
Abstract
In this research, eight different 3D weft-knitted fabrics were developed and evaluated. 3D fabrics have been knitted on circular weft-knitting machines with two different gauges: 20E gauge and 28E gauge. Three different raw materials were used for the fabric’s production: high molecular mass polyethylene (HPPE) yarn and 0.05 mm diameter steel wire in the outer layers (for the front and reverse) and polyamide yarn in the binding layer. The experiments were conducted on the developed 3D knitted fabrics to determine the fabric’s resistance to mechanical risks such as circular blade cut, puncture, abrasion, and also to evaluate the comfort parameter, such as air permeability. It was defined that 3D weft-knitted fabrics best results on tests: circular blade cut, puncture and abrasion resistant were achieved using HPPE yarn twisted with steel wire, higher mass per unit area with more significant amount of steel wire. According to the standard EN 388:2003, three samples of developed 3D weft-knitted fabrics had the highest 5th blade cut and the highest (4th) abrasion resistance level. All of them had the highest (4th) level of puncture resistance. 3D fabrics knitted on a circular weft-knitting machine of gauge 28E ensured 1.3–2.1 times greater blade cut and 4.9–12.1 times greater abrasion resistance result, than fabrics knitted on gauge 20E, due to a higher stitch density, higher mass per unit area, density and fabric’s thickness. But on the other hand, these parameters lowered air permeability by 20.2–43.0%.
Keywords
Introduction
Each year, millions of workers suffer workplace injuries that could have been prevented [1]. Mechanical hazards are the most common form of threat which may be knives and needles, high speed rotating machines, sharp objects or rough surfaces and so on [2,3]. The demand for protective garments is ever increasing [2,4,5]. There is extensive use of body armour to protect the hands and feet from cut injuries in some industries, including healthcare, law enforcement, and also in sports, transportation and so on [3,6–8]. Hence, the study on the cut-resistant action of the textile structure is significant [6].
Garments protecting against mechanical injuries are more frequently manufactured from yarns characterised by very high resistance to cuts (carbon fibres, aramid fibres, ultra-high molecular weight polyethylene fibres, glass fibres) and find application in many industrial sectors [3,5,7–9]. There is a real need for the development of flexible materials that can protect without compromising their comfort in different working conditions [5]. Today’s market for cut-resistant garments requires rising protection in combination with higher comfort levels. For this reason, high-performance fibres are blended with conventional fibres like polyester, cotton or polyamide to provide the required comfort and flexibility [5]. Such garments should be flexible, pliable, soft and cut/stab/puncture/abrasion resistant; unfortunately, any improvement in the cut and/or abrasion resistance could worsen other properties [5,9,10].
There have been many industrial anti-cutting fabrics in the market. With the requirement of lightweight and comfortable cut-proof clothes, the knitted fabric has the advantages of its structure, which is now widely used [6]. In recent years, various 3D knitted structures have been growing in popularity, because of their cost advantage and good performances [11]. Such fabrics could ensure not only excellent protective properties but also have the features of low weight, better designability, comfort and thermo-physiological properties [12–18]. These properties could be adjusted by fibres content, knitting type, spatial configuration and thickness [19,20]. If high-performance yarns are used, 3D knitted fabrics provide improved mechanical properties compared to traditional materials [21].
As one type of the 3D textile structures, the 3D spacer knitted fabric has been widely used in engineering field owing to its smooth and efficient processing in warp and weft knitting [16]. Knitted spacer fabrics can be produced using a flat knitting machine, two needle bar raschel knitting machine (warp-knitted spacer fabric), and also a circular double jersey machine (weft-knitted spacer fabrics) [22–24]. Three-layer weft-knitted spacer fabrics have a structure that consists of two separate knitted layers joined together by a connective yarn. Such materials may have the same or completely different structures in the face and back layers and different types of yarn in the connecting layer [15,23,25]. Thanks to their characteristics, spacer fabrics show different properties which cannot be met by the conventional textiles and have not been possible to achieve by using other technologies. These fabrics continue to find new and novel product applications, using them in various fields, such as protective clothing, transportation, geo-textiles, buildings, packing materials, military equipment, medicine and sports and so on [21,22,24–28].
A systematic study of mechanical behaviour and the influence of the structure factors is necessary, which would allow proper choice of the fabric structure to obtain high-performance 3D knitted fabrics. Meanwhile, little research has been done to study the effect of yarn content and knitted structure type upon three-layer weft-knitted spacer fabric mechanical behaviour [29]. Based on the existing literature, it has been found that the relationships between the knitted structures and the properties of the weft-knitted spacer fabrics are still not established [30].
The cutting mechanism of the knitted structure is much more complicated due to fibre and yarn intrinsic properties, and also specific geometry and mechanical performance of the knitted fabric. Therefore, there is still much work to continue to get a thorough understanding of the mechanism of fabric’s cut resistance performance [6].
So, 3D knitted materials of the complex structure have been developed to extend their applicability in the areas of functional and technical clothing by providing multifunctional properties. The lack of comprehensive studies on the functional characteristics, especially on mechanical and comfort properties of three-layer weft-knitted fabrics, is a sound basis for this research. This paper profoundly discusses the advance characteristics of 3D weft-knitted fabrics such as cut, puncture and abrasion resistance and also air permeability behaviour concerning the composition and structural parameters.
