective fabrics and prevent allergic reactions.
This study aimed to design 3D weft-knitted fabrics with different functional layers: the outer layer intended for protection against mechanical impact and the inner layer suitable for direct contact with the skin, and determine the influence of varying percentage contents of high molecular weight polyethylene (HMWPE) and basalt in the outer layer on the resistance of knits to mechanical risks by performing cut, puncture, abrasion, and tear resistance tests.
Materials and testing methods
Knitted fabrics
The structure of 3D weft-knitted fabric, consisting of the outer, binding, and inner layers, was chosen considering the possibility of separating the functional layers in a knitted structure. For this research study, the outer (protective) layer of the 3D weft-knitted fabric was designed to protect against mechanical risks. The inner layer was designed to be suitable for contact with the skin; the binding layer was used to connect the outer and inner layers.
Various yarns were chosen to produce protective 3D weft-knitted fabrics for this study:
HMWPE filament yarns (22.2 × 2 tex, 120 filaments, twisted in the S-direction, 100 m–1) and/or basalt filament yarns (22.2 tex) twisted with HMWPE (22.2 tex, 120 filaments) in the S-direction (100 m–1) (HMWPE plus basalt) were selected to be used in the outer (protective) layer for their abilities to resist mechanical impact. Textured polyester filament yarns (11.1 × 4 tex, 108 filaments) were chosen to be used in the inner layer for their suitability for contact with the skin. Textured polyamide yarns (3.2 × 2 tex, 10 filaments) were selected in the binding layer to connect the outer and inner layers.
To determine the effect of the HMWPE and basalt content on the resistance to mechanical impacts, six different 3D weft-knitted fabrics (1S–6S) were produced on an E20 circular interlock knitting machine. Moreover, it was essential to determine the influence of the HMWPE and basalt yarn arrangement in the outer layer on the resistance of knits to mechanical impacts. Therefore, the knits 3S_V and 4S_H were designed by changing the arrangement of the HMWPE plus basalt yarns in the outer layer (the percentage content of raw materials in the 3S_V and 4S_H samples was the same). In the 3S_V sample, the HMWPE plus basalt yarns were arranged vertically (V), while in the 4S_H sample, the HMWPE plus basalt yarns were arranged horizontally (H).
When knitting the samples, the technological parameters remained the same for all the knits, and the knits were designed to have the same stitch height and width: CPC (courses per centimetre) = 12 ± 2 and WPC (wales per centimetre) = 12 ± 2.
Figure 1 presents the knitting notation of the developed 3D weft-knitted fabric in which the yarns in courses 2, 5, 8, 11 form the outer (protective) layer; 1, 4, 7, 10 form the binding layer; the yarns in courses 3, 6, 9, 12 form the inner layer. Figure 2 shows the views of the developed 3D weft-knitted fabrics.
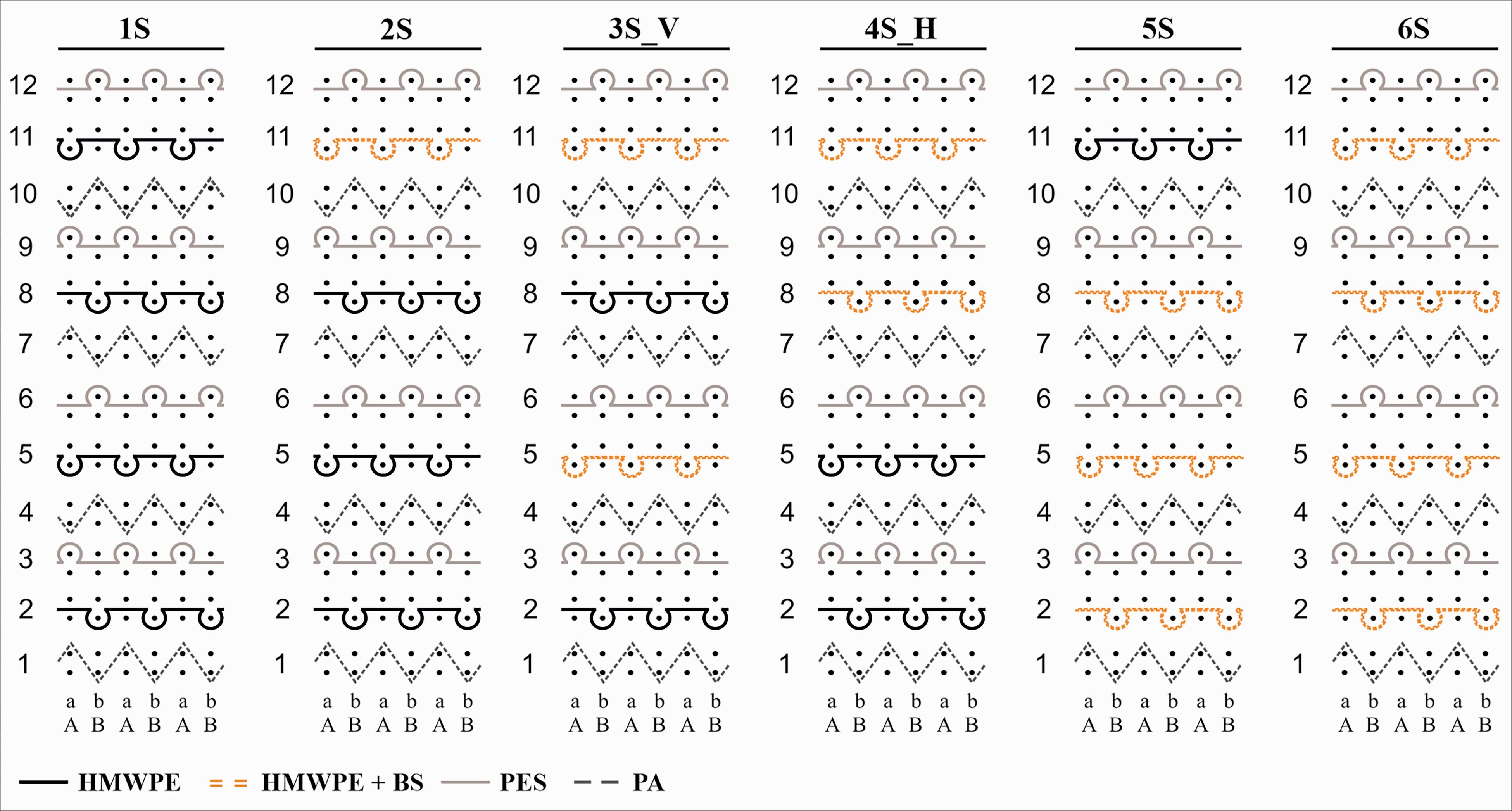
Knitting notation of the designed three-dimensional (3D) weft-knitted fabrics.
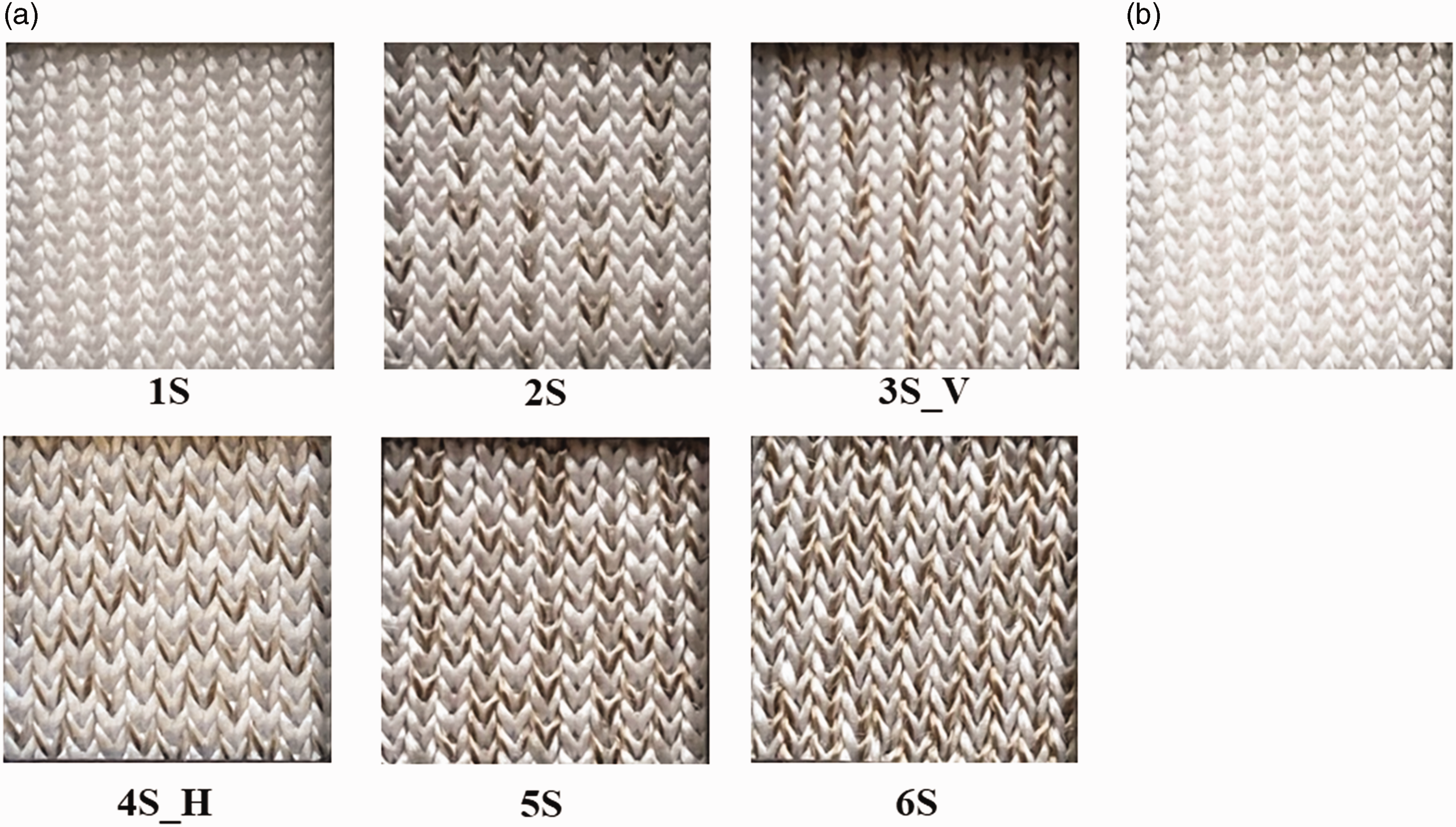
The view of the three-dimensional (3D) weft-knitted fabrics (1 × 1 cm): (a) the outer layer and (b) the inner layer (inner layer seems the same for all the developed knitted fabrics).