Materials and methods
Materials
In this research, eight different 3D weft-knitted materials (Figure 1) were developed and evaluated. 3D weft-knitted fabrics were knitted on a circular weft-knitting machines of two different gauges: 20E gauge and 28E gauge. Three different raw materials were used for the fabric’s production:
Schematic representation of 3D weft-knitted fabric structure. High-performance polyethylene (HPPE, 22.2 tex, 120 filaments, twisted in the S direction, 100 m−1) – ultra-high molecular weight polyethylene, is nontoxic, and has better fatigue resistance than aramid fibres. Polyamide (PA, 3.2 × 2 tex, 10 filaments) – synthetic elastic textured yarn used for connecting outer layer (front) and outer layer (reverse) together. HPPE + steel wire (SW, 0.05 mm Ø) – steel wire twisted with HPPE in the S direction (100 m−1) for better resistance to mechanical risk.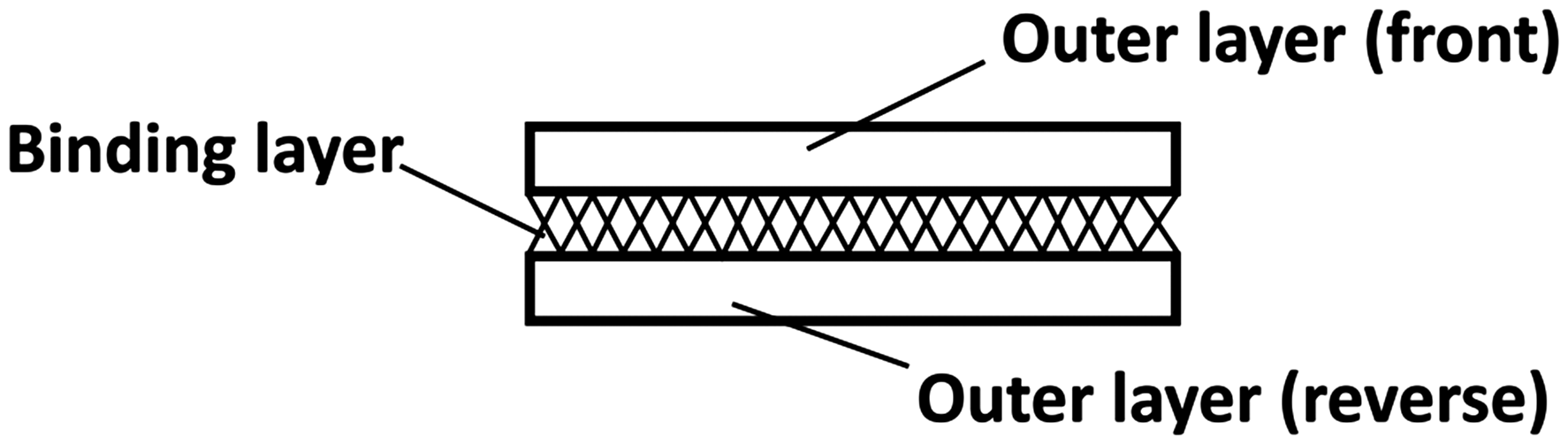
The knitted structure and the view of the investigated 3D weft-knitted materials are presented in Figures 2 and 3 while the characteristics of the tested materials are presented in Table 1. Each 3D weft-knitted fabric has a particular code, related to its structure:
The first number indicates gauge length: 20E and 28E; The second number indicates the quantity of steel wire:
0 – no steel wire; 2 V – steel wire in wale (vertical) direction; 2H – steel wire in course (horizontal) direction; 2 – steel wire in wale and course directions. The characteristics of 3D weft-knitted fabrics. CPC: course per centimetre; WPC: wales per centimetre. The knitted structures of the developed 3D weft-knitted fabrics. The view of the developed 3D weft-knitted fabrics outer layer (front) (reverse layer seams the same).

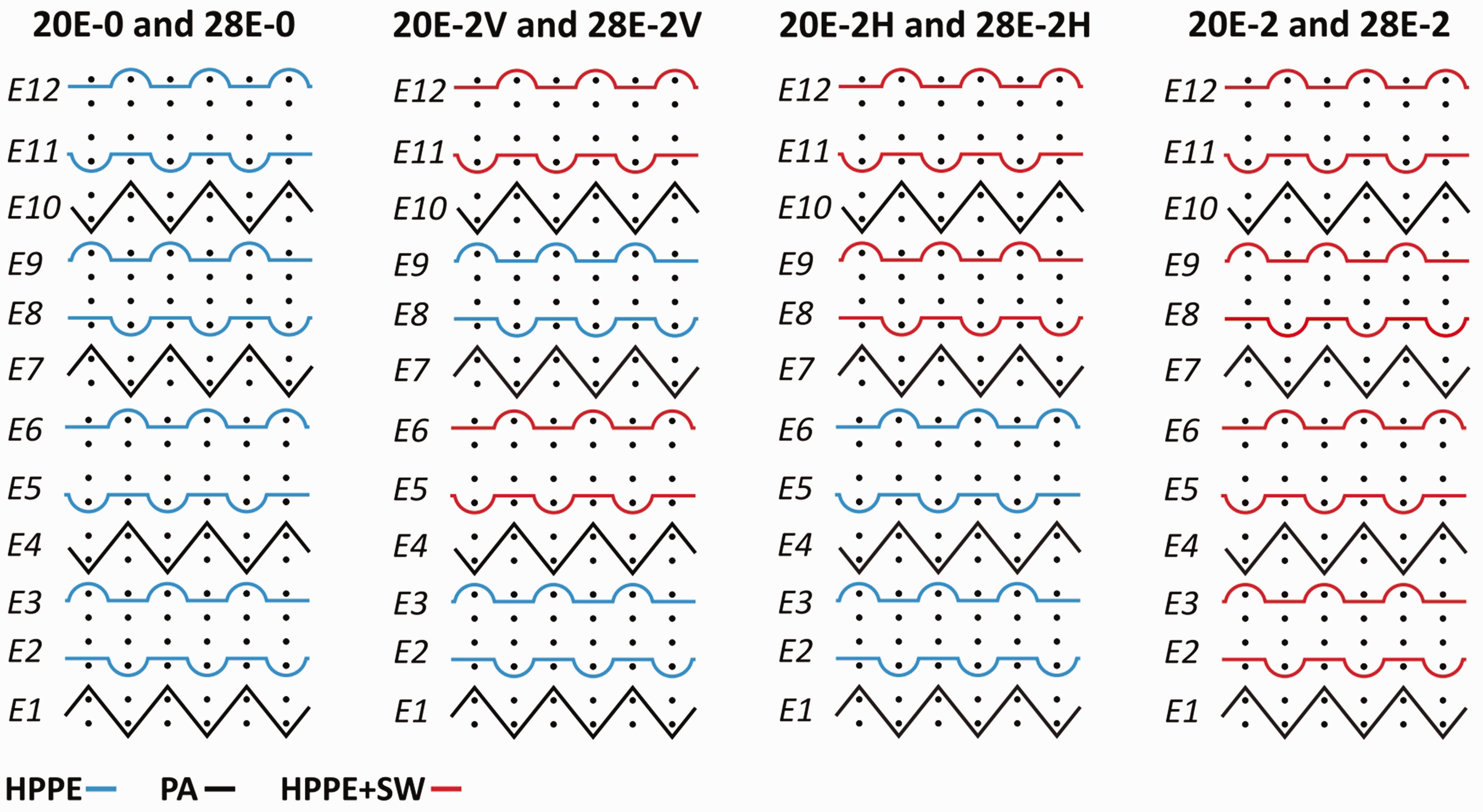
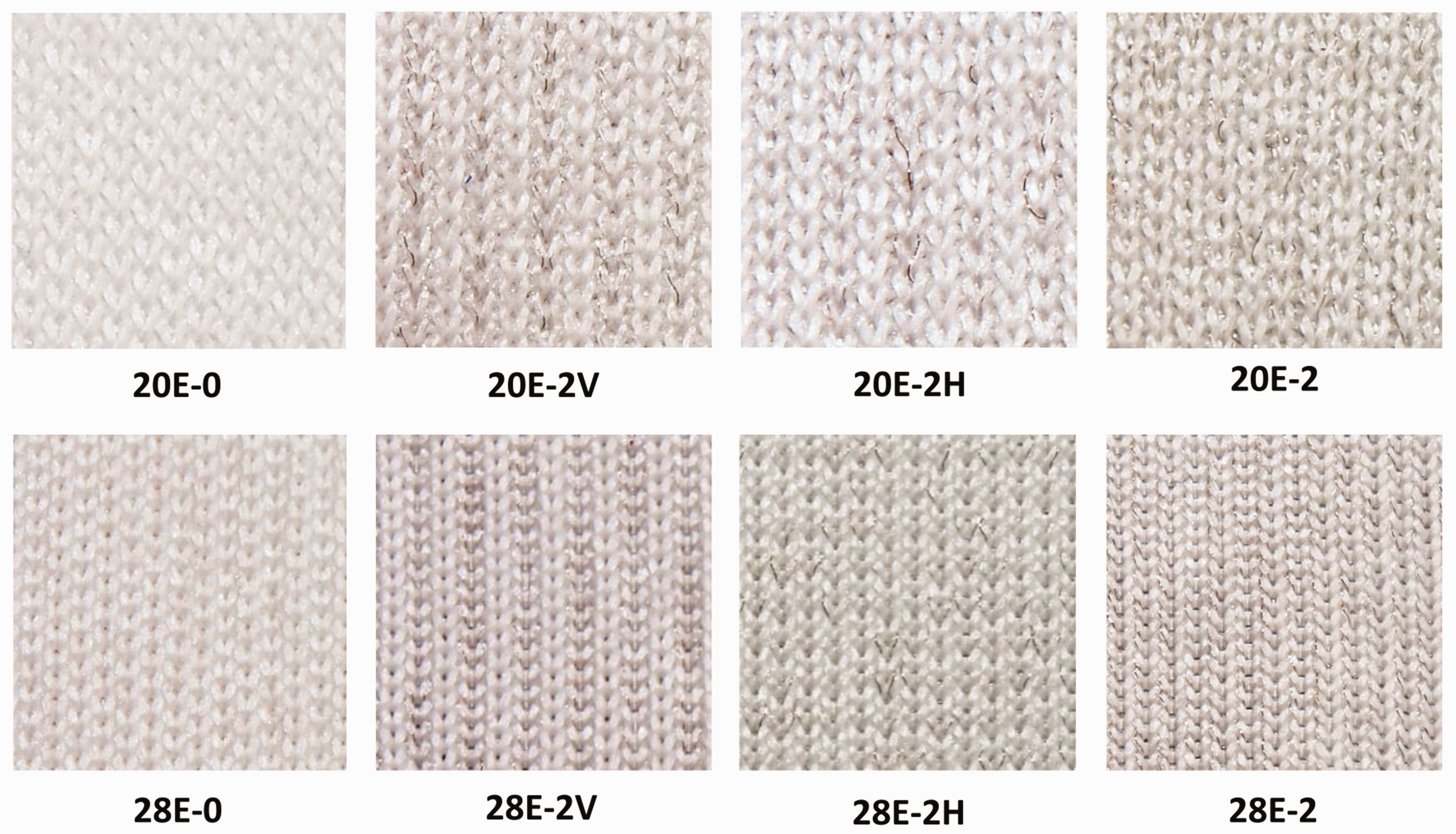
Figure 2 presents knitted structures, where the yarns in courses E2, E5, E8 and E11 form the outer layer (front); E1, E4, E7 and E10 form the binding layer; and E3, E6, E9 and E12 form the outer layer (reverse). Raw materials of the yarns are presented using different line types.