The percentage composition of 3D weft-knitted fabric (Figure 3) was defined using 10 × 10 cm samples. First, the same number of rapports were unravelled from the outer, binding and inner layers. Then, the unravelled yarns were separated by their type, that is, HMWPE, basalt, polyamide, and polyester, and weighed on a digital textile weight scale. Finally, the percentage of particular composition (PC) was calculated according to the following equation (1):

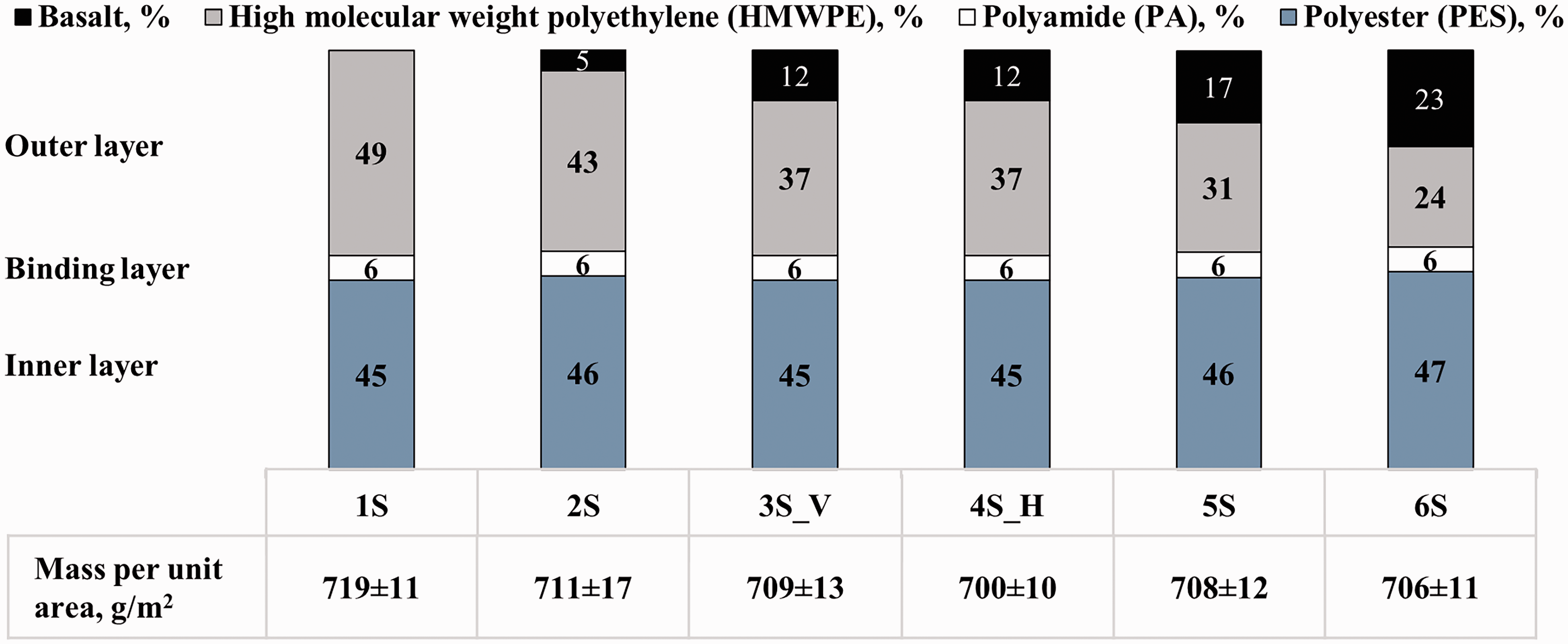
The percentage composition and the mass per unit area of the three-dimensional (3D) weft-knitted fabrics.
The mass per unit area of the 3D weft-knitted fabrics were determined based on standard methodology. 37
Testing methods
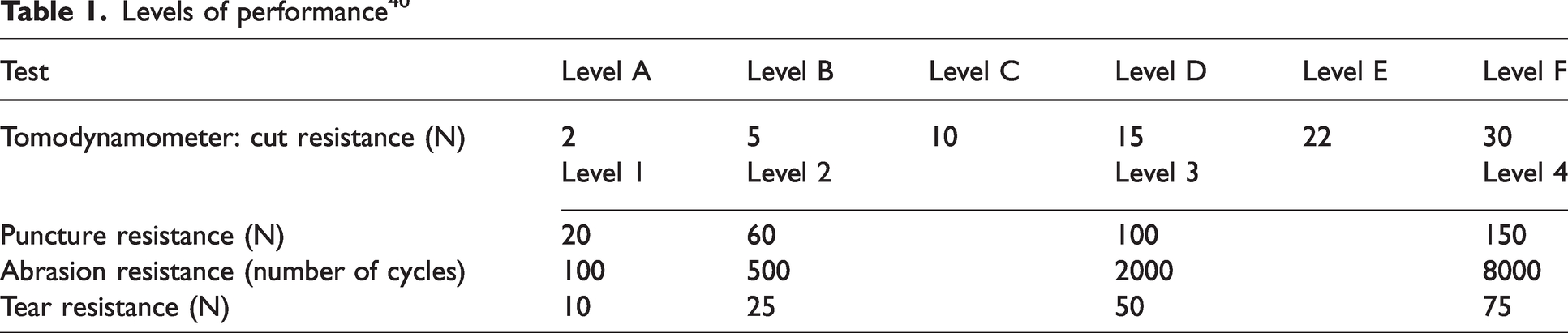
The cut, puncture, abrasion, and tear resistance tests were conducted to assess the resistance of 3D weft-knitted fabrics to the impact of different mechanical loads. All the experiments were conducted in a standard alternative atmosphere for conditioning. 38 The cut resistance property of the knitted fabric was assessed using the SATRA STM 610 cut resistance evaluator on three different samples (50 × 160 mm). 39 The puncture resistance test 40 was conducted on a SATRA STM 566 tensile testing machine to determine the maximum force required to penetrate through a sample with a standard puncture probe; four circular samples (ø 60 mm) were tested. The abrasion resistance test 40 was performed on a SATRA STM 633 Martindale abrasion machine to determine the number of abrasion cycles needed to form a hole through the sample. For testing, the samples were attached using double-sided adhesive tape. Four circular samples (ø 40 mm) were abraded under 9 kPa, using the 180 grit (aluminium oxide) abrasive paper. During the abrasion resistance test, all the samples were cleaned following the standard. 40 If no hole was evident in the sample after 8000 cycles, it was cleaned every 2000 cycles. The tear resistance test 40 was performed on a SATRA STM 566 tensile testing machine to determine the maximum force required to tear a rectangular sample. A 5 kN load cell was used on the eight trouser-type samples (100 × 50 mm): four samples were cut in the course direction, and the remaining four were cut in the wale direction. The experimental results were interpreted at a 95% confidence interval. The coefficient of variation (CV) for the cut, puncture, and tear resistance test results did not exceed 10%. All the cut, puncture, abrasion, and tear resistance tests were evaluated based on Table 1. 40 Level A/1 indicates the lowest, and level F/4 shows the highest protection level against mechanical risk. The Duncan test was performed to analyse the significant differences between the tests at the confidence interval of 95%.
Levels of performance 40
Results and discussion
Cut resistance
The results of the cut resistance test (Figure 4) showed that the content of HMWPE and basalt in the outer layer of the 3D weft-knitted fabric significantly affected the cut resistance of knits.