The distance between cylinder and dial for both gauge lengths was the same and equal to 2.15 mm. The technological parameters used were as follows: tensioning of the outer layers of knitting yarns 4–5 cN/per yarn; tensioning of the binding yarns 30 cN/per yarn to form a knitted fabric and prevent the visibility of the yarns in the outer layer. The position of the draw cams has not been changed and is selected in such a way that the height and width of the stitches are as uniform as possible, i.e. 20E-0 CPC = 10 ± 1 and WPC = 12 ± 1, while 28E-0 CPC = 14 ± 1 and WPC = 14 ± 1.
The density D of 3D knitted fabric was calculated using the relationship in equation (1) [31].

The percentage of raw materials RM for each tested knitted fabric (Figure 4) was defined using 100 × 100 mm size specimens. From each specimen’s layer (front, binding, reverse) an equal number of rapports were unravelled, separated by raw material (HPPE, PA, steel wire) and weighted using a textile scale. The percentage of raw materials RM was calculated using equation (2):
The percentage of raw materials.
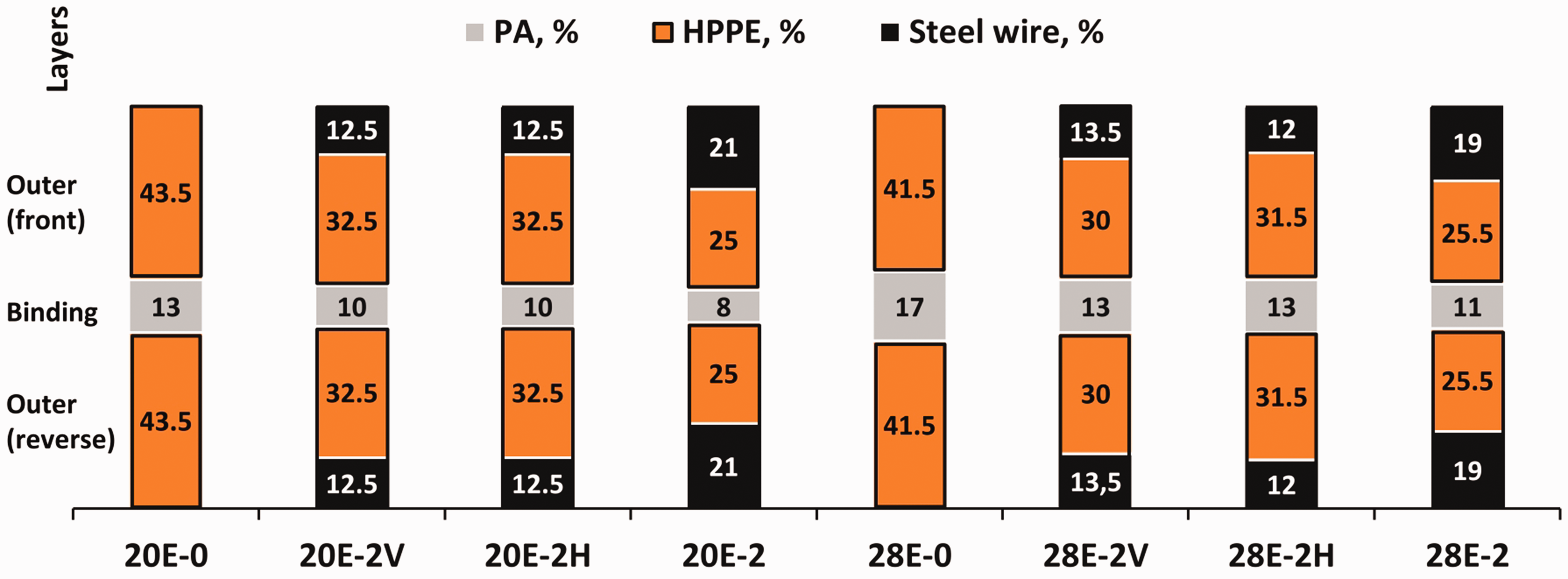
The percentage of raw material for each tested knitted fabric was defined and is presented in Figure 4.
Testing methods
All specimens before testing were kept in standard atmosphere conditions (ϕ = 65 ± 2%, T = 20 ± 2℃) for 24 h according to standard EN ISO 139:2005 [32]. The stitch density of the investigated knitted fabrics was calculated from wales per centimetre (WPC) and course per centimetre (CPC) with the help of optical microscope according to standard LST EN 14971:2006 [33]. The thickness t was determined according to standard EN ISO 5084:2000 [34] and the mass per unit area W was determined according to standard EN ISO 12127:1999 [35]. The results of these measurements are averages from the values of five samples.
Circular blade cut, puncture and abrasion resistance properties were determined according to standard EN 388:2003 [36]. The circular blade cut resistance tester “SATRA STM 611” was used to measure cut resistance of 3D knitted fabric samples. The test was performed on two specimens (60 mm wide and 100 mm long). Zwick/Roell (Z050) tester was used to measure puncture resistance of the samples. The test was performed on four specimens (60 × 60 mm). The resistance to abrasion was evaluated by a Martindale abrasion tester “SATRA STM 633”. Circular fabric specimens (38 mm in diameter) were abraded under (9 ± 0.2) kPa pressure. The test was performed on four specimens.
Air permeability values were determined using instrument ATL-2 according to standard LST EN ISO 9237 [37]. This test was used to measure the air permeability of 3D knitted fabrics under specified conditions, where pressure difference was 200 Pa, and the circular test area was 10 cm2. The results of the measurements on the air permeability were averages from the values of 10 readings.
The air permeability AP was determined according to equation (3):

Results and discussion
According to standard EN 388:2003, circular blade cut, puncture and abrasion resistance tests were carried out on the developed 3D weft-knitted fabrics. These experiments were conducted to determine the level of performance of investigated materials to mechanical risks and to identify how the index of resistance of the investigated materials varies when changing their composition and structural parameters, such as stitch density, the quantity of steel wire and so on.
Circular blade cut resistance
Among all of the investigated 3D weft-knitted fabrics, 20E-0 has the lowest blade cut resistance index (2.92) (Figure 5), which complies with the 2nd blade cut resistance level of performance. This material was produced on a circular weft-knitting machine of gauge 20E without steel wire in its structure and has the lowest mass per unit area W also density D (Table 1). The 20E-2 fabric was knitted on a circular weft-knitting machine of gauge 20E with steel wire in both outer layers. Its blade cut resistance index is 6.4 times higher, and it complies with the 4th performance level. The primary factor that caused the difference in these results is the increased quantity of steel wire in the structure (Figure 4) of 20E-2 fabric. Due to the increase of steel wire, the mass per unit area of the investigated 20E-2 material increased by 68.8% and density increased by 54.7% in comparison to the 20E-0 material.
The circular blade cut resistance test results of the developed 3D weft-knitted materials.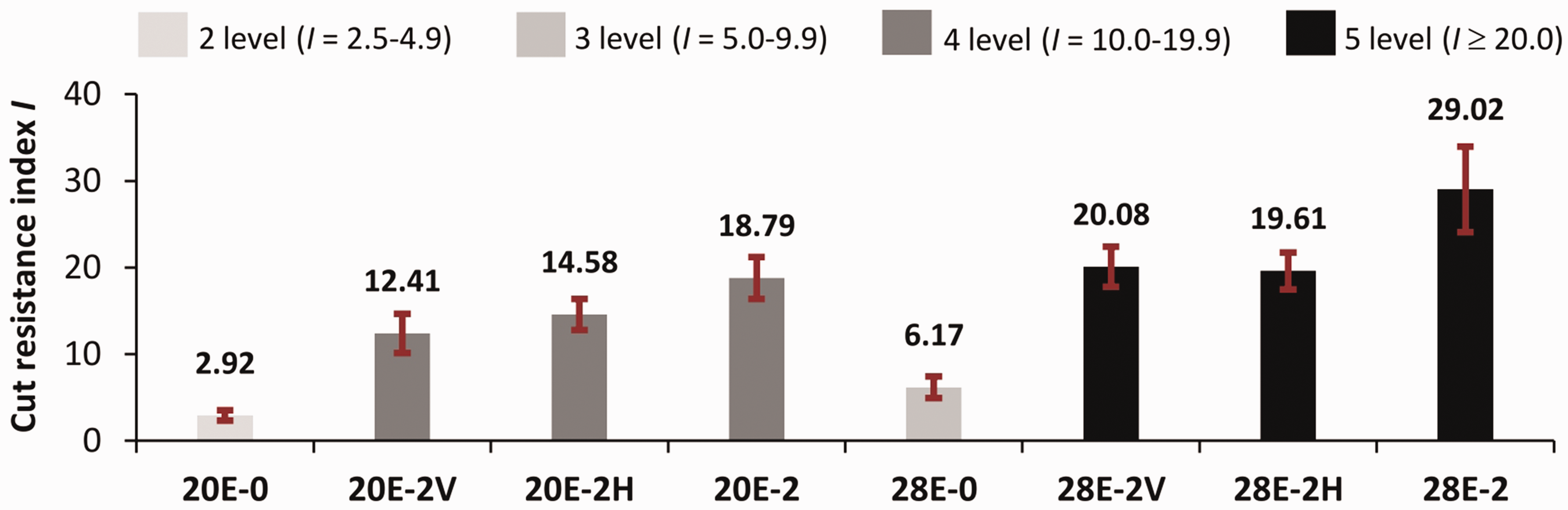
3D weft-knitted fabrics 20E-2 V and 20E-2H show very similar blade cut resistance indexes (12.41 and 14.58, respectively) and both of them comply with the 3rd performance level. Taking into account the structural similarity of these materials (stitch density per unit area, thickness, mass per unit area, density and percentage of raw materials), it can be concluded that the knitting direction of steel wire in the structure of the fabric (wale in 20E-2 V material or course in 20E-2H material) does not have a significant effect on the blade cut resistance index.
Comparing the blade cut resistance indexes of 3D weft-knitted fabrics 20E-2 V and 20E-2H to the 20E-2 fabric, in which steel wire is knitted in both outer (front and reverse) layers and in course and wale directions, 20E-2 shows the highest blade cut resistance index, which is 28.8–51.4% higher than the indexes of 20E-2 V and 20E-2H. This higher blade cut resistance index is due to a higher quantity of steel wire in its structure and other structural differences. The quantity of steel wire increased by 68% due to knitting it in course and wale directions and mass per unit area increased by 27% in comparison to 20E-2 V and 20E-2H fabrics. A correlation analysis (Figure 6) shows that the quantity of steel wire and mass per unit area (r = 0.99 and r = 0.96 respectively) have the most substantial influence on the blade cut resistance index. Therefore it can be concluded that materials containing a more significant quantity of steel wire in their structure and having greater density are more resistant to blade cuts.
The relationship between cut resistance index I and mass per unit area W (a), as well as the quantity of steel wire in structure (b).
The blade cut resistance indexes of fabrics produced on a circular weft-knitting machine of gauge 28E, are higher than the indexes of fabrics, produced on the same type of knitting machine of gauge 20E. Three of the 28E group materials comply with the highest 5th blade cut resistance level of performance, according to EN 388:2003 standard. When comparing the 3D fabrics that were produced on circular weft-knitting machines of gauge 20E and gauge 28E, it can be seen that the percentage of steel wire in these materials (Figure 4) is very similar; therefore, better blade cut resistance of the materials of the 28E group is due to a higher mass per unit area and density, greater stitch density and thickness (Table 1).