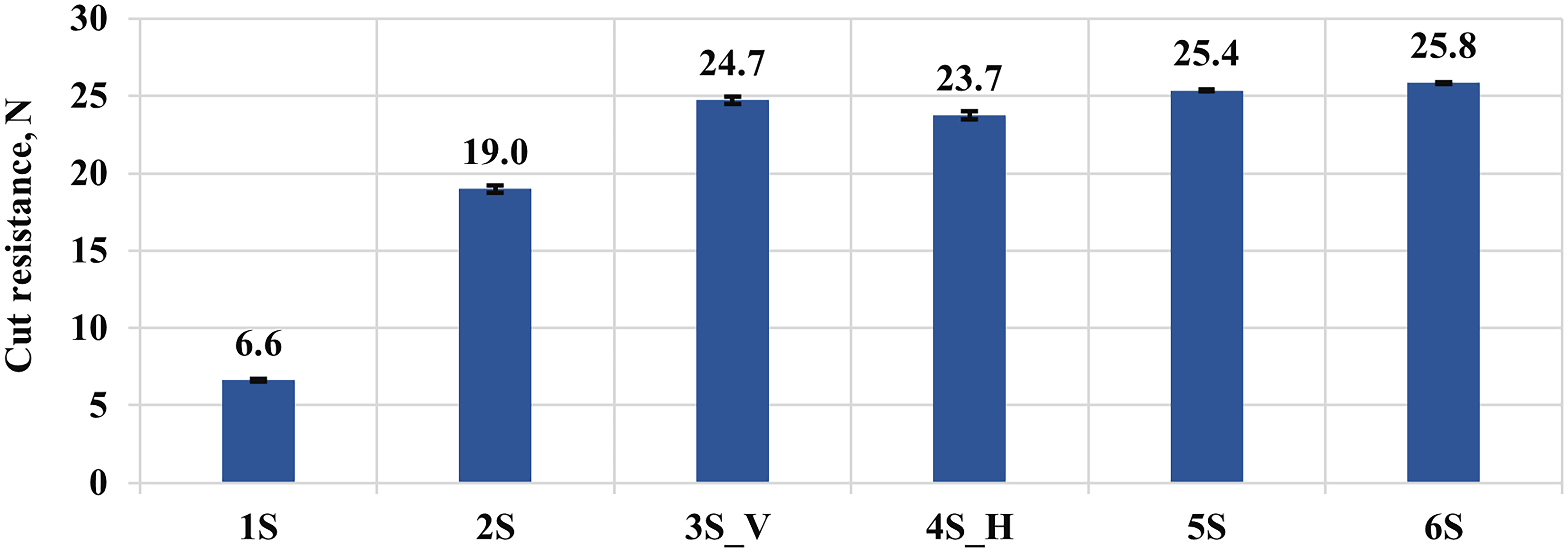
Cut resistance testing results (coefficient of variation (CV) = 0.1–0.7%).
The lowest cut resistance (6.6 N) was identified for the 1S sample having the highest HMWPE content (49%) in the outer layer, with no basalt. The highest cut resistance (25.8 N) was achieved in the 6S sample, having the highest basalt content (23%) and the lowest HMWPE content (24%) in the outer layer (Figure 3). Comparing the cut resistance test results for the 1S and 6S samples proved that the cut resistance of 6S was 3.9 times higher than that of 1S. The basalt fibre properties can explain this difference. Basalt is an inorganic fibre having a similar chemical composition and physical properties like glass fibres. 10 Glass features high cut resistance thanks to its relative hardness; therefore, the cut resistance of basalt can be attributed to this fibre property. The study results also support the statements of other researchers that inorganic fibres containing the structures of the protective materials improve the cut resistance significantly.2,30–32
The analysis of the effect of the varying percentage contents of basalt and HMWPE in the outer layer of the 3D weft-knitted fabric on the cut resistance showed that increasing the basalt content and decreasing the HMWPE content required a higher load to cut the knit. A major influence on the cut resistance of the knit was observed with the basalt content as low as 5% (2S), in which the cut resistance improved up to 2.9 times compared with the 1S sample containing only HMWPE in the outer layer. Increasing the basalt content from 5% to 12% in the 3S_V and 4S_H samples resulted in the cut resistance increasing by 24.7–30% (compared with 2S). Subsequently, higher basalt contents (17% and 23%) in the outer layer of the 3D weft-knitted fabric improved the cut resistance. However, no significant improvement was observed that would be comparable with the 2S, 3S_V and 4S_H cases: the 5S sample containing 17% basalt showed a 2.8–7.2% increase in cut resistance compared with the 3S_V and 4S_H samples; and the 6S sample containing 23% basalt showed a 1.6% improvement in cut resistance, compared with the 5S sample. Despite the slight percentage difference between the cut resistance values of the 3S_V, 5S, and 6S samples, Duncan’s test (Table 2) revealed a statistically significant alteration between them.
Cut resistance Duncan test result
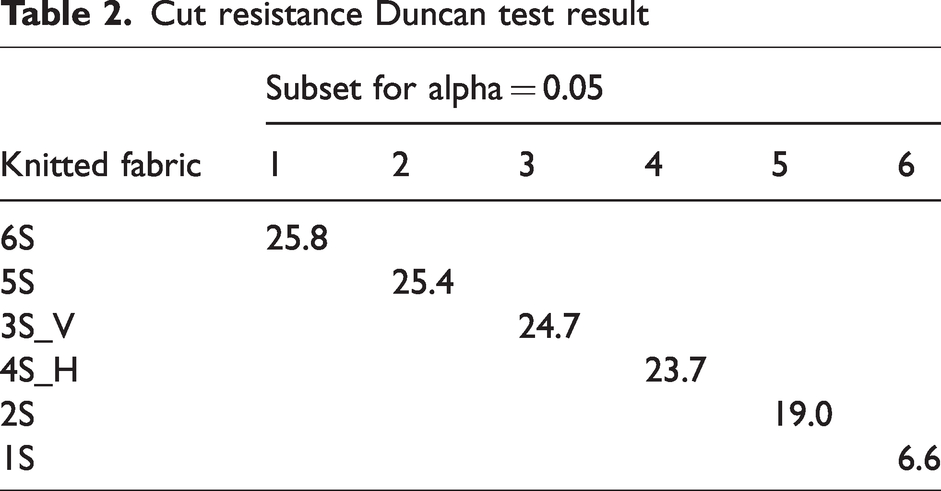
The analysis of the 3S_V and 4S_H knits, having the HMWPE plus basalt yarn arrangement modified in the outer layer, revealed a 4.2% higher cut resistance of the 3S_V knit compared with the 4S_H sample. Duncan’s test (Table 2) revealed a statistically significant alteration between the 3S_V and 4S_H samples. This suggests that the arrangements of the HMWPE plus basalt yarns should be considered when designing protective knitted fabrics and improving their cut resistance.
Duncan’s test (α = 0.05) (Table 2) revealed a statistically significant alteration between the cut resistance values of the 1S, 2S, 3S_V, 4S_H, 5S, and 6S knits. Statistical analysis confirmed that the cut resistance of 3D weft-knitted fabrics was significantly affected not only by the varying percentage contents of HMWPE and basalt in the outer layer but also by the arrangement of the HMWPE plus basalt yarns therein.
According to the classification in Table 1, the 1S knit was classified as level B (≥5 N), the 2S knit as level D (≥15 N), and the 3S_V, 4S_H, 5S, and 6S knits as level E (≥22 N). The produced 3D weft-knitted fabrics having only the outer layer designed for protection against mechanical impact and even containing varying percentage contents of HMWPE and basalt provided a prominent level of cut resistance. Therefore, these knits become suitable for use in PPE coming in direct contact with the skin, such as gloves, armguards, neck guards, etc., to protect human health against adverse effects.
The mathematical function described the results of the cut resistance test (Figure 5): CR = –262.6 +2.9x + 69.9lny, where CR is cut resistance, N, x is basalt, %, y is HMWPE, %. The coefficient of determination R2=0.90 showed that the mathematical function can be used to predict the cut resistance value of a 3D weft-knitted fabric with varying percentage contents of basalt and HMWPE in the outer layer, in which the polyamide content in the binding layer was 6%. The polyester content in the inner layer was 45–47%.
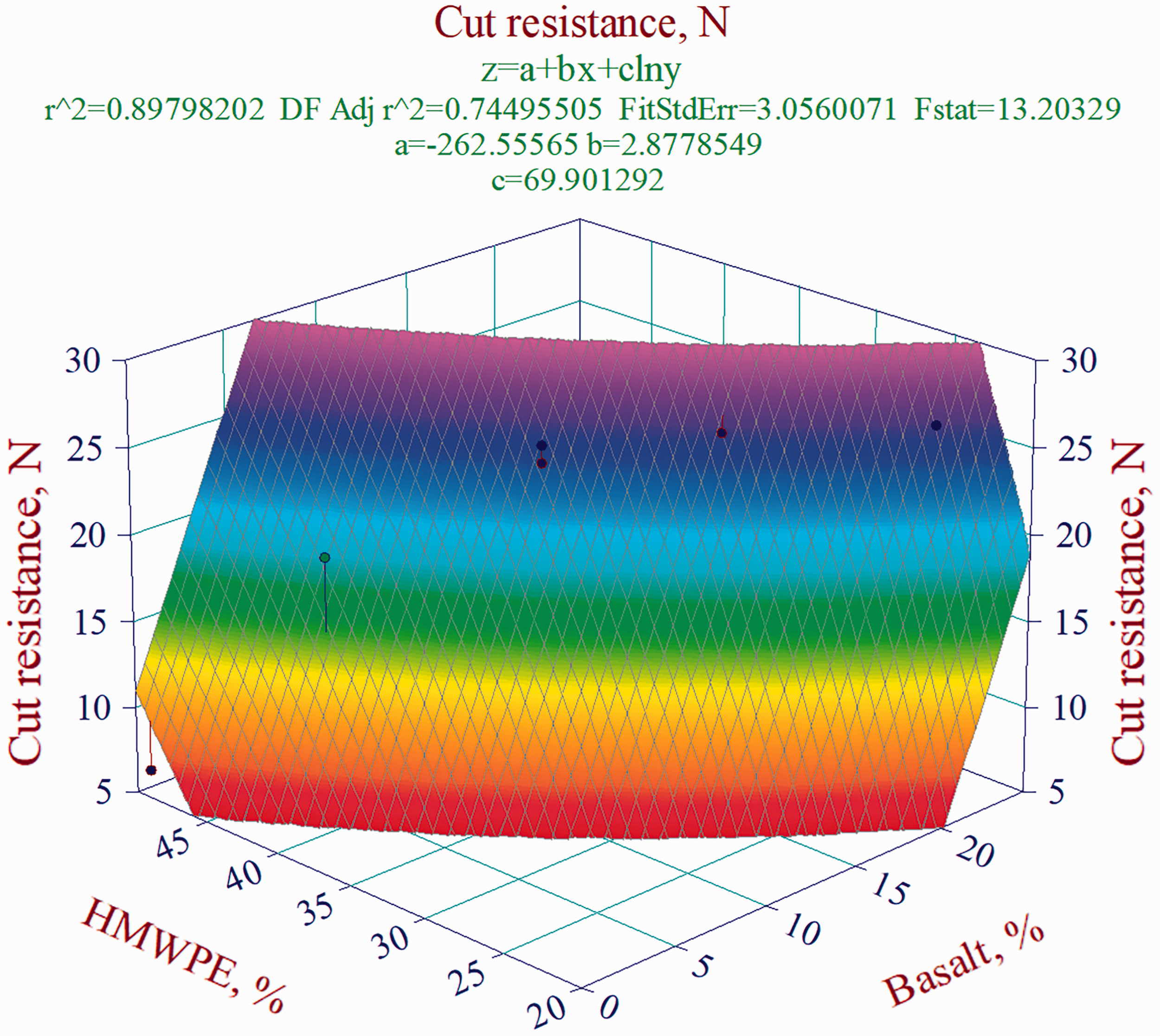
The mathematical model for cut resistance (N).
Puncture resistance
The results of the puncture resistance test (Figure 6) showed that the 1S knit with the highest HMWPE content (49%), containing no basalt in the outer layer, featured the best puncture resistance (354 N). The same tendency was observed by other researchers who reported that moss tuck stitch knitted fabric made from UHMWPE provided the highest puncture resistance. 24 The lowest puncture force (191 N) was determined for the 6S knit, containing the lowest HMWPE (24%) and the highest basalt (23%) content in the outer layer (Figure 3). Comparing the puncture resistance test results for the 1S and 6S knits proved that the puncture resistance of 1S was 1.85 times higher than that of 6S. This difference in results was due to the different properties of HMWPE and basalt filament yarns. According to the test results on the tensile properties of HMWPE and basalt filament yarns conducted by other researchers, HMWPE featured 10.2 times higher breaking tenacity compared with basalt with the same linear density. 27 It can be argued that the higher puncture resistance is provided by the filament yarn with the higher specific breaking tenacity, in this case, HMWPE. The puncture resistance results also supported the statement by other researchers that the lowest puncture force has been attributed to the fabric structure with the highest inorganic fibre content. 1 It can be attributed that inorganic fibres have low specific volume in addition to their smoothness and gloss, making them slide during applying force. 1
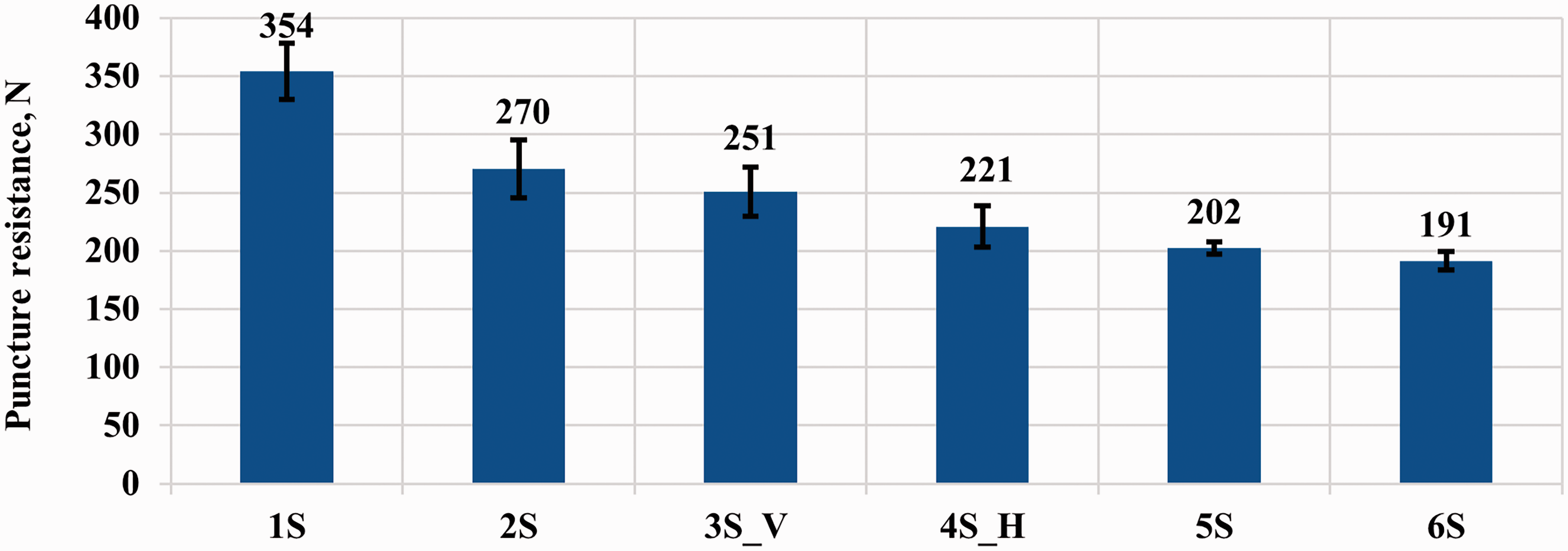
Puncture resistance test results (coefficient of variation (CV) = 1.7–5.8%).
Based on the analysis of the influence of the HMWPE and basalt percentage contents in the outer layer (Figure 3) on the puncture resistance of knits, it could be stated that a significant reduction in puncture force (by 24% compared with the 1S sample) was already evidenced for the 2S fabric containing 5% basalt and 43% HMWPE in the outer layer. Comparing the 2S, 3S_V, and 4S_H samples showed a decreasing trend in the puncture force for these fabrics. Further modification of the content of HMWPE and basalt in the outer layer did not reveal significant changes: the mean values of the puncture force for the 5S (17% basalt, 31% HMWPE) and 6S (24% basalt, 23% HMWPE) samples were within the range of permissible errors. This was also confirmed by Duncan’s test (Table 3), showing no statistically significant puncture values for the 5S and 6S samples.
Puncture resistance Duncan test result
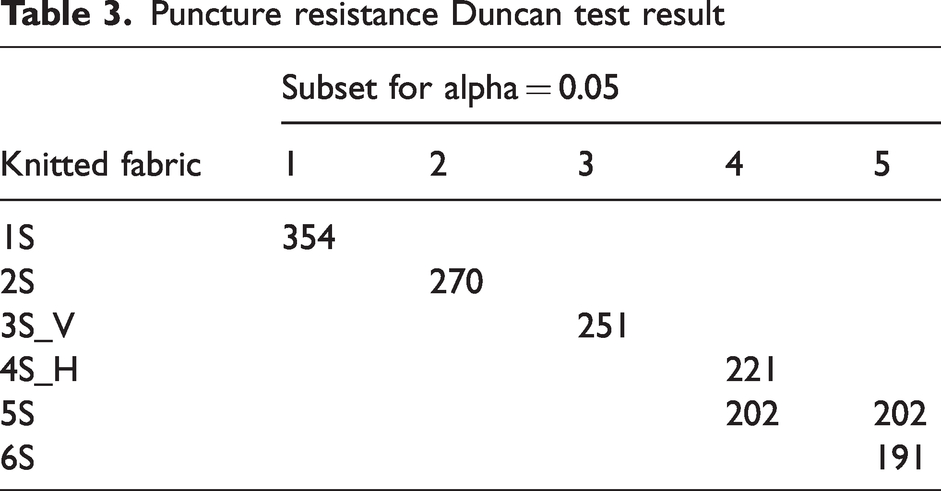
The comparison of the 3S_V and 4S_H knits, in which the HMWPE plus basalt yarn arrangement had been changed in the outer layer, revealed a 13.6% higher puncture force of the 3S_V knit compared with the 4S_H sample. Duncan’s test (Table 3) revealed a statistically significant alteration between the 3S_V and 4S_H samples. Therefore, the study results showed that a carefully selected arrangement of the HMWPE plus basalt yarns in the outer layer of the 3D weft-knitted fabric could provide better puncture resistance without changing the content of HMWPE and basalt in the knit structure.