Comparing 3D knitted-fabrics without steel wire in their structure, which were produced on different knitting machines of gauges 20E and 28E, the blade cut resistance index of 28E-0 is 2 times greater than that of 20E-0, and the level of performance rose from level 2 to level 3. The higher blade cut resistance index of 28E-0 is due to it having a 28.1% higher mass per unit area W, 26.6% greater thickness t and 63.3% greater stitch density than 20E-0, thought density D is only 2.1% higher.
When comparing the blade cut resistance indexes of 28E-0 and 28E-2, both of which were knitted on a circular weft-knitting machine of the same gauge of 28E, the blade cut resistance index of sample 28E-2 is 4.7 times greater than that of 28E-0. The better blade cut resistance of 28E-2 material can be attributed to the steel wire in its structure, which makes 38% of the fabric composition (Figure 4). Because the 28E-2 fabric was knitted with steel wire, its mass per unit area W became twice the size, and density D became 83% higher compared to 28E-0. These are the main determining factors that lead to better blade cut resistance of 28E-2. Meanwhile, when comparing 28E-2 to 20E-2, which has the same composition, but was produced on a weft-knitting machine of gauge 20E, the blade cut resistance of 28E-2 is 1.54 times greater than that of the other fabric. Such results are mainly due to material 28E-2 having 1.65 times higher number of stitches per square centimetre, 1.3 times greater thickness, 1.3 times higher density and 1.6 times higher mass per unit area, despite the percentage of steel wire, HPPE and PA in fabrics 28E-2 and 20E-2 being very similar.
The blade cut resistance indexes of 28E-2 V and 28E-2H are similar (Figure 5) and taking into consideration a margin of error; both examined materials comply with the highest 5th level. Alike in the case of the 20E-2 V and 20E-2H materials, the knitting direction of the steel wire has no impact on the blade cut resistance index for 28E-2 V and 28E-2H either.
A correlation analysis (Figure 6) of the blade cut resistance indexes, and the structural parameters of the created 3D weft-knitted materials revealed that the amount of steel wire in the structure and mass per unit area are positively related with the blade cut resistance index (r = 0.99 and r = 0.96–0.98 respectively). The results coincide with other researchers that cut resistance increases with the increase in thickness and weight of the fabric [1,2].
Puncture resistance
Investigation of the puncture resistance of the 3D weft-knitted fabrics showed that all materials conform to the highest 4th performance level of puncture resistance (Figure 7).
Puncture resistance values of developed 3D weft-knitted fabrics (coefficient of correlation CV = 1.71–6.44%).
During the investigation of the puncture resistance of the 3D weft-knitted fabrics, a tendency of a difference in puncture force was observed (Figure 7), when testing materials knitted on a circular weft-knitting machine of different gauges (20E and 28E). Within the 20E group of 3D knitted fabrics, the highest puncture force was established in 20E-2 fabric (383.0 N), in which the steel wire is knitted in the course and wale directions. Within the 28E group of materials, the highest puncture force was established in the 28E-0 material (351.6 N), which had been knitted without steel wire in its composition.
Figure 8 displays the pictures of the puncture damage for the developed 3D weft-knitted fabrics. Yarns breakage and fibres pushing aside have been found during the puncture process. The yarns which were nearby the tip have obvious bending and some are huddled together while the yarns at the centre break.
Pictures of the punctured 3D weft-knitted fabrics samples.
It is quite clear from Figure 8 that, in general, the hole was not lifted back up after puncture in 3D knitted fabrics with steel wire because of its high elastic deformation. But the hole of 3D knitted fabrics produced using 28E machine gauge is smaller than using 20E because 28E presents tighter structure.
When comparing the puncture curves of fabrics without steel wire 20E-0 and 28E-0 (Figure 9(a)), it can be seen that to puncture 28E-0 material more force and energy is needed than for the fabric of analogous structure but knitted on a circular weft-knitting machine of the 20E gauge. The puncture curves differ at the initial stage of puncturing, and more energy is used to puncture 28E-0 than 20E-0. Therefore, when there is no steel wire in the structure, the decisive factors in puncturing the 3D knitted fabric are the stitch density of the material and the mass per unit area – the higher these parameters are, the higher the force and energy are needed for puncturing.
Force–displacement curves for the puncture of 3D weft-knitted materials. Specific puncture force of developed 3D weft-knitted fabrics.

While comparing 3D weft-knitted 20E-2 and 28E-2 materials, which have steel wire in their structure, the puncturing is different (Figure 9(b)). The puncture curve becomes similar in the initial stage of the puncturing. A more significant force is needed to puncture material 20E-2 than material 28E-2, which is produced on a circular weft-knitting machine of gauge 28E, therefore has higher stitch density, thickness, mass per unit area and density (Table 1). Puncture resistance is mainly attributed to the structure (high friction between the yarns and within the yarns due to the dense structure) [5] when the increase of stitch density and tightness results in the increase of puncture resistance [17]. In this respect, our result is different from 3D weft-knitted fabrics containing steel wire in the structure. It means that using similar raw materials in the structure (Figure 4) but higher stitch density, mass per unit area W and density D, puncture resistance will be lower if steel wire is used in the structure.
When comparing different variants, the specific force was calculated (Figure 10) by maximum puncture force divided by mass per unit area W [17]. Normalised puncture force by the fabric weight was used in Termonia research to study puncture stages [38].
A correlation analysis (Figure 11) shows that the specific puncture force of the materials knitted on a circular weft-knitting machine correlates with the percentage of steel wire in the materials composition (r = −(0.95–1.0)) and density D (r = −(0.95–0.98)). An increase in the amount of steel wire increases density D, what leads to a lower specific puncture force. The specific puncture forces of 20E-2 and 28E-2 fabrics are 39–119% lower than 20E-0 and 28E-0, respectively, which have no steel wire in its composition.
The relationship between specific puncture force and quantity of steel wire in structure (a) and also density D (b).