The results of the puncture resistance tests were statistically evaluated by Duncan’s test (α = 0.05) to determine the significance of the results between the mean values of puncture force (Table 3). The statistical analysis confirmed a significant alteration between the 1S, 2S, 3S_V, and 6S knits. This finding suggested that the puncture resistance of the 3D weft-knitted fabric was significantly affected not only by varying percentage contents of HMWPE and basalt in the outer layer but also by the arrangement of the HMWPE plus basalt yarns therein.
The analysis of the typical force-displacement curves of knits (Figure 7) revealed that, for all the 3D weft-knitted fabrics tested, the penetration of the puncture probe through the sample up to the maximum puncture force was complex and subject to high resistance, as shown in the multiple peaks evident throughout the curves. This shows that the complexity of the knit design, namely the 3D structure and the varying percentage contents of HMWPE and basalt used in the outer layer, had prevented the first recorded peak from completely puncturing the knit sample.
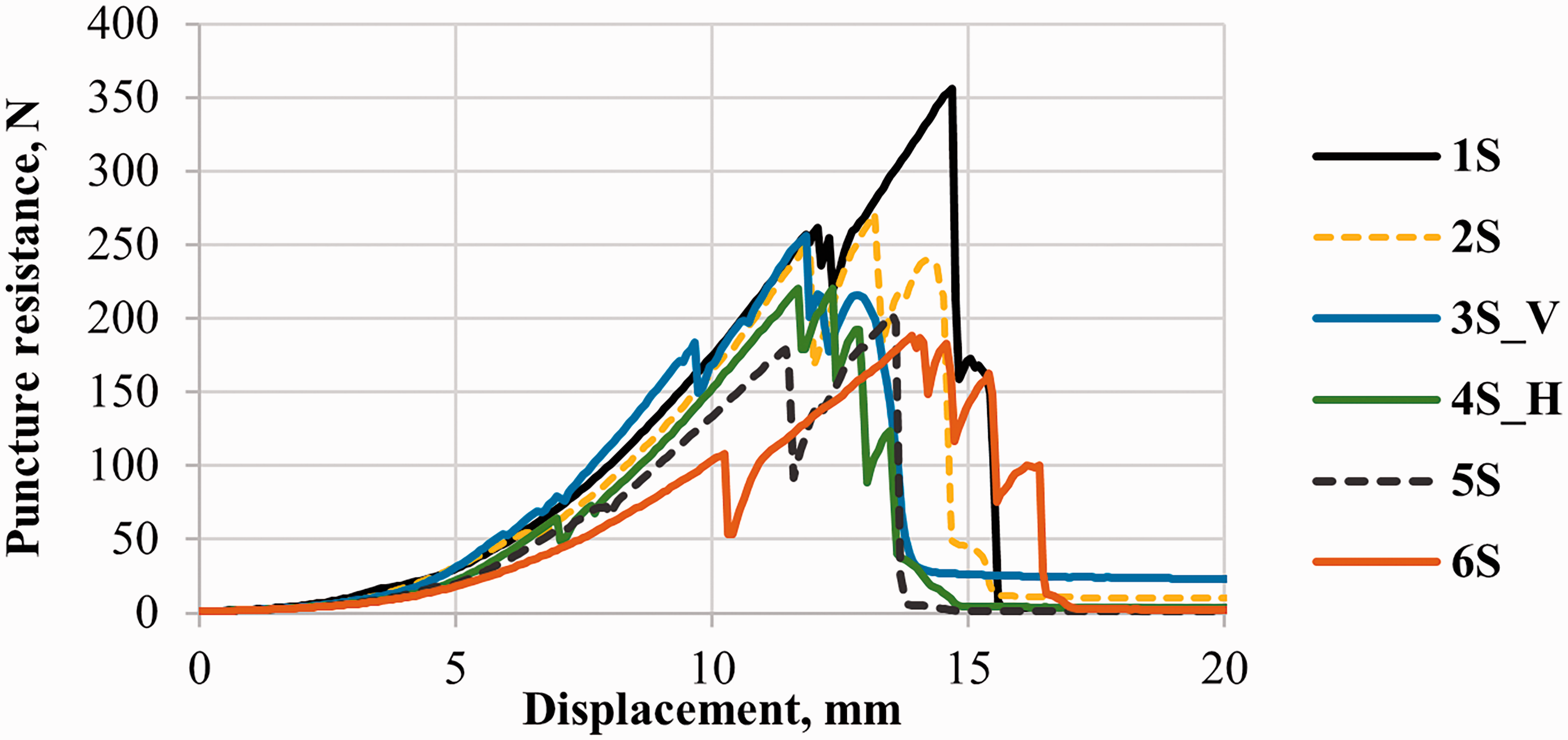
Typical force–displacement curves obtained through a puncture test.
Based on the comparison of the inclination angles/Young’s modulus of the representative curves (Figure 7), it can be argued that the 1S, 2S, 3S_V, and 4S_H knits had similar inclination angles, differing merely in the force magnitude. Thus, for the above knits, changing the content of HMWPE and basalt in the outer layer only affected the magnitude of the puncture force and not the inclination angle of the puncture curve. However, it was observed that increasing the basalt content to 17% and decreasing the HMWPE to 31% (5S sample) decreased the inclination angle. The lowest inclination angle (Figure 7) was determined for the 6S knit, having the highest basalt content (23%) and the lowest HMWPE content (24%) in the outer layer. It can be argued that a significant increase of basalt (17% and more) and a decrease of HMWPE (31% and less) content in the outer layer of the 3D knitted fabric impacted not only the strength but also the mechanical properties of the 3D weft-knitted fabric. The resulting knit exhibited higher ductility properties.
All designed 3D knits featured the highest puncture resistance (level 4 = ≥150 N, Table 1). This suggested that the 3D weft-knitted fabric structure, having only the outer layer designed for protection against mechanical impact, provided a high puncture resistance even with varying percentage contents of HMWPE and basalt, thus making the knits suitable for use in PPE, including the possibility of using the protective fabric in direct contact with the skin.
The mathematical function (Figure 8) PR = 1524.1–15.9x-305.1lny, where PR is the puncture resistance, N, x is basalt, %, y is HMWPE, % described the results of the puncture resistance test. The coefficient of determination was R2 = 0.91, which showed that the mathematical function was suitable for predicting the puncture resistance value of a 3D weft-knitted fabric with varying percentage contents of HMWPE and basalt in the outer layer, where the polyamide content in the binding layer was 6%, and the polyester content in the inner layer was 45–47%.
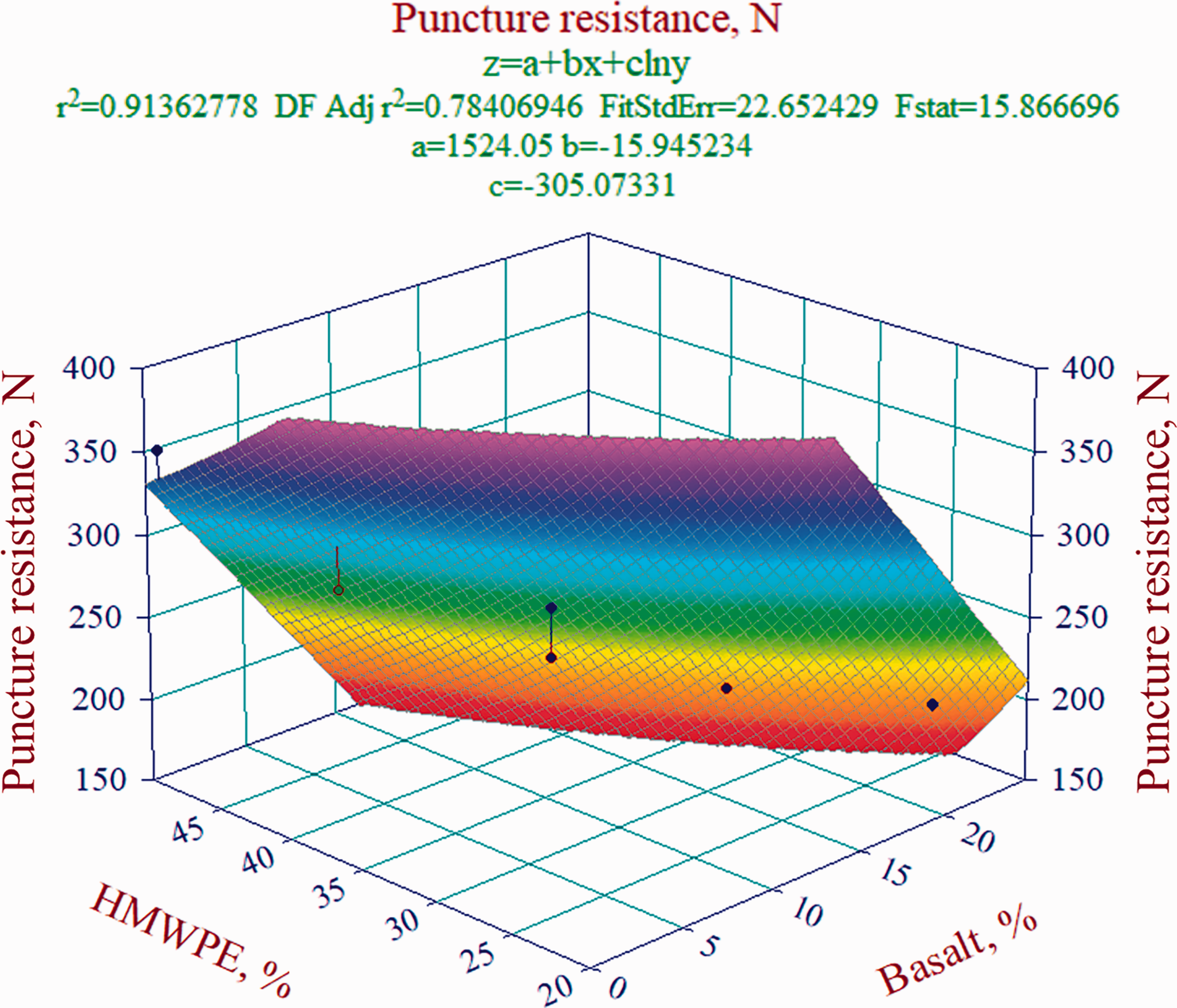
The mathematical model for puncture resistance (N).