Abrasion resistance
Investigation of the abrasion resistance of the developed 3D weft-knitted fabrics showed that materials of group 28E have higher resistance to mechanical risk than the materials of group 20E with a similar composition. Three fabrics from the 28E group comply with the highest 4th level of performance in abrasion resistance (Figure 12) according to EN 388:2003.
Abrasion resistance results of developed 3D weft-knitted fabrics (CV = 0.03–8.51%).
Comparing the abrasion resistance of fabrics, knitted by weft-knitting machines of different gauges (20E and 28E), it can be seen that materials from group 28E are considerably more resistant to abrasion than materials from group 20E. Material 28E-0 required 12.1 times more cycles than 20E-0 until a hole was formed on a specimen. Comparing other analogous fabrics of groups 28E and 20E, materials required from 4.9 to 6 times more cycles so to have the fabrics frayed through. Based on the percentage of raw material in the structure of the analogous fabrics produced on the circular weft-knitting machines of different gauges (Figure 4), the amount of steel wire is not significantly different, therefore the better abrasion resistance of the materials of group 28E is due to higher CPC, WPC and stitch density, as well as a mass per unit area W, thickness t and density D.
It can be realised from the pictures (Figure 13) of the abraded 3D weft-knitted fabrics samples that worn out effect become more distinct using 20E machine gauge than 28E. As the amount of steel wire using the same gauge increases, abrasion resistance increases too.
Pictures of the abraded 3D weft-knitted fabric samples.
When examining the fabrics produced on a circular weft-knitting machine of gauge 28E with steel wire in their structure (28E-2 V, 28E-2H, 28E-2) it was noted that the abrasive material frays the first layer of the 3D weft-knitted fabrics after around 6000 cycles and later with a significant decrease of the abrasive effect, frays the third layer. Because of this, a high level of cycles is achieved.
The amount of steel wire has an impact on abrasion resistance, so an increase of steel wire in the structure in the knitting leads to the material having more excellent resistance to abrasion. Fabric 20E-2, which has steel wire knitted in the course and wale directions, has an abrasion resistance eight times greater than that of 20E-0 fabric, which does not have any steel wire in its structure. While the abrasion resistance of a fabric produced on a circular weft-knitting machine of gauge 28E with steel wire knitted in the course and wale in its structure (28E-2), was four times greater than that of 28E-0 fabric, which has no steel wire in its structure. According to the results of the experiment, it can be noted that the materials, which have steel wire in a course in their structure, have a higher resistance to abrasion. The resistance of fabric 20E-2H is 13%, and 28E-2H is 18.9% higher than that of materials, that have steel wire in wale direction (20E-2 V and 28E-2 V, respectively), though density D, thickness t, stitch density and mass per unit area W of compared fabrics are the same (Table 1).
A correlation analysis showed (Figure 14) that the abrasion resistance of the investigated materials has a strong linear relationship with the amount of steel wire (r = 0.94–0.99) and with the mass per unit area (r = 0.96–0.99). It was also strong linear relationship (r = 0.99) between abrasion resistance and density D achieved. So, 3D weft-knitted fabrics that have a higher amount of steel wire and a higher mass per unit area and also density D are more resistant to abrasion.
The relationship between the number of abrasion cycles and mass per unit area W (a) also the quantity of steel wire in structure (b).
Air permeability
The air permeability test aimed to determine the ability of the 3D weft-knitted fabrics to pass through air flow. The results are presented in Figure 15.
Air permeability results of developed 3D weft-knitted fabrics (CV = 3.06–5.56%).
Comparing the air permeability AP coefficients of the developed 3D materials, fabrics knitted on a circular weft-knitting machine of gauge 20E have better air permeability than fabrics, which have an analogous material composition, but were knitted on a circular weft-knitting machine of gauge 28E. The highest difference was achieved for fabrics without steel wire: AP of 20E-0 is 62.3% greater than that of 28E-0. The AP of other materials produced on a circular weft-knitting machine of gauge 20E are 20.19–42.95% greater than that of fabrics, which have an analogous material composition, but were knitted on a circular weft-knitting machine of gauge 28E.
Correlation analysis shows (Figure 16) that the amount of steel wire (r = −(0.90–0.99)) and mass per unit area (r = −0.96) influence the amount of airflow the fabrics pass through. Correlation with density D is also very strong (r = −(0.90–0.98)). While these three factors increase, the ability of fabrics to pass through the air decreases. The results coincide with other research concluding that air permeability is closely related to the fabric density. A higher fabric density hinders the air flows through the fabric, thus resulting in poor air permeability [15].
The relationship between air permeability and mass per unit area W (a), as well as the quantity of steel wire in structure (b).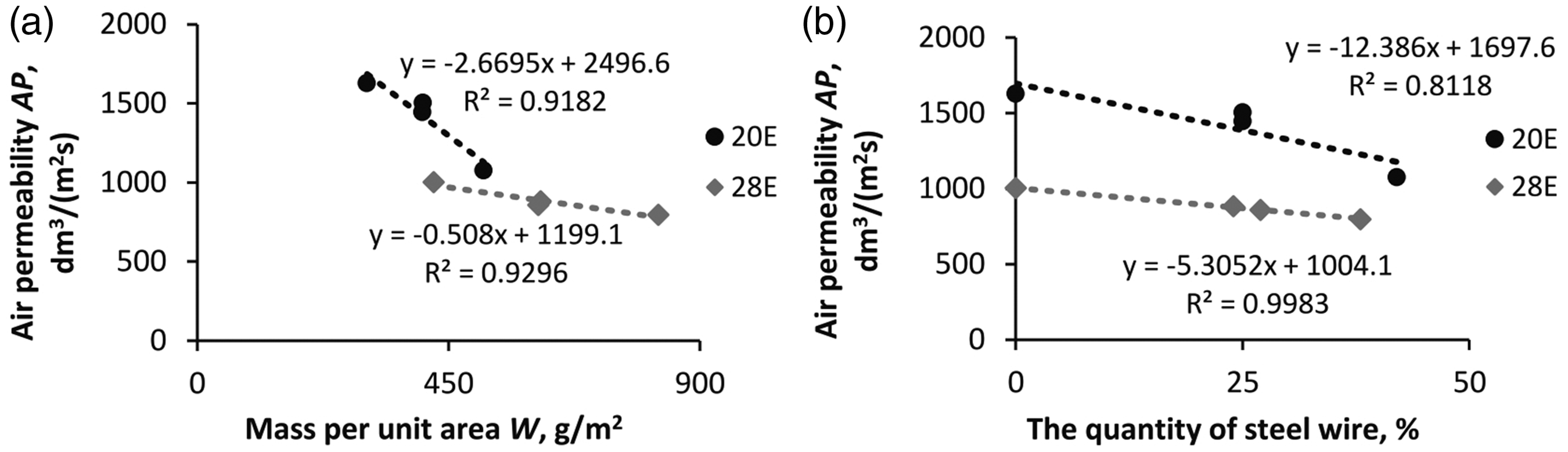
Also, we can see that AP values of fabrics produced by a circular weft-knitting machine of gauge 28E differ within the margin of error (Figure 15), so it is not essential whether the steel wire is used in the structure or not because the influence upon air permeability is insignificant.
The results of the research also showed that two 3D fabrics (20E-2 and 28E-0) produced on a circular weft-knitting machine of different gauges (20E and 28E) have very similar AP values, even though they differ not only in CPC, WPC, stitch density and mass per unit area (28E-0 have higher values then 20E-2, while density D of 20E-2 is higher compared to 28E-0), but also in the materials that make up their structure. It can be concluded that fabric that was produced by a knitting machine of gauge 20E using a steel wire in course and wale directions passes through the same amount of airflow as the fabric that was knitted by a knitting machine of gauge 28E containing no steel wire.
Conclusions
This study evaluated the structural parameters of eight developed 3D weft-knitted fabrics, such as stitch density, thickness, mass per unit area, density and percentage of material composition. Experiments were conducted on the developed fabrics to determine their resistance to mechanical risk such as circular blade cut, puncture, abrasion, and also to evaluate the comfort features of the knitted fabrics, such as air permeability. According to the results of the carried-out experiments, the following can be concluded.
Three of the eight developed 3D weft-knitted fabrics comply with the highest blade cut (5th) and abrasion (4th) resistance levels of performance, according to EN 388:2003 standard. All of these fabrics were knitted on a circular weft-knitting machine of gauge 28E and have the most significant stitch density and the highest mass per unit area, and the steel wire in their composition is twisted with HPPE.
The circular blade cut resistance index, and abrasion resistance have a strong positive relationship to the amount of steel wire in the structure of 3D weft-knitted fabric (r = 0.99 in the case of cut resistance; r = 0.94–0.99 in the case of abrasion resistance), mass per unit area (r = 0.96–0.98 in the case of cut resistance; r = 0.96–0.99 in the case of abrasion resistance) and density (r = 0.99); therefore, a more significant blade cut and abrasion resistance of 3D knitted fabrics could be achieved by twisting the steel wire with HPPE, and by using higher density fabrics with more significant amount of steel wire.
All of the developed 3D weft-knitted fabrics comply with the highest 4th puncture resistance performance level. If steel wire is not used in the structure, primary positive influence upon puncture resistance is revealed by stitch density and mass per unit area. If steel wire is used in the structure of the 3D knitted fabric, higher stitch density, mass per unit area and density reduce puncture resistance. To compare different variants of 3D knitted materials, the specific force should be calculated. It has negative correlation with the percentage of steel wire (r =
3D fabrics knitted on a circular weft-knitting machine of gauge 28E due to a higher stitch density, higher mass per unit area, density and thickness ensure a 1.3–2.1 times greater blade cut and 4.9–12.1 times greater abrasion resistance than fabrics of the same composition that are knitted on a circular weft-knitting machine of gauge 20E.
The direction of knitting (course or wale) of the steel wire does not have a significant influence on the blade cut or puncture resistance of the evaluated 3D fabrics. More considerable differences were observed only in the abrasion experiments when material knitted on a circular weft-knitting machine of gauge 28E with steel wire in wale direction ensures a better abrasion resistance by 18.9%.
3D fabrics knitted on a circular weft-knitting machine of gauge 20E ensure better air permeability by 20.2–43.0% than fabrics knitted by a machine of gauge 28E, due to lower stitch density, mass per unit area and density. All 3D fabrics knitted on a circular weft-knitting machine of gauge 28E have similar air permeability, while in 20E group fabrics better air permeability is ensured by a lesser amount of steel wire, as well as lower density (r = −0.90) and mass per unit area (r =
Two 3D fabrics (20E-2 and 28E-0) knitted by machines of different gauges show very similar air permeability results, even though they have different stitch density, thickness and composition: the fabric 20E-0 contains steel wire in its composition, while the 28E-0 does not. Therefore, when producing items from these fabrics, it is necessary to consider the desired level of mechanical risk resistance, as the air permeability is very similar.
For high cut, abrasion and puncture resistance properties, high performance polyethylene with steel wire can be recommended to use for the apparel garments (gloves, aprons, jackets, etc.) protecting against mechanical injuries.
To choose the proper protection and to improve tactile comfort of developed 3D weft-knitted fabrics, the outer layer (front) should ensure protection (cut, puncture and abrasion resistance using HPPE and steel wire) while the inner layer (reverse) should assure comfort to enable contact to human skin (hydrophobic fibre as PES Cool-ever or other).
Footnotes
Acknowledgement
The authors would like to acknowledge Granberg AS for the support of the investigation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.