Abrasion resistance
The abrasion resistance test for all 3D weft-knitted fabrics was stopped after 16,000 cycles without evidence of a formed hole through the samples. The images of the knit samples after a different number of cycles are shown in Figure 9.
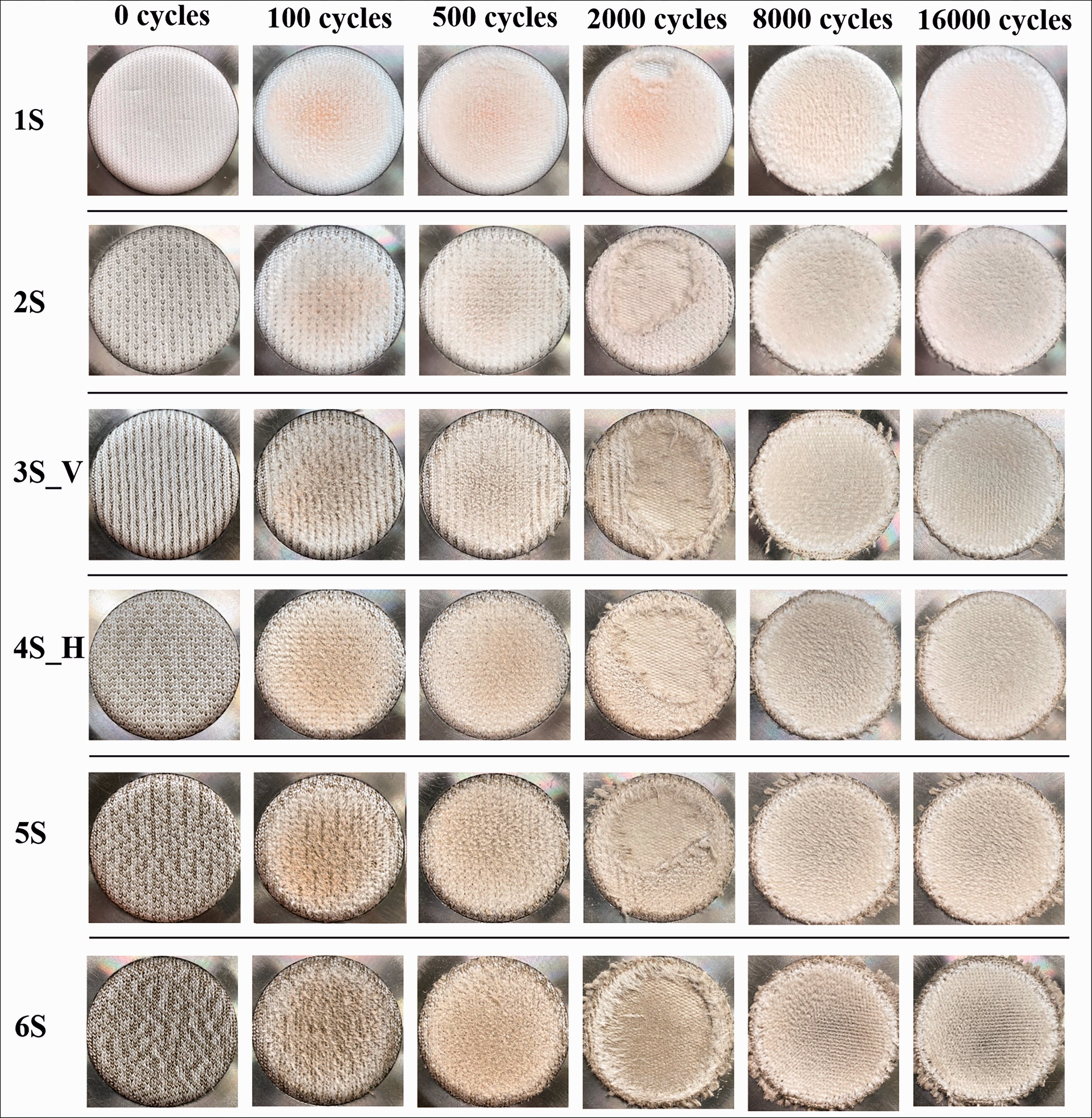
Specimen images after different numbers of abrasion cycles.
Comparing the images of the samples (Figure 9), a significant alteration in the outer layer of all the knits was observed after 2000 cycles. The 1S knit samples with the highest HMWPE content (49%) in the outer layer were the least affected by abrasion. The outer layer of the 6S knit, with the highest basalt (23%) and lowest HMWPE (24%) content, was abrased after 2000 cycles. The difference in the abrasion resistance of the outer layer (comparing the 1S and 6S samples) was explained by the filament yarn properties: HMWPE fibres have excellent wear and abrasion resistance. 27 Several researchers 41 investigated the wear behavior of UHMWPE. It was concluded that the high wear resistance of UHMWPE could be attributed to its higher degree of entanglement and high fraction content of interphase domains. Therefore, the higher HMWPE content in the fabric structure provided better abrasion resistance. A comparison of the sample images after 8000 cycles revealed that the outer layers of all the 3D knits were completely abrased. After 16,000 cycles, the test was stopped without evidence of a formed hole through the samples.
No correlation was identified between HMWPE and basalt content and the number of abrasion cycles. However, after 2000 cycles, a new trend was observed in the abrasion resistance of knits subjected to different HMWPE and basalt contents in the outer layer of the 3D weft-knit fabric: it was reduced by decreasing the HMWPE content and increasing the basalt content. A similar tendency was observed by other researchers 42 who investigated the influence of UHMWPE and basalt on the wear resistance and reported a significant decrease in the wear resistance with an increase in the basalt content of the UHMWPE composite. Based on Figure 9, it was also determined that the resistance of the outer layer of knits after 2000 cycles was significantly affected by 5% of basalt and 43% of HMWPE content: the outer layer of the 2S knit showed more visual abrasion than that of the 1S knit.
All the tested 3D weft-knitted fabrics met the highest abrasion resistance level (level 4 = ≥8000, Table 1). It can be argued that all designed 3D weft-knitted fabrics were suitable for use in PPE coming in direct contact with the skin (e.g. gloves, arm guards) to avoid/reduce the impact of abrasion on human health.
Tear resistance
The results of the tear resistance test (Figure 10) showed that among all the knits tested, the 1S knit with the highest HMWPE content in the outer layer, containing no basalt (Figure 3), featured the highest tear force. The knit 6S, with the lowest HMWPE and the highest basalt content in the outer layer, featured the lowest tear force. When comparing the tear resistance results of the 1S and 6S fabrics, the tear resistance of the 6S sample proved to be 48–49% lower than that of the 1S. Based on the results of the tear resistance tests (Figure 10), it can be argued that the knit tear resistance decreases due to decreasing the HMWPE content and increasing the basalt content in the outer layer of the 3D weft-knitted fabric. The different properties of HMWPE and basalt filament yarns explained this behavior of knits in terms of tear resistance. Based on the results of the experiments on the tensile properties of HMWPE and basalt filament yarns conducted by other researchers, it was established that HMWPE filament yarns featured 10.3 times higher breaking strength compared with the basalt filament yarns with the same linear density. 27 The HMWPE filament yarns can withstand a higher load, making knits with a higher content of HMWPE filament yarns in the outer layer more resistant to tearing.
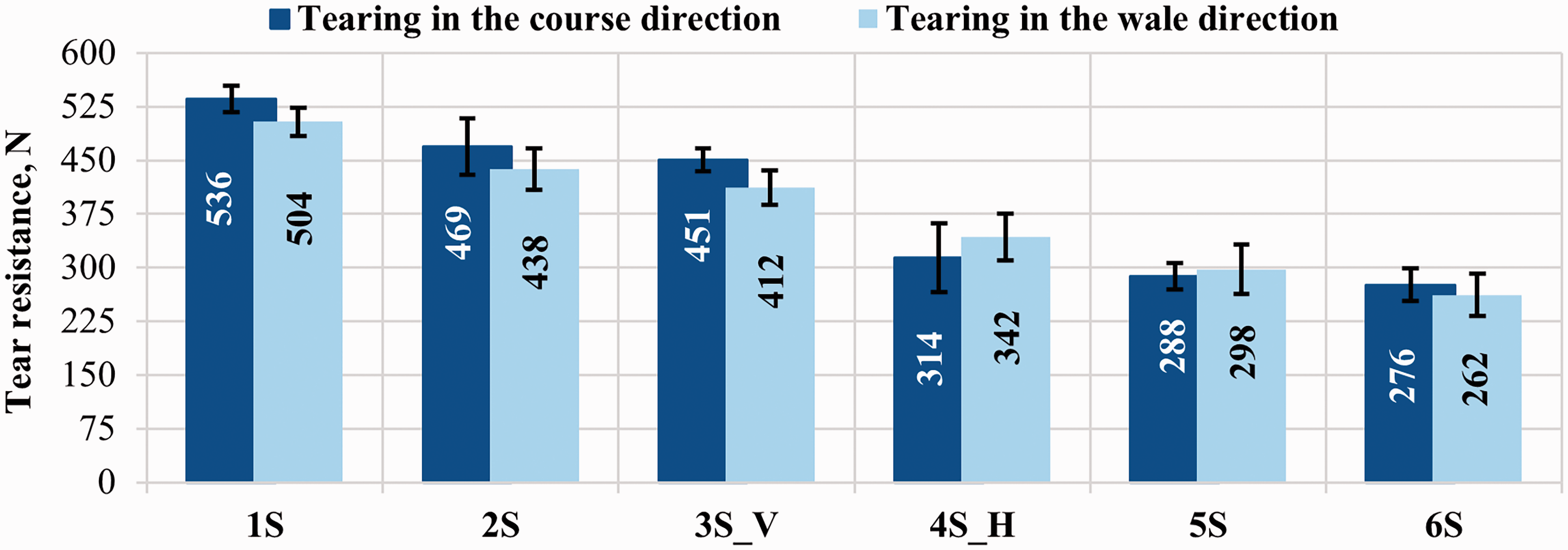
Tear resistance of the three-dimensional (3D) weft-knitted fabrics (coefficient of variation (CV) = 2.2–9.7%).
The analysis of the 3S_V and 4S_H knits, in which the arrangement of the HMWPE plus basalt yarns in the outer layer had been changed, showed that the 3S_V knit had a 20–44% higher tear force compared with the 4S_H sample. It can be argued that the higher tear resistance is not only subject to the higher percentage of HMWPE in the outer layer of the 3D weft-knitted fabric but also the proper arrangement of the HMWPE plus basalt yarns (in this case, vertically). Therefore, the design of tear-resistant knits needs to consider not only the percentage of HMWPE and basalt in the outer layer of the 3D weft-knitted fabric but also the arrangement of these yarns therein.
The analysis of the tear resistance of the knits in the course and wale directions revealed a 6.4–9.5% higher tear force of the 1S, 2S and 3S_V knits when torn in the course direction compared with tearing in the wale direction. For the 4S_H, 5S and 6S knits, the test result values in the course and wale directions were within the range of permissible errors.
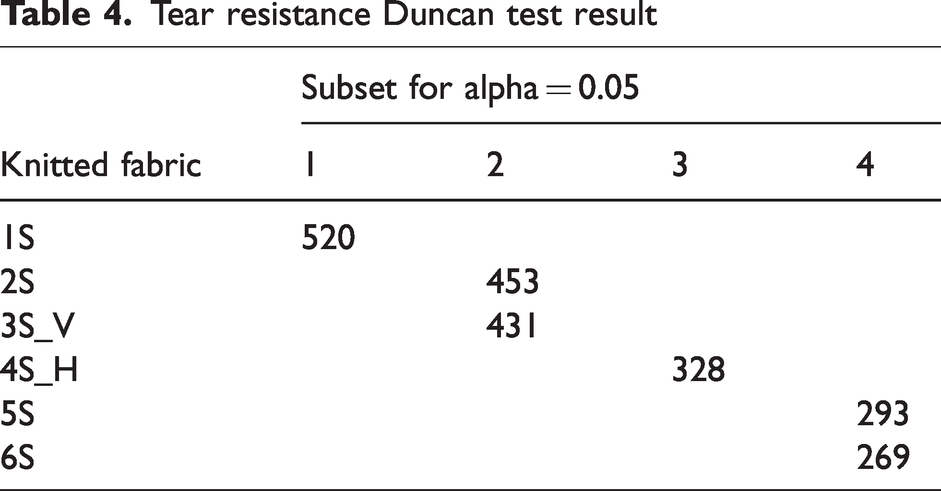
The results of the tear resistance tests were statistically evaluated by Duncan’s test (Table 4) to determine the statistical significance of the results. For Duncan’s test (α = 0.05), the mean values of both directions were used. Based on the statistical analysis, it can be concluded that there is a significant alteration between the 1S, 2S, 4S_H, and 6S tear values. Therefore, the tear force of the 3D weft-knitted fabric was significantly affected not only by the varying percentage content of HMWPE and basalt in the outer layer but also by the arrangement of the HMWPE plus basalt yarns therein.
Tear resistance Duncan test result
All 3D weft-knitted fabrics met the highest tear resistance level 4 (level 4 = ≥75 N, Table 1); therefore, designed 3D weft-knitted fabrics provided high tear resistance even with varying percentages of HMWPE and basalt in the outer (protective) layer of the knit.
The results obtained in the tear resistance test can be described by the mathematical function (Figure 11): TR = 642.8-14.2x–2.6y, where TR is the tear resistance, N, x is basalt, %, y is HMWPE, %. The coefficient of determination was R2 = 0.85, which makes the mathematical function suitable for predicting the tear force of a 3D weft-knitted fabric with varying percentage contents of HMWPE and basalt in the outer layer, in which the polyamide content in the binding layer was 6%, and the polyester content in the inner layer was 45–47%.
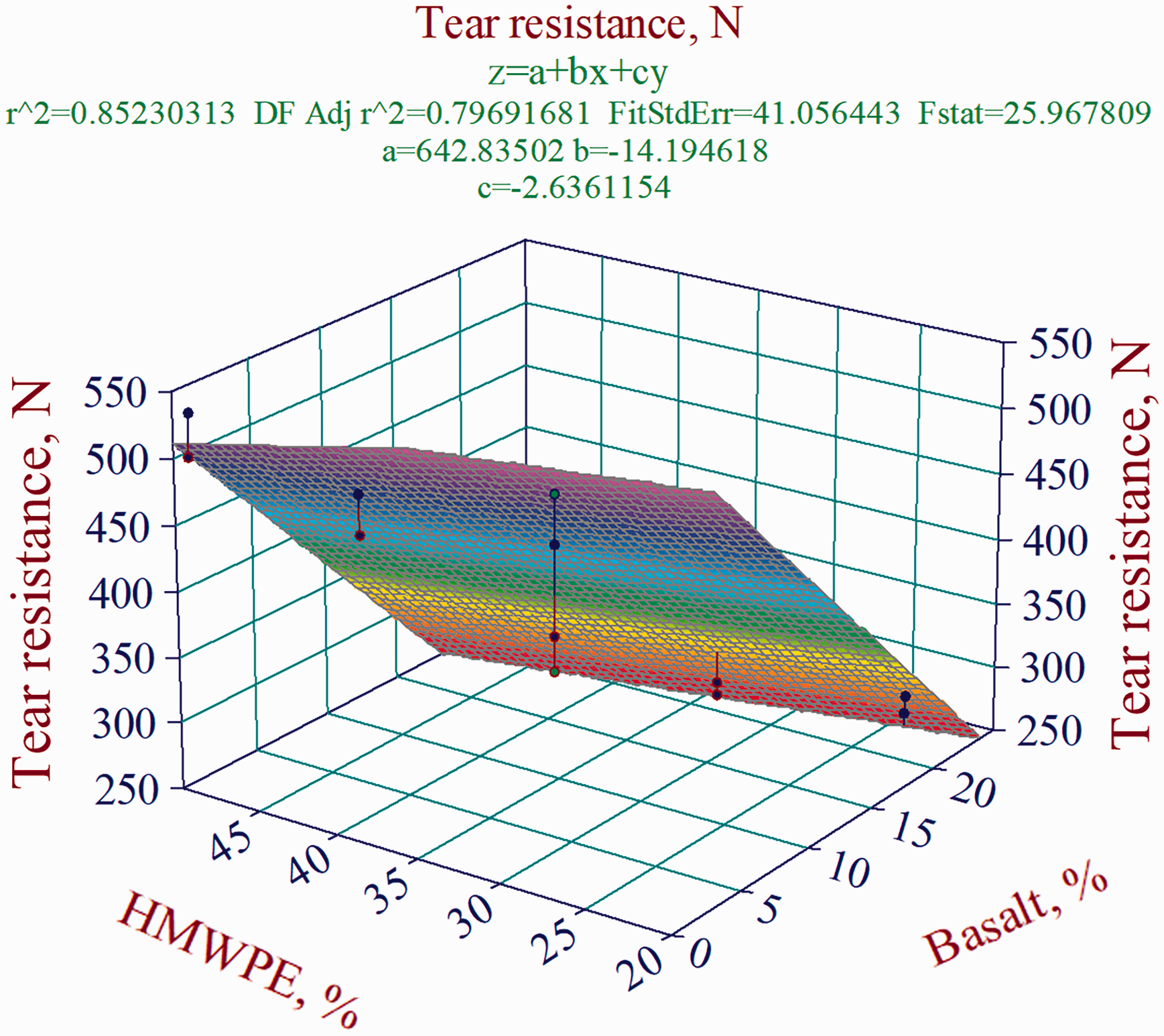
The mathematical model for tear resistance (N).
Integrated assessment of cut, puncture and tear resistance
To assess comprehensively the correlation between the strength properties of the designed 3D weft-knitted fabrics against mechanical impact, a bubble chart (Figure 12) has been developed to show the results of the cut, puncture, and tear resistance tests. The tear resistance values are averaged across the tearing in the course and wale directions. Meanwhile, abrasions are omitted because the test has been terminated after 16,000 cycles without evidence of holes throughout the samples.
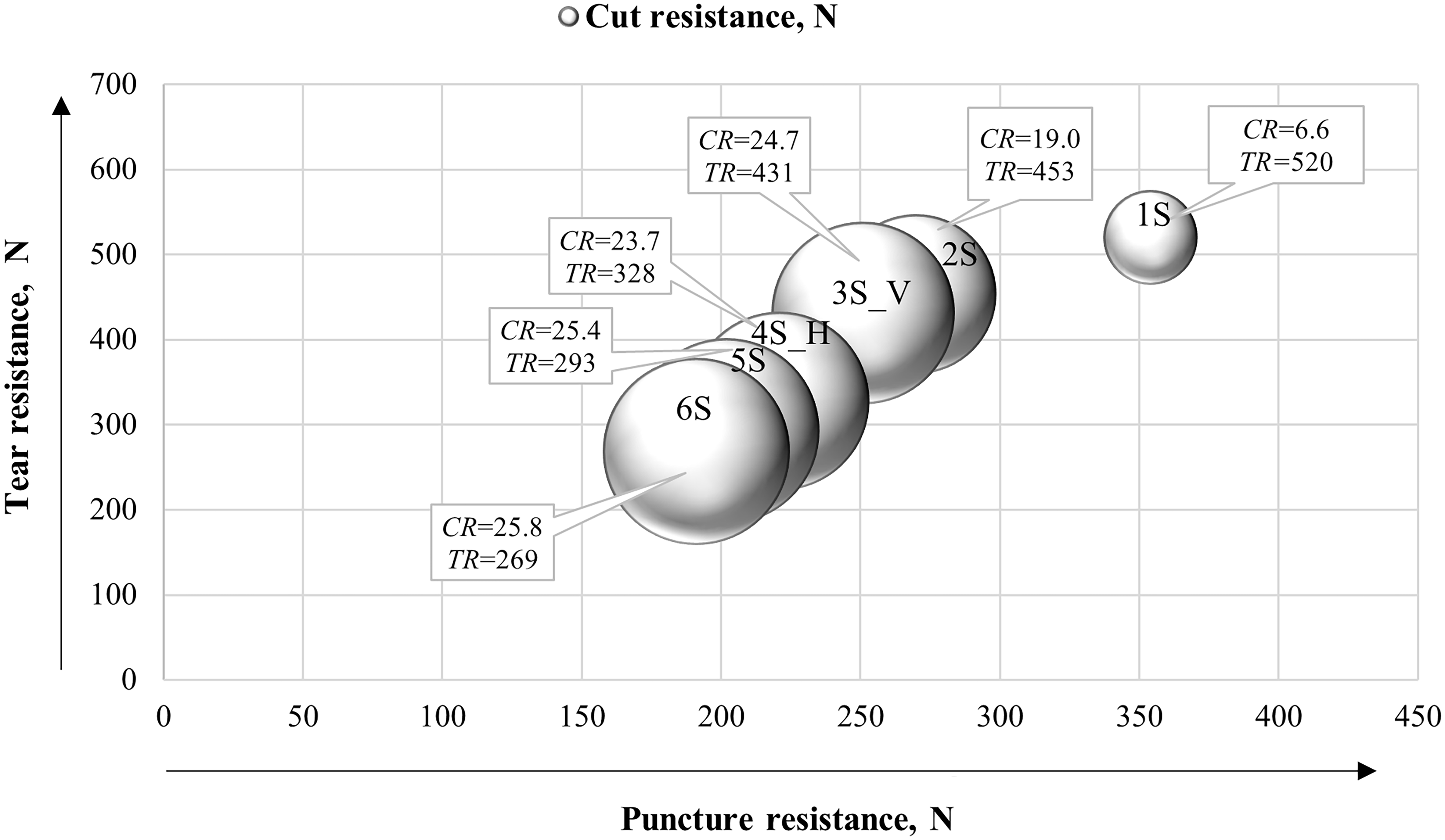
Relationship between cut, puncture and tear resistance (CR is cut resistance; TR is tear resistance).
Figure 12 shows a positive correlation between the puncture resistance and tear resistance values: the increased puncture resistance of the 3D weft-knitted fabrics results in higher tear resistance. The structural differences in the designed 3D knits suggested that the properties of the HMWPE yarns can explain this: HMWPE has a higher specific breaking tenacity compared with basalt yarns of the same linear density. 27 However, as the puncture and tear resistance values increased, the cut resistance of the knit decreased: the 1S knit showed the tiniest bubble (Figure 12). The 1S knit was basalt-free and had the highest HMWPE content in the outer layer compared with all the other 3D knits. Increasing the basalt content and decreasing the HMWPE content in the knit structure improved the cut resistance but decreased the puncture and tear resistance.
The design of protective knits against mechanical risks should be based on the intended applications: for higher puncture and tear protection, it is recommended to use a higher HMWPE content in the knit structure, while for better cut resistance, a higher basalt content should be considered in the outer layer of the 3D knit. Figure 12 shows that the 3S_V knit is the optimum option for the cut, puncture, and tear resistance values: it featured high puncture and tear resistance, and the cut resistance value was high, with a slight change while increasing the basalt content in the structure.
Conclusions
For this study, protective 3D weft-knitted fabrics were designed with different functional layers: the outer layer for protection against mechanical risks and the inner layer suitable for direct contact with the skin. By varying the percentage contents of HMWPE and basalt in the outer layer of the knits, it was aimed to determine the effect of the amount of these filament yarns on the cut, puncture, abrasion, and tear resistance. Based on the experiment results obtained during testing, it was concluded that:
Basalt used in the outer layer of the knits significantly increased (2.9 (5% basalt)–3.9 (23% basalt) times) the cut resistance of the knits, compared with that containing no basalt. The knit with the highest percentage of HMWPE had the best puncture and tear resistance. Reducing the amount of HMWPE in the outer layer of the 3D weft-knitted fabrics (from 49% to 24%) resulted in 1.85 times less puncture resistance and 1.92–1.94 times less tear resistance. The results of the cut, puncture and tear resistance tests can be described by mathematical functions, where x was the basalt content (%), and y was the HMWPE content (%). The function coefficients were R2 = 0.85–0.91. Therefore, the functions can be used to predict the cut, puncture, and tear resistance (N) for varying percentage contents of HMWPE and basalt in the outer layer of the 3D weft-knitted fabric, where the binding layer contained 6% of polyamide, the inner layer contained 45–47% of polyester. No correlation could be established between the varying percentage contents of HMWPE and basalt in the outer layer of the 3D weft-knitted fabric and the number of abrasion cycles, as no 3D weft-knitted fabrics broke after 16,000 cycles. Based on the recorded images of the knits after 2000 cycles, the knit with the highest HMWPE content (49%) in the outer layer was the least affected by abrasion. The resistance of protective 3D-weft knitted fabrics to mechanical risks can be improved not only by varying the percentage contents of HMWPE and basalt in the outer layer of the 3D weft-knitted fabric but also by varying the arrangement of the HMWPE plus basalt yarns therein. It was determined through testing and confirmed by Duncan’s test that the cut, puncture, and tear resistance improved by 4.2%, 13.6% and 20–44%, respectively, in the case of a vertical arrangement of HMWPE plus basalt yarns (3S_V) in the outer layer compared with the horizontal arrangement of HMWPE plus basalt yarns (4S_H).
It can be concluded that the designed 3D weft-knitted fabrics with only the outer layer intended for protection against mechanical risks provided comprehensive protection even when using varying percentage contents of HMWPE and basalt in the outer layer. Therefore, the knits can be used in PPE suitable for direct contact with the skin (e.g. gloves, armguards, neck guards, etc.) to reduce the negative impact on human health in the working environment. The design of protective knits against mechanical risks should be based on the intended applications: for higher puncture and tear protection, it is recommended to use a higher HMWPE content in the knit structure, while for better cut resistance, a higher basalt content should be considered in the outer layer of the 3D knit. Based on a complex assessment, the 3S_V knit can be highlighted as the optimum option in terms of the HMWPE and basalt content in the outer layer, and cut, puncture and tear resistance.
Footnotes
Acknowledgements
The authors would like to acknowledge Granberg AS for the support of the investigation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.